酸性镀锌与碱性镀锌的优缺点
镀锌及优缺点

鍍鋅(Zinc Plating) 1 种类(1)酸性鍍鋅(acid zinc plating)(2)鹼性非氰化物鍍鋅(alkaline plating )(3)氰化物鍍鋅(cyanide zinc plating )1.1 酸性鍍鋅形狀簡單鍍件和做油漆底層用的較多,其優缺點如下:優點(1)可得光澤,平滑,鍍鋅層相似的鍍層(2)可直接鍍在碳化,氮化的鋼鐵上和鑄鐵上(3)電流效率較高(4)廢液處理容易,只需用高ph值將鋅沉澱(5)導電性佳,節省電原(6)產生氫脆性小(7)可在較高溫下得到光澤鍍層(8)鍍浴安定,毒性小,成本低缺點(1)鍍浴腐蝕性強,鍍槽及附屬設備需加襯(2)焊接及組合鍍件不宜,會有滲流(bleadout)(3)厚鍍層延性差(4)結晶粗糙(5)均一性差(6)過濾,冷卻管及冷凍設備需要有1.2堿性非氰化物鍍鋅(Alkaline Non-Cyanide Zinc Plating)優點1.毒性小2.廢液處理容易,只需將鋅沉澱3.成本低4.均一性好5.可用剛鍍槽缺點1.鍍浴成份需嚴格控制,每天要分析2.前處理要求品質高3.鋅含量少時,電流效率降低4.對金屬雜質及硬水雜質敏感5.鍍層校氰化鍍鋅脆6.需要添加劑,否則黑暗鍍層出現7.添加劑特殊,非一般性原料,需由廠商提供7.4.1堿性非氰化物鍍鋅浴(alkaline-non-cyanide bath)可用兩種方法配製1.陽極鋅溶於苛性訥作用溶液2.氧化鋅與苛性訥做用溶解其配製程序如下1.用少量的水在鍍槽與氧化鋅混合成漿,或最好用另外的配浴槽來做2.將苛性鈉和水慢慢攪加入三分之一量的水3.充份攪扮一直到氧化鋅完全溶解4.加6磅/100加侖的鋅粉並攪伴30至60分鐘5.加以沉澱及過慮或傾倒入鍍槽中6.放入陽極鋅板,用低電流密度電解去除雜質一個晚上7.分析鋅及苛性鈉含量並調整成份加入添加劑其配方如下氧化鋅(zinc oxide) 1.5 oz/gal苛性鈉(caustic soda) 10 oz/gal添加劑(addition agents) 依指示量浴溫 70 ~115 F1.3 光澤氰化鍍鋅優點1.使用歷史悠久,經驗較豐富2.前處理要求比較不嚴格3.被覆性優良4.浴成份的分析及控制比較容易5.鍍層延性好6.鍍浴腐蝕性小缺點1.鍍浴毒性強,須做氰化物廢物處理2.熱處理及鑄鐵零件不能鍍3.需較高溫度操作,否則得不到光澤鍍層,其溫度必須在105F以上4.鍍浴導電性差5.高電流密度下,電流效率劇降。
镀锌工艺介绍

镀锌工艺介绍镀锌工艺的种类1、氰化镀锌:分高氰镀锌、中氰镀锌、低氰镀锌;2、酸性镀锌:硫酸盐镀锌、弱酸性氯化钾镀锌、氨三乙酸-氯化铵镀锌;3、碱性无氰锌酸盐镀锌。
镀锌钝化的种类1、镀锌白色钝化;2、镀锌蓝白色钝化;3、镀锌彩色钝化;4、镀锌军绿色钝化;5、镀锌黑色钝化。
按照钝化液中的成分又分:三价铬钝化和六价铬钝化。
各种镀锌工艺的优缺点1、氰化镀锌优点:镀层结晶细致,镀液的分散能力和覆盖能力较好,对钢铁设备无腐蚀作用。
缺点:镀液含有剧毒氰化物,排放的废水和废气对环境有危害。
2、硫酸盐镀锌优点:成本低,镀液稳定,电流效率高,允许的阴极电流密度上限值很高,沉积速度快。
缺点:均镀能力和深镀能力较差,镀层结晶较粗,只适用于镀外形简单的零件。
镀液对钢铁设备有腐蚀作用。
3、弱酸性氯化钾镀锌优点:无氰,镀液成分简单、稳定,投产成本不高,电流效率高,节约电能,沉积速度快,生产效率高,适用于铸铁零件、高碳钢零件镀锌。
镀层光亮、细致,整平性好。
缺点:镀液对钢铁设备有腐蚀作用。
如果后处理不好,彩色钝化膜的抗盐雾性能比碱性镀锌差。
4、氨三乙酸-氯化铵镀锌优点:由于氨三乙酸对锌的络合能力较强,显著增加了锌沉积时的阴极极化作用,镀液的分散能力和覆盖能力较好,镀层比较光亮。
缺点:镀液对钢铁设备有腐蚀严重。
5、碱性锌酸盐镀锌优点:无氰,对钢铁设备无腐蚀,钝化膜在湿热的大气中不容易变色发黑。
缺点:在镀层的结合力和脆性方面于氰化镀锌相比有一定的差距。
镀锌工艺流程零件上挂—有机溶剂除油—热水洗—化学除油(或电解除油)—水洗—除锈—水洗—酸活化—水洗—电镀—水洗—出光—水洗—钝化—水洗—烘干。
碱性锌酸盐镀锌工艺有何特点
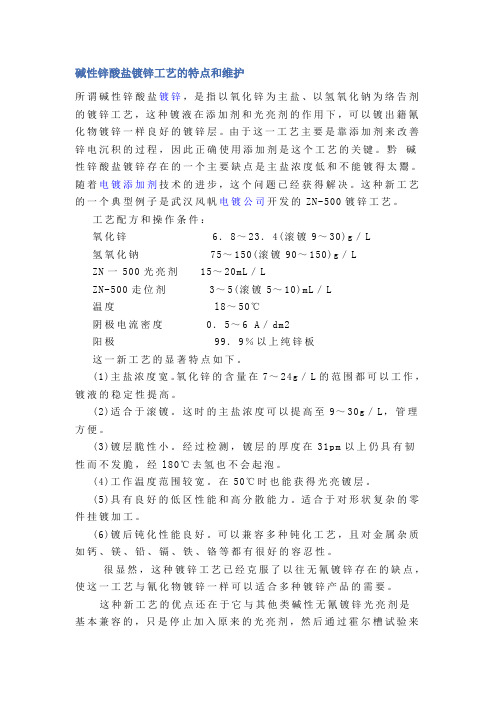
碱性锌酸盐镀锌工艺的特点和维护所谓碱性锌酸盐镀锌,是指以氧化锌为主盐、以氢氧化钠为络告剂的镀锌工艺,这种镀液在添加剂和光亮剂的作用下,可以镀出籍氰化物镀锌一样良好的镀锌层。
由于这一工艺主要是靠添加剂来改善锌电沉积的过程,因此正确使用添加剂是这个工艺的关键。
黔碱性锌酸盐镀锌存在的一个主要缺点是主盐浓度低和不能镀得太鬻。
随着电镀添加剂技术的进步,这个问题已经获得解决。
这种新工艺的一个典型例子是武汉风帆电镀公司开发的ZN-500镀锌工艺。
工艺配方和操作条件:氧化锌6.8~23.4(滚镀9~30)g/L氢氧化钠75~150(滚镀90~150)g/LZN一500光亮剂15~20mL/LZN-500走位剂3~5(滚镀5~10)mL/L温度l8~50℃阴极电流密度0.5~6 A/dm2阳极99.9%以上纯锌板这一新工艺的显著特点如下。
(1)主盐浓度宽。
氧化锌的含量在7~24g/L的范围都可以工作,镀液的稳定性提高。
(2)适合于滚镀。
这时的主盐浓度可以提高至9~30g/L,管理方便。
(3)镀层脆性小。
经过检测,镀层的厚度在31pm以上仍具有韧性而不发脆,经l80℃去氢也不会起泡。
(4)工作温度范围较宽。
在50℃时也能获得光亮镀层。
(5)具有良好的低区性能和高分散能力。
适合于对形状复杂的零件挂镀加工。
(6)镀后钝化性能良好。
可以兼容多种钝化工艺,且对金属杂质如钙、镁、铅、镉、铁、铬等都有很好的容忍性。
很显然,这种镀锌工艺已经克服了以往无氰镀锌存在的缺点,使这一工艺与氰化物镀锌一样可以适合多种镀锌产品的需要。
这种新工艺的优点还在于它与其他类碱性无氰镀锌光亮剂是基本兼容的,只是停止加入原来的光亮剂,然后通过霍尔槽试验来确定应该补加的ZN一500的量。
初始添加量控制在0.25mL/L,再慢慢加到正常工艺范围并补入走位剂。
在杂质较多时,还应加入ZN一500配套的镀液净化剂。
当对水质纯度不确定时,可以在新配槽时加入相应的除杂剂和水质稳定剂各1mL/L。
酸性和碱性锌镍合金电镀工艺比较

酸性和碱性锌镍合金电镀工艺比较(总2页)本页仅作为文档封面,使用时可以删除This document is for reference only-rar21year.March酸性和碱性锌镍合金电镀工艺比较现代电镀网讯:一、两种工艺优缺点比较酸性锌镍合金电镀与碱性锌镍合金电镀的工艺特点与酸性镀锌与碱性镀锌的特点类似。
以下分别对比这两种工艺的主要优缺点。
碱性锌镍合金电镀的优点酸性锌镍合金电镀的缺点1、均镀能力(分散能力)好,镀层 1、均镀能力(分散能力)相对较低厚度分布相对均匀。
镀层厚度分布均匀性相对要差。
2、工件高、低电流密度区镀层中 2、工件高、低电流密度区镀层中的镍含量差别较小。
的镍含量差别较大。
碱性锌镍合金电镀的缺点酸性锌镍合金电镀的优点1、电流效率低,一般为50%左右, 1、电流效率高,一般为90%左右,镀层沉积速度慢,0.25微米/分左右。
镀层沉积速度快,最高可达1.0微米/分以上。
2、生产运行成本高。
2、生产运行成本低,较碱性工艺低50%左右。
3、保持镀槽正常运转相对较难。
3、保持镀槽正常运转相对较易。
4、不能镀覆铸铁、渗碳钢、高碳钢。
4、可以镀覆铸铁、渗碳钢、高碳钢。
二、两种工艺的选择从上述两种工艺的特点及优缺点的对比中我们可以得出,对这两种工艺的选择取决于被镀覆工件的材料和工件的几何形状。
除铸铁、渗碳钢这类材料外,由其它金属材料(主要是碳钢)制成的工件选用何种工艺将取决于工件的几何形状,其选择的原则是:在电镀时工件的高电流密度与工件的低电流密度区的电流密度二者差别较大的则采用碱性工艺,反之,则采用酸性工艺。
例如,带有盲孔的工件或工件的中心部位与其边缘部位距离较远的工件(如叶轮),这类工件在电镀时其工件的高电流密度区的电流密度与工件的低电流密度区的电流密度二者相差甚大。
在此情况下,若采用酸性工艺,工件的低电流密度区与高电流密度区的镀层厚度以及镀层中的镍含量的差别较采用碱性工艺要大得多。
镀锌钢管镀锌电解液可分为碱性和弱酸性两大类

镀锌钢管镀锌电解液可分为碱性和弱酸性两大类镀锌钢管镀锌电解液可分为碱性和弱酸性两大类锌镀层的外观呈青白色,标准电极电位为-0.76V,易溶于酸,溶于碱,是曲型的两性金属。
锌干燥空气中几乎不发生变化,锌腐蚀的临界湿度大于70%,因此在潮湿大气中能与二氧化碳和氧作用生成一层主要由碱式碳酸锌组成的薄膜,这层膜有一定的缓蚀作用,锌与硫化氢等含硫化物起反应生成硫化锌﹔锌易受氯离子浸蚀,故在海水中不稳定。
锌在密闭或通风不良,空气潮湿的条件下,与非金属材料的挥发物(低分子羧酸,醛,酚,氨等)接触时,锌易遭腐蚀,生成白色疏松的腐蚀产物,俗称”白霜”。
锌在高温,高湿,密闭条件下,与胶木,油漆,木材释放的挥发物接触,锌有生长细丝状单晶的倾向,俗称”长毛” 。
锌的标准电位比铁负,对钢铁而言是阳极性镀层,可提供可靠的电化学保护。
在工业大气,农村大气和海洋性大气中使用的钢铁制品均可选择锌作保护层,其防护寿命几乎与锌层厚度成正比关系。
凡属有工业废气污染的大气中,锌镀层的耐蚀优于镉镀层,在海上或海水中则相反。
锌镀层经铬酸盐钝化之后,耐蚀性可提高6--8倍。
故镀锌钝化处理是必不可少的的步骤。
在钝化膜上进行有机染色,可作低文件产品的防护---装饰镀层。
为降低锌镀层厚又能提高耐蚀能力,国内外采如下两种措施﹕一是提高钝化膜的质量,如用蓝色,绿色,军绿色,黑色钝化代替常规的彩虹色钝化膜,尤以军绿化钝化膜耐蚀性最好﹔二是以较薄的含铁0.3%--0.6%的Zn-Fe合金,或含镍6%-10%的Zn-Ni合金代替纯锌镀层,耐蚀性能提高三倍以上,广泛用于汽车钢板上代替镀锌。
锌镀层的使用温度不得超过2500C,在此温度上锌结晶组织变形,发脆,耐蚀性下降。
有耐蚀,耐热要求的零件宜用Zn-Ni合金层。
镀锌电解液可分为碱性和弱酸性两大类,国内外常用的有无氰锌酸盐镀锌,氰化镀锌,铵盐镀锌,氯化物镀锌,硫酸盐镀锌等。
就国内而言,无氰锌酸盐镀锌仍是主流。
近年来由于镀锌添加剂的性能的改进提高,氯化物镀锌和低氰光亮镀锌发展较快,而铵盐镀锌在继续下降。
环保碱性锌酸盐镀锌浅谈
环保碱性锌酸盐镀锌浅谈(2007-12-29 22:23:49)标签:杂谈随着人们的生活水平的不断提高,环保意识也在逐渐的增强。
众所周知,电镀是一个高污染的行业,怎样使电镀行业达到清洁生产的确目的,是我们每个电镀技术工作者的共同的目标。
就单纯的镀锌而言,用无氰锌酸盐代替有氰镀锌,是实现环保电镀的一个很好的实例。
但在实际生产操作过程中,由于无氰电镀比有氰电镀控制起来要困难的多,而且生产成本也比较高,尤其是对于一些高质量要求的镀锌件来说,氯化钾镀锌达不到要求。
所以很多的生产厂家不愿采用,继续采用老工艺有氰电镀,给推广环保型镀锌造成了一定的阻力。
但做为现在的碱性锌酸盐镀锌体系来讲,在工艺性能方面已经完全可与之想媲美,现将本人在使用环保碱性锌酸盐镀锌的过程中产生的一些故障及排除方法做一下浅谈,希望能为推广环保型电镀生产出一份力,给我们的子孙后代后代留一片净水。
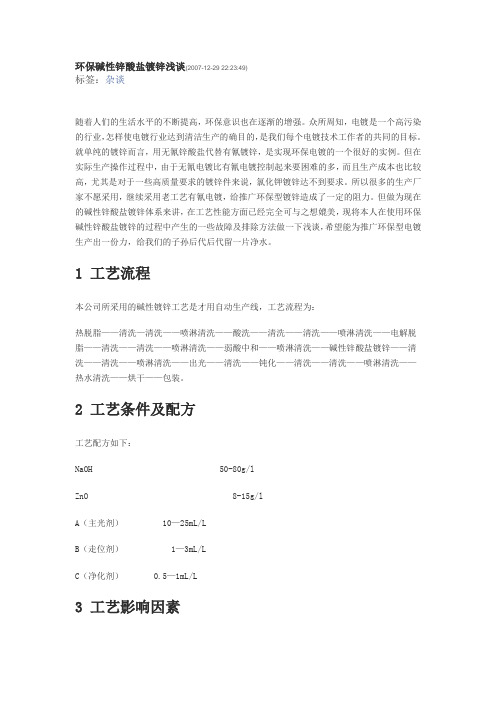
1 工艺流程本公司所采用的碱性镀锌工艺是才用自动生产线,工艺流程为:热脱脂——清洗—清洗——喷淋清洗——酸洗——清洗——清洗——喷淋清洗——电解脱脂——清洗——清洗——喷淋清洗——弱酸中和——喷淋清洗——碱性锌酸盐镀锌——清洗——清洗——喷淋清洗——出光——清洗——钝化——清洗——清洗——喷淋清洗——热水清洗——烘干——包装。
2 工艺条件及配方工艺配方如下:NaOH 50-80g/lZnO 8-15g/lA(主光剂) 10—25mL/LB(走位剂) 1—3mL/LC(净化剂) 0.5—1mL/L3 工艺影响因素3.1 NaOH。
氢氧化钠的含量的多少直接影响到产品质量的好坏。
尤其是对高光亮度的基体。
含量过少,阳极很容易钝化。
造成发雾现象,表面粗糟无光,分散能力变差,低区发黑。
对于镀锌后要进行机械加工的零件来讲,还容易造成脆性增大的现象。
含量过高,则上镀速度比较慢。
本人认为最佳的含量为130-140g/l。
3.2 ZnO。
氧化锌的含量高低因选用的光亮剂的不同而不同。
酸性镀锌和碱性镀锌的工艺
酸性镀锌和碱性镀锌的工艺
酸性镀锌和碱性镀锌是两种不同的镀锌工艺,它们在镀锌过程中使用的化学物质和工艺条件有所不同。
酸性镀锌工艺是指在酸性条件下进行镀锌处理的工艺。
在这种工艺中,通常使用硫酸或氯化铁等酸性溶液来溶解锌盐,然后通过电化学反应将锌层沉积在金属表面上。
这种工艺通常用于镀锌薄钢板和管材。
碱性镀锌工艺则是指在碱性条件下进行镀锌处理的工艺。
在这种工艺中,通常使用氢氧化钠或氢氧化钾等碱性溶液来溶解锌盐,然后进行电化学反应将锌层沉积在金属表面上。
这种工艺通常用于镀锌重型钢材和大型零部件。
总的来说,酸性镀锌工艺更适用于细小的金属零件,而碱性镀锌工艺更适用于较大和较重的金属零件。
两种工艺都需要严格控制工艺条件和化学物质的使用,以确保镀锌层的质量和均匀性。
几种常见的电镀锌工艺优缺点

几种常见的电镀锌工艺优缺点
在电镀行业中,相信您一定对电镀锌加工工艺非常的了解,
我们先将电镀锌做一下分类,
再一一了解。
电镀锌如果按电镀加工工艺分的话可以氰化镀锌,酸性镀锌以及碱性无氰锌酸盐镀锌,
今天小编就和你一起了解一下电镀锌这三种工艺的优缺点。
氰化镀锌电镀加工优缺点:
优点:氰化镀锌的结晶比较细致,镀液的分散能力以及覆盖能力都比较好而且如果用钢铁作为集体进行电镀加工的话,不会对钢铁本身造成腐蚀。
缺点:它的电镀溶液含有毒物质氰化物,排放的废水和废气会对坏境有一
酸性镀锌电镀加工优缺点:
优点:它的电镀溶液成本比较低,而且镀液非常稳定电流效率也高。
最主要的是他的镀层沉淀速度快。
缺点:他镀液的均镀能力和深镀能力相对其他电镀溶液比较差,而且镀层的结晶体比较粗糙,只适合加工一些表面结构简单的加工品,而且镀液对钢铁基体设备有一定的腐蚀作用。
碱性无氰锌酸盐镀锌电镀加工优缺点:
优点:电镀溶液不含氰物质,不会对钢铁基体才、造成腐蚀,
钝化膜及时在湿热的大气中也不会轻易出现变色发黑等情况。
缺点:镀层的结合力以及脆性相对于氰化镀锌有一定的差距。
碱性镀锌

新一代碱性镀锌及三价铬钝化工艺前言随着科学技术和现代工业的发展,环境污染带来的危害和影响也越来越明显,人类赖以生存的环境已受到越来越严重的威胁,近年来,人们已意识到环境保护的重要性以及保护环境意识的增强,各国都加强了对环境保护的研究,并相应采取了治理措施和建立了相应的法规。
为了实现清洁化生产,本公司研制开发了换代型的碱性无氰锌酸盐镀锌及三价铬镀锌后处理系列产品。
我国早在前 70 年代就大规模的开展了无氰电镀的研究和推广,并取得了可喜的成绩,目前氯化物镀锌和碱性锌酸盐镀锌已占主导地位,而酸性镀锌和碱性锌酸盐镀锌各有优劣。
酸性镀锌的优点在于优良的装饰性,较高的电流效率,也正是由于它的这些优点使得酸锌的均度能力较差,而且镀层显层状结构,故其耐蚀性不如锌酸盐镀锌,新一代碱性镀锌的优点是具有良好的深镀能力及分散能力,镀层显柱状,具有优良的耐蚀性,从功能性角度来看锌酸盐镀锌的耐蚀性要大于酸性氯化物镀锌。
而且从镀层的柔软性来说,新一代的锌酸盐镀锌的柔软性好于酸性镀锌 , 一般说,做高档件使用新一代锌酸盐镀锌,做中低档件使用酸性镀锌。
镀锌层的耐蚀性除了镀层本身的质量,还要依靠镀后的钝化处理 , 传统使用六价铬钝化工艺 , 由于其操作简单,质量可靠,并且钝化膜性能可满足多种要求,一直受到人们重视而沿用至今。
其致命缺点是六价铬污染环境。
为了解决六价铬公害问题,国内外电镀工作者在三价铬钝化工艺的推广应用方面做了大量工作。
本文主要讨论了本公司开发研究的新一代碱性锌酸盐镀锌及其配套三价铬钝化工艺。
传统锌酸盐镀锌与新型锌酸盐镀锌的比较HKS-308 (新型换代产品)DE , DPE (传统产品)非络合物体系,废水处理简单络合物体系,废水处理复杂分散能力和覆盖能力好,镀层均匀,镀层高低区厚度相差不大。
分散能力和覆盖能力不如 HKS-308 镀层高低区厚度相差比较大不能与氰化钠配合使用,氰化钠镀液转缸需要一个过镀阶段。
可以与氰化钠配合使用电流密度范围宽,可以承受较大电流,容许 Zn 2+ 浓度较高不易烧电流密度范围窄,承受电流及容许 Zn 2+ 浓度不如 HKS-308低应力,镀层延展性好。
镀锌原理及方法
三、种类1、碱性氰化物镀锌2、碱性锌酸盐镀锌3、铵盐镀锌4、钾盐镀锌5、铵钾混合浴镀锌6、硫酸盐镀锌三、镀锌层的后处理1、去氢2、钝化3、着色热镀锌现在钢板的表面镀锌主要采用的方法是热镀锌。
热镀锌是由较古老的热镀方法发展而来的,自从1836年法国把热镀锌应用于工业以来,已经有一百七十年的历史了。
然而,热镀锌工业是近三十年来伴随冷轧带钢的飞速发展而得到了大规模发展。
热镀锌板的生产工序主要包括:原板准备→镀前处理→热浸镀→镀后处理→成品检验等。
按照习惯往往根据镀前处理方法的不同把热镀锌工艺分为线外退火和线内退火两大类,即湿法(单张钢板热镀锌法)、线外退火(单张钢板热镀锌法)、热镀锌惠林(Wheeling)法(带钢连续热镀锌法)、线内退火森吉米尔(Sendzimir)法(保护气体法)、改良森吉米尔法、美钢联法(同日本川崎法)、赛拉斯(Selas)法和莎伦(Sharon)法。
线外退火就是热轧或冷轧钢板进入热镀锌作业线之前,首先在抽底式退火炉或罩式退火炉中进行再结晶退火,这样,镀锌线就不存在退火工序了。
钢板在热镀锌之前必须保持一个无氧化物和其他脏物存在的洁净的纯铁活性表面。
这种方法是先由酸洗的方法把经退火的表面氧化铁皮清除,然后涂上一层由氯化锌或由氯化铵和氯化锌混合组成的溶剂进行保护,从而防止钢板再被氧化。
(1)湿法热镀锌钢板表面的溶剂不经烘干(即表面还是湿的)就进入起表面覆盖有熔融态溶剂的锌液进行热镀锌。
此方法的缺点是:a.只能在无铅状态下镀锌,镀层的合金层很厚且粘附性很坏。
b.生成的锌渣都积存在锌液和铅液的界面处而不能沉积锅底(因为锌渣的比重大于锌液而小于铅液),这样钢板因穿过锌层污染了表面。
因此,该方法已基本被淘汰。
(2)单张钢板这种方法一般是采用热轧叠轧板作为原料,首先把经过退火的钢板送入酸洗车间,用硫酸或盐酸清除钢板表面的氧热镀锌法化铁皮。
酸洗之后的钢板立即进入水箱中浸泡等待镀锌,这样可以防止钢板再氧化。
镀锌

四、锌酸盐镀锌#0 锌酸盐镀锌特点碱性锌酸盐镀锌是以氧化锌为主盐,以氢氧化钠(烧碱)为络合剂,它的特点是对电镀设备没有腐蚀性,镀层结晶细致光亮,成本较低,原材料来源广,槽液稳定,容易掌握。
但必须加适量的添加剂,才能使镀层达到结晶细致、光亮的效果。
近年来,锌酸盐镀锌在国内应用广泛,主要是这一工艺具有许多优点,如镀液成分简单、稳定,使用工艺范围比较宽,分散能力和覆盖能力较好,镀层结晶细致,只要选择添加剂适当,就能达到较高光亮镀层,且容易钝化处理,操作方便,维护简单,污染小,无剧毒氰化物。
镀后污水处理方便,有利于环境保护,适应于机械化、自动化生产,如钢管等几何形状复杂的大小五金件镀锌实效显著。
/0 锌酸盐镀锌工艺规范国内近年来碱性锌酸盐镀锌添加剂品种繁多,但工艺配方实质都大同小异。
现将国内应用较广的12 与132 型两种锌酸盐镀锌的主要配方及工艺条件列于表! " # " $!。
#"! 第四篇电镀工艺新技术应用与典型实例表! " # " $! %& 与%’& 两类锌酸盐镀锌配方及工艺条件成分及工艺条件配方# 配方( 配方) 配方! 配方$氧化锌(*+,)(- . /) #0 1 #$ #0 1 #$ #0 1 #( ## 1 #) #0 1 #(氢氧化钠(23,4)(- . /) #00 1 #)0 #00 1 #$0 #00 1 #(0 ##0 1 #)0 #00 1 #(0#香草酸(- . /) 050$ 1 05#三乙醇胺(- . /) #( 1 )0乙二胺四乙酸(&%67)(- . /) 05$ 1 #%&(8/. /) ! 1 9 ) 1 $*:% " ;<(8/. /) ( 1 $%’& " !(8/. /) ! 1 9 ! 1 $ ! 1 9=> " (8/. /) # 1 #5$*: " ;0(8/. /) ( 1 !温度(@) #0 1 !0 !0 1 #00 !$ 1 #00 !$ 1 #00 !0 1 #00阴极电流密度(7. A8) 05$ 1 ) $ 1 #! 9 1 #! 9 1 #! 05$ 1 !添加剂类型%’& " !型%& 型%& 型%’& " !型%’& " !型)5 镀液中各种成分的作用(#)氧化锌锌的含量对镀液性能与镀层质量具有重要的作用。
碱性镀锌问题及处理方式

碱性镀锌问题及处理方式1. 碱性镀锌过程碱性镀锌是一种将锌层镀在钢铁表面的过程,通过在含有碱性离子的电解液中通以电流,将锌原子从阳极中迁移至阴极(钢铁表面)上,形成锌层。
该过程与酸性镀锌不同,其电解液的pH值高于7。
2. 碱性镀锌问题虽然碱性镀锌能够在一定程度上保护钢材不被氧化,但是它也存在一些问题:2.1 镀层不均匀在碱性镀锌过程中,电镀液的流动和渗透有一定的局限性。
如果电解液对于钢铁表面的覆盖不均匀,便会导致镀层的厚度不均匀,流不畅,出现空镀、缺陷等问题,从而影响镀层的质量。
2.2 镀层质量不佳碱性镀锌相对于酸性镀锌,在镀层的均匀性和牢度等方面劣于酸性镀锌。
此外,在钢铁表面有油脂、氧化皮等污染物的情况下,碱性镀锌的效果也会受到影响,无法达到镀层的要求。
2.3 镀层厚度不足镀锌后钢材表面形成的锌层的厚度可能无法达到要求,从而在使用过程中,不能达到预期的保护效果3. 处理方式在碱性镀锌过程中出现问题,需要采取相应的处理方式:3.1 控制电镀液的质量在碱性镀锌的过程中,电镀液的质量对于镀层的质量至关重要。
为了确保电镀液的质量,应该加强电镀液对镀件的覆盖,定期清理电极,保证电极的清洁和对称性,以及进行常规的检测和维护。
3.2 控制电镀过程的工艺参数在进行碱性镀锌的过程中,需要控制好电流密度、电压等工艺参数,以确保铁件上的锌层能够均匀、牢固地贴附,从而保证镀层的质量和厚度。
3.3 净化钢铁表面在镀前处理阶段,可以采用物理和化学方法来净化钢铁表面,除去表面上的油脂、污垢、氧化皮等,以保证镀层的质量。
4. 结论虽然碱性镀锌存在一定的问题,但是通过采取适当的处理方式,可以控制这些问题,从而得到优质的镀层。
在实际的镀锌生产中,应该加强对于镀锌设备和电镀液的维护,定期检查和清洗设备和电极,控制好工艺参数,以确保镀层的质量和厚度。
碱性镀锌实现高性价比的秘诀在这里
碱性镀锌实现高性价比的秘诀在这里!
碱性镀锌光亮好、耗量小、操作简单确实是这种工艺的主要优点。
同时,高性价比也是碱性镀锌受到广泛关注的一个重要原因。
要实现高性价比的碱性镀锌,可以考虑以下几个方面:
1.优化工艺:通过调整工艺参数,提高镀层的性能和质量,降低生产成本,从而获得更好的性价比。
2.降低能源消耗:碱性镀锌的能耗相对较低,但仍然需要降低能源消耗,以进一步降低生产成本,提高性价比。
3.提高生产效率:通过提高生产效率,可以降低单位产品的生产成本,从而获得更好的性价比。
4.合理控制废品率:在生产过程中,合理控制废品率可以降低生产成本,提高性价比。
5.考虑市场需求:在确定碱性镀锌的性价比时,需要考虑市场需求和竞争环境。
根据市场需求和竞争状况制定合理的价格策略,可以获得更好的市场竞争力。
6.合理选择设备:对于碱性镀锌工艺来说,设备的选择也是非常重要的。
要选择性能稳定、效率高的设备,同时也要考虑设备的维护和维修成本。
7.加强生产管理:通过加强生产管理,可以提高生产效率,降低生产成本,从而获得更好的性价比。
总之,要实现高性价比的碱性镀锌,需要在工艺优化、能源消耗、生产效率、废品率、市场需求、设备选择和生产管理等多个方面进行综合考虑和努力。
希望这些建议对您有所帮助!。
酸性锌镍合金镀层与碱性锌镍合金镀层的性能比较
吴 钢1, 李 宏1, 喻 超2 (1.武汉菲尼克化学有限公司,湖北 武汉 430030;2.武汉风帆电化科技股份有限公司,湖北 武汉 430030)
镀液组成及 工艺条件
Zn Ni 电解质 添加剂 pH 值 温度 阳极 挂镀 滚镀
酸 性 锌 -镍 合 金电镀工艺 25~35g/L 25~35g/L
KCl 少量 5.0~5.5 25~35 ℃ 可 溶 性 锌 、镍 阳 极 1.0~2.0 A/dm2 0.5~1.0 A/dm2
碱 性 锌 -镍 合 金电镀工艺 6~12g/L 0.5~2.0g/L
NaOH 中高 14.0
而碱性锌一镍合金电镀工艺具有在很宽的电流密度范围内合金成分均匀均镀能力优良成本低易处理镀液对管状工件内部未上镀部分具有保护作用等优点心
·22· Mar.2019
Electroplating & Pollution Control
Vol.39No.2
酸 性 锌-镍 合 金 镀 层 与 碱 性 锌-镍合金镀层的性能比较
WU Gang1, LI Hong1, YU Chao2 (1.Wuhan Phoenix Chem.Co.,Ltd.,Wuhan 430030,China; 2.Wuhan Fengfan Electrochemical Technology Co.,Ltd.,Wuhan 430030,China)
除油→水 洗→电 解 除 油→水 洗 →酸 洗 →活化 →水 洗 →超 声 波 水 洗 →预 浸 →电 镀 → 水 洗 →钝 化 →水 洗 →封 闭 →干 燥
镀锌分那几种类型?分别是什么?

镀锌分那几种类型?分别是什么?镀锌电解液的分类及它们的优缺点目前我国应用的镀锌工艺分为碱性镀锌和酸性镀锌两大类。
碱性镀锌分为氰化镀锌和锌酸盐镀锌(zincate bath),氰化镀锌又分为高氰、中氰、低氰镀锌。
锌酸盐镀锌就是碱性无氰镀锌。
酸性镀锌目前主要是指氯化钾镀锌。
部分地区也有少数工厂应用氯化铵镀锌。
硫酸盐镀锌由于应用了高浊点、综合性能好的载体光亮剂和主光亮剂,应用量不断扩大,特别在我国北方地区(镀锌工艺的类型和镀液基本成分见表7-1)。
表7-1 镀锌工艺的类型和镀液基本成分/(g/L)由于氰化物对环境的污染严重,加之许多工厂没有完善的环保设施,排水超标较多,在国家实施清洁工艺生产的今天,本章重点介绍氯化钾镀锌、锌酸盐镀锌以及低氰镀锌的添加剂。
(一)氯化钾镀锌工艺的优缺点1.优点:①氯化钾镀锌组成中无铵、无络合剂和螯合剂。
电镀废水处理比较简单。
②电流效率高达96%~99%,沉积速度快,约可增加25%~30%的产量,并可直接在难镀的基体材料如铸铁、锻钢、高碳钢等上镀锌。
③镀液导电性好,槽压低(挂镀3~5V、滚镀6~8V),能源消耗比氰化镀锌、锌酸盐镀锌低,约可节电50%之多,而且镀液操作温度宽(5~65℃),适应性很强。
④镀锌层结晶细致,具有极佳的光亮度和整平性,类似亮镍、亮铬的色泽。
⑤该工艺所得的镀层,适合低铬、超低铬钝化和三价铬钝化。
钝化膜色泽鲜艳,特别是白色、蓝白色钝化膜酷似装饰铬镀层。
⑥镀层延展性良好,加厚也不易龟裂和起泡,20μm厚的锌层无明显脆性。
⑦镀液稳定,操作维护简单可靠,镀液成本费用低廉。
2.缺点:①镀液中有大量的氯离子,对设备有一定的腐蚀。
②对镀前处理要求较高,工件入槽前脱脂、除锈要干净,工件保持活化状态,才能保证锌层与基体良好的结合力。
③镀液中铁杂质容易积累,如果不及时除去,沉积到锌层中就会导致钝化膜容易变色。
④镀液添加剂中表面活性剂含量高,有机物或杂质较多,镀层耐蚀性不及氰化物和锌酸盐,排放的电镀废水虽容易处理重金属,但COD含量较高。
碱性锌酸盐镀锌工艺简介

碱性锌酸盐镀锌工艺简介碱性无氰镀锌为环保型的镀锌,镀液不用剧毒的氰化物,废水易处理。
但不同年代开发的添加剂,特点各有差异。
20世纪70年代的国产碱性无氰镀锌镀液的特点是①镀层结晶细密,光泽好,分散能力和深镀能力接近氰化镀液;②镀液稳定、操作维护方便;③对设备无腐蚀性;④综合经济效益好。
这种镀液亦存在沉积速度慢、允许温度范围窄(高于40%不好)、厚度超过15μm时有脆性。
20世纪90年代进口的碱性无氰镀锌添加剂的特点是①高分散能力,高低电流区镀层厚薄非常均匀,高电流区(4A/dm2)与低电流区(0.2A/dm2)镀层厚度比为l.2~1.5(一般产品为2.0~3.0),大大节省锌的耗量,同时节省了成本;②低脆性,厚度20μm,可以任意弯曲,镀层不脱落;在200℃下恒温烘烤60min后立即浸入冷水中骤冷,镀层不起泡;③深镀能力超过氰化镀锌,低电流区沉积速度更快,镀层厚,出光后不会漏镀。
这类工艺存在光亮度较低,抗杂能力较差,镀层易发黄、发雾,镀液不耐高温,需要冷却。
例如安美特3000、开宁100#工艺。
进入21世纪后,中国碱性无氰镀锌添加剂综合性能达国际领先水平,不但具有20世纪70年代DPE-Ⅲ的高光亮特性与90年代进口光剂的无脆性、高分散能力特性,解决了因镀层高光亮造成的脆性问题,亮度与酸性镀锌相媲美。
因镀层更光亮,所以蓝白钝化,不易发黄;镀液耐温性更佳,45℃也能镀出光亮产品;操作范围宽广,赫尔槽6A电流时试片仅有0.5cm烧焦,赫尔槽0.2A电流时试片也能光亮,适合于大面积工件及复杂零件的电镀;抗杂能力强,普通片碱、自来水即可使用。
1、碱性锌酸盐镀锌工艺规范碱性锌酸盐镀锌主要成份的范围一般为:锌8-16g/L,氢氧化钠105-140g/L,添加剂适量,锌碱比10-14:1,温度15-45℃,电流密度1-5A/dm2。
2、槽液配制槽液配制可采用以下两种方式:注意,可用自来水配制,但水的硬度不能过高,不管怎样,如需较好的镀层,至少要用纯水(电导率≤10us)配制新槽。
锌酸盐镀锌工艺的特点
碱性锌酸盐镀锌是最早寻成功开发的无氰镀锌新工艺。
现在已成为取代氰化物锡镀锌主流工艺。
无氰光亮锌酸盐液镀锌是从光亮氰化物镀锌演变来的,这种演变能,哆成功的理论依据是发现低氰或微氰镀液中氰化物的作用主要是掩蔽杂质而不是改变放的结构,其作用不像配位剂而更像添加剂,镀液中的放电离子仍然是锌酸盐。
因此低氰或微氰镀锌液中可以用其他杂质掩蔽剂(如三乙醇胺)来取代氰化物。
碱性锌酸盐镀锌工艺的优点:①成分简单,易于操作和管理;②镀液的分散能力和覆盖能力好;
③镀层容易进行铬酸盐钝化及无铬钝化,特别适用于三价铬钝化,膜不易变色;④镀液不含任何络合剂,废水处理筒茸清生产的想工艺之一。
碱性锌酸盐镀锌工艺的缺点:①阴极电流效率较低,一般为60%~80》0,多用挂镀锌;②深圳电镀设备基体的适应性不及氯化钾镀锌,对难镀基体存在渗氢的危险,不易齜上;③镀锌层硬度较大,韧性不如氰化镀锌层,一般厚度小于15)um。
更多电镀设备,详见。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
酸性镀锌镀液PH值在4-6(PH值越小,酸性越强;PH值越大,碱性越强。
一般从0-7属酸性,7-14属碱性。
)目前镀锌工艺主为碱性锌酸盐和酸性氯化钾镀锌。
酸性镀锌(氯化钾镀锌)
优点:1、镀层鲜艳。
2、镀覆速度快,效率高,成本较低。
缺点:1、镀锌层为片状,结合力差,易脱落。
2、防腐能力差,镀层的耐盐雾性能实验无法保证。
3、镀层脆性大,时间长钝化膜易变色。
碱性镀锌(锌酸盐镀锌)
优点:1、镀层结合力较好,镀锌层为柱状结构;
2、防腐蚀能力强,镀层的耐盐雾性能试验较好,可达到72小时以上;
3、彩色钝化膜附着能力好,不易变色。
缺点:1、镀前处理要求较高;
2、电阻率大,生产效率低;
3、电镀时碱味重,刺鼻。
4、色彩相对较暗,不如酸锌鲜艳。
根据两种不同镀锌的优缺点,酸性镀锌无法保证产品符合ROHS标和要求,质量无法保证,应采用碱性镀锌工艺。