自动送料装车系统PLC控制设计
PLC__自动送料装车系统报告
电器控制与P L C课程设计自动送料装车系统的PLC控制目录第一章绪论 (1)第二章方案设计第一节课题介绍 (2)第二节硬件设计 (3)第三节元器件选择 (4)第四节软件设计 (5)第三章设计中碰到的问题及处理方法 (12)第四章小结 (13)附录一梯形图 (14)附录二设计的主电路、PLC控制电路 (15)附录三元器件清单 (16)参考书及参考网站 (17)第一章绪论本课程设计以自控轧钢机控制系统设计,说明PLC的工业应用。
目前我国大部分的轧钢机的控制系统都是从国外引进的,不仅成本昂贵,而且在维护等方面也非常不方便,一旦出现故障就有停产的可能,这严重阻碍了企业的正常生产。
针对这种情况,应对轧钢机控制系统进行改造,使其本地化,这就是设计本系统的主要目的。
轧钢机的控制系统在国外已经比较普遍,但在我国国内对于这方面的研究还是比较少,因此国产的控制系统几乎没有,这就更加有了对此系统进行改造的必要性。
在对系统进行改造前,必须对工艺流程、机械设备、原有的控制系统进行分析研究,只有在彻底搞清楚原理之后才能进行改造工作,因此分析这一步是非常重要的,并且也是很难很大的工作,之后的硬件设计、软件编程相对简单一些。
进行改造之后的控制系统不仅在维护方面更加方便,并且也降低了成本,在产品的一致性上也有了提高,为产品的各项参数指标的提高创造了更好的前提条件,有利于质量的提高。
轧钢机的应用越来越广泛,前景是非常好的。
第二章方案设计用PLC构成自动送料装车控制系统。
第一节课题介绍在小型控制系统中,大量的控制为顺序控制。
顺序控制是指根据预先规定的程序或条件,对控制过程各个阶段顺序地进行自动控制。
用PLC进行顺序控制十分方便,它可以采用多种编程方法,除了用基本逻辑指令和移位指令来编程以外,还可以用专用的顺序控制指令(例如步进指令)来编程。
本课题要求如下:某原料从料斗经过M1、M2、M3三台皮带运输机送出。
从料斗向皮带1供料由电磁阀K2控制,皮带1、皮带2、皮带3分别由电动机M1、M2、M3驱动。
自动送料装车系统PLC控制设计

自动送料装车系统PLC控制设计在设计自动送料装车系统的PLC控制时,需要考虑以下几个方面。
首先是系统的硬件设计。
自动送料装车系统的硬件设备包括传感器、执行器、电机控制器等。
传感器用于检测物料的位置和状态,如光电传感器可以检测物料的到位和离开状态,压力传感器可以检测物料的重量和压力等。
执行器用于控制物料的移动和装载,如气缸可以用于推动物料的移动,电机可以用于驱动输送带的运动。
电机控制器用于控制电机的启停和速度调节。
在PLC控制设计中,需要根据实际需求选取合适的硬件设备,并配置相应的输入输出端口。
其次是系统的逻辑控制。
自动送料装车系统的逻辑控制包括物料的检测、移动和装载的逻辑控制。
通过光电传感器等传感器检测物料的位置和状态,PLC可以根据这些信号对电机和执行器进行控制,实现物料的移动和装载。
例如,当光电传感器检测到物料到位时,PLC可以控制执行器将物料推动到指定位置;当光电传感器检测到物料离开时,PLC可以控制电机停止运动。
在逻辑控制设计中,需要根据实际流程和要求,编写PLC的逻辑程序,明确各个信号的处理方式和相应的控制动作。
最后是系统的安全设计。
在自动送料装车系统中,安全性是一个非常重要的考虑因素。
系统设计应该考虑到可能出现的故障和意外情况,并采取相应的安全措施。
例如,可以在输送带上设置紧急停止按钮,一旦发生紧急情况,可以立即停止输送带的运动;可以在执行器上设置限位开关,一旦执行器超过了安全范围,可以自动停止运动。
同时,还应考虑到保护设备的安全性设计,如安装防护罩,避免人员接触到危险部位。
在安全设计中,需要充分考虑系统的各个环节和可能的风险,并采取相应的措施保障工作人员的安全。
综上所述,自动送料装车系统的PLC控制设计主要包括硬件设计、逻辑控制和安全设计。
通过科学合理地设计PLC控制系统,可以提高自动送料装车系统的稳定性和效率,实现工业生产的自动化控制。
基于PLC的自动送料装车控制系统毕业设计

基于PLC的自动送料装车控制系统设计毕业设计目录前言 (1)第1章概述 (2)1.1可编程控制技术的发展状况 (2)1.2基于PLC控制的自动送料装车系统简介 (3)1.3PLC的特点 (3)1.4PLC的应用领域 (4)第2章系统硬件设计 (6)2.1系统硬件的设计 (6)2.1.1自动送料装车系统控制工艺要求 (6)2.1.2主电路的设计 (7)2.1.3 I/O地址分配 (7)2.1.4 PLC外部接线图的设计 (8)第3章系统软件设计 (10)3.1系统功能的分析与设计 (10)3.2系统结构的分析与设计 (11)3.2.1 I/O信号的分析与设计 (11)3.2.2数据结构的分析与设计 (12)3.3程序设计的常用方法 (12)3.4PLC程序设计 (14)3.4.1 PLC程序流程图 (14)3.4.2 PLC梯形图设计 (15)3.5组态监控系统设计 (17)3.5.1 监控系统的形成背景 (17)3.5.2 组态王工程的建立 (18)3.5.3 组态画面的建立 (20)3.5 4 定义IO设备 (23)3.5.5 构造数据库 (24)3.5.6 建立动画连接 (26)3.5.7 应用程序命令语言 (27)第4章系统软硬件调试 (30)4.1软件调试概述 (30)4.2通信协议 (31)4.3PLC软件测试 (32)4.3.1 PLC程序的模拟调试 (32)4.3.2 PLC程序下载 (32)4.4组态调试 (34)4.4.1 组态通讯调试 (34)4.4.2 组态监控仿真 (35)4.4.3 导航菜单 (37)结论 (39)谢辞 (41)参考文献 (42)外文资料翻译 (43)前言1968年,美国通用汽车公司首先提出可编程控制器的概念。
在1969年,美国数字设备公司(DEC)终于研制出世界上第一台PLC。
这是由一种新的控制系统代替继电器的控制系统,它要求尽可能地缩短汽车流水线控制系统的时间,其核心采用编程方式代替继电器方式来实现生产线的控制。
PLC实训程序--自动送料装车系统

自动送料装车系统一.实验目的PLC构成一个自动送料装车系统。
二.实验器材1. 可编程控制器实验台1台2. P LC-D EM O0015自动送料装车控制演示板1块3. PC机或FX-20P-E编程器(自备)1台4. 编程电缆1根5. 自锁式连接导线(或扁平线)若干根三.实验原理与实验步骤1. 自动送料装车系统演示板结构如图所示。
2. 本实验利用9个LED灯演示系统工作状态。
M1、M2、M3表示电机,其余为开关指示。
3. 控制要求:(1)红灯L1灭,绿灯L2亮;表示允许汽车开进装料场,料斗K2关闭,电机M1、M2、M3都为OFF。
(2)当汽车来到时,S2=ON,L1灯亮,L2灯灭,K1打开放料至S1料位坚持开关时关闭,电机M3运行。
(3)电机M2在M3通2秒后运行。
M1在M2通2秒后运行。
K2在M1通后打开出料阀。
(4)当料满后S2=OFF,料斗阀K2关闭,电机M1延时2秒关闭,M2在M1后2秒关闭,M3在M2后2秒停止。
(5)L2亮,L1灯灭,表示汽车可以开走。
4.实验步骤:(1)打开实验台电源,编程器与PLC连接。
(2)根据具体情况编制输入程序,并检查是否正确。
(3)按图接线,检查连线是否正确。
(4)按下启动按钮,观察运行结果。
四.设计程序清单I/O地址分配:输入地址:汽车检测开关S2 X2 料位检测开关S1 X1 输出地址:料斗开关K2 Y0 进料开关K1 Y6红灯L1 Y1 料满限位L3 Y7绿灯L2 Y2 车到/料满L4 Y10电机M1 Y3电机M2 Y4电机M3 Y5指令表0 LDI Y0011 OUT Y0022 LD X0013 MPS4 ANI M35 ANI Y0076 SET Y0017 OUT Y0068 MPP 13 OUT M214 SET Y00515 OUT T0 K2018 OUT T1 K4021 OUT T2 K6024 SET Y00725 RST Y00626 LD T027 SET Y00432 AND X00133 OUT M334 LD M335 OUT Y00036 RST Y00737 LDF Y00039 OR M440 ANI M541 OUT M452 LD T353 RST Y00354 LD T455 RST Y00456 LD T557 RST Y00558 ZRST M3 M563 RST Y00164 END9 OUT Y01010 LD X00011 OR M212 ANI M328 LD T129 SET Y00330 LD T131 OR M342 LD M443 OUT T3 K2046 OUT T4 K4049 OUT T5 K60梯形图接线图※FX系列的输出继电器的公共端:FX2N-32MR为COM0~COM4;FX2N-48MR为COM0~COM5; FX1N-60MR为COM0~COM7。
基于PLC的自动送料小车的控制系统设计

基于PLC的自动送料小车的控制系统设计自动送料小车是一种常见的物流设备,可以用于在仓库中实现自动化的物料搬运和送料任务。
该系统的核心是PLC(可编程逻辑控制器),通过编程控制小车的运动和各种操作。
设计一个基于PLC的自动送料小车控制系统时,需要考虑以下几个方面:1.系统结构设计:首先,需要设计系统的硬件结构,包括小车的运动系统、送料装置、传感器和PLC控制器等。
根据实际需求,选择适当的电机和传动装置,确保小车能够平稳、高效地运动。
同时,安装传感器来检测货物位置、安全障碍等信息,并将其与PLC连接起来,实现数据的传输和交互。
2.控制逻辑设计:在PLC控制器中,需要编写程序实现小车的控制逻辑。
根据实际应用场景,编写适当的算法,控制小车的启动、停止、加速、减速以及转弯等动作。
同时,根据传感器的反馈信息,判断货物的位置,确保小车能准确地将货物送到目的地。
此外,还可以添加一些安全措施,如碰撞检测、急停装置等,保障人员和设备的安全。
3.用户界面设计:为了便于操作和监控,可以设计一个人机界面(HMI),通过触摸屏或键盘等设备,与PLC进行交互。
在界面上,显示小车的状态、当前任务、货物数量等信息,同时还可以设置一些操作按钮,如启动、停止、重置等,方便用户进行操作。
4.网络通信设计:为了进一步提高系统的自动化程度,可以将PLC与上位机或其他设备进行网络通信。
通过网络通信,可以实现远程监控、数据传输、故障诊断等功能,提高系统的可靠性和效率。
最后,为了保证系统的可靠性和稳定性,需要进行充分的测试和调试。
对小车的运动、控制逻辑、传感器等进行全面测试,并进行相应的优化和调整,直到系统能够正常工作。
总之,基于PLC的自动送料小车控制系统设计,需要考虑系统结构、控制逻辑、用户界面和网络通信等方面,确保系统能够稳定、高效地运行,提高物流作业的自动化水平。
自动送料装车系统PLC控制设计

目录第一章可编程控制器(PLC)概况 (1)1.1 PLC的定义 (1)1.2 PLC的发展 (1)1.3 PLC的特点 (1)1.4 PLC的基本组成及各部分作用 (2)1.5 PLC的应用领域 (4)第二章自动送料车的控制研究方法 (6)2.1 控制研究 (6)2.2 控制原理 (6)2.3 自动送料装车系统的启停过程示意图 (8)第三章送料小车自动控制系统的梯形图设计 (11)3.1 控制要求 (11)3.2 设计方法 (11)3.3 输入输出点分配 (11)3.4 状态示意图 (12)3.5顺序功能图 (13)3.6 步与动作 (14)3.7 使用起保停电路的方法编程 (15)3.8 使用过程说明 (19)3.9 元器件选择 (20)结论 (22)致谢 (23)参考文献 (24)英语译文 (25)自动送料装车系统PLC控制设计摘要近年来,随着科学技术的进步和微电子技术的迅猛发展,可编程序控制器技术已广泛应用于自动化控制领域。
可编程序控制器以其高可靠性和操作简便等特点,已经形成了一种工业趋势。
目前,可编程序控制器(PLC)、计算机辅助设计/计算机辅助制造(CAD/CAM)、机器人(Rob)和数控(NC)技术已发展成为工业自动化的四大支柱技术。
可编程序控制器是一种新型的通用自动控制装置,它将传统的继电器-接触器控制技术、计算机技术和通讯技术融为一体,专门为工业控制而设计。
这一新型的通用自动控制装置以其高可靠性、较强的工作环境适应性和极为方便的使用性能,深受自动化领域技术人员的普遍欢迎。
运料小车在现代化的工厂中普遍存在,而自动化的运料小车却并不多见,大多数的工厂仍然靠人力推车运料,这样浪费了大量的人力物力,降低了生产效率。
基于PLC的应用及系统设计原理。
本人设计了用PLC控制的运料小车控制系统,使其达到自动化,节省人力,提高效率。
本文详细地阐述了系统组成、系统硬件接线和系统软件设计,并详细介绍了系统工作原理。
自动送料装车系统PLC控制设计.
随着科学技术的日新月异,自动化程度要求越来越高,原有的生产装料装置远远不能满足当前高度自动化的需要。
减轻劳动强度,保障生产的可靠性、安全性,降低生产成本,减少环境污染、提高产品的质量及经济效益是企业生成所必须面临的重大问题。
我们为各个装料生产领域所生产的可编程控制器装料系统。
它集成自动控制技术、计量技术、新传感器技术、计算机管理技术于一体的机电一体化产品;充分利用计算机技术对生产过程进行集中监视、控制管理和分散控制;充分吸收了分散式控制系统和集中控制系统的优点,采用标准化、模块化、系统化设计,配置灵活、组态方便。
关键词:plc;可编程控制器;自动装料With advances in science and technology, requirement is higher and higher degree of automation, the original production feeding device far cannot satisfy the needs of the highly automated.Reduce labor intensity and ensure the security and reliability of production, reduce production costs, reduce environmental pollution, improve product quality and economic benefit is the enterprise to generate major issues to be faced with.We produced to each loading production area of programmable controller charging system.It integrated automatic control technology, measurement technology, new sensor technology, puter management technology in the integration of mechanical and electrical integration products;Make full use of puter technology to the production process for centralized monitoring, control, management and decentralized control;Fully absorbed the advantages of distributed control system and centralized control system, standardized, modular, systematic design, flexible configuration,easy configuration.Key words PLC Programmable controller Automatic charging1 控制要求11.1 设备概况 (1)1.2 控制过程 (1)2 整体设计 (3)2.1 PLC的特点 (3)2.2 PLC的结构和工作原理 (3)2.3 PLC与其他工业控制的比较 (4)2.4 FX 系列PLC的特点 (5)2.5 PLC机型的选择 (6)2.6 开关量输入/输出模块的选择 (6)2.6.1 开关量输入模块的选择 (6)2.6.2 开关量输出模块的选择 (6)2.7 开关的选择 (6)2.8 熔断器的选择 (6)2.9 继电器的选择 (6)2.9.1 热继电器的选择(FR) (6)2.9.2 接触器的选择(KM) (7)3 系统分配 (8)3.1 I/O地址表 (8)4 软件编程 (9)4.1 GPP软件简介 (9)4.2 用GPP编写梯形图 (9)4.3 传输、调试 (12)4.4 控制源程序介绍 (13)5 调试结果分析 (16)6 心得体会17致18参考文献19附录一自动送料装车系统的总体梯形图 (20)附录二自动送料装车系统的指令表211 控制要求1.1 设备概况自动装料系统由料斗、四节传送带组成,如图1所示,传送带电动机MA1-MA4的功率均为1kW。
自动送料装车系统PLC控制系统正文

自动送料装车系统PLC控制系统设计宜春学院物理科学与工程技术学院自动化专业王强指导老师:唐勇波摘要:利用可编程序控制器(PLC)适应性强、可靠性高、维护方便等特点,采用PLC实现送料装车系统,使物料能够自动传送和装车,减少劳动力,提高生产效率。
本设计以系统的控制要求为出发点,进行了系统的硬件设计和软件设计(如梯形图和指令表等)。
并且采用PLC编程软件GX Developer,对梯形图进行编写,仿真和调试,测试结果表明采用PLC控制器能够达到设计要求。
关键词:PLC;自动送料;硬件设计;软件设计ABSTRACT: Programmable logic controller referred to PLC, It is characterized by high adaptability, high reliability, easy maintenance, etc. This design uses the PLC to realize feed loading system control requirements. And it makes materials automatically transmit and loading, reduce the labor force, improve production efficiency. This design is to control demand as the starting point of the system, introducing the hardware design and software of the system, such as ladder diagram and instruction list. Also this design uses PLC programming software GX Developer to write ladder diagram, simulate and debug. The test results show that adopting PLC can meet the design requirementsKEY WORDS: PLC; Automatic feed; Hardware Design; Software Design目录1. 前言 (1)1.1 系统设计的意义 (1)1.2 PLC的应用现状及发展趋势 (1)1.3 设计的主要内容 (1)2. PLC控制系统的硬件设计 (3)2.1 系统的控制要求 (3)2.2 系统的主电路图 (3)2.3 PLC机型的选择 (4)2.4 PLC容量的估算 (4)2.5 PLC输入、输出模块的选择 (4)2.6 按钮、开关类电器的选择 (4)2.7 熔断器的选择 (4)2.8 继电器的选择 (5)2.9 接触器的选择 (5)3. PLC控制系统的软件设计 (6)3.1 自动送料装车系统流程图 (6)3.2 统计输入、输出点数和选择PLC的型号 (6)3.3 PLC输入、输出端子的分配 (6)3.4 PLC输入、输出端子接线图 (7)3.5 三菱PLC编程软件GX Developer (7)3.5.1 GX Developer简介及功能 (7)3.5.2 使用GX Developer编写梯形图 (7)3.6 PLC控制程序的设计 (10)3.6.1软件设计方法 (10)3.6.2 PLC控制程序的分步设计过程 (10)结论 (13)谢辞 (14)参考文献 (15)附录 (16)附录1 自动送料装车系统总梯形图 (16)附录2 PLC控制程序总体指令表 (18)1. 前言1.1 系统设计的意义自动送料装车系统是基于PLC控制而设计的系统,该PLC控制系统实现了物料的自动传送和装车功能,代替了过去采用的人力运送物料。
基于PLC的自动送料装车控制系统的设计
目录1绪论 (1)1.1题目来源及课题意义 (1)1.2系统的主要技术参数 (1)2器件选择 (2)2.1PLC的定义 (2)2.2PLC的分类 (2)2.2.1.按 I/O 点数分类 (2)2.2.2 按结构分类 (3)2.2.3按功能分类 (3)2.3物位传感器的选择 (4)2.3.1 电容式物位传感器 (5)2.3.2 阻力式料位传感器 (5)2.4LED显示电路选择 (7)2.4.1 LED静态显示方式 (7)2.4.2 LED动态显示方式 (8)2.5键盘输入电路 (8)2.5.1矩阵式键盘接口: (8)2.5.2独立式按键接口: (9)3 控制系统的实现 (10)3.1控制要求 (10)3.2流程图 (10)3.3系统的I/O连接图 (11)3.4控制系统的梯形图 (12)4 结语 (15)参考文献: (16)致谢................................................... 错误!未定义书签。
1 绪论1.1 题目来源及课题意义随着科学技术的日新月异,自动化程度要求越来越高,原有的生产装料装置远远不能满足当前高度自动化的需要。
减轻劳动强度,保障生产的可靠性、安全性,降低生产成本,减少环境污染、提高产品的质量及经济效益是企业生成所必须面临的重大问题。
基于PLC的自动送料装车控制系统可以解决上述问题,因此对它的设计具有了现实可能性。
自动运料车工作原理及技术要求该自动送料装车系统的操作过程是:在允许汽车开进后,汽车到达指定位置(由传感器进行相应的位置检测),此时可以起动控制系统。
首先送料皮带最上层的电动机动作,经过等时间间隔,下层送料皮带的各电动机依次动作。
当最后一台送料皮带的电动机动作一定的时间后,装满料的料斗打开进行自动装料。
当汽车装满料后,料斗关闭,各电动机由下至上经过等间隔依次停止,汽车开走,完成一次装车。
控制系统返回初始状态,等待下一次装料。
自动送料装车plc控制
2自动送料装车plc控制
2.1 自动送料装车plc控制设计任务书
自动送料装车PLC控制
自动送料装车系统的控制要求:
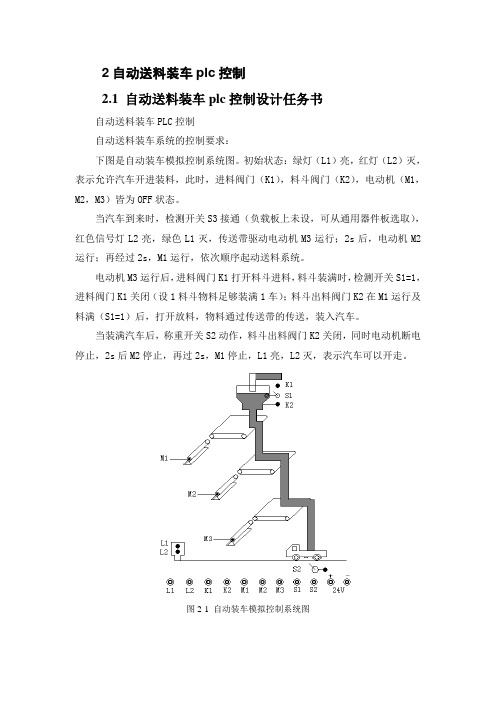
下图是自动装车模拟控制系统图。
初始状态:绿灯(L1)亮,红灯(L2)灭,表示允许汽车开进装料,此时,进料阀门(K1),料斗阀门(K2),电动机(M1,M2,M3)皆为OFF状态。
当汽车到来时,检测开关S3接通(负载板上未设,可从通用器件板选取),红色信号灯L2亮,绿色L1灭,传送带驱动电动机M3运行;2s后,电动机M2运行;再经过2s,M1运行,依次顺序起动送料系统。
电动机M3运行后,进料阀门K1打开料斗进料,料斗装满时,检测开关S1=1,进料阀门K1关闭(设1料斗物料足够装满1车);料斗出料阀门K2在M1运行及料满(S1=1)后,打开放料,物料通过传送带的传送,装入汽车。
当装满汽车后,称重开关S2动作,料斗出料阀门K2关闭,同时电动机断电停止,2s后M2停止,再过2s,M1停止,L1亮,L2灭,表示汽车可以开走。
图2-1 自动装车模拟控制系统图
2.2 PLC控制程序设计
1、流程图
图2-1流程图
2、输入/输出信号分配
表2-2输入/输出信号分配
输入输出X0 S3 检测小车Y0 M3 电机3 X1 S2 称重Y1 M2 电机2
X2 S1 检测料是否
满
Y2 M1 电机1
Y3 K1 进料阀门
Y4 K2 出料阀门
Y5 L1 绿灯
Y6 L2 红灯。
自动送料装车系统PLC控制设计综述

随着科学技术的日新月异,自动化程度要求越来越高,原有的生产装料装置远远不能满足当前高度自动化的需要。
减轻劳动强度,保障生产的可靠性、安全性,降低生产成本,减少环境污染、提高产品的质量及经济效益是企业生成所必须面临的重大问题。
我们为各个装料生产领域所生产的可编程控制器装料系统。
它集成自动控制技术、计量技术、新传感器技术、计算机管理技术于一体的机电一体化产品;充分利用计算机技术对生产过程进行集中监视、控制管理和分散控制;充分吸收了分散式控制系统和集中控制系统的优点,采用标准化、模块化、系统化设计,配置灵活、组态方便。
关键词:plc;可编程控制器;自动装料With advances in science and technology, requirement is higher and higher degree of automation, the original production feeding device far cannot satisfy the needs of the highly automated.Reduce labor intensity and ensure the security and reliability of production, reduce production costs, reduce environmental pollution, improve product quality and economic benefit is the enterprise to generate major issues to be faced with.We produced to each loading production area of programmable controller charging system.It integrated automatic control technology, measurement technology, new sensor technology, computer management technology in the integration of mechanical and electrical integration products;Make full use of computer technology to the production process for centralized monitoring, control, management and decentralized control;Fully absorbed the advantages of distributed control system and centralized control system, standardized, modular, systematic design, flexible configuration,easy configuration.Key words PLC Programmable controller Automatic charging目录1 控制要求 (1)1.1 设备概况 (1)1.2 控制过程 (1)2 整体设计 (3)2.1 PLC的特点 (3)2.2 PLC的结构和工作原理 (3)2.3 PLC与其他工业控制的比较 (4)2.4 FX 系列PLC的特点 (5)2.5 PLC机型的选择 (6)2.6 开关量输入/输出模块的选择 (6)2.6.1 开关量输入模块的选择 (6)2.6.2 开关量输出模块的选择 (6)2.7 开关的选择 (6)2.8 熔断器的选择 (6)2.9 继电器的选择 (6)2.9.1 热继电器的选择(FR) (6)2.9.2 接触器的选择(KM) (7)3 系统分配 (8)3.1 I/O地址表 (8)4 软件编程 (9)4.1 GPP软件简介 (9)4.2 用GPP编写梯形图 (9)4.3 传输、调试 (12)4.4 控制源程序介绍 (13)5 调试结果分析 (16)6 心得体会 (17)致谢 (18)参考文献 (19)附录一自动送料装车系统的总体梯形图 (20)附录二自动送料装车系统的指令表 (21)1 控制要求1.1 设备概况自动装料系统由料斗、四节传送带组成,如图1所示,传送带电动机MA1-MA4的功率均为1kW。
「自动送料装车系统PLC控制设计」

「自动送料装车系统PLC控制设计」自动送料装车系统是一种可以实现自动化物料输送和装车的系统。
PLC(可编程序逻辑控制器)是一种常用于工业自动化控制的设备,用于控制和管理自动化设备的运行。
在设计自动送料装车系统的PLC控制时,需要考虑以下几个方面:1.传感器和执行器的选择:传感器用于检测物料的位置、数量和状态,执行器用于控制物料的运动。
根据具体需求,可以选择适合的传感器和执行器,并将它们连接到PLC上。
2.输入和输出界面的设计:PLC通常具有输入和输出接口,用于与外部设备进行数据交换。
输入接口可用于接收来自传感器的信号,输出接口可用于控制执行器的运动。
设计输入和输出界面时,要考虑设备连接的类型和数量,并确定合适的接口类型和数量。
3.控制逻辑的编程:PLC控制逻辑的编程是实现自动送料装车系统的关键。
根据系统的工作流程和需求,设计适当的控制算法和逻辑,编写PLC程序。
程序中应包括物料输送的控制、装车操作的控制以及故障检测和处理等功能。
4.故障检测和处理机制的设计:自动送料装车系统在运行过程中可能会出现各种故障,如传感器故障、执行器故障等。
为了确保系统的稳定和可靠性,需要设计故障检测和处理机制。
可以通过监测传感器和执行器的状态来检测故障,并采取相应的措施进行处理,例如报警、停止系统运行等。
综上所述,自动送料装车系统的PLC控制设计需要考虑传感器和执行器的选择、输入和输出界面的设计、控制逻辑的编程以及故障检测和处理机制的设计。
通过合理的设计和编程,可以实现自动化物料输送和装车,提高生产效率和质量。
自动送料装车系统PLC控制设计
自动送料装车系统PLC控制设计一、引言PLC是一种可编程的数字逻辑控制设备。
在早期,它被用于开关量的逻辑控制。
它主要用于控制电机的正反转和电磁阀的切换动作,从而控制机械设备的运行。
只要合理分配输入和输出点,根据控制要求设计梯形图,使用基本指令和分步指令即可实现控制目标。
随着控制要求的不断提高,许多PLC厂商进一步优化和完善了PLC的功能,增加了功能指令,极大地拓宽了PLC的应用范围,使PLC可以在某些程序中取代控制器与计算机的协同工作系统,为工业生产和民用控制设计提供了方便。
PLC具有可靠性高、功能强、编程简单等优点,深受设计人员的喜爱。
PLC就像一种新型的高性能控制设备,它将计算机和继电器控制设备结合在一起。
PLC的基本单元包括中央控制器(CPU)、存储器、输入单元和输出单元。
除了基本单元外,PLC还可以添加许多扩展模块,以增强其功能和性能。
二、plc介绍可编程控制器简称PLC机。
可编程控制器是专门为工业环境应用而设计的数字操作电子系统。
它采用可编程存储器存储执行逻辑运算、顺序控制、定时、计数和算术运算的指令,并通过数字或模拟输入输出控制各种类型的机械设备和生产过程。
可编程控制器及其相关设备的设计原则是易于与工业控制系统整体连接,并具有扩展功能。
2.1plc的发展历程第1页,共11页可编程序控制器于60年代末在美国问世,1968年美国gm(通用(汽车)公司建议更换以下电气控制装置。
第二年,美国数字公司开发了基于集成电路和电子技术的控制装置,首次通过编程方式应用于电气控制。
这是第一代可编程控制器(PC)。
随着个人计算机(简称PC)的发展,为了方便和反映可编程控制器的功能特点,将可编程控制器命名为PLC。
到了20世纪70年代中期,随着半导体技术的发展,各种位芯片机和八位微处理器相继问世。
由于CPU的引入,可编程控制器技术有了飞跃性的发展,成为工业控制计算机的一个重要分支。
20世纪70年代末和80年代,可编程控制器进入成熟阶段,并继续向大规模、高速和高性能方向发展。
基于PLC的自动送料装车系统设计

基于PLC的自动送料装车系统设计编号:毕业论文(设计)题目基于PLC的自动送料装车系统设计指导教师学生姓名学号专业机械设计制造及其自动化教学单位德州学院毕业论文(设计)中期检查表院(系):机电工程系专业:机械设计制造及其自动化2012年4月14日目录摘要及关键词 (1)第1章概述 (2)1.1 可编程控制技术的发展状况 (2)1.2 PLC的特点 (2)1.3 PLC的应用 (3)1.4 PLC的发展趋势 (4)第2章控制系统的方案选择 (4)第3章控制系统的设计 (5)3.1 自动送料装车系统控制工艺要求 (5)3.2 I/O地址分配 (5)3.3 PLC外部接线图的设计 (6)第4章基于PLC装车系统的梯形图 (7)4.1 PLC程序流程图 (7)4.2 PLC梯形图设计 (8)4.3 PLC程序语句设计 (15)总结 (21)参考文献: (22)谢辞 (22)基于PLC的自动送料装车系统设计(德州学院机电系,山东德州253023)摘要:可编程序控制器(Programmable Controller)简称PLC,是一种以微处理器为基础的新型工业控制装置,它集计算机技术、自动控制技术、通信技术于一体,具有结构简单,性能优越,可靠性高,使用、维修方便等特点。
因此PLC已广泛应用于电力、机械制造、化工、汽车、钢铁、建筑、水泥、石油、采矿、纺织、造纸、环保、种植、广告及娱乐等各行各业[1]。
随着PLC技术的推广和应用,其成本也在不断下降,PLC的应用领域越来越广泛,几乎可以说,只要有控制系统存在的地方就需要PLC。
本自动送料装车系统采用目前比较流行的PLC编程控制,因此适应能力比较强。
自动送料装置一般都是在条件比较恶劣的环境下运行,对装置的要求比较高,传统的装置都是用继电器等一些器件组成,这些装置不仅线路复杂,而且在恶劣的环境下稳定性很差,线路很容易出现故障,致使生产效率大大降低,而此次运用PLC编程控制,不但解决了系统的稳定问题,而且还可以节省装料时间,提高生产效率。
基于PLC的自动送料小车的控制系统设计

基于PLC的自动送料小车的控制系统设计自动送料小车(Automated Guided Vehicle,AGV)是一种能够自主导航并执行货物运输任务的无人驾驶车辆。
PLC(Programmable Logic Controller)被广泛应用于工业控制系统中,它可以对AGV进行控制和监控。
本文将介绍基于PLC的自动送料小车的控制系统设计。
1.系统架构2.车辆导航AGV车辆的导航可以采用多种方式,如激光导航、磁导航、视觉导航等。
其中,激光导航是一种成熟且精度高的导航方式。
AGV车辆通过激光传感器不断扫描环境,获取地图信息并确定自己的位置,然后根据目标位置进行导航。
PLC控制器接收到目标位置后,会通过与AGV车辆的通信接口将导航指令发送给车辆。
同时,PLC控制器也会接收车辆的实时位置信息,用于实时监控和调度任务。
3.任务调度在自动送料小车的控制系统中,PLC控制器负责任务的调度和分配。
根据系统中的任务优先级和车辆当前状态,PLC控制器会为每个车辆分配相应的任务。
这些任务包括货物的取放、货物的运输、车辆的充电等。
PLC控制器会根据任务的优先级和车辆的位置、状态等信息,制定最优的调度策略。
通过合理的任务调度,可以提高系统的效率和生产能力。
4.AGV驱动器AGV驱动器负责控制车辆的运动。
它接收PLC控制器发送的运动指令,并控制车辆的速度和方向。
AGV驱动器还可以监测车辆的运动状态,如速度、位置等,并将这些信息反馈给PLC控制器。
PLC控制器可以根据车辆的运动状态进行实时监控和控制。
例如,当车辆遇到障碍物时,PLC控制器会根据传感器的反馈信息,及时调整运动方向或停止车辆的运动,确保车辆的安全。
5.系统安全性设计在自动送料小车的控制系统设计中,安全性是一个重要的考虑因素。
为了确保系统的安全运行,可以采取以下措施:-安全区域划分:将工作区域划分为安全区域和非安全区域,并通过传感器实时监测车辆与人员或其他障碍物的距离,避免发生碰撞事故。
自动送料装车系统PLC控制设计

自动送料装车系统PLC控制设计自动送料装车系统主要由送料机构、输送线、装车台和控制系统等组成。
PLC作为整个系统的核心控制设备,负责接收和处理各个传感器、执行器的信号,并根据预设的程序控制装车过程的各个环节。
PLC控制设计的关键目标是提高系统的运行效率、安全性和可靠性。
首先,PLC控制设计需要合理规划系统的硬件结构。
根据自动送料装车系统的特点和需求,选择适合的PLC设备和通信模块,确保系统的稳定性和可扩展性。
同时,还需考虑各个设备之间的连接方式和通信协议,确保数据的可靠传输和实时监控。
其次,PLC控制设计需要编写合适的控制程序。
程序设计应考虑系统的工作流程和逻辑关系,设置合理的传感器触发条件和执行器动作。
同时,还需考虑异常情况的处理,如传感器故障、执行器堵塞等,以确保系统的安全性和可靠性。
在控制程序的编写过程中,需要充分利用PLC的各种功能模块和指令,如计时器、计数器、比较器等,以实现对系统任务的准确控制。
此外,还需考虑对系统运行状态的监测和记录,以便及时分析和排除故障。
除了基本的控制功能外,PLC控制设计还需要考虑人机界面的设计。
通过合理设置触摸屏或按钮等人机界面元素,方便操作员对系统进行监控和控制。
同时,还需提供相应的故障诊断和报警功能,以及操作员对系统参数进行设置和调整的接口。
最后,PLC控制设计还需要进行系统的仿真和调试。
通过利用PLC的仿真软件或专门的仿真设备,对控制程序进行模拟运行和调试,以确保系统的准确性和稳定性。
同时,还需进行实际系统的调试和优化,不断完善和提高系统的性能。
总之,自动送料装车系统PLC控制设计是一个复杂而关键的工作,需要考虑系统的硬件结构、控制程序、人机界面以及系统的仿真和调试等方面。
只有合理规划和设计,才能实现系统的高效、安全和可靠运行。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
摘要随着科学技术的日新月异,自动化程度要求越来越高,原有的生产装料装置远远不能满足当前高度自动化的需要。
减轻劳动强度,保障生产的可靠性、安全性,降低生产成本,减少环境污染、提高产品的质量及经济效益是企业生成所必须面临的重大问题。
我们为各个装料生产领域所生产的可编程控制器装料系统。
它集成自动控制技术、计量技术、新传感器技术、计算机管理技术于一体的机电一体化产品;充分利用计算机技术对生产过程进行集中监视、控制管理和分散控制;充分吸收了分散式控制系统和集中控制系统的优点,采用标准化、模块化、系统化设计,配置灵活、组态方便。
关键词:pl c 可编程控制器自动装料目录摘要 (1)目录 (2)设计任务书 (3)一、控制要求 (5)1.1 控制对象介绍 (5)1.2 控制原理 (6)1.3 自动送料装车系统的启停过程示意图 (7)1.4 控制要求 (7)二、整体设计 (8)2.1 PLC的特点 (8)2.2 PLC的结构和工作原理 (9)2.3 PLC与其他工业控制的比较 (10)2.4 FX 系列PLC的特点 (11)2.5 PLC机型的选择 (12)2.6 开关量输入/输出模块的选择 (13)2.7开关的选择 (13)2.8熔断器的选择 (13)2.9继电器的选择 (13)三、系统分配 (15)3.1 I/O地址表 (15)3.2 PLC外部接线图 (15)四、软件编程 (16)4.1 GPP软件简介 (16)4.2 用GPP编写梯形图 (17)4.3 传输、调试 (19)4.4 系统的控制框图 (21)4.5 控制源程序介绍 (22)五、与调试结果分析 (28)心得体会 (29)致谢 (30)参考文献 (31)附录 (32)自动送料装车系统的总体梯形图 (32)系统的主电路 (33)元器件清单 (34)设计任务书一、控制要求1.1 控制对象介绍自动送料装车系统是用于物料输送的流水线设备,主要是用于煤粉、细砂等材料的运输。
自动送料装车系统一般是由给料器、传送带、小车等单体设备组合来完成特定的过程。
这类系统的控制需要动作稳定,具备连续可靠工作的能力。
通过三台电机和三个传送带、料斗、小车等的配合,才能稳定、有效率地进行自动送料装车过程。
如下图所示:1.2 控制原理自动送料装车系统是通过电机和限位开关来控制的。
称重开关S2控制汽车开来或开走。
三台电机控制三个传送带。
进料开关K1控制控制进料与否。
检测开关S1控制料斗中物料的空满。
另外,在S2处增设两个七段数码管,用来统计每日的装车数。
装车数的统计采用脉冲计数的方法进行。
脉冲计数方法是当装料车装满时S2断开后,开始定时放送脉冲;当S2闭合时停止发送脉冲。
一个脉冲的宽度即为一辆汽车。
用两个数码管计数,所计的数即为装车数。
当S2接通时,红灯L1亮,绿灯L2灭,传送电动机M3运行,传送电动机M2延迟M3电动机2S运行,送料电动机M1延迟M2电动机2S运行,料斗K2延迟M2电动机2S打开出料。
当料满后(S2断开后),料斗K2关闭,电动机M1延时2S后关断,M2在M1停后2S后停止,M3在M2停止后2S后停止,L2灯亮,L1灯灭,此时汽车可以开走。
1.3 自动送料装车系统的启停过程示意图该图中从上到下是启动顺序,从下到上是停止顺序。
1.4 控制要求初始状态:红灯L1灭,绿灯L2亮,表示允许汽车开进装料,料斗K2,电动机M1,M2,M3皆为OFF。
当汽车到来时(S2接通表示),L1亮,L2灭,M3运行,电动机M2在M3通2S后运行,M1在M2通2S后运行,K2在M1通2S后打开出料。
当物料满后(用S2断开表示),料斗K2关闭,电动机M1延时2S后关断,M2在M1停2S后停止,M3在M2停2S后停止,L2亮,L1灭,表示汽车可以开走。
设计要求:当料不满(S1为OFF,灯灭),料斗开关K2关闭(OFF),灯灭,不出料,进料开关K1打开(K1为ON)进料,否则不进料。
当汽车到来时M3运行,电机M2在M3运行2S后运行,M1在M2运行2S后运行,K2在M1运行2S 后打开出料,当料满后(用S2断开表示),电动机M1延迟2S后关断,M2在M1停2S后停止,M3在M2停2S后停止,而且具有每日装车数的统计功能。
二、整体设计可编程控制器(Programmable Controller)是以微处理器为基础的新型工业控制装置,是将计算机技术应用于工业控制领域的崭新产品。
1985年国际电工委员会(IEC)对可编程控制器做了如下定义:可编程控制器是一种数字运算操作的电子系统,专为在工业环境下应用而设计。
它采用可编程序的存储器,用来在其内部存储执行逻辑运算、顺序控制、定时、计数和算术运算等操作的指令,并通过数字式、模拟式的输入和输出,控制各种类型的机械或生产过程。
可编程序控制器及其有关设备,都应按易于使工业控制系统形成一个整体,易于扩充其功能的原则设计。
可编程控制器采用易为工厂电气人员掌握的梯形图编程语言,能够实现对开关量的逻辑控制,还具有数学运算、数据处理、运动控制、模拟量PID控制,联网通信等功能。
尤其是微处理器应用与可编程控制器后,因其体积小、功能强、价格便宜,使可编程控制器的功能增强、工作速度加快、体积减小、可靠性提高、成本下降。
2.1 PLC的特点(1)可靠性高,抗干扰能力强(2)编程方法简单易学,使用方便(3)功能完善,应用灵活(4)环境要求低,适应性强,(5)体积小,重量轻,能耗低(6)维修工作量小,维修方便(7)系统的设计,安装,调试工作量少2.2 PLC的结构和工作原理可编程控制器主要由CPU模块、输入模块、输出模块、编程器、电源组成。
CPU模块又叫中央处理单元或者控制器,它主要由微处理器(CPU)和存储器组成。
输入输出模块(I/0)模块是联系外部现场和CPU模块的桥梁。
输入模块用来接收和采集输入信号,可编程控制器通过输出模块控制接触器、电磁阀,电磁铁等执行器和其他的外部负载。
可编程控制器有运行(RUN)和停止(STOP)两种基本的工作状态。
在运行状态,可编程控制器通过执行反映控制要求的用户程序来实现控制功能。
为了使可编程控制器的输出及时地响应随时变化的输入信号,用户程序不是只执行一次,而是反复不断地重复执行,直至可编程控制器停机或者切换到STOP工作状态。
除了执行用户程序之外,在每次循环过程中,可编程控制器还要完成内部处理、通信处理等工作,一次循环可分为5个阶段,可编程控制器的这种周而复始的循环工作方式称为扫描工作方式。
由于计算机执行指令的速度极高,从外部输入输出关系来看,处理过程几乎是同时完成的。
在内部处理阶段,可编程控制器检查CPU模块内部的硬件是否正常,将监控器复位,以及完成一些别的内部工作。
在通信服务阶段,可编程控制器与别的带微处理器的智能装置通信,响应编程器键入的命令,更新编程器的显示内容。
当可编程控制器处于停止(STOP)状态时,只执行以上的操作。
处于运行状态时,还要执行输入处理、程序执行、输出处理等阶段。
在可编程控制器的存储器中,设置了一片区域用来存放输入信号和输出信号的状态,它们分别称为输入映像寄存器和输出映像积存器。
可编程控制器梯形图中别的编程元件也有对应的映像存储区,它们统称为元件映像寄存器。
在输入处理阶段,可编程控制器把所有外部输入电路的接通/断开(ON/OFF)状态读入输入映像寄存器。
在程序执行阶段,即使外部输入信号的状态发生了变化,输入映像寄存器的状态也不会随之而变,输入信号变化了的状态只能在下一个扫描周期的输入处理阶段被读入。
在输出处理阶段,CPU将输出映像寄存器的0/1状态传送到输出锁存器。
梯形图中某一输出继电器的线圈“通电”时,对应的输出映像寄存器为“1”状态。
信号经输出模块隔离和功率放大后,继电器型输出模块中对应的硬件继电器的线圈通电,其常开触点闭合,使外部负载通电工作。
2.3 PLC与其他工业控制的比较1. DCS是一种“分散式控制系统”,而PLC (可编程控制器) 只是一种控制“装置”,两者是“系统”与“装置”的区别。
系统可以实现任何装置的功能与协调,PLC装置只实现本单元所具备的功能。
2. 在网络方面,DCS网络是整个系统的中枢神经,它是安全可靠双冗余的高速通讯网络,系统的拓展性与开放性更好.而PLC因为基本上都为个体工作,其在与别的PLC或上位机进行通讯时,所采用的网络形式基本都是单网结构,网络协议也经常与国际标准不符。
在网络安全上,PLC没有很好的保护措施。
我们采用电源,CPU,网络双冗余。
3. DCS整体考虑方案,操作员站都具备工程师站功能,站与站之间在运行方案程序下装后是一种紧密联合的关系,任何站、任何功能、任何被控装置间都是相互连锁控制, 协调控制;而单用PLC互相连接构成的系统,其站与站(PLC与PLC)之间的联系则是一种松散连接方式,是做不出协调控制的功能。
4. DCS在整个设计上就留有大量的可扩展性接口,外接系统或扩展系统都十分方便,PLC所搭接的整个系统完成后,想随意的增加或减少操作员站都是很难实现的。
5. DCS安全性:为保证DCS控制的设备的安全可靠,DCS采用了双冗余的控制单元,当重要控制单元出现故障时,都会有相关的冗余单元实时无扰的切换为工作单元,保证整个系统的安全可靠。
PLC所搭接的系统基本没有冗余的概念,就更谈不上冗余控制策略。
特别是当其某个PLC单元发生故障时,不得不将整个系统停下来,才能进行更换维护并需重新编程。
所以DCS系统要比其安全可靠性上高一个等级。
6. 系统软件,对各种工艺控制方案更新是DCS的一项最基本的功能,当某个方案发生变化后,工程师只需要在工程师站上将更改过的方案编译后,执行下装命令就可以了,下装过程是由系统自动完成的,不影响原控制方案运行。
系统各种控制软件与算法可以将工艺要求控制对象控制精度提高。
而对于PLC构成的系统来说,工作量极其庞大,首先需要确定所要编辑更新的是哪个PLC,然后要用与之对应的编译器进行程序编译,最后再用专用的机器(读写器)专门一对一的将程序传送给这个PLC,在系统调试期间,大量增加调试时间和调试成本,而且极其不利于日后的维护。
在控制精度上相差甚远。
这就决定了为什么在大中型控制项目中(500点以上),基本不采用全部由PLC所连接而成的系统的原因。
7. 模块:DCS系统所有I/O模块都带有CPU,可以实现对采集及输出信号品质判断与标量变换,故障带电插拔,随机更换。
而PLC模块只是简单电气转换单元,没有智能芯片,故障后相应单元全部瘫痪。
8.现在高端的PLC与DCS的功能已经差不多,DCS对网络和分布式数据库还要定时扫描有较强的功能,同时对运算和模拟量的处量比较拿手。
9.PLC还分大、中、小、微PLC,其中微型的只卖几百块到2000块,点数也好少,大型的可以带数千点,运算能力与DCS差不多,但对多机联网功能较弱。