刻字宏程序 可变量
宏程序时间变量用法

宏程序时间变量用法宏程序时间变量用法,让你的加工如有神助!嘿,朋友!今天我要给你唠唠宏程序里时间变量这个超厉害的玩意儿,学会了它,能让你的加工效率蹭蹭往上涨!咱们先来搞清楚啥是时间变量。
简单说,时间变量就像是一个专门记录时间的小秘书,它能帮咱们在加工过程中准确掌握时间,做出各种神奇的操作。
那咋用这个时间变量呢?别着急,我给你一步一步说。
第一步,咱们得先在程序开头把这个“小秘书”请出来。
就像你邀请好朋友来家里做客一样,得先给它安排个位置。
比如,用“#500 = 0”这样的语句,这就相当于给时间变量 #500 初始化,让它从零开始准备工作。
我跟你说,我刚开始学的时候,这一步老是忘,结果程序跑得乱七八糟,就像没头的苍蝇到处乱撞,闹了不少笑话!第二步,在程序运行的过程中,要让这个时间变量开始工作,记录时间。
这时候就得用到系统自带的一个函数,叫做“#500 = #500 + 0.001 * 运行时间”。
这就好比给小秘书手里塞了个秒表,它能精准地把每一秒都记下来。
有一次,我不小心把这个公式写错了,结果时间变量完全乱套,加工出来的东西那叫一个惨不忍睹啊,被师傅好一顿批!第三步,根据记录的时间来控制程序的走向。
比如说,如果时间超过了某个设定值,就执行某个特定的操作。
这就像你跑步,设定跑 30分钟就休息,时间一到,立马停下。
我有一回,设定的时间太紧张了,程序还没完成任务就被我强行喊停,那场面,就跟心急吃不了热豆腐一样,全搞砸啦!再给你举个例子,假如咱们在加工一个零件,要求加工10 分钟后,刀具要进行一次自动补偿。
那咱们就可以这样写程序:```#500 = 0 ; 初始化时间变量N10 ...... ; 加工的程序段#500 = #500 + 0.001 * 运行时间 ; 让时间变量开始记录IF [#500 GT 600] THEN ; 如果时间超过 10 分钟(600 秒)...... ; 执行刀具补偿的程序段ENDIF```你看,是不是挺简单的?但要注意啊,这里面的每个步骤都不能马虎,不然就会像我之前那样,出一堆乱子。
宏程序变量
1.变量:正如计算机程序设计中的变量一样,数控程序中也需要使用变量。
要进行程序流程控制,变量是必不可少的。
数控编程中的变量用符号#跟一个整数表示。
例如#1就是一个变量。
给变量赋值的方法和计算机编程一样,如#1=5。
(相当于basic或C语言的a=5,pasc al的a:=5。
)数控编程中的变量按作用域可分为三类:局部变量、全局变量、系统变量。
#1~#33是局部变量,局部变量只在本程序内起作用;#100~#199、#500~#599(现在很多系统都不止599了)是全局变量,在所有程序中起作用;#1000以上的是系统变量,控制着机床运行的各种状态,不要轻易修改。
局部变量不能在程序运行时再加以修改,只能由程序控制。
在使用局部变量时,必须在程序中赋初值。
全局变量可以程序运行时人为地加以修改。
在使用全局变量时,可以不在程序中赋初值,而在加工时打入所需值。
补偿量的本质是变量。
#0是空变量(相当于pascal的nil,C的NULL),不能给#0赋值。
注意:空变量和0是不同的。
正像在pascal里定义一个指针型变量p,则如下两句程序是不同的:p:=nil、p^:=0。
(或者C语言里的p=NULL、*p=0)当#1为0时,G1X100Y#1相当于G1X100Y0,而当#1为空时,G1X100Y#1相当于G1X100。
当#1为0时,G#1X100相当于G0X100,而当#1为空时,G#1X100相当于X100。
表示变量的#号后面的数也可以是表达式或变量。
例如,已知#1=5,#2=30,#3=25,#4=0,#5=80则#6=#[#1]相当于#6=80;#[3+4]=128相当于#7=128;#8=#[#4]相当于#8为空;#9=#[#2-#3]相当于#9=80;G#4X#2*#1Y#[#4]相当于G0X150。
变量可以自增或自减,变量经过运算后的值可以赋给自身。
例如,当前#1=3;则执行#1=#1 +1后#1的值是4。
宏程序
宏程序什么是宏程序?数控程序中含有变量的程序称为宏程序宏程序由于允许使用变量、算术和逻辑运算以及条件转移等使得编制相同的加工程序更简便。
宏程序主要用于编写二次曲线加工程序和加工类似零件以及其它特殊场合什么是变量?相对于常量而言,变量就是指可以根据用户的需要随时变化的量变量的表示方法:◆变量符号(#)+变量号如:#1 #100◆变量号可用表达式来代替表示如:#[#1+2] 表达式必须封闭在[ ] 内⏹变量的使用1、在地址符后面直接指定变量号或公式格式:<地址符>#I<地址符>-#I<地址符>[公式]例:F#1 设#1=100 则为F100Z-#2 设#2=200 则为Z-200X[#3+TAN[#4]]2、变量号可以用变量代替例:#[#10] 设#10=10 则为#103、程序号、顺序号和程序跳转号不能使用变量例:O#1 /#2 G00 X100 N#3 Z1004、地址符引用的变量号所对应的变量都有具体的数值范围例:#10=150 则M#10是不允许的5、#0为空变量,没有定义变量值的变量都是空变量6、程序定义变量值时可省略小数点例:#123=150⏹变量值的范围局部变量和公共变量可以为0或下面范围中的值-1047~-10-29或10-29~1047⏹变量的引用在地址符后指定变量号即可引用其变量值。
如:G01 X#1 F0.1当用表达式指定变量时,要把表达式放在括号中。
如:G01 X[#1+#2] F#3被引用变量的值根据地址的最小设定单位自动地舍入如:系统的最小输入增量为1/1000mm 时 #1=12.3456 当指定G01 X#1时,实际指令值为G01 X12.346引用空变量时,地址本身也被忽略变量的分类根据变量号分类系统变量系统变量用于读和写NC 内部数据,系统变量是自动控制和通用程序开发的基础。
1、接口信号接口信号是可编程机床控制器(PMC)和用户宏程序之间交换的信号。
批次号刻字宏程序
批次号刻字宏程序简介批次号刻字是生产制造业中常用的一种管理方式。
它能够帮助生产企业管理产品的生产周期、工艺质量、生产部门等方面的信息,提高生产效率及产品质量。
为了更方便地管理和跟踪产品信息,批次号通常会在产品表面上刻字。
而刻字的过程往往需要手工逐一输入批次号等信息,费时费力,容易产生误差。
因此,编写一份批次号刻字宏程序是非常必要的。
功能1. 通过宏程序,自动收集批次号等信息。
2. 自动在产品表面刻字,在刻字过程中,可以选择字体大小、颜色等参数。
3. 可以将产品信息自动匹配到企业数据库中,方便管理和跟踪产品信息。
实现编写批次号刻字宏程序需要掌握以下技能:1. VBA语言:使用VBA语言编写Excel宏程序。
2. 图像处理:自动刻字需要用到一些图像处理技术,以实现自动识别和刻字。
3. 数据库技术:将刻字信息自动匹配到数据库,需要用到数据库技术,如SQL语句等。
流程1. 设计输入界面:设计一个输入界面,用户可以输入批次号等信息。
2. 引用信息:通过VBA程序,收集刻字信息并调用图像处理技术,生成字体文件。
3. 输出:将生成的字体文件,输出到刻字机中进行刻字。
4. 将产品信息匹配到数据库中:将输入的批次号等信息,自动匹配到企业数据库中。
总结批次号刻字宏程序的编写需要掌握多项技能,包括VBA语言、图像处理、数据库技术等。
但是,一旦编写完成,就可以大大提高生产效率和产品质量,并方便管理和跟踪产品信息。
因此,对生产企业来说,编写一份批次号刻字宏程序的效益是非常明显的。
刻字宏程序_自动刻序列号__FANUC宏程序_加工中心刻字宏程序_流水号刻字宏程序_连号刻字宏程序

刻字宏程序_自动刻序列号__FANUC宏程序_加工中心刻字宏程序_流水号刻字宏程序_连号刻字宏程序刻字宏程序是一种用于加工中心的自动刻序列号的程序,它可以实现流水号刻字和连号刻字功能。
下面将详细介绍刻字宏程序的标准格式和使用方法。
一、刻字宏程序的标准格式1. 程序头部:在刻字宏程序的开始处,需要添加程序头部信息,包括程序名称、作者、日期等。
示例:```O0001 (刻字宏程序)N0002 (作者:XXX)N0003 (日期:XXXX-XX-XX)```2. 变量定义:在刻字宏程序中,需要定义一些变量来存储刻字相关的信息,例如刻字起始位置、刻字间距、刻字内容等。
示例:#1 = 0.0 (刻字起始位置)#2 = 10.0 (刻字间距)#3 = "序列号" (刻字内容)```3. 刻字循环:刻字宏程序需要使用循环来实现连续刻字的功能。
循环可以使用GOTO语句和标签来实现。
示例:```N100 GOTO #1 (跳转到刻字起始位置)N101 G65 P1000 A#1 B#3 (刻字指令,A表示刻字位置,B表示刻字内容)N102 #1 = #1 + #2 (刻字位置增加刻字间距)N103 IF [#1 LT 100.0] GOTO N101 (如果刻字位置小于100.0,则继续刻字)```4. 程序结尾:刻字宏程序的结尾处需要添加程序结束标记。
示例:```M30 (程序结束)二、刻字宏程序的使用方法1. 导入宏程序:将刻字宏程序保存为以.PRG为后缀的文件,并通过FANUC加工中心的控制系统导入宏程序。
2. 设置刻字参数:在加工中心的控制面板上,设置刻字起始位置、刻字间距和刻字内容等参数。
3. 运行刻字宏程序:选择刻字宏程序,并点击运行按钮,加工中心将自动执行刻字宏程序,实现自动刻序列号的功能。
三、刻字宏程序的注意事项1. 刻字位置和刻字间距需要根据实际需求进行调整,确保刻字效果符合要求。
刻字宏程序 自动刻序列号 FANUC宏程序 加工中心刻字宏程序 流水号刻字宏程序 连号刻字宏程序
刻字宏程序自动刻序列号 FANUC宏程序加工中心刻字宏程序流水号刻字宏程序连号刻字宏程序刻字宏程序是一种用于在加工中心上自动刻写序列号、流水号或连号的程序。
在FANUC宏程序中,我们可以使用一些特定的指令和函数来实现这个功能。
下面我将详细介绍如何编写一个FANUC宏程序来实现刻字功能。
首先,我们需要明确刻字的要求和规范。
例如,刻字的字体、大小、位置等。
这些要求将决定我们后续编写宏程序的具体步骤和指令选择。
在开始编写宏程序之前,我们需要了解一些基本的FANUC宏指令和函数。
FANUC宏指令是一种特定的指令集,用于编写FANUC机器人和加工中心的控制程序。
宏函数则是一些预定义的函数,用于实现一些常见的功能,如数学计算、逻辑判断等。
接下来,我们可以按照以下步骤编写刻字宏程序:1. 设置刻字参数:首先,我们需要定义一些刻字的参数,如字体、大小、位置等。
可以使用宏变量来存储这些参数,方便后续调用和修改。
2. 获取序列号:根据需求,我们可能需要自动生成序列号、流水号或连号。
可以使用宏函数来实现这个功能。
例如,可以使用一个计数器来记录当前的序列号,并在每次刻字后自增。
3. 定位刻字位置:根据刻字要求,我们需要确定刻字的位置。
可以使用加工中心的坐标系来定位刻字位置。
可以通过移动加工中心的工具或工件来调整刻字位置。
4. 设置刻字工具:根据刻字要求,我们需要选择合适的刻字工具。
可以使用宏指令来选择刻字工具,并设置相应的刻字参数,如刀具半径、切削速度等。
5. 刻字操作:使用宏指令来实现刻字操作。
可以使用G代码来控制刻字工具的移动和切削操作。
可以根据刻字要求,选择合适的切削方式,如直线切削、圆弧切削等。
6. 刻字结束:刻字完成后,我们可能需要进行一些收尾工作,如清理刻字工具、保存刻字结果等。
可以使用宏指令来实现这些操作。
以上就是一个简单的刻字宏程序的编写步骤。
当然,具体的编写过程还需要根据实际需求进行调整和修改。
在编写过程中,我们可以使用FANUC宏指令和函数来实现各种功能,如数学计算、逻辑判断、循环控制等。
搞CNC加工行业,不知道宏程序怎么可以!
搞CNC加工行业,不知道宏程序怎么可以!由于手机后盖和中框采用金属开始,CNC这个行业也火起来了,也有许多同仁加入CNC这个行业,作为一个现场操作的技术人员,宏程序还是有必要知道的,下面就简单列举一点宏程序基本知识!宏程序首先要用的就是变量,变量是你在写宏程序时必不可少的东西,要知道变量起什么作用,怎么用,变量是你可以赋值,也可以取值。
变量又分局部变量、公共变量、系统变量。
1.局部变量(#1-#33),局部变量初始状态为空,可以用程序或MDI模式输入,可以读可以写,例如#1=10,就是把10写在#1这个变量地址里面,如果写成#1=10;#2=#1;那就是读取了#1变量地址里的10,#2变量地址也会变成10,局部变量当遇到M30或关机断电后就会自动清空。
2.公共变量(#100-#199、#500-#999),共600个变量,公共变量用法和局部变量一样,只是#100-#199遇到M30不会清空,断电关机就会清空,#500-#999断电关机或M30不会自动清空,只能手动清空,另外#500-#999变量可以在参数6031-6032设定保护,例如6031里输入550,6032里输入650,那么#550-#650里的数值就不能被修改或删除了,只能读3.系统变量是在系统中固定的,厂家已经确定了代表什么意思,例如#5021就表示X总坐标,#5022就表示Y总坐标,#5023表示Z 总坐标,#5024表示第四轴总坐标,G54X坐标就是#5221,G55X坐标就是#5241,同理往下推一直到G59X坐标就是#5321,这类坐标的是可读可写,像#3011是表示机床日期,#3012表示机床时间,这类只能读不能写,还有许多系统变量不一一列举,后续用到会写出来,先简单写一点吧,跟着小编的文章到后续,自己写个刻字程式,刀具寿命程式,探头程式还是很随意的!。
数控编程宏程宏入门,变量的认识,由浅入深学会宏程序!

数控编程宏程宏入门,变量的认识,由浅入深学会宏程序!觉得此文对你有所帮助的朋友,请收藏转发!收藏同时也请不要吝惜在评论区给小编任意留言,或文末点个赞!也好让小编知道有多少人看,也是以后更新的动力!1.什么是宏程序?在数控编程中,用户宏程序是数控系统中的特殊编程功能。
所谓用户宏程序其实是把一组带有变量的子程序事先存储在系统存储器中,并通过主程序中的宏程序调用指令调用并执行这一组程序。
由于数控系统的指令功能有限,而宏程序功能可以显著地增强机床的加工能力,同时可精简程序,所以宏程序编程是加工编程的重要补充。
用户宏程序可以用公式来加工零件,例如加工椭圆,如果用常规的编程方法,需要逐点算出曲线上的点,然后用直线或圆弧进行拟合逼近,所以编程时需要计算很多的点。
如果使用用户宏程序,可以直接把椭圆公式编入到程序中,加工零件时系统会自动计算出曲线上各点的坐标,大大减轻了编程的工作量。
2.什么是变量?变量是指在程序的运行过程中随时可以发生变化的量。
普通加工程序直接用数值指定G代码和移动距离;例如,G01和X100.0等,这些数值都是常量,所以一个程序只能描述一个几何形状。
而用户宏程序本体中可以使用变量进行编程,编程时可以使用变量进行算术运算、逻辑运算和函数的混合运算,这样就可以实现编制一个程序,即可加工尺寸不同但是形状相同的工件,加工时只需修改少数几个参数,从而可以使用宏程序执行一些有规律变化的动作。
变量分局部变量,公共变量(全局变量)和系统变量三种。
局部变量是一个在宏程序中局部使用的变量,即只在本程序内起作用。
例如当宏程序A调用宏程序B而且都有变量#1时,由于变量#1服务于不同的宏程序,所以宏程序A中数控cnc的#1与宏程序B 中的#1不是同一个变量,因此可以赋于不同的值,相互间互不影响。
局部变量不能在程序运行时加以修改,只能由程序控制。
在使用局部变量时,必须在程序中赋初值。
当断电时,局部变量被初始化为空,调用宏程序时,自变量对局部变量赋值,公共变量贯穿于整个程序过程,即在所有程序中起相同的作用。
一文搞懂数控车宏程序的变量及应用,值得收藏!
邹军:邀你一起学CNC宏程序编程(基础篇)《宏程序编程》3.0版本,是军哥的第三套宏程序教程。
主要传授数车宏程序编程。
当我自己写了这么多套教程,我才发现其实市面大部分书籍,资料都太垃圾。
为什么这么说呢?先看看下面截图内容:这是市面上销量不错的宏程序书籍中的内容,军哥截取了部分。
没有对比就没有伤害,军哥给你分享《宏程序编程》3.0版本宏变量的内容。
学宏程序之前要先学变量。
1,什么是变量军哥,你经常说玩宏就是玩变量,什么是变量啊?一脸迷惑的小白想从军哥这得到答案。
军哥把桌上的电脑转动到小白面前,让他先看了看下面这个零件图。
问道,你该知道这个零件如何编写程序吧。
小白一看,这个简单,不就车外圆吗?自己计算点位坐标一句一句写代码,于是………..G0X42.Z2.X36.G01Z-30.F0.1X42.G0Z2.X32.G01Z-30.F0.1…………这种办法可以编写出来,但是OUT了,小白突然想起G90,G71等循环指令,是的,G90 G71等循环指令,其实是系统厂商用宏程序开发出来的G代码。
本质上属于宏程序范畴,你学会宏程序,也可以定义属于自己的G代码,让程序通用性强,关于这点绝活,军哥我后面传授,就目前而言,先把变量理解透彻。
你看上面程序G代码后面都是些具体的数值,那么变量并非是一个具体数值,而是由符号来代替具体数值。
举个例子,上面零件毛坯为D42 ,要加工到尺寸D20,长为20,那么我用符号#1,#2,#3分别定义为毛坯尺寸,要加工到的尺寸,加工的长度等。
这个程序如下军哥我用#1,#3等符号来代表零件的毛坯尺寸,零件的长度等,加工形状相似,尺寸不同的零件,这个程序就有了通用性。
看完军哥的讲解,小白顿时觉得采用#1,#2这种符号来编写程序太方便了。
于是小白接着问:“#1,#2,#3这种“符号”怎么理解?是不是还可以使用#4,#5,#6等等。
军哥我知道小白是个善于思考的人,于是就给他讲到:这些符号就是宏变量,你看市面上有不少数控系统,如三菱,法拉克,哈斯,广州数控,华中数控等等,变量都是由#和数字组成。
宏程序的基本概念知识讲解
数控铣削宏程序编程(一)一、宏程序的基本概念1、宏程序的定义以一组子程序的形式存储并带有变量的程序称为用户宏程序,简称宏程序;调用宏程序的指令称为“用户宏程序指令”,或宏程序调用指令(简称宏指令)。
宏程序与普通程序相比较,普通的程序字为常量,一个程序只能描述一个几何形状,所以缺乏灵活性和适用性。
而在用户宏程序的本体中,可以使用变量进行编程,还可以用宏指令对这些变量进行赋值、运算等处理。
通过使用宏程序能执行一些有规律变化(如非圆二次曲线轮廓)的动作。
宏程序分A类和B类两种,FANUCi系统采用B类宏程序进行编程。
2、宏程序中的变量在常规的主程序和子程序内,总是将一个具体的数值赋给一个地址,为了使程序更加具有通用性、灵活性,故在宏程序中设置了变量。
1)、变量的表示:一个变量由符号“#”和变量序号组成,如:#I(I=1,2,……)。
此外,变量还可以用表达式进行表示,但其表达式必须全部写入方括号“[]”中。
例:#100,#500,#5,#[#1+#2+#10];2)、变量的引用:将跟随在地址符后的数值用变量来代替的过程称为引用变量。
同样,引用变量也可以用表达式。
例G01X#100 Y—#101F[#101+#103];当#100=100.0、#101=50.0、#103=80.0时,上例即表示为G01 X100.0 Y50.0 F130;3)、变量的种类:变量分为局部变量、公共变量(全局变量)和系统变量三种。
在A、B类宏程序中,其分类均相同。
A、局部变量(#1~#33)是在宏程序中局部使用的变量。
当宏程序C调用宏程序D而且都有变量#1时,由于变量#1服务于不同的局部,所以C中的#1与D中的#1不是同一个变量,因此可以赋予不同得不偿失值,且互不影响。
关闭电源时,局部变量被初始化成“空”。
宏调用时,自变量分配给局部变量。
B、公共变量(#100~#149/#199;#500~#549/#599)贯穿于整个程序过程。
宏程序变量说明
用户宏程序变量说明变量普通加工程序直接用数值指定G代码和移动距离;例如,G01 和X100.0。
使用用户宏程序时,数值可以直接指定或用变量指定。
当用变量时,变量值可用程序或用MDI 面板操作改变。
#1=#2+100;G01 X#1 F300;说明变量的表示一般编程方法允许对变量命名,但用户宏程序不行。
变量用变量符号(#)和后面的变量号指定。
例如:#1表达式可以用于指定变量号。
此时,表达式必须封闭在括号中。
例如:#[#1+#2-12]变量的类型变量根据变量号可以分成四种类型。
变量号变量类型功能#0 空变量该变量总是空,没有值能赋给该变量。
#1—#33 局部变量局部变量只能用在宏程序中存储数据,例如,运算结果。
当断电时,局部变量被初始化为空。
调用宏程序时,自变量对局部变量赋值。
#100—#199 公共变量#500—#999 公共变量在不同的宏程序中的意义相同。
当断电时,变量初始化为空。
变量#500——#999 的数据保存,即使断电也不丢失。
#1000— 系统变量系统变量用于读和写CNC 的各种数据,例如,刀具的当前位置和补偿值。
注意小数点的省略当在程序中定义变量值时,小数点可以省略。
例:当定义#1=123;变量#1 的实际值是123.000。
变量的引用在地址后指定变量号即可引用其变量值。
当用表达式指定变量时,要把表达式放在括号中。
例如:G01X[#1+#2]F#3;被引用变量的值根据地址的最小设定单位自动地舍入。
例如:当系统的最小输入增量为1/1000mm 单位,指令G00X#1,并将12.3456 赋值给变量#1,实际指令值为G00X12.346;。
改变引用变量的值的符号,要把负号(—)放在#的前面。
例如:G00X—#1;(a)引用当引用一个未定义的变量时,地址本身也被忽略。
例如:当变量#1 的值是0,并且变量#2 的值是空时,G00X#1 Y#2 的执行结果为G00X0;(b)运算除了用<空>赋值以外,其余情况下<空>与0 相同。
变量编程宏程序
变量值是不含小数点的数值,它以系统的最小输入 单位为值的单位.如:当#100 = 10时,X # 100 代表0.01mm.另外,用G65指定的H代码,对 刀具长度补偿的偏置号的选择,没有任何影响. 在使用宏程序运算命令时,当变量以角度形式指定 时,其单位是0.001°.在各运算中,当必要的 Q,R没有指定时,系统自动将其值作为"0"参 加运算.而且运算,转移命令的H,P,Q,R都 必须写在G65之后,因此可以在G65以前的地址 只有O,N. 由于变量值只取整数,当运算结果出现小数 点后的数值时,其值将被舍掉.另外,还应注意 宏程序的运算顺序与普通运算的区别.
例一 椭圆编程
#1=0; WHILE[#1GE-180]DO1; G01X[59+2*6*SIN[#1]]Z[12* COS[#1]-27]; #1=#1-1 END1
例二 抛物线编程
#1=20; WHILE[#1GE11.5 ]D; #1=#1-0.1; END1
2)公共变量 与局部变量相对,公共变量是在主程序,以及 调用的子程序中通用的变量.因此,在某个用 户宏中运算得到的公共变量的结果#i,可以用 到别的用户宏中.公共变量主要由#1~#149 及#500~#531构成.其中前一组是非保持型 (操作型),即断电后就被清零,后一级是保持 型,即断电后仍被保存
(4)G65 H83 Pn Q#J R#K; n:目标程序段号 例 G65 H83 P1000 Q#201 R#202; 当#201>#202时,转到N1000程序段,当 #201≤#202时,程序继续执行. (5)G65 H84 Pn Q#J R#K;n:目标程序段号 例 G65 H84 P1000 Q#201 R#202; 当#201<#202时,转到N1000程序段.当 #201≥#202时,程序继续执行. (6)G65 H85 Pn Q#J R#K; n:目标程序段号 例 G65 H85 P1000 Q#201 R#202;
刻字宏程序

N11开头~M99对应1的加工程序
......
N19开头~M99应该是9的加工程序。
N1000~M99应该是刻字母或者图标的程序。
这块儿每个程序前面都应该有程序名。
如:主程序调用子程序的语句是M98H#103,当#103为10,那么就调用N10的这一段子程序,也就是加工的是“0”;如果#103为11,那么加工的就是“1”,以此类推。
N244X2.448Y-2.086
N246X2.624Y-1.753
N248X2.463Y-1.462
N250X2.119Y-1.291
N252X1.688Y-1.207
N254X1.204Y-1.176
N256X0.616Y-1.210
N258X0.220Y-1.354
N260X0.044Y-1.684
N94X2.500Y-1.355
N96X2.616Y-1.759
N98X2.403Y-2.031
N100X1.959Y-2.126
N102X1.559Y-2.024
N104X1.274Y-1.799
N106X1.022Y-1.528
N108X0.697Y-1.282
N110X0.106Y-1.129
N354X1.418Y-1.430
N356X1.475Y-1.745
N358X1.749Y-2.035
N360X2.116Y-2.096
N362X2.433Y-1.985
N364X2.620Y-1.638
G0Z2.000
M99
N19X1.598Y-2.114
如何编写宏程序刻字程序讲解
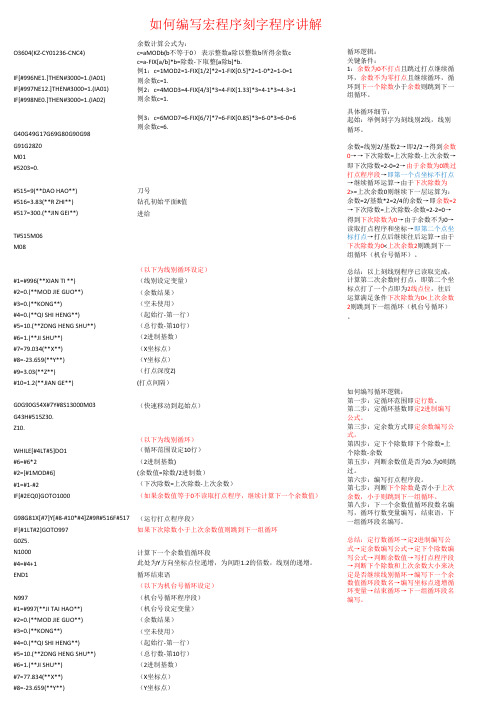
O3604(KZ-CY01236-CNC4)IF[#996NE1.]THEN#3000=1.(IA01) IF[#997NE12.]THEN#3000=1.(IA01) IF[#998NE0.]THEN#3000=1.(IA02)G40G49G17G69G80G90G98G91G28Z0M01#5203=0.#515=9(**DAO HAO**)#516=3.83(**R ZHI**)#517=300.(**JIN GEI**)T#515M06M08#1=#996(**XIAN TI **)#2=0.(**MOD JIE GUO**)#3=0.(**KONG**)#4=0.(**QI SHI HENG**)#5=10.(**ZONG HENG SHU**)#6=1.(**JI SHU**)#7=79.034(**X**)#8=-23.659(**Y**)#9=3.03(**Z**)#10=1.2(**JIAN GE**)G0G90G54X#7Y#8S13000M03G43H#515Z30.Z10.WHILE[#4LT#5]DO1#6=#6*2#2=[#1MOD#6]#1=#1-#2IF[#2EQ0]GOTO1000G98G81X[#7]Y[#8-#10*#4]Z#9R#516F#517 IF[#1LT#2]GOTO997G0Z5.N1000#4=#4+1END1N997#1=#997(**JI TAI HAO**)#2=0.(**MOD JIE GUO**)#3=0.(**KONG**)#4=0.(**QI SHI HENG**)#5=10.(**ZONG HENG SHU**)#6=1.(**JI SHU**)#7=77.834(**X**)#8=-23.659(**Y**)如何编写循环逻辑:第一步:定循环范围即定行数。
第二步:定循环基数即定2进制编写公式。
第三步:定余数方式即定余数编写公式。
宏程序的变量
宏程序的变量(总1页) -CAL-FENGHAI.-(YICAI)-Company One1-CAL-本页仅作为文档封面,使用请直接删除宏程序的变量宏程序的变量分为两大类一。
一般变量。
又分为3种。
1;#1~#33普通变量。
是可以程序中引如的,可以在程序中用字母对其赋值。
赋值的方法两种,字母对应的方式和ABCIJKIJKIJK 方式。
程序执行结束后,此变量中的值会自动消去。
2;#100~#149中间变量。
一般用于中间计算。
程序执行结束后,此变量中的值不会自动消去,但关机再开时,不被保存。
3。
#500~#531保持变量。
一般用于功能程序的常量指定。
可以保存。
关机再开不会消去。
二。
系统变量系统变量是对应系统功能的变量值。
他们的位址是固定对应的,FANUC基本上所有系统都可以通用。
系统变量可以与PMC读入,输出部分信号,可以读取系统时间日期,可以输出报警,可以记忆所执行过的代码状态,可以设定系统的一些基本设置,可以设定坐标系,刀补,磨耗值,可以自行设定固定循环中的执行状态。
#1000~#1136等变量是对应PMC进行信号的读入输出,如果要进行功能性的控制的话,当然PMC要对应这些信号。
#3000是报警输出。
例:#3000=15(d ata error),执行的话,如果是O系统,会显示515 DATA ERROR的报警,在1 6 18以及I系列,则显示3015 DATA ERROR ,括号中最多25个字符。
#3006是信息的输出。
#2001~#2099对应加工中心,即M系列系统的刀具长度补正,可以读出和输入。
在16 18等高版本系统中,既可以使用#2001~#2099,也可以用#10001~# 10999。
这是在使用刀长补正A的时候的情况。
如果是刀长补正B的话,则#2201~#2400或#11001~#11200是形状补正号码,#2001~#2200或#10001~#10200是磨耗补正号码。
这是加工中心即M系列系统的情况,如果是车床,又有不同如果是刀具补正C的话,#2201~#2400是刀长补正的形状值,#2001~#2200是刀长补正的磨耗值,#13001~#13999是刀半径补正的形状值,#12001~#129 99是刀具半径补正的磨耗值。
邹军:用宏程序实现产品上的自动刻印生产日期
邹军:用宏程序实现产品上的自动刻印生产日期
要实现产品上的自动刻印生产日期,就离不开宏程序在跟我学数控编程的道路上,每天会接触不同水平的人,其中不少人问宏程序用在什么地方?
详情可以点击此链接>>>邹军:数控宏程序用在哪些地方
产品上面实现自动刻印当日的生产日期,就涉及到了宏程序变量的函数和日期的系统变量。
1,法拉克系统日期的变量为:#3011知识点:用局部变量引用系统变量比如#1=#3011,(假如今天是20210605)机床执行此段后,#1=20210605
2,法拉克系统的变量的两类常用函数昨天在微信朋友圈发了一条“宏程序变量”的两种常用函数( 15个)其中的FIX[ ]函数如下:
知识点:FIX[ ]函数,意思是直接舍弃小数点后面的数值。
看例子:例如2021年12月15日当日在配发那科系统数控机床上加工的产品上要自动刻印生产日期,规定格式为例如:2021-12-15,想从当日系统变量#3011=20211215转换成年号(存放在#701内) 、月号(存放在#702内)和日号(存放在#703内),就可以用如下方法完成:程序如下:
刻印时在这三个数据之间加刻两个减号即可。
由于系统变量#3011=20211215是当日自动生成,所以这项日期刻印工作不用人工干预。
好了,以上都是纯干货,且就分享这么多,希望大家能够深入学习和思考,活学活用!。