出货检验记录表
口罩出货检验记录表英文版

Identification
material object
1.Stickers of self-adhesive bar code and warning words are correct in content and position
4.The product protection is reasonable and proper, the inner and outer packaging are well matched, and there is no forced extrusion deformation
5.All kinds of packing are in good condition without looseness and cracking, and the sealing tape fits well with the packing box
Packing
mode
1.The packaging method is correct
2.Do not misplace or omit; do not mix foreign matters (hair, insects, etc.)
3.Products are placed in the right order or direction
Inspector
Approved by
5
Performance testing
Height 120cm, free fall test three times, no card opening
散件出货检验记录表(通用)

2.膜厚:12um--15um
钣金 涂装类
电泳
3.硬度:>2H
4.划格附着力: 0级 / 5B 若客户有特殊要求,则按照客户要求执行 5.外观:无露底、起泡、划伤、变形等现象 依据《外观检验标准》执行
4.装配后各个缝隙均匀
1.若有SOP&SIP规定,则按照SOP&SIP执行
2.若无SOP&SIP规定,则按照电子3D文档组装执行
组装 (组件发货)
3.装配后门&盖板开关无干涉、异响
4.装配后各个缝隙均匀
5.所有紧固件安装到位,螺钉无漏拧、虚拧,铆钉无漏铆、铆接不到位等现象
附件
1.若有SOP&SIP规定,则按照SOP&SIP执行,不得漏放、错放 2.若无SOP&SIP规定,则按BOM分类执行,不得漏放、错放
客户: P/N
散件出货检验记录表(通用)
发货 数量
检验 数量
合格 数量
检验内容
1.颜色:依据客户要求
电镀类
镀锌 镀铬
2.膜厚:>5um 若客户有特殊要求,则按照客户要求执行 3.划格附着力:0级 / 5B 4.外观:无露底、橘皮、划伤、变形等现象 依据《外观检验标准》执行 1.颜色:依据色板 2.膜厚:>12um 若客户有特殊要求,则按照客户要求执行 3.划格附着力:0级 / 5B
塑胶/亚克 外观:不可有损坏、划伤、色差、变形、毛边、变形等现象 力/尼龙类 依据《外观检验标准》执行
1.表面无脏斑、手印,标签不得翘角 标签类
2.若标签有字体印刷,则字体必须清晰
出货检验记录表

出货检验记录表
客户
订单编号
数量
品名
制造日期
检测日期
料号
检验方式
ቤተ መጻሕፍቲ ባይዱ
■抽检; □全检
检测数量
材质
检测标准
检查 项目
标准尺寸(mm) 上偏差 下偏差
1
实测数据(mm)
2
3
4
检测 判定
5
工具 结果
备注
1
2
3
4
5
6
7
8
尺寸 (mm)
9
10
11
12
13
14
15
16
17
1
性能 测试
2
3
外观
依照外观标准及外观限度样
抽样计划
检验 结果
□OK; □NG
包装
依照包装图纸及包装检验标准
抽样计划
检验 结果
□OK; □NG
环保 要求
是否符合客户RoHS环保要求
□符合; □不符合; □其他
测试报告编号:
颜色
依照产品规格书和标准样品
□金色; □银色; □灰色; □咖啡金; □其他
综合判定:
□合格; □不合格; □其他
1.附送性能测试品数量:
PCS;
2.送备品(产品)数量:
PCS;
检验员:
审核:
核准:
电池出货检验记录表

客户
电芯生产日期
订单号
生产批号
品牌
订单数量(PCS)
型号
检验日期
检验依据
GB/T2828.1-2000
检验结果
项目
抽样方法
抽样数量
验收标准
不合格数量
判定
Ac
Re
电池外观
重缺陷
一般检验水平Ⅱ
□合格 □不合格
轻缺陷
开路电压
一般检验水平Ⅰ
□合格 □不合格
短路电流
特殊检查水平S-3
□合格 □不合格
总高
n=20
□合格 □不合格
外径
n=20
□合格 □不合格
包装单位外观
重缺陷
一般检验水平Ⅰ
□合格 □不合格
轻பைடு நூலகம்陷
包装箱
特殊检查水平S-3
□合格 □不合格
包装方式
□合格 □不合格
验电标准
开路电压:
短路电流:
电池日期码
测试数据
外径
总高
开路电压
短路电流
最终判断
□合格□不合格
放电范围
检验员
审核
批准
OQC出货检验程序(含表格)

OQC出货检验程序(ISO9001-2015)1.0目的:为确保生产线所生产的成品品质符合客户品质要求,对整个出货检验过程进行有效的管理,特制定本程序.2.0范围:适用于汕头市万晖实业有限公司所有产品出货品质检验作业.3.0职责:3.1OQC:出货品质检验、品质判定、状态标识、异常反馈与跟踪、检验结果记录。
3.2QE:制定或修订出货品质检验标准、异常原因分析、异常跟踪及作业指导。
3.3生产部:出货待检通知、不合格批的重工作业、不合格品处理.3.4仓库:成品入库管理、库存超保质期成品再检通知。
3.5业务部:成品特采申请、重工作业安排.4.0定义无5.0作业内容5.1入库成品待检通知生产部入库待检的成品必须是经FQC全检并判定合格(需贴合格标识)的产品,入库前需核对入库数量与检验数量是否相符,最后将待检之成品移入成品仓库指定的出货待检区域。
然后开立《出货待检通知单》通知OQC进行出货检验。
5.3出货品质检验作业5.3.1检验依据OQC检验时依据《成品检验规范》、《产品检验标准书》、工程样办等对产品进行品质检验和判定,抽样作业时按照MIL-STD-105E普通Ⅱ级抽样,合格质量允收水准(AQL):致命缺陷(CRI):0、主要缺陷(MAJ):0.65、次要缺陷(MIN):1.5,若客户有特别要求按照客户要求的允收水准进行抽样作业,具体参照《抽样检验计划》执行.5.3.2检验项目检验项目包括:外观/尺寸/结构/特性/包装/标识等项目,具体检验项目参照《成品检验规范》中规定检验项目进行检验.5.3.3OQC出货检验作业时应按照抽样计划规定的抽检数量从待检批中的不同部位、不同箱号的箱子中抽取指定数量进行检验,尽量减少不量流入客户端.检验完成后需在《出货待检通知单》上进行品质判定,然后将《出货待检通知单》归还生产部.5.3.4正常情况出货检验需在6个工作小时内完成,急出货情形需在2个工作小时内完成检验.检验结果是否合格都需真实且详细的记录于《OQC成品检查报告》上,以便追溯和统计分析.5.3.5经OQC检验合格批次,由生产部门填写《成品入仓单》办理入库.5.4检验状态标识检验合格在标签上盖PASS印章,不合格贴红色REJECT标签,特采使用贴黄色特采使用标签.挑选或加工使用则贴挑选/加工使用标签.具体参考《产品标识与追溯性控制程序》.5.5品质异常反馈及处理经抽检判不合格批次,需在产品外箱上贴上红色的不合格(REJECT)标签,并将判定结果记录于《成品待检通知单》上并归还仓库,同时OQC开立《出货检验异常报告》给OQC组长确认/主管审核/经理核准,然后由业务/PMC/生产/品质/工程等相关单位会签评审.最终由(副)总经理批准,不合格批的处理方式按(副)总经理批准意见执行,会签完后将此单给责任单位进行原因分析和制定改善对策,至于检验发现之不合格品的处理方式参照《不合格品的控制程序》执行.5.6特采放行作业5.6.1经OQC检验不合格批产品,经公司(副)总经理批准决定特采使用的,由业务开立《特采申请单》并附上《出货检验异常报告》给品质部/工程部/生产部/PMC等相关单位会签评审,由公司(副)总经理批准执行,最后由OQC将不合格标签撕下,在标签上盖PASS印章,若是经客户同意特采使用需在外箱贴特采使用标识.5.7不合格批重工再检判重工的不合格批,OQC需对重工过程进行跟踪(包括重工项目是否与反馈之项目相符,重工之数量是否与判退的数量相符等内容),重工后生产部必须重新报验此批,并在《出货待检通知单》上注明”已重工”字样.重工再检OQC必须再次填写《OQC成品检查报告》,报告上需详细注明为”重工再检”字样,并详细记录《出货检验异常报告》编号和其他相关信息,以便于追溯.5.8库存成品再检所有库存成品超过保存期限,仓库必须重新提报给OQC重检和判定.重检后原标识需更换,若重检判不合格,需开立《出货检验异常报告》给相关单位会签评审,不合格批的处理参照5.5/5.6/5.7执行,不合格品参照《不合格品控制程序》执行.5.9控制计划的传递和执行5.9.1在新产品投产之前,由品质经理针对此项产品的特殊特性内容,对检查员进行培训,要求品管员严格按特殊特性的内容执行检查。
出货检验记录表
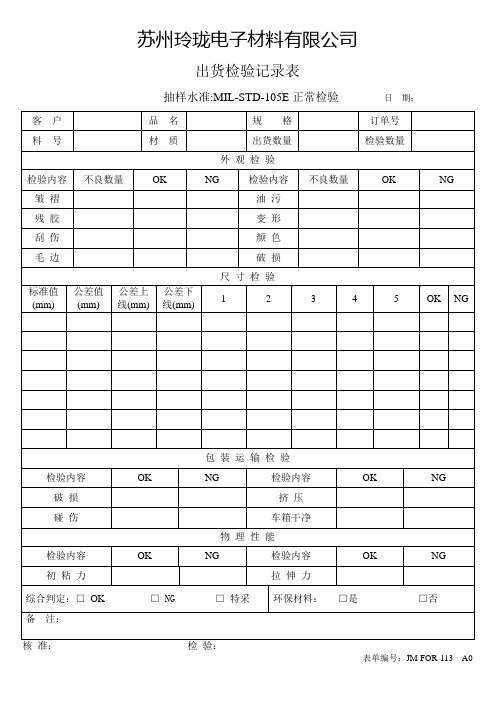
检验内容
OK
NG
检验内容
OK
NG
破损
挤压
碰伤
车箱干净
物理性能
检验内容
OK
NG
检验内容
OK
NG
初粘力
拉伸力
综合判定:□OK□NG□特采
环保材料:□是□否
备注:
核准:检验:
表单编号:JM-FOR-113A0
苏州玲珑电子材料有限公司
出货检验记录表
抽样水准:MIL-STD-105E正常检验日期:
Hale Waihona Puke 客户品名规格订单号
料号
材质
出货数量
检验数量
外观检验
检验内容
不良数量
OK
NG
检验内容
不良数量
OK
NG
皱褶
油污
残胶
变形
刮伤
颜色
毛边
破损
尺寸检验
标准值(mm)
公差值(mm)
公差上线(mm)
公差下线(mm)
1
2
3
4
5
OK
NG
成品出货检验记录表

销售订单号:
摆机时间
产品型号
控制盒编号
序 号
检验项目
检验/老化开 始时间 产品编号 摄像头编号
业务员
检验标准
检验结果
完成时 间 规格制式 线圈编号
检验开 检验结 始时间 束时间
检验人 员签名
备注
1 连接检验 各配件连接正确、连接牢靠
各表面擦拭干净,无刮伤、碰 2 外观检验 伤、裂纹,面贴无歪斜、气
泡,金属件无锈迹,
3
开机检验
开机正常、图像正常、各指示 灯亮度正常
4
充电检验
电池充放电正常、充电器指示 灯正常
5 敲击检验 图像正常、内部无异物、异响
6
调光检验
摄像头LED灯亮度正常、图像无 异常
7 接地检验 图像无异常、摄像头LED无异常
拉伸图像无异常、摄像头LED灯
8
拉伸弯曲检 亮度正常,弯曲摄像头弹簧无
验
卡滞、图像无异常、摄像头LED
灯亮度正常
9
旋转检验
旋转10圈以上,图像正常、无 干扰、摄像头LED灯亮度无异常
10
录像检验
图像清楚、声音清晰,多倍速 度观看无卡滞、死机。
11 按键检验 弹性良好、功能正常
12
打字测试
键盘弹性良好、各键盘字母对 应正确,打字字迹清晰
13
拉扯弯曲 检验
拉扯弯曲各半成品连接线,图 像无异常、各指示灯正常、摄 像头亮度正常
14 信号检验 信号发射正常
15 焦距测试 焦距正常
16 防水检验 放入1m深的水中浸泡1H无异常
17 老化测试 通电工作10H无异常
18 震动测试 振动仪上振动1H检验无异常
出货成品品质稽查表
出货成品品质稽查表1. 引言出货成品品质稽查表是用于检查和记录出货的成品产品的品质情况的工具。
通过对成品的各项关键指标进行检查和评估,可以确保产品的质量符合预期标准,并及时发现和纠正潜在问题。
本文档将详细介绍出货成品品质稽查表的使用方法和主要内容。
2. 稽查表主要内容出货成品品质稽查表包含以下主要内容:2.1 产品信息•产品名称:填写产品的名称或型号。
•批次号:填写产品的批次号码,用于追溯产品的生产情况。
•出货日期:填写产品出货的日期。
2.2 外观检查•外观完整性:检查产品是否有损坏、划痕、裂纹等外观缺陷。
•外观颜色:检查产品颜色是否与标准颜色相符。
•标识和标签:检查产品是否有正确的标识和标签。
2.3 尺寸和重量•尺寸:测量产品的长度、宽度、高度等尺寸是否符合要求。
•重量:测量产品的重量是否符合要求。
2.4 功能性能•功能测试:对产品的功能进行测试,确保产品在正常使用条件下能够正常工作。
•性能指标:检查产品的性能是否符合预期指标。
2.5 包装和运输•包装完整性:检查产品包装是否完好无损。
•标签和说明书:检查产品包装中是否包含正确的标签和说明书。
•运输损坏:检查产品在运输过程中是否有损坏情况。
3. 使用方法使用出货成品品质稽查表的步骤如下:3.1 填写根本信息在“产品信息〞局部填写产品的名称、批次号和出货日期。
3.2 外观检查根据产品的外观标准,对产品进行检查,将检查结果填写在相应的检查项中。
3.3 尺寸和重量检查使用相应的工具测量产品的尺寸和重量,并将测量结果填写在相应的检查项中。
3.4 功能性能检查根据产品的功能要求,进行功能性能测试,并将测试结果填写在相应的检查项中。
3.5 包装和运输检查对产品的包装进行检查,确保包装完好无损;检查是否有正确的标签和说明书;检查是否有运输损坏情况,并将检查结果填写在相应的检查项中。
3.6 总结和评估根据填写的检查结果,总结和评估产品的品质情况,确定是否满足出货要求。
出货检验记录表

207
OK
62-445400-0CL6L
900
NG
62-445400-0CL6L
200
OK
62-445400-0CL9B
380
NG
55-460050-0CL
1350
OK
55-957290-0HX
1756
OK
62-S98104-00021
800
OK
62-967600-0UFG
20
NG
62-967600-0UFG
6月20日 注塑一厂 20132114
PSG13-172N
21F7面
55-460050-0CL
390
OK
6月20日 注塑一厂 20132115
TXP1300207
32E5500胶框
62-967600-0UFG
1000
NG
6月20日 注塑一厂 2013216
1100028841
55E5500底座
02-970620-00001
50
NG
不良信息描述
漏贴标签3箱 标签状态未打 下支架尺寸偏大40个丝
纸箱太烂,漏装脚垫,碰划伤 尺寸偏大40个丝计划送王牌
处理方案
补贴 已重新打OK
已返工OK
已返工OK
6月15日 注塑一厂 20132085
SRC1300017
32E5500胶框
62-967600-0UFG
10
NG
6月16日 注塑一厂 20132087
物料名称 21F7面
39F2590底座 21V18面 21V18面 21V18框 21V18框
21V18底座 21V18底座 21V18底座
成品出货检验报告(模版 )

GB2828.1-2003 Ⅱ级, AQL=0.65
GB2828.1 S-2 Ac=0 Re=1
GB2828.1 S-2 Ac=0 Re=1
螺纹塞规 螺纹规+卡尺
数显卡尺
检验记录
出货日期
不合格数 判定 CR MA MI (Y/N)
备注
*Φ54.5±0.1 *1.1+0.50
*Φ47.5+0.20 *14±0.1
0015pcs季ac0re1小计na核准材质备注序号检验日期包装配置及摆放不合格数判定yn异常处理订单号出货数量外观logo4二氧化硫测试试气表面处理审核量具名称及编号抽样方案抽样数出货日期检验员检验记录成品出货检验报告综合判定品号客户品名检验项目gb2828
□ 整组
成品出货检验报告
品号
106226(400257538)
螺纹规+卡尺 目视
5
二氧化硫测试
依GSO481.1.001
5PCS/季 Ac=0 Re=1
பைடு நூலகம்小计
N/A
综合判定
异常处理
核准
审核
检验员
Page 1 of 1
表单编号:JY-FQC0001 版次:V1-20130603
数显卡尺 数显卡尺 塞规(JY-SG0103) 数显卡尺
*Φ18.3±0.1
数显卡尺
*2-Φ15.3±0.1
数显卡尺
4
尺 寸
*3-1.60-0.2 2-M5-6H *7.5+0.50
阀芯孔位置:
*Φ42±0.1、
2-8.3、9.9、5.8
数显卡尺 螺纹塞规 螺纹规+卡尺
位置检具 (JY-WZ0001)
3、学校食堂食品进货查验、出库记录表
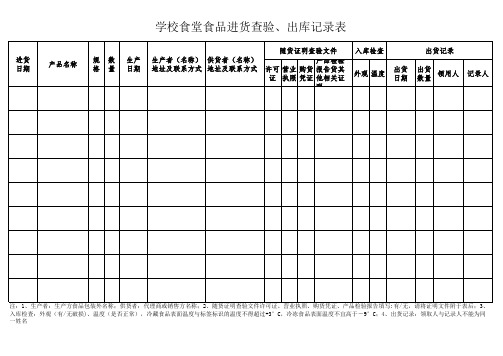
学校食堂食品进货查验、出库记录表
进货 日期
产品名称
规数 格量
生产 日期
生产者(名称) 供货者(名称) 地址及联系方式 地址及联系方式
随货证明查验文件
产品检验 许可 营业 购货 报告货其
证 执照 凭证 他相关证 明
入库检查 外观 温度
出货 日期
出货记录
出货 数量
领用人
记录人
注:1、生产者:生产方食品包装外名称;供货者:代理商或销售方名称;2、随货证明查验文件许可证、营业执照、购货凭证、产品检验报告填写:有/无,请将证明文件附于表后;3、 入库检查:外观(有/无破损)、温度(是否正常),冷藏食品表面面温度不宜高于-9°C;4、出货记录:领取人与记录人不能为同 一姓名
成品点检记录表
界面尺寸、螺纹
默认值:AQL=1
绝缘子界面尺寸
高度规、螺纹规
插针、插孔界面尺寸
螺纹配合
关键尺寸
默认值:AQL=1.5
数显卡尺
其它尺寸
默认值:AQL=2.5
数显卡尺
驻波比
图纸标注值:
网络分析仪
三阶互调
图纸标注值:
绝缘电阻测试仪
可靠性能
图纸标注值:
低电阻测试仪
其它性能要求
图纸标注值:
网络分析仪
加严检验
近期该产品问题反馈:
(如有,填写相应反馈)
相应检验措施
包装检验
产品标识、数量正确,包装可靠
目测
散件检验
符合图纸和型号数量正确
相应检测量具
综合判定:
检验员:
日期:
备注:让步接受和特采放行需生产部、品质部、技术部经理签字,经总经理批准后放行并标识。
部门评审结果:
生产部:
签名:
技术部
签名:
品质部: 签名:
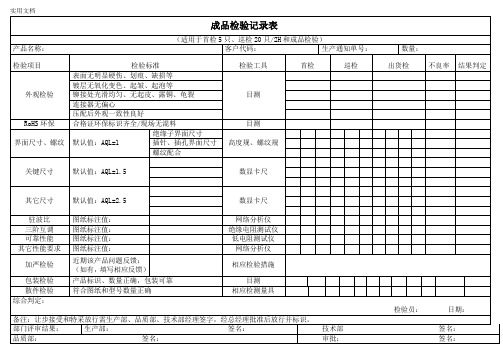
成品检验记录表
(适用于首检5只、巡检20只/2H和成品检验)
产品名称:
客户代码:
生产通知单号:
数量:
检验项目
检验标准
检验工具
首检
巡检
出货检
不良率
结果判定
外观检验
表面无明显硬伤、划痕、缺损等
目测
镀层无氧化变色、起皱、起泡等
铆接处光滑均匀、无起皮、露铜、龟裂
连接器无偏心
压配后外观一致性良好
RoHS环保
合格证环保标识齐全/现场无混料
审批:
签名:
电风扇检验记录表1
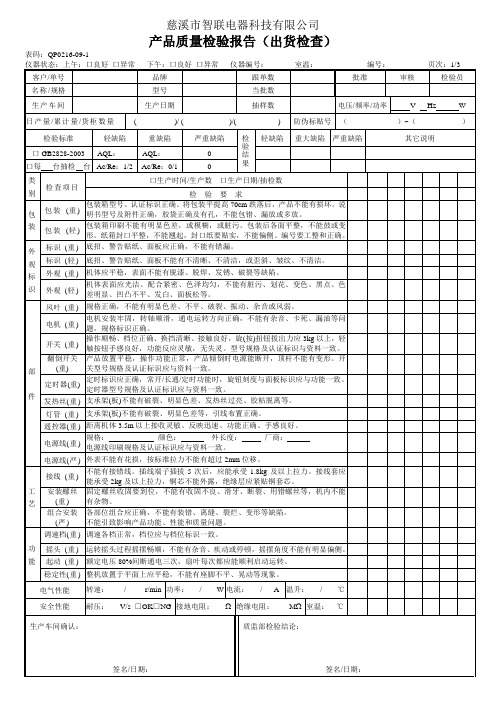
包装箱印刷不能有明显色差,或模糊,或脏污。包号要工整和正确。
外观标识
标识(重)
底招、警告贴纸、面板应正确,不能有错漏。
标识(轻)
底招、警告贴纸、面板不能有不清晰、不清洁,或歪斜、皱纹、不清洁。
外观(重)
机体应平稳,表面不能有脱漆、脱焊、发锈、破裂等缺陷。
防伪标贴号
()~()
检验标准
轻缺陷
重缺陷
严重缺陷
检
验
结
果
轻缺陷
重大缺陷
严重缺陷
其它说明
口GB2828-2003
AQL:
AQL:
0
口每台抽检台
Ac/Re:1/2
Ac/Re:0/1
0
类别
检查项目
口生产时间/生产数口生产日期/抽检数
检验要求
包装
包装(重)
包装箱型号、认证标识正确。将包装平提高70cm跌落后,产品不能有损坏。说明书型号及附件正确,胶袋正确及有孔,不能包错、漏放或多放。
外观(轻)
机体表面应光洁、配合紧密、色泽均匀,不能有脏污、划花、变色、黑点、色差明显、凹凸不平、发白、面板松等。
部
件
风叶(重)
规格正确,不能有明显色差、不平、破裂、振动、杂音或风弱。
电机(重)
电机安装牢固,转轴顺滑,通电运转方向正确,不能有杂音、卡死、漏油等问题,规格标识正确。
开关(重)
操作顺畅、档位正确、换挡清晰、接触良好,旋(按)扭钮拔出力应3kg以上,轻触按钮手感良好,功能反应灵敏,无失灵。型号规格及认证标识与资料一致。
灯管(重)
支承架(板)不能有破裂、明显色差等,引线布置正确。
遥控器(重)
距离机体3.5m以上接收灵敏、反映迅速、功能正确、手感良好。
电镀产品出货检验报告表单样板

检验日 期:
客户名称
品名
检验依据
检验项目
GB/T3
检验工具1ˎ电镀层厚度源自X-RAY金属表面处理
出货检验报告
订单号码
订单数量
文 件
产品料号
重量
Kg
内 部电镀
检验标准/方法
件数(盘/箱)
生产批号
其它
检验记录/留样
AU Ni BSn Zn MSn 其它
5 U" 50 U"
10 um 5 um 10 um
U"
2ˎ外观检验
目视 放镜
电镀层表面无异色,麻点,白点,起泡以及 歪PIN,变形等 异常现象
判定标准
3ˎ附着性 4ˎ焊锡测试
3M胶带 类嘴钳
采用无牙尖嘴钳将试样折弯90底来回一次后 拉平,将3M试纸胶用力粘贴于折弯平面处后 迅速拉起,观察试剥胶及产品试剥离区域表 面无起皮或脱落的现象。
环保焊锡炉
将产品焊锡部位浸入260±5℃焊锡炉内,停 留3-5秒钟后提起,观察焊锡部位的吃锡面积 达95%以上,且 平滑 饱满。
5ˎ高温测试
高温烤箱
6ˎ环保管控标准 委外测试
7ˎ包装检验
目视
最终品质判定
批准
将产品放入260±5℃高温炉内烘烤 MIN,观 察产品表面无发黑ˎ发紫,发红,流锡等异常现 象。
查询报告符合行规及客户环保管控标准
收料方向 正确,无松散,破损,符合客户要 求。
合格(OK)
审核
详见SGS测试报告
不合格(NG)