装卸料小车多方式运行地PLC控制
8.1 运料小车三地运行的PLC控制设计与调试
2
一. 任务描述
某塑料加工厂原理车间、加工车间、成品车间三地间物料传送通过运料小 车实现自动往返运行,小车运动轨迹如图8-1-1所示,其控制要求如下:
(1)闭合断路器QF后,按下起动按钮SB1,小车右行到原料车间进行装料。 (2)当小车到达原料车间后,触发接近开关SQ1,小车停留10s,原料一装 入小车中。 (3)定时时间到达后,小车起动右行,到达加工车间,触发接近开关SQ2, 小车停留8s,进行第一次加工。 (4)定时时间到达后,小车再次左行,返回到原料车间,停留4s,原材料 二装入小车中。 (5)定时时间到达后,小车再次起动右行,到达加工车间后,触发接近开 关SQ2,小车停留8s,进行第二次加工。
14
六. 任务评估
班级
姓名
总成绩
评价内容
任务分析 (10分)
合理分配地址 (10分)
合理选择元件 (20分)
SFC图编制 (20分)
评价指导内容
根据任务描述找出输入输出点数。 能根据任务分析合理分配地址 能根据任务选择合理的元器件及型号 能根据程序编写合理的SFC图
根据SFC图输入梯形图 能正确连接PLC与电脑间的通信电缆,并
7
四. 任务实施
1.主电路设计
主电路采用了4个电气元 件,断路器QF、热继电器 KH和交流接触器KM1、KM2 。其中,KM1、KM2线圈与 PLC的输出端连接,KH的 辅助触点与PLC的输入端 连接,可以确定主电路需 要1个输入点与2个输出点 。
8
四. 任务实施
2.I/O总点数确定
运料小车三地自动往返运行控制电路中需要用起动按钮SB1、停止按钮 SB2进行启停控制,小车到达三地是通过触发三地的接近开关SQ1、SQ2、SQ3 实现。结合主电路和控制电路的分析,PLC控制系统的输入总点数为6个,输 出总点数为2个。
装卸料小车多方式运行控制系统设计.

课 程 设 计2016年6月17日课程名称 电气控制与PLC 课程设计课题名称 装卸料小车多方式运行控制系统设计专 业 班 级电气信息学院课程设计任务书课题名称装卸料小车多方式运行控制系统设计姓名专业班级学号指导老师沈细群课程设计时间2016年6月6日~2016年6月17日(第15~16周)教研室意见同意开题。
审核人:汪超林国汉一.任务及要求课程设计的性质与目的:本课程设计是自动化专业教学计划中不可缺少的一个综合性教学环节,是实现理论与实践相结合的重要手段。
它的主要目的是培养学生综合运用本课程所学知识和技能去分析和解决本课程范围内的一般工程技术问题,建立正确的设计思想,掌握工程设计的一般程序和方法。
通过课程设计使学生得到工程知识和工程技能的综合训练,获得应用本课程的知识和技术去解决工程实际问题的能力。
课程设计的内容:1.根据控制对象的用途、基本结构、运动形式、工艺过程、工作环境和控制要求,确定控制方案。
2.绘制装卸料小车多方式运行控制系统的PLC I/O接线图和梯形图,写出指令程序清单。
3.选择电器元件,列出电器元件明细表。
4.上机调试程序。
5.编写设计说明书。
课程设计的要求:1.所选控制方案应合理,所设计的控制系统应能够满足控制对象的工艺要求,并且技术先进,安全可靠,操作方便。
2.所绘制的设计图纸符合国家标准局颁布的GB4728-84《电气图用图形符号》、GB6988-87《电气制图》和GB7159-87《电气技术中的文字符号制定通则》的有关规定。
3.所编写的设计说明书应语句通顺,用词准确,层次清楚,条理分明,重点突出,篇幅不少于7000字。
附录:课题简介及控制要求(1)课题简介在生产现场中,尤其是在一些自动化生产线上,经常会遇到一台送料车在生产线上根据要求,多地点随机卸料;或是装料车多地点搜集成品。
在图中的卸料小车,可根据要求在五个位置卸料,因此,它有三个状态:左行(电动机正转)、右行(电动机反转)、及停车。
小车装卸料的PLC控制

综合成绩优秀()良好()中等()及格()不及格()教师(签名)批改日期2015年月日PLC应用综合设计报告院系电子与电气工程学院专业电气工程及其自动化课题小车装卸料的PLC控制班级学号姓名2015 年06月PLC应用综合设计调试记录班级:学号姓名:调试过程与结果(概要)一、小车装卸料的PLC控制按下启动按钮(I0.0)和A点行程开关(I0.4)启动。
Q4.0得电,电机右移。
当触碰到B点的行程开关(I0.5)时,停3秒。
Q4.1得电,电机左移,当触碰到A点的行程开关时,在A点停2秒,然后继续右移。
当触碰到C点的行程开关(I0.6)时,停2秒。
Q4.1得电,电机左移,当触碰到A点的行程开关时,在A 点停2秒,然后继续右移。
当触碰到D点的行程开关(I0.7)时,停2秒。
然后返回到A点继续上述步骤。
教师检查调试情况调试成功()调试基本成功()调试失败()现场答辩情况通过()未通过()教师签名日期课题一、小车装卸料的PLC控制一、控制要求1.基本要求某小车在A点装满料后,按启动按钮(SB1),则向右运行至B点,等待卸料3秒后返回,到A点等待装料2秒后再向右运行至C点(B点右边),等待卸料3秒后返回至A点,在A点等待装料2秒后再向右运行至D点(C点右边),等待3秒后返回A点再等待2秒后右行至B点……如此循环工作。
按停止按钮(SB2)则本次卸料完成返回至A点停止运行。
(A、B、C、D点都装有行程开关)2.提示每一个循环第一次到达B、C点时停止,后面再到继续右行,使用基本逻辑指令设计程序在第一次到B、C点停止后分别用中间继电器自锁记忆,用其触点有B、C点的行程开关常闭点并联以决定是否停车。
一个循环结束后找到逻辑条件断开两中间继电器。
也可以用移位指令设计程序,逻辑相对简单。
按停止按钮后不是立刻停止,因此应该用以中间继电器自锁直至到达A点在产生真正停止逻辑,该中间继电器可以在按启动按钮时断开。
图5 小车装卸料的工作示意图注:A、B、C、D在一条直线上,即到D点必先经过B点后经过C点方可到达D点。
基于PLC控制的装卸料小车多方式运行系统设计
基于PLC控制的装卸料小车多方式运行系统设计摘要:本文设计一种基于PLC控制的装卸料小车多方式运行系统,该系统可以实现手动、自动、遥控三种运行方式的切换,有效提高了运行效率和安全性。
系统采用先进的PLC控制技术,可以实现运动控制、数据处理等多种功能。
文章详细介绍了系统的硬件设计和软件设计实现,对系统的性能也进行了评估。
关键词:PLC;装卸料小车;运动控制;多方式运行前言装卸料小车是物流设备中的重要装备之一,在物流系统中扮演着很重要的作用。
为了提高装卸料小车的操作效率和安全性,本文设计了一种基于PLC控制的装卸料小车多方式运行系统。
该系统可以实现手动、自动、遥控三种运行方式的切换,同时能够实现多种运动控制和数据处理的功能。
硬件设计系统的硬件设计包括了装卸料小车的机械结构和电路系统。
整个系统采用了先进的PLC控制技术,通过连接PLC和各个传感器、执行器等设备,达到对运行的控制和监测。
对于装卸料小车的传动机构,本文采用了电机和减速器的组合,控制电机的转速和方向实现运动控制。
同时,本文设计了可调节高度的货台和托盘,便于不同任务的操作和物料的装卸。
软件设计系统的软件设计主要涉及到程序的编写和控制逻辑的设计。
本文采用了Ladder Diagram(梯形图)的编程方式,实现了对装卸料小车各个执行机构的控制。
系统具有自动、手动、遥控三种控制方式,可以根据不同的情况进行选择。
同时,系统还添加了多种故障保护机制,当系统出现电源故障、传感器异常或执行机构异常等问题时,系统会自动停止运行并进行提示。
性能评测为了评估系统性能,本文进行了一系列实验测试。
实验结果表明,系统能够正常实现各种运行方式的切换,且运行的效率和安全性都得到了提高。
系统在实际的物流作业中,能够胜任各种任务,并具有较强的稳定性和可靠性。
总结本文设计了一种基于PLC控制的装卸料小车多方式运行系统,该系统能够实现手动、自动、遥控三种运行方式的切换,并且具有多种运动控制和数据处理的功能。
(PLC)运料小车三地往返运行控制
一体化
课程
Plc应用
学习任务
运料小车三地往返运行控制
学时数
30
教学班级
电动29班
教学时间
11月11、13、14、15、18、20、21、22日
学习任务描述
在自动化生产线中,除了要求小车在甲乙两地之间自动往返运行,有时还需要小车在三地甚至更多地之间自动往返,这都是典型的顺序控制。我们可以根据以前学过的定时器或计数器来实现,但是编程比较复杂。本次任务就是通过学习状态转移图法和步进指令来实现任务。
判断学生是否明确工作任务,能够准确的说出任务的设计要求。
1、阅读工作任务单
2、明确需要完成的任务及要求。
提问法
小组讨论法
教学活动2:
分析工作任务
(5课时)
分析任务要求
(200分钟)
1、怎样实现电动机的左行、右行。(电动机的正反转)
2、怎样使小车在规定位置停留数秒。(行程开关和定时器)
3、小车的这种顺序运行可以用什么指令来实现。(状态转移图法和步进指令)
难点:学生锻炼自己画状态转移图的思路。
资源准备
学材,PLC设备
学习评价
附:评价表
1、是否能安全生产。
2、是否能理解工作任务,在课堂上表现是否积极。
3、能否能准确的完成外部接线、主回路图、程序编写、运行、调试、排故障的任务过程。
4、是否能与小组很好的沟通、合作、有团队精神。
教学反思
学生对顺序步骤的设计还是比较欠缺,需要多加练习。
10
2、小组完成一份主电路的原理图。
讲解法
确定I/O点数及外部接线
(120分钟)
1、根据设计任务确定I/O总点数。
多种工作运料小车PLC控制系统

PLC控制系统
第十八组:刘叶 李平
一:控制要求
• • • 运料小车在生产系统中经常被使用,一般用来在两地或多地间实现物资的运输 等.以下为某小车的控制要求. 小车由电动机拖动,电动机正转时小车前而电动机反转时小车后退. 小车的初始位置在最左端A处,小车能在任一位置启动和停止,当按下启动按钮, 漏斗打开,小车装料,装料10S后,小车开始前进.到达卸料B处,小车自动停止,打 开底门卸料,经过卸料所设定时间10S后,小车自动返回装料A处.然后再装料,如 此循环.对小车工作系统有如下几种控制方式: 1、单一操作。即可用相应的按钮来接通或断开各负载。这种开关工作方式下, 选择开关置于手动档。 2、返回原位。按下返回原按钮,小车自动返回初始位置。这种工作方式下, 选择开关返回原位档。
2、PLCI/0分配口
3.接线图
⒋梯形图程序设计
⒋梯形图程序设计
⒋梯形图程序设计!源自• (1)、手动工作方式• •
(2)、自动工作方式
1、连续。小车处于原位,按下启动按钮,小车按前述工作过程连续循环工作, 按下停止按钮,小车返回原位,停止工作。这种工作方式下,选择开关置于 连续操作档。 2、单周期。小车处于原位,按下启动按钮后,小车系统开始工作,工作一个 周期后,小车回到初始位置停止。
装卸料小车PLC控制实施方案
《电气与PLC控制系统设计》指导及任务书设计课题:装卸料小车PLC控制设计专业自动化学生姓名班级B自动化092学号0910603201指导教师设计地占八、、图书馆起至时间2012.12.10-2012.12.21 发放日期2012年12月10日目录1设计说明书......................1.1设计目地....................1.2设计任务 (1)1.3设计内容与要求..................1.4主要参数计算及元器件选择.............1.5 I/O分配及元器件表.................1.6运料小车控制系统梯形图............. 2设计小结19LDAYtRyKfE3参考文献20Zzz6ZB2Ltk 1 b5E2RGbCAP 1 p1EanqFDPwDXDiTa9E3d 2RTCrpUDGiT 65PC Z VD7H X A 13LBHrnAILg 15X HAQX74J0X1设计说明书1.1设计目地本课程设计是装卸料小车PLC空制设计,传统地运料小车大都是继电器控制. 而继电器控制有着接线繁多,故障率高且维护维修不易等缺点.装卸料采用PLC 控制,体积小,重量轻,控制方式灵活,可靠性高,操作简单,维修容易•使用该设计不仅准确安全可靠,而且提高了劳动生产率,降低工人劳动强度,具有较好地经济效益和社会效益•可编程控制器PLC以其丰富地I/O接口模块,高可靠性,可以在装卸料控制系统地设计中起到十分重要地作用.dvzfvkwMIlPLC不仅可以实现逻辑控制,顺序控制,定时,计时,算数运算,数据处理数据通信等功能,并且具有处理分支,中断,自诊断地能力•逻辑控制功能通过软件编程实现,柔性强,控制功能多,控制线路大大简化.PLC可以使用通用地个人计算机作为图形编辑器,用于在线或离线开发用户程序使用在线对PLC进行各种操作,并且可以在线实时监控用户地执行状态•它提供三种编程语言,即梯形图LAD语句表STL及功能块FBD,每种语言都有自己地特点.梯形图LAD是在继电器接触器控制基础上演变而来地,是一种地图形化地编程语言,编程人员几乎不必具备计算机地基础知识,不必考虑PLC内部地机构原理,只要有继电器接触器地基础,就能在很短地时间内掌握梯形图LAD地使用和编程方法.rqyn14ZNXI作为目前国内控制市场上地主流控制器,PLC在市场、技术、行业影响等方面有着重要地作用,随着PLC地不断发展和革新,使得生产线地运输控制也将得到不断地改善和生产率地不断提高,利用PLC控制来代替继电器控制已是大势所趋.EmxvxOtOco1.2设计任务1.绘制电气控制原理图,PLC输入输出接线图,控制面板元件布置图,元器件之间接线图等图纸•2.控制梯形图和程序地设计.3.先设计出继电接触控制系统,后设计PLC控制系统,以及I/O 口分配图和PLC 地选型.4.图形符号采用新国标进行设计.5.编写设计说明书、使用说明书和设计小结.1.3设计内容与要求, ---- ・YQ前进X6更2 帀 |嬉——YI启退启限位严1 Q ” 0 ”. ””/ /~/ / /~7~7~~7~7 7K图1如图1所示,小车在A、B两地之间运行,在A、B两地各设有一个限位开关SQ1和SQ2小车在A点时(后限位开关受压动作),操作控制按钮可使小车向前运行至料斗下停止,装料再返回A地将料卸下.小车地控制有4种控制方式.SixE2yXPq5(1)手动控制方式;(2)单周期运行控制方式;(3)双周期运行控制方式;(4)自动运行控制方式;手动控制方式在手动控制方式时,可用4个控制按钮控制小车地向前和向后运行,以及车门地打开和料斗门地打开.小车地运行由三相异步电动机控制,小车地车门和料斗地斗门由电磁铁控制,当电磁铁带电时,料门或斗门打开,失电时关门.6ewMyirQFL手动控制要求如下:a 、小车向前运行小车在漏斗下面时不能向前运行,小车地车门在打开时不能运行,小车采用点动控制,按下向前运行按钮,小车向前进,当小车行至料斗下时,碰到前限位开关时应停下来.kavU42VRUsb 、小车向后运行小车在A地点时不能后退,小车地车门在打开时不能运行,小车采用点动控制,料斗门未关闭时不能运行,按下向后运行按钮时,小车向后运行至A地点时,小车碰到后限位开关应停下来.y6v3ALoS89C 、料斗门打开控制小车必须在B 地点料斗门下时,才能打开料斗门,以避免将料卸在地上 .按一下料斗门打开按钮,控制料斗门地电磁铁得电,斗门打开,延时 10秒钟后电磁铁失电斗门关闭.M2ub6vSTnPd 、车门打开控制小车必须在A 地点时,才能打开车门,以保证将料卸在规定地点 .按一下车 门打开按钮,控制车门地电磁铁得电,车门打开,延时 4秒钟后电磁铁失电,车 门关闭.OYujCfmUCw 单周期运行控制方式要求小车在A 地点,并且在车门关好地情况下,按一下向前运行按钮.小车就从A 地点运行到B 地点停下来,然后料斗门打开装料 10秒钟,之后小车自动向后 行到A 地点停止,车门打开卸4秒钟后,车门关闭.eUts8ZQVRd 双周期运行控制方式要求小车在A 地点时,按一下向前运行按钮,小车将循环两次单周期运行过程 .自动运行控制方式要求小车在A 地点时,按一下向前运行按钮,小车将自动重复单周期运行过程, 断开运行开关时,小车将在完成一个循环之后,结束运行.sQsAEJkW5T在手动控制方式下不能进行单周期、 双周期和自动运行方式,反之,在单周 期、双周期和自动运行万式下也不能进行手动控制 .GMslasNXkA 本控制采用FX2系列等可编程控制器,其输入输出端子分配如下:反转,小车向后运行.电动机正反转主电路图如图2所示.TlrRGchYzgX000:起动开关; X002:后限位开关;X004:自动方式;X006:双循环方式;X010:向后运行按钮;X012:斗门打开按钮;Y000:向前运行;Y002:斗门电磁铁;1运料小车地控制系统主电路X001前限位开关; X003: 手动方式; X005 单循环方式; X007 向前运行按钮; X011 车门打开按钮; X013 停止按钮; Y001 向后运行; Y003 车门电磁铁;运料小车由一台三相异步电动机控制,当电机正转时,小车向前运行,电机Ll L2L3图2 主电路2运料小车控制系统控制电路如果小车开始在A点,按一下起动按钮SB1,然后按一下向前运行按钮SB2小车向右运行,当运行到漏斗下面碰到前限位开关SQ1时,小车停止运动,按一下SB4,控制斗门地电磁阀YV1得电打开,小车开始装料10S, YV1失电斗门关闭,按一下SB3小车向左运行,到达A点碰到后限位开关时停止运动,按一下SB5 控制车门地电磁阀YV2得电,车门打开,小车卸料4S,然后YV2失电,车门关闭.如果选择单周期运行控制方式,我们只需要按一下起动按钮SB1即可,同理, 如果选择双周期运行控制方式和自动运行控制方式,也只需按一下起动按钮即可当然,如果遇到紧急情况需要马上停止运行,只需要按一下SB6即可,运料小车控制系统地控制电路图见附录.7EqZcWLZNX3 PLC外部接线图小车控制系统有1个起动按钮、2个限位开关、4种控制方式地选择、正转启动按钮、反转启动按钮、车门打开按钮、斗门打开按钮、1个停止按钮开关共12个输入点.这个控制系统需要控制地外部设备只有控制小车运动地三相异步电动机一个•电机有正转和反转两个状态,分别对应正转接触器KM1和反转接触器KM2此外,还有一个输出控制斗门电磁铁YV1和输出控制车门电磁铁YV2, 所以输出点应该有4个,PLC输入输出接线图见附录.lzq7IGf02E4控制系统地工作原理运料小车手动方式控制下地运动流程图如下:图3运料小车手动方式控制流程图运料小车地运动如图1所示,运料小车由一台三相异步电动机控制,电机正转,小车向右行,电机反转,小车向左行•在生产线上装料点B、卸料点A分别装有限位开关SQ1和SQ2以判别小车是否到达该位置•另外对小车还需要一个总停按钮,一个起动按钮.NrpoJac3v1如果是手动方式控制运行,则小车采用点动控制,按下向前运行按钮,小车向前进,小车向前运行到漏斗下面碰到前限位开关SQ1时应停下来,料斗门未关闭时不能运行.按下向后运行按钮时,小车在A地点碰到后限位开关SQ2时应停下来,小车地车门在打开时不能运行.小车必须在B地点料斗门下时,才能打开料斗门,以避免将料卸在地上.按一下料斗门打开按钮,控制料斗门地电磁铁得电,斗门打开,延时10秒钟后电磁铁失电斗门关闭.同样,小车必须在A地点时,才能打开车门,以保证将料卸在规定地点.按一下车门打开按钮,控制车门地电磁铁得电,车门打开,延时4秒钟后电磁铁失电,车门关闭.1nowfTG4KI采用单循环方式运行时,小车在A地点,并且在车门关好地情况下,按一下向前运行按钮.小车就从A地点运行到B地点停下来,然后料斗门打开装料10 秒钟,之后小车自动向后行到A地点停止,车门打开卸4秒钟后,车门关闭.双循环方式运行地话,按一下向前运行按钮,小车将循环两次单周期运行过程.fjnFLDa5Zo 如果采用自动控制方式,按一下向前运行按钮,小车将自动重复单周期运行过程,断开运行开关时,小车将在完成一个循环之后,结束运行.在手动控制方式下不能进行单周期、双周期和自动运行方式,反之,在单周期、双周期和自动运行方式下也不能进行手动控制.tfnNhnE6e51.4主要参数计算及元器件选择1 PLC地选择FX1N系列:是三菱电机推出地功能强大地普及型PLC.具有扩展输入输出,模拟量控制和通讯、链接功能等扩展性.是一款广泛应用于一般地顺序控制三菱PLC. FX2N系列: HbmVN777sL是三菱PLC是FX家族中最先进地系列.具有高速处理及可扩展大量满足单个需要地特殊功能模块等特点,为工厂自动化应用提供最大地灵活性和控制能力.V7l4jRB8HsFX1NC FX2NCFX3三菱PLC:在保持了原有强大功能地基础上实现了极为可观地规模缩小I/O型接线接口降低了接线成本,并大大节省了时间.831CPA59W9 Q系列三菱PLC:三菱机公司推出地大型PLC,CPl类型有基本型CPU高性能型CPU过程控制CPU运动控制CPU冗余CPU等.可以满足各种复杂地控制需求. 三菱电机中国事业地快速发展,为了更好地满足国内用户对三菱PLC,Q系列产品高性能、低成本地要求,三菱电机自动化特推出经济型QUTESE型三菱PLC,即一款以自带64点高密度混合单元地5槽QOOJCOUSET另一款自带2块16点开关量输入及2块16点开关量输出地8槽Q00JCPU-S8SET其性能指标与Q00J 完全兼容,也完全支持GX-Developer等软件,故具有极佳地性价比.mzkkikzaapA系列三菱PLC:使用三菱专用顺控芯片(MSP,速度/指令可媲美大型三菱PLC;A2ASCP支持32个PID回路.而QnASCP地回路数目无限制,可随内存容量地大小而改变;程序容量由8K步至124K步,如使用存储器卡,Qn ASCP则内存量可扩充到2M字节;有多种特殊模块可选择,包括网络,定位控制,高速计数,温度控制等模块.AVktR43bpw在工程中主要根据工艺要求、控制对象、用户需要等方面选择合适地PLC,以获得最佳地性能价格比.就一个控制系统而言,PLC地选型原则和考虑因素如下:ORjBnOwcEd(1)PLC —般用于开关量控制为主兼有模拟量控制地系统,尤其适合于动作频繁、逻辑关系复杂、程序多变地系统•应用于这样地系统,将会最大限度发挥技术经济效果.2MiJTy0dTT⑵开关量I/O点数、模拟量I/O路数、电压等级及输出功率、内存容量」/O 点数直接关系到PLC输入/输出模块地选择,I/O点数一般要考虑有一定地余量,特别是开关量输入更应考虑多些余量;合适地电压等级可提高PLC地抗干扰能力, 主机用户内存容量地大小对设备费地影响不大,故内存容量可选大一些.gIiSpiue7A(3)其他考虑因素选择PLC还要对其外型、结构、系统组成、设置条件、价格、技术服务、应用业绩等多项指标综合分析比较,然后才能确定理想地PLC 产品.uEh0U1Yfmh根据运料小车输入输出设备地分配,在I/O方面只需要12个输入点和4个输出点,同时考虑适当地余量,选用FX2N-32MR地PLC即可满足控制要求.IAg9qLsgBXWTSUBtSHIFX2N-32MR-001 继电器型、16进/16出、交流电2三相异步电动机地选择三相异步电动机类型地选择与使用要求、运行地点环境污染情况和气候条件等有关,这里我们主要考虑是否满足控制要求.WwghWvVhPE正确选择电动机地功率、种类、型式是极为重要地.asfpsfpi4k2.1功率地选择电动机地功率根据负载地情况选择合适地功率,选大了虽然能保证正常运行,但是不经济,电动机地效率和功率因数都不高;选小了就不能保证电动机和生产机械地正常运行,不能充分发挥生产机械地效能,并使电动机由于过载而过早地损坏.ooeyYZTjj1(1)连续运行电动机功率地选择BkeGuInkxI对连续运行地电动机,先算出生产机械地功率,所选电动机地额定功率等于或稍大于生产机械地功率即可.PgdO0sRlMo(2)短时运行电动机功率地选择3cdXwckm15如果没有合适地专为短时运行设计地电动机,可选用连续运行地电动机.由于发热惯性,在短时运行时可以容许过载.工作时间愈短,则过载可以愈大.但电动机地过载是受到限制地.通常是根据过载系数,来选择短时运行电动机地功率. 电动机地额定功率可以是生产机械所要求地功率地1/ ' . h8c52WOngM2.2种类和型式地选择选择电动机地种类是从交流或直流、机械特性、调速与起动性能、维护及价格等方面来考虑地.v4bdyGious三相鼠笼式异步电动机结构简单,坚固耐用,工作可靠,价格低廉,维护方便,但调速困难,功率因数较低,起动性能较差.因此在要求机械特性较硬而无特殊调速要求地一般生产机械地拖动应尽可能采用鼠笼式电动机.因此只有在不方便采用鼠笼式异步电动机时才采用绕线式电动机.J0bm4qMpJ9电动机常制成以下几种结构型式:XVauA9grYP开启式(在构造上无特殊防护装置,用于干燥无灰尘地场所.通风非常良好)、防护式(在机壳或端盖下面有通风罩,以防止铁屑等杂物掉入.也有将外壳做成挡板状,以防止在一定角度内有雨水滴溅入其中)、封闭式(它地外壳严密封闭,靠自身风扇或外部风扇冷却,并在外壳带有散热片.在灰尘多、潮湿或含有酸性气体地场所,可采用它)、防爆式(整个电机严密封闭,用于有爆炸性气体地场所).bR9C6TJscw2.3电压地选择电动机电压等级地选择,要根据电动机类型、功率以及使用地点地电源电压来决定.Y系列鼠笼式电动机地额定电压只有380V —个等级.pN9LBDdtrd综合以上考虑以及控制要求选用电机型号如下:电机型号:JYZ-12-4 额定频率:50HZ 额定功率:0.81KW额定电流:2A 转速:1410r/mi n由于I QF = 1.7 I NE = 1.7 X 2= 3.4 A故应选用IQF = 4A地自动开关我们选择开启式负荷开关,开关型号为HK2-4/3,级数3,额定电流4A.3熔断器熔断器在电路中起主要起短路保护作用,用于保护线路.熔断器以其自身产生地热量使熔体熔断,从而自动切断电路,实现短路保护及过载保护.它具有结构简单、体积小、重量轻、使用维护方便、价格低廉、分断能力较高、限流能力良好等优点,因此在电路中得到广泛应用.常用地熔断器有以下几种:DJ8T7nHuGT 插入式熔断器、螺旋式熔断器、RM1(型密封管式熔断器、RT型有填料密封管式熔断器等.熔断器地选择要求是:在电气设备正常运行时,熔断器不应熔断;在出现短路时,应立即熔断;在电流发生正常变动(如电动机起动过程)时,熔断器不应熔断;在用电设备持续过载时,应延时熔断•对熔断器地选用主要包括类型选择和熔体额定电流地确定.QF81D7bvUA 选择熔断器地类型时,主要依据负载地保护特性和短路电流地大小•熔断器地额定电压要大于或等于电路地额定电压,熔断器地额定电流要依据负载情况而选择.4B7a9QFw9h常用熔断器有RC1A RL6 RL7 RLS2 RM10 RT12 RT14 RT15 RS3 和RS2 等系列ix6iFA8xoX综合以上内容及设计要求,选择如下型号:型号:RC1A-10 额定电压:415V额定电流:100A 工作频率:50Hz熔断器电流计算地方法为:I FU = I S /(2.5~3)I QF -熔体额定电流;I S —电机地启动电流对于JYZ-12-4型号电机,其额定电流I N = 2 A,启动电流l s= 6.5 X 2= 13A,熔体额定电流I FU = I S /(2.5~3) = 4.3 〜5.2 (A),故选择熔断器类型为:RC1A- 10,熔丝地额定电流6A;4行程开关行程限位开关又称限位开关,用于控制机械设备地行程及限位保护.在实际生产中,将行程限位开关安装在预先安排地位置,当装于生产机械运动部件上地模块撞击行程开关时,行程限位开关地触点动作,实现电路地切换•因此,行程限位开关是一种根据运动部件地行程位置而切换电路地电器,它地作用原理与按钮类似.行程开关广泛用于各类机床和起重机械,用以控制其行程、进行终端限位保护•在电梯地控制电路中,还利用行程限位开关来控制开关轿门地速度、自动开关门地限位,轿厢地上、下限位保护•行程限位开关按其结构可分为直动式、滚轮式、微动式和组合式.wt6qbkCyDE常用地行程开关有LX19 LXW5 LXK3 LX32和LX33等系列根据控制要求选择如下型号:型号:LX32 额定电压:380V额定电流:5A 工作频率:50Hz5热继电器热继电器是由流入热元件地电流产生热量,使有不同膨胀系数地双金属片发Kp5zH46zRk生形变,当形变达到一定距离时,就推动连杆动作,使控制电路断开,从而使接触器失电,主电路断开,实现电动机地过载保护•继电器作为电动机地过载保护元件,以其体积小,结构简单、成本低等优点在生产中得到了广泛应用•热继电器地主要技术参数:Yl4HdOAA61额定电压:热继电器能够正常工作地最高地电压值,一般为交流220V, 380V, 600V.ch4PJx4BII额定电流:热继电器地额定电流主要是指通过热继电器地电流qd3YfhxCzo额定频率:一般而言,其额定频率按照45~62HZ设计.整定电流范围:整定电流地范围有本身地特性来决定.它描述地是在一定地电流条件下热继电器地动作时间和电流地平方成正比.E836L11DO5热继电器地作用是:主要用来对异步电动机进行过载保护,他地工作原理是过载电流通过热元件后,使双金属片加热弯曲去推动动作机构来带动触点动作,从而S42ehLvE3M将电动机控制电路断开实现电动机断电停车,起到过载保护地作用.鉴于双金属片受热弯曲过程中,热量地传递需要较长地时间,因此,热继电器不能用作短路保护,而只能用作过载保护热继电器地符号为FR 501nNvZFis选择方法:热继电器主要用于保护电动机地过载,因此选用时必须了解电动机地情况,如工作环境、启动电流、负载性质、工作制、允许过载能力等.jW1viftGw9 原则上应使热继电器地安秒特性尽可能接近甚至重合电动机地过载特性,或者在电动机地过载特性之下,同时在电动机短时过载和启动地瞬间,热继电器应不受影响(不动作).当热继电器用于保护长期工作制或间断长期工作制地电动机时,一般按电动机地额定电流来选用.例如,热继电器地整定值可等于0.95~1.05倍地电动机地额定电流,或者取热继电器整定电流地中值等于电动机地额定电流,然后进行调整•当热继电器用于保护反复短时工作制地电动机时,热继电器仅有一定范围地适应性•如果短时间内操作次数很多,就要选用带速饱和电流互感器地热继电器.对于正反转和通断频繁地特殊工作制电动机,不宜采用热继电器作为过载保护装置,而应使用埋入电动机绕组地温度继电器或热敏电阻来保护.xSODOYWHLP综合以上及控制要求选择热继电器型号如下:型号:JY1型具有两个常开触点、两个常闭触点触电额定电压为380V 额定电流为2A LOZMklql0w工作频率:50Hz 工作时间、转数:w 3000转/分频繁起动、制动:w 30次/分动作轴转、转数:200转土50抗电强度:AC1500V分工作环境:-50 C至+50C6转换开关转换开关是一种多档式、多触点以及能够控制多回路地主令电器•其主要用于各种控制线路地转换、电压表、电流表地换相测量控制、配电装置线路地转换和遥控等.也可以用于直接控制小容量电动机地起动、调速和换向.ZKZUQsUJed 转换开关地主要参数有型式、手柄类型、触点通断状态表、工作电压、触头数量及其电流容量•常用地有LW2 LW5 LW6 LW8 LW9 LW12 LW16 VK 3LB和HZ系列,其中LW2系列用于高压断路器操作回路地控制,LW5 LW6系列多用于电力拖动系统中对线路或电动机实行控制.dGY2mcoKtT转换开关地选择可以根据以下几个方面进行:(1)额定电压和工作电流;(2)手柄型式和定位特征;(3)触点数量和接线图编号;(4)面板型式及标志.根据控制要求,选择LW6系列型号,具体参数如下:型号:LW6-2 绝缘电压:500V 频率:50Hz额定电压:380V 额定电流:5A 极数:27电源开关选择电源开关主要用于供电气设备中电源地通断使用,电源开关是整个电路系统地安全保障所在,在这里选用KAD牛102型号地电源安全性开关.其主要技术参数为:额定电压级及电流220V, 6A,接触电阻0.01〜0.05,绝缘电阻500〜100M Q,工作压力1〜6N,寿命50000次.rCYbSWRLIA1.5 I/O分配及元器件表该控制系统有1个起动按钮开关、2个限位开关、4种控制方式、正转启动按钮、反转启动按钮、车门打开按钮、斗门打开按钮、1个停止按钮开关共12 个输入点.这个控制系统需要控制地外部设备只有控制小车运动地三相异步电动机一个.电机有正转和反转两个状态,分别对应正转接触器KM1和反转接触器KM2此外,还有一个输出控制斗门电磁铁YV1和输出控制车门电磁铁YV2,所以输出点应该有4个.对应地地址分配及元器件表如表1、表2所示:FyXjoFIMWh表1 PLC I/O分配表选择开关LW6-2 频率:50Hz 额定电压:380V 1额定电流:5A表2 元器件表1.6运料小车控制系统梯形图XII图4 运料小车控制系统地手动控制梯形图运料小车控制系统地手动控制梯形图如下:Y3 V XI Y1X10A X2 V l'i J 刖Y0 向后 Y3TO %40车门 X12XI Y2 T1V斗门CJ PU自动.双循环、单循坏梯形图CJ P1手动控制梯形图EM)图5总程序结构框图个人收集整?…仅供参考学习X)3 X0结束停车起动图6状态转移图运料小车控制系统地手动控制梯形图及程序如下:个人收集整?…仅供参考学习_2设计小结这次地PLC课程设计培养和提高了我们综合运用所学知识来发现、分析和解决实际问题地能力.也是我们锻炼实践能力地一个重要环节.TuWrUpPObX通过这次课程设计使我懂得了理论与实际相结合是非常重要地,仅仅学好理论知识是远远不够地,我们必须还要学会把理论知识与实践相结合起来,从实践中发现问题,然后用所学知识去分析和解决它,从而提高我们地实际动手能力和独立思考问题地能力.当然,在设计地过程中我遇到了很多问题,可以说得是困难重重,这毕竟第一次做PLC,难免会遇到各种各样地问题,同时在设计地过程中发现了自己有很多不足之处,对以前所学地知识理解不够深刻,掌握也不够牢固.7qWAq9jPqE在这一次地课程设计中,也使我地自信心有了很大程度地提高,它让我明白在面临困难时不要轻言放弃,要相信自己,尽自己最大地努力去解决困难.同时也使我明白在面对一件事情时不要被他地表象所迷惑,不要第一眼看去认为他难他就难,其实只要我们认真地按部就班地来做,大多数问题都能够得到很好地解决,最后我发现它其实也并不像我想象地那么难.以前老是觉得自己什么东西都会,什么东西都懂一些,有点眼高手低.通过这次课程设计,我才明白学习是一个长期积累地过程,我们在以后地工作、生活中都应该不断地学习,努力提高自己地知识和综合素质.我也通过这次地设计将自己以前所学地东西再一次学习和巩固了一遍,在这次设计中我利用了网络上地知识,也在图书馆查阅了大量地相关书籍.在这次课程设计中也使我们地同学关系更进一步了,同学之间互相帮助,有什么不懂地大家在一起商量,听听不同地看法对我们更好地理解知识,所以在这里非常感谢帮助我地同学.IIVIWTNQFk最后,我要感谢学校给我们安排地这次课程设计.我们从这次课程设计中学到了非常宝贵地经验,我想对我们以后地工作也会有一定地帮助,这一点是非常重要地.yhUQsDgRT1个人收集整?…仅供参考学习。
装卸料小车PLC控制设计
编号《电气控制与 PLC》课程设计( 级本科)题 目: 装卸料小车 PLC 控制设计院 (系): 物 理 与 机 电 工 程 学 院专 业: 电 气 工 程 及 其 自 动 化作者姓名:指导教师:职 称:完成日期:年月日课程设计任务书学生姓名学号专业方向电气工程及其自动化班级题目名称 一、设计内容及技术要求: 1.完成运料小车控制要求。
装卸料小车 PLC 控制设计一辆小车在 A、B 两点之间运行,在 AB 两点之间各设一个限位开关,如图所 示,小车在 A 点时(后限位开关受压动作),操作控制按钮可使小车前行至料都 下碰到前限位开关停止,装料后再返回 A 点将料卸下。
小车要求有 3 种控制方 式。
(1)手动控制方式 (2)单周期运行控制方式 (3)自动循环运行控制方式A 手动方式 在手动控制方式下,可用 4 个控制按钮控制小车向前、向后运行,以及车门的打开和料斗门的代开。
小车的运行有三相异步电动机控制,小车的车门和料斗的车门由电磁铁控制,当电磁铁得电时料斗门或车门打开,失电关闭。
(1)手动控制要求a 小车向前运行:小车在料斗下面时不能向前运行,小车的车门在打开不能 运行,小车采用点动控制,按下向前运行按钮,小车向前进,当小车行至料斗下2/2时碰到前限位开关时应停下来。
b 小车向后运行:小车在 A 地点时不能后退,小车的车门在打开时不能运行,小车采用点动控制,料斗门未关闭时不能运行,按下向后运行按钮时,小 车向后运行至 A 地点时小车碰到后限位开关时应停下来。
c 料斗门打开控制:小车必须在 B 地点时,才能打开车门,以保证将料卸 在地上。
按下料斗门打开按钮,控制料斗门的电磁铁得电,斗门打开,延时十 秒后电磁铁失电斗门关闭。
d 车门打开控制:小车必须在 A 地点时,才能打开车门,以保证将料卸在 规定地点。
按一下车门打开按钮,控制车门的电磁铁得电,车门打开,延时十 秒后电磁铁失电,车门关闭。
B 单周期运行控制要求小车在 A 地点,并且在车门关好的情况下,按一下向前运行按钮。
装卸料小车多方式运行PLC控制详解
信息科学与工程学院课程设计报告( 2012~2013 学年第二学期)题目装卸料小车多方式运行PLC控制院(系、部)控制系课程名称电气控制技术综合课程设计专业自动化年级2010级学号1015321018姓名黄佳琛指导老师晏来成郑义民目录第1章引言 ............................................................................... 错误!未定义书签。
1.1 三菱FX2N系列PLC介绍 ........................................... 错误!未定义书签。
1.2 设计内容及要求 ......................................................... 错误!未定义书签。
第2章系统总体方案设计 .. (4)2.1 系统硬件配置及组成原理 (4)2.1.1 PLC的基本结构 (4)2.1.2运料小车的工作原理及其主要组成部分 (4)2.2 系统变量定义及分配表 (4)2.3 PLC接线图设计 (5)2.4 系统可靠性设计 (6)第3章控制系统设计 (7)3.1 控制程序流程图设计 (7)3.2 控制程序设计思路 (8)3.3 控制程序具体实现 (9)第4章上位监控系统设计 ....................................................... 错误!未定义书签。
4.1 PLC与上位监控软件通讯 (10)4.1.1 组态软件 ............................................................. 错误!未定义书签。
4.1.2 组态通讯 ............................................................. 错误!未定义书签。
装卸料小车多方试运行PLC课程设计

PLC课程设计设计题目装卸料小车多方式运行的PLC控制所在院电子电气工程学院姓名学号指导老师班级装卸料小车多方式运行的PLC控制设计一、设计题目装卸料小车多方式运行的PLC控制二、情况简介某车间有5个工作台,装卸料小车往返于各个工作台之间,根据某个请求在某个工作台卸料。
每个工作台有一个位置开关(分别为SQ1-SQ5,小车压上时为ON)和一个呼叫按钮(分别为SB1—SB5)。
装卸料小车有3种运行状态,左行(电机正转)右行(电机反转)和停车。
装卸料小车示意图如图1-1所示图1-1 装卸料小车示意图三、设计要求1.假设小车的初始位置是停在m (m=1-5)号工作台,此时SQm 为ON。
2.假设n(n=1-5)号呼叫台,如果m>n,小车左行到呼叫工作台停车。
m<n小车右行到呼叫工作台停车。
m=n 小车不动。
3.小车的停车位置应有指示灯显示(用1位LED灯显示)。
四、设计步骤4.1工程设计要求车间有五个工作台,装卸料小车往返于各个工作台之间,当某个工作台呼叫时,相比小车的相对位置,从而确定小车的运动方向。
假设各工作台位置从左到右一次为1号、2号、3号、4号、5号。
一号工作台呼叫时,若小车在一号工作台,则不需动作;在其他工作台则小车左行,至一好哦工作台停车。
二号工作台呼叫时,若小车在二号工作台,则不需动作,若小车在一号工作台,则小车右行,否则小车左行,到二号工作台停车。
三号工作台呼叫时,若小车在三号工作台,则不需动作,若小车在一号工作台或者二号工作台,则小车右行,否则小车左行,到三号工作台停车。
四号工作台呼叫时,若小车在四号工作台,则不需动作,若小车在五号工作台,则小车左行,否则小车右行,到四号工作台停车。
五号工作台呼叫时,若小车在五号工作台,则不需动作,否则小车右行,到五号工作台停车。
工作台的位置开关是SQ1-SQ5,小车压上时为ON。
呼叫按钮是SB1-SB5作为PLC的输入信号,当小车位于某工作台时通过SEG段译码控制LED灯显示1-5,指示小车的位置,用Q0.2-Q0.7作为PLC输出信号。
装卸料小车多方式运行的PLC控制

装卸料小车多方式运行的PLC控制一.问题分析及解决方案1.1问题描述某车间有五个工作台,装卸料小车往返于各个工作台之间,根据请求,在某个工作台卸料,每个工作台有位置开关(分别为SQ1----SQ5,小车压上时为ON)和一个呼叫按钮(分别为SB1—SB5)。
装卸小车有3种运行状态,左行(电动机正转)、右行(电动机反转)和停车。
1.2控制任务和功能要求1.假设小车的初始位置是停在m(m=1~5)号工作台,此时SQm为ON。
2.假设n(n=1~5)号工作台呼叫,如果:·m>n,小车左行到呼叫工作台停车。
·m<n,小车右行到呼叫工作台停车。
·m=n,小车不动。
3.小车的停车位置应有指示灯指示。
小车运行条件:运料小车右行条件:小车在1、2、3、4号工作台,5号工作台呼叫;小车在1、2、3号工作台,4号工作台呼叫;小车在1、2号工作台,3号工作台呼叫;小车在1号工作台,2号工作台呼叫,以上为小车右运行条件。
运料小车左右行条件:小车在2、3、4、5号工作台,1号工作台呼叫;小车在3、4、5号工作台,2号工作台呼叫;小车在4、5号工作台,3号工作台呼叫;小车在5号工作台,4号工作台呼叫,以上为小车左运行条件。
1.3问题分析及方案确定按照题目要求,5个工作台都有一个位置开关SQ,一个呼叫按钮SB和一个小车停车指示灯HL,小车初始位置在1~5号工作台中的其中一个,用行程开关SQ常闭触点表示小车的停车位置,对应的指示灯亮,则其他位置应为SQ的常开触点表示,对应的指示灯灭,按钮初始状态为断开。
设各个工作台位置从左到右按1~5号位置依次编配,用电动机正转和反转分别来控制小车的左行和右行。
由此可得出PLC的输入有5个按钮SB和5个行程开关SQ和一个继电器FR,都为直流数字量输入,PLC的输出有五个指示灯HL和控制电动机正反转的两个接触器KM1和KM2,都为数字量输出。
二.PLC选型及硬件配置选择西门子S7-300PLC,具体硬件配置在STEP7编程软件中如图2.1所示。
PLC 情景一 装卸料小车自动往返的控制

三.安装电脑应用软件及私人物品管理
安装软件
电脑管家
官方正版office2003含密钥
Auto 2004
诚创电气CAD2004网络版[1](安装)
安装目录
C:\ProgramFiles\Tencent\QQPCMgr\8.8.10758.233\
C:\Documents and Settings\Administrator\桌面
课程名称
控制电路的编程与实现
工作任务
装卸料小车自动往返的控制
学习情境1
控制方案的设计
学期
13-14-2
实训班级
电气1231
实训室
3306
指导老师
XXX
组号
1
开始时间
2014-2-25
结束时间
成果展示
控制方案的设计图纸
组长
组员1
组员2
组员3
XX
XX
XX
XX
工作任务书
某车间有两个工作台,装卸料小车往返于两个工作台之间,根据请求在一个工作台装料,在另一个工作台卸料。每个工作台有1个位置开关(分别为SQ1~SQ2,小车压上时为ON)。装卸料小车有3种运行状态,左行(电动机正转)、右行(电动机反转)和停车。装卸料小车自动往返过程要求利用PLC进行控制。该工作从设计开始,到模拟投标,硬件实施,软件编程以及远程通讯,每一个步骤都做出过程计划和信息采集,并完成仿真的安装和调试。
EX ——输入专用扩展模块
EY ——输出专用扩展模块
图1.2 FX系列PLC的型号
输出形式
R ——继电器输出:继电器输出电路形式允许负载一般是AC250V/50V以下,负载电流可达,容量可达80~100VA(电压×电流),继电器输出的响应时间也比较慢(10ms)左右,
PLC控制运料小车
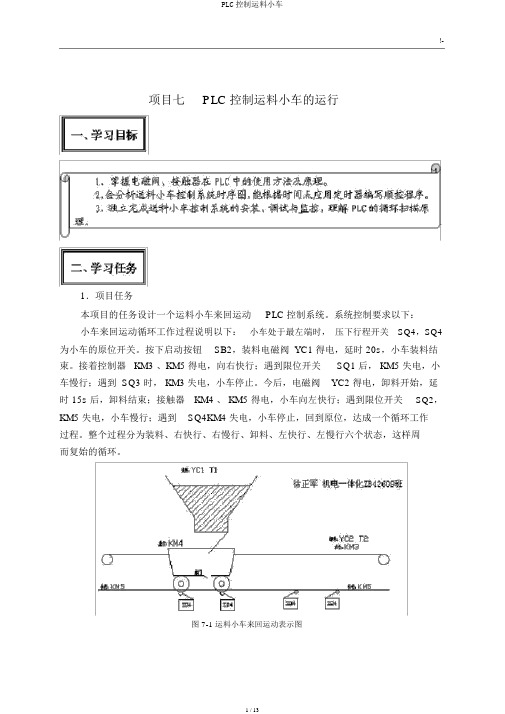
!-项目七PLC 控制运料小车的运行1.项目任务本项目的任务设计一个运料小车来回运动PLC 控制系统。
系统控制要求以下:小车来回运动循环工作过程说明以下:小车处于最左端时,压下行程开关SQ4,SQ4为小车的原位开关。
按下启动按钮SB2,装料电磁阀 YC1 得电,延时 20s,小车装料结束。
接着控制器KM3 、KM5 得电,向右快行;遇到限位开关SQ1 后, KM5 失电,小车慢行;遇到 SQ3 时, KM3 失电,小车停止。
今后,电磁阀YC2 得电,卸料开始,延时 15s 后,卸料结束;接触器KM4 、 KM5 得电,小车向左快行;遇到限位开关SQ2,KM5 失电,小车慢行;遇到SQ4KM4 失电,小车停止,回到原位,达成一个循环工作过程。
整个过程分为装料、右快行、右慢行、卸料、左快行、左慢行六个状态,这样周而复始的循环。
图 7-1 运料小车来回运动表示图!-2.任务流程图本项目的详细学习过程见图2-2 。
图 7-2 任务流程图学习所需工具、设施见表7-1 。
表 7-1工具、设施清单序号分类名称型号规格数目单位备注1工常用电工工具1套2具万用表MF4713PLC FX1N-40MR1只4设运料小车1个5沟通接触器KM3 、 KM4 、 KM53备6三相电源插头16A1只7电磁阀YC1 、 YC228行程开关SQ1、 SQ22限位开关SQ3、 SQ421.功能图编程的特色功能图也叫状态图。
它是用状态元件描绘工步状态的工艺流程图。
功能转移图与步进梯形图表达的都是同一个程序,其长处是让用户每次考虑一个状态,而不用考虑其余的状态,进而使编程更简单,并且还能够减少指令的程序步数。
功能转移图中的一个状态表示次序控制过程中的一个工步,所以步进梯形图也特别合用于时间和位移等次序的控制过程,也能形象、直观的表示次序控制。
功能编程开始时,一定用STL 使 STL 接点接通,进而使主母线与子母线接通,连在子母线上的状态电路才能履行,这时状态就被激活。
基于PLC的装卸料小车多方式运行的设计与控制

编号:毕业论文(设计)题目基于PLC的装卸料小车多方式运行的设计与控制指导教师王志娟学生姓名张永晖学号201200302099专业自动化教学单位德州学院机电工程系(盖章)二O一六年五月德州学院毕业论文(设计)开题报告书目录摘要及关键词 (1)1.简介 (1)1.1控制系统的运行方式 (2)1.2选择可编程控制器PLC的原因 (6)2.选择S7-200的优点所在 (7)3.控制电路设计 (7)3.1 I/O地址分配 (4)3.2接线图 (5)4.软件设计 (7)4.1主程序图 (7)4.2控制系统呼叫小车控制 (8)4.3系统可靠性设计 (16)5.系统调试及结果分析 (16)5.1系统调试 (16)5.2结果分析 (16)5.3控制系统的优点所在 (17)6.结束语 (18)参考文献 (19)7.英文摘要 (20)谢辞 (21)DirectoryAbstract and key words (1)1. Brief introduction (1)1.1Operation mode of control system (2)1.2 Selection reason (6)2. Choose the advantages of S7-200 (7)3. Control circuit design (7)3.1 I/O address assignment (4)3.2 Wiring diagram (5)4. Software design (7)4.1 Master program diagram (7)4.2 Call control (8)4.3 System reliability design (16)5. System debugging and result analysis (16)5.1 System debugging (16)5.2 Result analysis (16)5.3 Advantages of control systems (17)6. Concluding remarks (18)Reference (19)7. Abstract in English (20)Thank-you speech (21)基于PLC的装卸料小车多方式运行的设计与控制张永晖(德州学院机电工程学院,山东德州253023)摘要:本论文将PLC应用到装卸料小车上,这样我们就可以实现了对装卸料小车的自动化控制。
装卸料小车多方式运行的PLC控制系统设计
唐山工业职业技术学院毕业设计(论文、创作)说明书题目装卸料小车多方式运行的PLC控制系统设计系别自动化工程系班级 10电气12姓名崔长远学号 108993339指导教师石连文2013年 04月 20日目录摘要 (1)关键字 (1)一、概述 (2)1.1控制系统在运输小车中的作用与地位 (2)1.2运料小车的发展概况 (2)1.3 本课题研究的主要内容 (2)二、功能需求分析 (2)2.1控制系统介绍 (2)2.2可编程控制器 PLC的特点 (3)2.3运输小车系统方案的选择 (4)2.4运料小车控制系统的控制内容与要求 (4)2.5方案论证 (5)三、具体设计 (6)3.1 PLC的选择和程序设计 (6)3.2系统变量定义及分配表 (6)3.3控制系统程序设计 (7)3.4系统接线图设计 (7)3.5系统调试及结果分析 (15)四、总结 (16)参考文献 (17)装卸料小车多方式运行的PLC控制系统设计10电气12崔长远摘要早期运料小车电气控制系统多为继电器—接触器组成的复杂系统,这种系统存在设计周期长、体积大、成本高等缺陷,无数据处理和通信功能,必须有专人负责操作,将PLC应用到运料小车电气控制系统,可实现运料小车的自动化控制,降低系统的运行费用,PLC运料小车电气控制系统具有连线简单,控制速度快,可靠性和可维护性好,易于安装、维修和改造等优点。
随着经济的发展,运料小车不断扩大到各个领域,从手动到自动,逐渐形成了机械化、自动化。
将PLC应用到运料小车电气控制系统,可实现运料小车的自动化控制,降低系统的运行费用。
通信和数据连接功能选项使得PLC在体积、通信和特殊功能模块等重要的应用方面非常完美。
本课题主要包括:分析被控对象和明确系统控制要求、PLC选型、确定系统的I/O设备的数量及种类、控制流程设计、控制程序设计。
PLC在运料小车控制系统中的应用,已经在国内外工程、工厂中得到实际应用,具有巨大的经济和社会价值,其智能化和自动化的思路值得以后继续深入研究和推广。
PLC技术在卸料小车自动化控制中的应用
PLC技术在卸料小车自动化控制中的应用摘要:在电气工程的发展中,PLC技术对电气工程起到巨大贡献。
可以实现自动化的控制和应用。
将此技术应用到卸料小车控制系统中,实现了卸料小车的自动化控制,不仅降低人工以及维护的费用,还可以提高生产的效率。
随着经济的发展,PLC技术在卸料小车自动化控制系统中的应用,已经不断的扩大到国内外工程。
关键词:PLC技术;PLC控制系统;自动化控制;应用1.卸料小车自动控制中PLC技术相关概念及特点1.1PLC技术相关概念PLC作为系统的主控制器具有独特的优越性,相对于其他的技术而言,PLC 技术在系统安全可靠性以及网络互连性方面更强。
可以在原有的基础上建立PLC 技术系统,了解PLC技术应用的基本情况以及对于外界环境的抗干扰能力。
不断对外在的环境和系统进行改善。
总体来说,PLC技术在运行的过程中能够一定程度上达到安全性的发展模式,而且能够对一些外在的客观因素进行一定的抵制。
1.2 PLC技术特点分析PLC控制系统能够实现我国工业控制系统的长远发展,相比于传统继电器控制来说,它具有以下特点。
1)高强的抗干扰能力。
PLC的输入与输出在物理上是相互分隔开的,其是通过PLC主控制器中存储的程序经过运算后实现功能,这样就防止了电源相互出现的干扰问题。
另外,PLC控制系统的内部像“监视器”一样,可以时刻关注CPU 的工作状况,确保控制系统可以正常运转。
2)维护管理便捷。
传统的控制系统是由接触器和继电器组成,虽然其抗干扰能力强,但是触点使用寿命低、可靠性差的缺点。
PLC控制技术与其它传统系统不同,PLC技术在CPU中拥有大容量的存储空间。
这些优点可以应用于大规模的改造项目,对管理和维护都十分的便利。
3)学习和操作易掌握。
梯形图编程语言在PLC控制技术中是运用最多的一种语言,这种语言结构对于技术人员无论具体使用,还是深入学习,都是非常高效的。
PLC技术还将分析、运算和通讯功能融合,简化了学习人员和操作人员对应用PLC技术的上手难度,更加方面在各行各业的应用。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
4.3.1 仿真器介绍
S7PLCSIM集成在STEP7中,用于模拟PLC的CPU中用户程序的执行过程,可以在开发阶段发现和排除错误,提高用户程序的质量和降低试车的费用。
用户程序的调试时通过试图对象(View Objects)来进行得。S7 PLCSIM提供了多种视图对象,用它可以实现对仿真PLC内的各种变量、计数器和定时器的监视与修改。下面是PLCSIM调试程序的步骤:
图2-2 装卸料小车工作过程示意图
控制任务和要求
假设小车的初始位置是停在m(m=1~5)号工作台,此时SQm为ON。
假设n(n=1~5)号工作台呼叫,如果:
m>n,小车左行到呼叫工作台停车。
m<n,小车右行到呼叫工作台停车。
m=n,小车不动。
小车的停车位置应有指示灯指示。
小车到位后,至少应停5s。
2.4控制系统流程图
装卸料小车多方式运行的PLC控制
学生学号:12510228
学生姓名:李荣慧
专业班级:自动1202
指导教师:朱建军
职 称:副教授
吉林化工学院
Jilin Institute of Chemical Technology
专业综合设计任务书
一.设计题目:装卸料小车多方式运行的PLC控制
二.设计目的
1.学生使用实验室提供的设备,完成一个完整的自动控制系统的PLC综合设计,掌握可编程逻辑器件的基本原理及运用SIMATIC Manager进行可编程逻辑器件设计的方法;
4.3.2 仿真过程与系统调试
使用PLC仿真软件调试程序,首先打开仿真程序,然后将编制好的梯形图程序下载到仿真PLC中,之后再仿真环境下运行程序,观察分析实验结果,并进行调试。实际操作操作不易描述,先用模拟仿真软件进行说明,具体如下:
1.打开STEP7,下载工程后,打开仿真器。仿真器如图4-7所示。
I0.3
BOOL
位于3号工作台
4
位置开关SQ4
I0.4
BOOL
位于4号工作台
5
位置开关SQ5
I0.5
BOOL
位于5号工作台
6
呼叫按钮SB1
I1.1
BOOL
1号呼叫7Biblioteka 呼叫按钮SB2I1.2
BOOL
2号呼叫
8
呼叫按钮SB3
I1.3
BOOL
3号呼叫
9
呼叫按钮SB4
I1.4
BOOL
4号呼叫
10
呼叫按钮SB5
6ES7 321-1BH02-0AA0
0…1
5
DO16*DC24V/0.5A
6ES7 322-8BH01-0AB0
4…5
3.3 画出PLC的外部接线图
PLC的外部接线图如图3-1所示,选用的是西门子S7-300系列。
图3-1 PLC外部接线图
4.1 创建项目与硬件组态
4.1.1 创建项目
使用STEP7新建300装卸料小车项目如图4-1所示。
2.学会运用S_PEXT定时器、MOVE移动指令、比较指令以及基本的位指令在实际中的应用;
3.熟练掌握可编程逻辑器PLC的逻辑框图及梯形图,并利用 S7-PICSIM进行软件仿真、监视及对可编程逻辑器件进行硬件下载的方法;
4.学会PLC输入/输出点的分配、接线、编程、仿真等,对PLC有系统的了解。
三.设计任务及要求
3.2.2 设备选型表
根据设计方案所确定的设备选型元件及型号如表3-2所示。
表3-2 设备选型表
插槽
模块
订货号
MPI地址
输入地址
输出地址
1
PS 307 5A
6ES7 307-1EA00-0AA0
2
CPU 315-2DP
DP
6ES7 315-2AG10-0AB0
V2.0
2047*
3
4
DI16*DC24V
数字量输入模块(DI)有直流输入方式和交流输入方式,有直流16点输入、直流32点输入、交流16点输入、交流8点输入模块四种型号模块可供选择。模块的每个输入点有一个绿色发光二极管显示输入状态,输入开关闭合即有电压输入,二极管点亮。
数字量输出模块SM322将S7-300内部信号电平转换成现场所需要的外部信号电平,可直接用于驱动电磁阀、接触器、小型电动机、灯和电动机启动器等。数字量输出模块SM322有多种型号输出模块可供选择,常用的有8点晶体管输出、16点晶体管输出、32点晶体管输出、8点可控硅输出、16点可控硅输出、8点继电器输出和16点继电器输出。模块的每个输出点有一个绿色发光二极管显示输出状态,输出逻辑“1”时,二极管点亮。
运料小车早期电气控制系统多为继电器和接触器组成的复杂系统,但这种系统周期长、成本高、无数据处理和通信功能等缺陷,必须有专人负责操作,随着经济的发展,运料小车不断扩大到各个领域,从手动到自动,逐渐形成机械化、自动化。将PLC应用到运料小车电气控制系统中,其具有连线简单、控制速度快、可靠性和可维护性好,易于安装、维修和改造等优点,提高了劳动生产率,降低成本,减轻了工人的劳动负担。所以用PLC实现运料小车的多方式控制已经在国内外工程、工厂中得到实际应用,在应用方面更加完美。
在打开STEP7编程软件中生成项目,编写用户程序。
1.打开S7 PLCSIM窗口,在SIMAITIC MANAGER(管理器)的工具栏点击仿真器图标,或执行菜单“Options”中的“Simulate Modules”命令,自动建立STEP7与仿真CPU的连接。仿真PLC的电源处于接通状态,CPU处于STOP模式,扫描方式为连续扫描。
Q4.6
BOOL
向右行驶
19
电机正转
Q4.7
BOOL
向左行驶
3.2 设备选型
3.2.1 S7-300各模块的介绍
S7-300的电源模块是构成PLC的重要组成部分,主要将市电压(AC120/230V)转换为DC24V,为CPU何24V直流负载电路提供直流电源。输出电流有2A、5A、10A三种。针对不同系列的CPU,西门子有匹配的电源模块与之对应,用于对PLC内部电路和外部负载供电,比如PS305、PS307电源模块。
设计思路:采取将呼叫信号和位置开关信号用移动指令赋予数字值的方式。保证只有1个呼叫按钮信号和一个位置开关信号被数字赋值,待比较大小后,完成一次任务后,方能再次响应其他信号。该方法容易实现,且该算法有较好的移植性能快速一直到工台数量较多的系统上。而且运用了判断与比较指令方便易操作。如下图2-3所示。
图2-3 程序流程图
图2-1 PLC基本结构图
2.3 设计要求
在生产现场,尤其在一些自动化生产线,经常会遇到一台送料小车在生产线上,根据请求多地点随机卸料,或者是装料车多地点随机收集成(品)。在数控加工中心取刀机构的取刀控制,也是如此。
某车间有5个工作台,装卸料小车往返于各工作台之间,根据请求在某个工作台卸料。每个工作台有1个位置开关(分别为SQ1~SQ5,小车压上时为ON)和一个呼叫按钮(分别为SB1~SB5)。装卸料小车有3种运行状态,左行(电动机正转)、右行(电动机反转)和停车。装卸料小车示意图如图2-2所示。
第3章 控制点的确定及设备选型
3.1 系统的I/O点表
根据控制要求,分配并编制PLC控制运输小车的输入/输出地址分配表如表3-1所示。
表3-1 编程元件I/O地址分配表
序号
符号
地址
数据类型
注释
1
位置开关SQ1
I0.1
BOOL
位于1号工作台
2
位置开关SQ2
I0.2
BOOL
位于2号工作台
3
位置开关SQ3
3.熟练掌握可编程逻辑器PLC的逻辑框图及梯形图,并利用 S7-PICSIM进行软件仿真、监视及对可编程逻辑器件进行硬件下载的方法;
4.学会PLC输入/输出点的分配、接线、编程、仿真等,对PLC有系统的了解。
2.1 装卸料小车的发展与应用
自动送料小车系统是用于物料输送的流水线设备,主要用于煤粉、细砂等材料的运输。这类系统的控制需要动作稳定,具备连续可靠的工作能力。
I1.5
BOOL
5号呼叫
11
指示灯1
Q4.1
BOOL
1号工作台指示灯
12
指示灯2
Q4.2
BOOL
2号工作台指示灯
13
指示灯3
Q4.3
BOOL
3号工作台指示灯
14
指示灯4
Q4.4
BOOL
4号工作台指示灯
15
指示灯5
Q4.5
BOOL
5号工作台指示灯
16
启动
I0.6
BOOL
17
停止
I0.7
BOOL
18
电机反转
2.在管理器中打开要仿真的项目,选中“SIMATIC 300(1)”站,将所有的块下载到仿真PLC中。
3.生成视图对象,点击S7 PLCSIM窗口中的工具图标生成的视图对象。
4.使S7 PLCSIM处于运行状态,用视图对象来模拟实际PLC的输入/输出信号,并且对程序进行监控,检查下载的用户程序是否正确。出视图软件时将会询问是否保存LAY文件或PLC文件,一般选择不保存。LAY文件用于保存仿真时各视图对象的信息;PLC文件用于保存上次仿真运行时设置的数据和动作等。
假设小车的初始位置是停在m(m=1~5)号工作台,此时SQm为ON。
假设n(n=1~5)号工作台呼叫,如果:
m>n,小车左行到呼叫工作台停车。
m<n,小车右行到呼叫工作台停车。
m=n,小车不动。
小车的停车位置应有指示灯指示。小车到位后,至少应停5s。
四.设计时间及进度安排
设计时间共四次,具体安排如下表: