金基钎料简介
金基钎料简介
为 1 ~ 1 % , 最 佳 范 围 是 3 ~ 1 。 。 o 其 0 随 着 半 导 体 工 业 的 发 展 , 现 了 一 些 低 熔 出 点 金 基 钎 料 , 些钎 料 都 是 共 晶 成分 合 金 , 点 这 熔
栓 向 栓 脚 流 动 , 得 良好 的 钎 焊 效 果 。 获
Au I —n系 钎 料
好 的延 展 性 。该 钎 料 在 最 佳 温 度 范 围内 可 用 于 陶 瓷焊 陶 瓷 、 瓷 焊 金 属 、 属 焊 金 属 。 。 陶 金
Au Ni - — Cu钎 料
该 钎 料 有 良 好 的 流 动性 , 比 AuC 它  ̄ u钎 料 具 有 更 好 的 润 湿 性 能 , 的熔 点 较 高 , 用 作 电 它 可 真空器件的 第一级钎焊 料 , 钎焊铜 、 伐、 、 可 可 钼
1 金 基 钎 料 的 种 类
() — 1 Au Cu系 钎 料
金 与 铜 形 成 连 续 固 溶 体 , 且 固 相 线 与 渡 而 相 线 的 间 隔 都 很 小 , 以 Au C 所 — u钎 料 的 塑 性 很 好 , 制 成 各 种 形 状 。 根 据 不 同 比例 , 配 成 各 可 可 种 不 同 熔 点 的 AuC — u钎 料 , 随 铜 含 量 的 增 但 加 , 蚀 性 逐 渐 降 低 。 。 Au C 耐 — u钎 料 的 蒸 气 压 低 , 金 元 素 不 易挥 发 , 别 适 用 于 电真 空 器 件 合 特 的 钎 焊 。 AuCu钎 料 中 , 点最 低 ( 1 ℃ ) 在 — 熔 91 的 Au 2C 一0 u钎 料 , 工 业 上 应 用 最 广 , 种 Au 在 各 — Cu系 钎 料 的 成 份 和 性 质 见 表 1 AuC 。 — u钎 料 有 合 适 的熔 点 、 好 的 流 动性 和 填 充 微 小 间 隙 的 很 能力 , 铜 、 、 、 、 、 、 、 等金 属 及 其 对 镍 铁 钴 钨 钼 钽 铌 合 金 都 有 良好 的 润 湿 性 它与 基 体 金 属 相 互 间 不 发 生 明 显 的 化 学 作 用 , 而 钎 焊 后 不 会 降 低 因 工 件 的 强 度 和 尺 寸 精 度 。 它 广泛 应 用 于 真 空 器
GH4169D材料钎焊后性能不合格原因分析及工艺改进措施
652022年5月上 第09期 总第381期工艺设计改造及检测检修China Science & Technology Overview收稿日期:2022-02-16作者简介:田秦冠(1986―),男,陕西西安人,硕士研究生,工程师,研究方向:金属材料热处理。
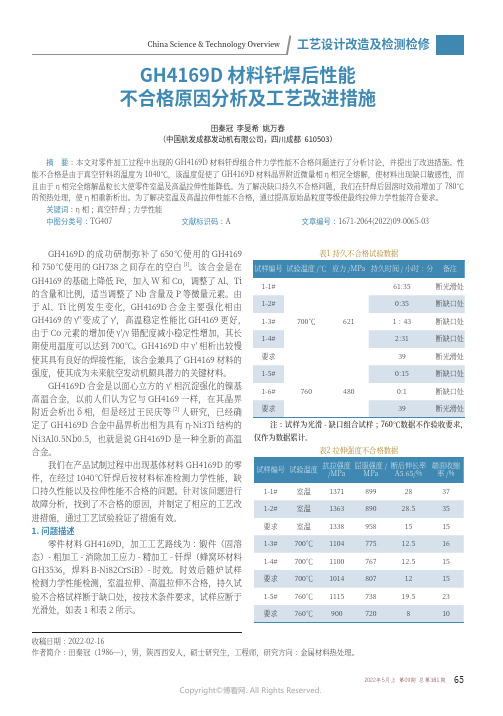
GH4169D 材料钎焊后性能不合格原因分析及工艺改进措施田秦冠 李旻希 姚万春(中国航发成都发动机有限公司,四川成都 610503)摘 要:本文对零件加工过程中出现的GH4169D 材料钎焊组合件力学性能不合格问题进行了分析讨论,并提出了改进措施。
性能不合格是由于真空钎料的温度为1040℃,该温度促使了GH4169D 材料晶界附近微量相η相完全熔解,使材料出现缺口敏感性,而工艺设计改造及检测检修China Science & Technology Overview 2.故障原因分析及改进2.1零件加工过程情况经查加工记录,零件加工过程符合工艺文件要求。
锻件固溶状态交付,锻件验收将固溶态附锻试样进行时效后,按在钎焊后重新固溶热处理前参照标准选择了870℃进行加热保温,由于η相的析出会导致晶界附近γ�相得减少而影响材料室温及高温强度,如果太少则无法起到避免缺口敏感性的效果,所以我们进行了大量试验采用不同保温时间的工艺验证,最终确定了材料钎焊后重新固溶热处理前预处理保温时间为4h。
经过改进后的方案进行热处理,材料缺口持久性能符合了标准的要求,如表3所示。
降低的工艺窗口,使钎焊保温后晶粒度以及强度仍然符合标准的要求。
在对以上2种方式进行工艺过程评估时我们计算了2种工艺方法的综合成本,由于金基钎料太贵,通过提高原材料晶粒度所增加的成本远低于金基钎料购买的成本,所以我们决定对原材料原始晶粒度以及强度进行控制。
662022年5月上 第09期 总第381期工艺设计改造及检测检修China Science & Technology Overview通过工艺试验验证,我们对原材料晶粒度进行了加强控制,大量的工艺试验表明最终制定材料原始晶粒度最低应为6级。
贵金属功能材料发展现状及趋势
贵金属功能材料发展现状及趋势摘要:介绍了贵金属功能材料的应用领域,贵金属材料对国民经济和社会发展的重要性。
阐述了贵金属高纯材料、贵金属薄膜材料、贵金属制品、贵金属合金及化合物在电子电气行业、半导体微电子行业、环保领域、生物医药、化工行业的应用现状及发展趋势。
关键词:金属材料;贵金属;功能材料;应用贵金属具有优异的物理化学性能,高电导率、热导率、稳定性,以及特有的电学、光学等性能,广泛应用于现代工业的众多领域。
贵金属包括金(Au)、银(Ag)、铂(Pt)、钯(Pd)、钌(Ru)、铑(Rh)、铱(Ir)、锇(Os)八个元素,其中以铂为代表的铂、钯、钌、铑、铱、锇又被称为铂族金属。
贵金属由于价格昂贵,历史上主要发挥其货币和金融功能。
随着我国工业和现代科学技术的不断发展,贵金属的高科技金属属性的作用越来越明显,现代工业对贵金属材料的需要量越来越大。
据国外统计,世界上大约有25%的工业制品都使用了贵金属[1]。
贵金属被誉为“现代工业维他命”。
贵金属高纯材料、贵金属制品、贵金属合金及化合物作为现代工业和高科技产业的功能材料,发挥着越来越重要的作用。
本文对贵金属功能材料的应用现状进行综述介绍,并对其发展前景进行展望分析。
1 电子电气行业贵金属及其合金在光学、热学、机械及化学方面有优良的综合特性,可广泛应用于电子电气行业。
根据用途来分,可用于电接触材料、电阻材料、钎料、镀层材料和测温材料等。
为加快培育和发展新材料产业,提高技术水平和核心竞争力,夯实制造强国建设基础,根据《增强制造业核心竞争力三年行动计划(2018-2020年)》,发改委制定的“新材料关键技术产业化实施方案”中,就对铂族金属电子信息功能材料:高纯铂、高纯钌、高性能铂铑热电偶微丝做出了指示和要求。
1.1 电接触材料目前广泛应用的贵金属电接触材料是银、金、铂、钯及其合金,铑和铱一般作为添加元素。
其中银基合金价格便宜,用量最大,代表性的合金有Ag-10Cu,常用作导电环、电刷等接点材料[2]。
低温钎料种类
低温钎料主要有以下几种类型:
1. 银基钎料:以银为主要成分,具有良好的润湿性和扩散性,适用于低温钎焊。
常见的银基钎料有Ag-Cu、Ag-Zn、Ag-Cu-Zn等。
2. 铜基钎料:以铜为主要成分,适用于低温钎焊,具有良好的导电性和导热性。
常见的铜基钎料有Cu-Zn、Cu-Sn、Cu-Ni等。
3. 锡基钎料:以锡为主要成分,适用于低温钎焊,具有良好的润湿性和扩散性。
常见的锡基钎料有Sn-Pb、Sn-Cu、Sn-Zn等。
4. 铝基钎料:以铝为主要成分,适用于低温钎焊,具有良好的抗氧化性和抗腐蚀性。
常见的铝基钎料有Al-Si、Al-Mg、Al-Zn等。
5. 镁基钎料:以镁为主要成分,适用于低温镁合金的钎焊。
常见的镁基钎料有Mg-Al、Mg-Zn、Mg-Cu 等。
6. 其他类型的低温钎料:包括金基、镍基、钴基等,适用于特定场合的低温钎焊。
低温钎料的选择应根据具体的焊接材料和使用环境来确定,以满足焊接强度、耐腐蚀性、导电性等性能要求。
02钎焊用钎料

183~190
S-Sn18Pb80Sb2 17~19 1.5~2.0 余量
183~279
用途
是共晶型钎料,熔点最低,流动性好, 用于无线电零件、电器开关零件, 计算机零件及易熔金属制品,适宜 于钎焊低温工作的工件
S-Sn30Pb68Sb2 29~31 1.5~2.0 余量
S-Sn40Pb58Sb2 39~41 1.5~2.0 余量
软钎料:锡基、铅基、镉基、锌基 硬钎料:铝基、银基、铜基、锰基、镍基
软钎焊的特点
• 可用软烙钎铁料、主喷要灯用等于普焊通接热受源力进不行大钎和焊,操作容易; • 加热工温作度温低度,较母低材的金工属件的,组如织各性种能电变化不大; • 钎焊器生导产线率的高连,接易及于仪实器现、自仪动表化元生件产; • 使用的钎焊料(熔主化要温用度于低电,子钎线焊路时的焊焊剂不易被烧焦
钎料类型
BAlSi BCuP BAg BAu
工作温度/℃
连续工作 断续工作
150
200
150
200
150
200
425
540
钎料类型
RBCuZn BCu BMg BNi
工作温度/℃
连续工作 断续工作
200
315
200
480
120
150
1010
1100
钎料分类
以熔点区分:低于450℃ 易熔钎料(软钎料) 高于450℃ 难熔钎料(硬钎料)
表2.9 锰基钎料的分类、型号及钎焊温度
ቤተ መጻሕፍቲ ባይዱ 镍基钎料
镍基钎料内常加入铬、硅、硼、铁、磷和碳等元素。铬的主要作 用是增大抗氧化、抗腐蚀能力及提高钎料的高温强度;硅可降低 熔点、增加流动性;硼和磷是降低钎料熔点的主要元素,并能改 善润湿能力和铺展能力;碳可以降低钎料的熔化温度;少量的铁 可以提高钎料的强度。镍基钎料具有优良的抗腐蚀性和耐热性, 常用于钎焊奥氏体不锈钢、双相不锈钢、马氏体不锈钢、镍基合 金和钴基合金等。
形状记忆合金、粉末冶金合金的钎焊
形状记忆合金、粉末冶金合金的钎焊形状记忆合金作为一种新型功能材料为人们所认识,已经成为一个独立的学科分支,始于1963年。
当时美国海军试验室的一个研究小组,一次偶然的情况下发现了,因为Ti-Ni 合金工件温度的不同,敲击时发出的声音明显有所不同,说明其声阻尼性能与温度相关。
通过进一步研究,发现近等原子比的Ti-Ni合金有着良好的形状记忆效应,大约到1975年左右,相继开发出具有形状记忆效应的合金达20多种。
后来在一些铁基合金、尤其是FemnSi 基合金和不锈钢中也发现了形状记忆效应,有些很快在工业界获得了应用。
研究发现,凡是完全具有形状记忆效应的合金都具有相变伪弹性效应,有的合金可以实现双程形状记忆效应,有的可以实现全方位形状记忆效应,还发现Ti-Ni合金等在相变过程中存在着中间相,利用中间相变的可逆性,不仅大大地缩小温度滞后,且大幅度地改善了材料的疲劳寿命和记忆效应的稳定性。
双程形状的记忆效应、全方位形状记忆效应、R相变等现象的发现,为形状记忆合金的应用开拓了更广阔的前景。
目前形状记忆合金应用几乎涉及所有工业领域,包括电子、机械、宇航、运输、建筑、化学、医疗、能源、家电及日常生活用品等。
其中TiNi形状记忆合金是所以合金中记忆性能最好、最稳定、发展最早、研究得最全面且应用最广的合金,这与其具有良好的物理性能、优异的力学性能、良好的形状记忆性能及特有的生物相容性能是分不开的。
对Ti-Ni形状记忆合金的钎焊工艺已开展了一些研究工作,方法主要有软钎焊、炉中钎焊、红外线钎焊、电阻钎焊及激光钎焊等。
Ti-Ni形状记忆合金的软钎焊适用于在惰性气氛条件下,连接Ti-Ni合金或Ti-Ni合金与其他金属的软钎焊方法是:首先采用一种以乙醇胺为载体、氟化物为去膜成分、另外至少含两种金属氯化物的钎剂去除Ti-Ni合金表面的氧化膜,同时钎剂中的金属在母材表面形成一层熔敷金属膜防止母材再次被氧化;然后在二连接工件之间加入一种钎料,熔融的钎料与母材表面熔敷的金属膜作用形成接头。
钎料

三、常见钎料介绍-铝基钎料
铝基钎料主要用来钎焊铝及铝合金,钎焊其它金属时钎料表 面的氧化物不易去除,同时铝容易和其它金属形成脆性化合 物,影响接头质量。
1)铝基钎料主要以铝硅或铝铜硅共晶为基础 铝虽然可以和很多金属形成共晶,但这些共晶大多数由
于各自的原因,不宜用作钎料。 2)常常要在共晶中要加入一些其它元素组成。 3)应用最广泛的铝基钎料---HL400(铝硅共晶成分):优点:具
有良好的润湿性和流动性;抗腐蚀性好;具有一定的塑性,可 加工成薄片;缺点:熔点较高. 4)火焰钎焊时应用较广泛的铝基钎料---HLAlCu28-6;优点: 熔接点头较抗低腐蚀,操性作降比低较.容易;缺点:比较脆;Cu和Al形成CuAl2,使 5)HL402:在HL400中添加4%Cu,提高流动性; 6)HL403:在HL402中添加10%Zn,使熔点下降;抗腐蚀性变差, 易产生溶蚀,必须控制加热温度.
在5%以内。 3)HL503抗拉强度和延伸率与温度的关系,见图5所示。
4)加如锌可以减轻钎料在 熔化状态下的氧化和降低 熔点。 5)镉基钎料钎焊铜时,加 热温度过高或时间过长, 钎缝界面上将生成脆性铜 镉化合物,降低接头性能。图5 HL503抗拉强度和延伸率与
温度的关系
三、常见钎料介绍-钎焊铝用软钎料
塑性较好.且铜锗合金的蒸气压低,主要用于钎焊电真空器件. 4)铜基高温钎料
上述银基和铜基钎料的强度随温度的升高而剧烈下降, 不能满足在较高温度下工作的要求;在铜基钎料中添加Ni,可 以提高钎料的高温强度,但是Ni的加入会使钎料熔点显著提 高,为了降低熔点要加入适量的Si和少量的B.Si和B还能改善 钎料的润湿性和提高钎料在不锈钢表面的铺展能力.
第1章 钎焊基础知识
第14章 微电子连接技术概述
14.1 集成电路的封装 14.2 微电子器件的连接技术应用 14.3 电路板组装微连接技术 14.4 微电子连接无铅钎焊技术
14.1 集成电路的封装
图14-1 插装型典型封装
14.1 集成电路的封装
图14-2 贴片型集成电路典型封装
14.2 微电子器件的连接技术应用
3.压焊技术
表14-3 各种压焊在微电子器件中的应用情况
4.粘接技术
表14-4 各种粘接技术在微电子器件中的应用情况
14.2.2 梁式引线和面键合技术
1.梁式引线技术 2.面键合技术(倒装芯片连接技术)
1.梁式引线技术
图14-3 梁式引线器件的结构
1) 芯片上无论有多少引线和焊点,均可一次焊接成形,
13.3 常用材料的钎焊
13.3.1 13.3.2 13.3.3 13.3.4
钢及不锈钢的钎焊 铝及其合金的钎焊 铜及其合金的钎焊 铝和铜的钎焊
13.3.1 钢及不锈钢的钎焊
1.碳钢和低合金钢的钎焊 2.不锈钢的钎焊
1.碳钢和低合金钢的钎焊
(1)钎焊特点 钢表面形成的氧化物成分和结构会影响到其钎焊性。 (2)钎料与钎剂 软钎焊时,应用最广的是锡铅钎料。 (3)钎焊工艺 低碳钢和低合金钢可以用各种方法钎焊。
12.4.4 贵金属钎料
1.金基钎料 金与铜能形成无限固溶体,因此按不同比例可以配制成不同熔点的钎料。 金铜钎料由于蒸气压低,合金元素不易挥发,因而特别适合于电真空焊件 的钎焊。Au-17.5Ni金镍钎料是金基钎料中具有代表性的一种。它熔点合适, 蒸气压低,高温强度、塑性和抗氧化性都好,所以在国外航空工业、电子 工业中曾得到广泛的应用。但金镍钎料是稀缺昂贵的合金,目前在航空航 天领域内正在被其他钎料(如5Ag-Cu-Pd、Cu-Mn-Co等钎料)逐步取代。 2.含钯钎料 钯能完全溶于银和镍中形成无限固溶体,含钯钎料对不锈钢和高温合金的 溶蚀性小,适于钎焊薄件。含钯钎料具有良好的润湿性,甚至能润湿轻微 氧化的金属表面。
钎料

三、常见钎料介绍-自钎剂钎料
一,铜磷钎料----生产上广泛使用的空气自钎剂钎料 铜中加P的作用:1,显著降低合金的熔点(Cu3P能 给铜磷钎料带来脆性);2,钎焊铜时起自钎剂作用,还 原产物P2O5与氧化铜能形成复合化合物, 钎焊时呈 液态覆盖在母材表面,防止母材氧化.
三、常见钎料介绍-自钎剂钎料
三、常钎料介绍-银基钎料
3)银铜锌镉钎料 (1)银铜锌钎料最低熔点在720℃,加入镉可进一步降低熔点,改 善润湿性,又能保证钎料具有较高的塑性;这类钎料含银量 40%~50%,含(Zn+Cd)%低于40%,避免产生脆性相. (2) BAg40CuZnCd钎料是银钎料熔点最低的.越来越多的取代银 铜锌钎料. (3) BAg40CuZnCdNi钎料含镍,Ni的加入提高润湿性和抗腐蚀性. 4)银铜锌锡钎料 用锡代替镉:镉为有害元素,且蒸气压很高易挥发.锡的 含量不宜过多,以免塑性下降. 5)电真空银钎料 除满足一般要求外,还要保证钎料不含蒸气压高的元素, 如P,Cd,Zn,Li等
HL1 HL2 HL3 HL4
铜锌合金 铜磷合金 银合金 铝合金
三、常见钎料介绍-锡基钎料
锡基钎料中的锡铅钎料-最 常用的软钎料 Sn-Pb状态图,如图2所示; Sn-Pb的机械性能和物理性 能见图3所示
图2 Sn-Pb状态图 图3 Sn-Pb的机械性能和物理性能 •所以 可以根据不同的要求,选择钎料的成分
三、常见钎料介绍-自钎剂钎料
自钎剂钎料(定义):自身含有能起到钎剂作用的 微量或一定量元素的钎料.要实现自钎剂作用,有 四点要求: (1)钎料中含有较强的还原剂,钎焊时能还原母材表 面的氧化物. (2)还原剂与氧化物反应后的还原产物熔点低于钎 焊温度;或还原产物与母材表面氧化物形成低熔 点复合化合物. (3)还原产物与所形成的复合化合物黏度要小,能被 液态钎料排开,不影响钎料的铺展. (4)还原剂能溶于钎料,最好还能改善钎料的润湿性.
金锡钎料

金锡焊料及其在微电子封装中的应用张春杨(西安电子科技大学微电子学院140712班)摘要:在功率放大器微电子器件制造工艺中,硅芯片在工作中会产生大量的热,故其结构需要一个良好的散热通道。
金基钎料比锡基或铅基钎料有较优良的热导性和较高的熔点,同时具有较高的抗热疲劳性能,因此,金基钎料是性能优良的微电子器件封装用材料。
AuSn20 钎料除可用于芯片与电路基材的连接外,还可广泛用于多种高可靠电路气密封装。
本文介绍了Au80%Sn20%焊料的基本物理性能。
同时介绍这种焊料在微电子、光电子封装中的应用。
关键词:金锡合金;钎料;微电子封装;光电子封装Abstract:In the power amplifier manufacturing process during microelectronics devices, the silicon chip will generate a lot of heat in the work, so the structure needs a good cooling channel. Gold-based solder has a better thermal conductivity and high melting point than tin-based solder or lead-based solder,and at the same time it has a high thermal fatigue resistance,therefore, gold-based solder is excellent microelectronics device packaging material.AuSn20 solder can be used to connect chips and circuit substrates, it can also be used in a variety of high-reliability circuit hermetic package.This article describes the physical properties of eutectic Au/Sn Solder alloy and its applications for rnicroelectronics and optoelectronis packagings.Key words:Au Sn Solder alloy;Solder;Microelectronics Packaging;Optoelectronic Packaging 1.前言钎焊是组装电子产品的一项重要技术。
T_R组件外壳焊接工艺研究

T/R组件外壳焊接工艺研究发布时间:2022-06-15T02:13:28.779Z 来源:《科学与技术》2022年2月4期作者:宗幼权[导读] 本文根据T/R组件外壳的焊接要求,设计了完整的焊接工艺方法和流程宗幼权泰州市航宇电器有限公司,江苏泰州 225300摘要:本文根据T/R组件外壳的焊接要求,设计了完整的焊接工艺方法和流程,研究了工艺中的技术难点,提出了确保焊接工艺稳定性和可靠性的技术要点。
研究选用Au80Sn20预成型金锡焊料作为焊接材料对壳体和部件进行焊接。
通过大量试验得出了最佳工艺参数,包括零部件清洗、焊接参数、焊接间隙等。
焊接后的产品在经受了各项性能试验后,其电性能、气密性、结构完整性和机械牢固性均能很好地满足要求,证明了该焊接工艺的可行性。
关键词:焊接工艺;Au80Sn20;金锡焊料1.引言T/R组件外壳作为一种一体化金属封装外壳,是微矩形密封连接器和射频连接器的使用终端,可以集成多种连接器,市场前景广阔。
T/R组件外壳通常采用铝合金材质壳体,通过焊料将玻璃烧结密封连接器和射频连接器与壳体进行连接。
因铝合金不耐高温,故需采用低温焊接工艺。
本文通过选用金锡焊料作为研究对象,介绍了相应的研究结果。
2.研究过程2.1 焊接原理T/R组件外壳焊接是利用焊料溶化后在外壳表面润湿、铺展与壳体表面镀层相互溶解和扩散以及在间隙中润湿、毛细流动、填缝与母材相互溶解和扩散而实现组件壳体与微矩形连接器、射频连接器之间连接的。
2.2 焊料设计2.2.1 焊料选择分析随着T/R组件不断往小型化、高性能、高密度、高可靠性方向发展,这对其中的芯片互连材料、元件焊接材料、封装材料提出了更高的要求,如具有高导电性、高导热性、热膨胀系数与介质匹配系较好等。
在微电子组装封装领域,金基钎料以高熔点、高可靠性和优异的物理性能,在高可靠电路封装、芯片焊接等方面的应用越来越多。
其中,金锡焊料、金锗焊料已普遍应用于T/R组件的生产制造过程中。
各种材料的钎焊

中国焊接服务平台:中国焊接服务平台博客:各种材料的钎焊一、碳钢和低合金钢的钎焊1 、钎焊材料(1)钎料碳钢和低合金钢的钎焊包括软钎焊和硬钎焊。
软钎焊中应用量广的钎料是锡铅儿料,这种钎料对钢的润湿性随含锡量的增加而提高,因而对密封接头宜采用含锡量高的钎料。
锡铅钎料中的锡与钢在界面上可能形成FeSn2金属间化合物层,为避免该层化合物的形成,应适当控制钎焊温度和保温时间。
几种典型的锡铅钎料钎焊的碳钢接头的抗剪强度如表1 所示,其中以w(Sn)为50%的钎料钎焊的接头强度最高,不含锑的钎料所焊的接头强度比含锑的高。
表 1 锡铅钎料钎焊的碳钢接头的抗剪强度碳钢和低合金钢硬钎焊时,主要采用纯铜、铜锌和银铜锌钎料。
纯铜熔点高,钎焊时易使母材氧化,主要用于气体保护钎焊和真空钎焊。
但应注意的是钎焊接头间隙宜小于0.05mm以免产生因铜的流动性好而使接头间隙不能填潢的问题。
用纯铜钎焊的碳钢和低合金钢接头具有较高的强度,一般抗剪强度在150〜215MPa而抗拉强度分布在170〜340MPO之间。
与纯铜相比,铜锌钎料因Zn 的加入而使钎料熔点降低。
为防止钎焊时Zn 的蒸发,一方面可在铜锌钎料中加入少量的Si ;另一方面必须采用快速加热的方法,如火焰钎焊、感应钎焊和浸沾钎焊等。
采用铜锌钎料钎焊的碳钢和低合金钢接头都具有较好的强度和塑性。
例如用B-Cu62Zn钎料钎焊的碳钢接头抗拉强度达420MPa抗剪强度达290MPa银铜站钎料的熔点比铜锌钎料的熔点还低,便于针焊的操作。
这种钎料适用于碳钢和低合金钢的火焰钎焊、感应钎焊和炉中钎焊,但在炉中钎焊时应尽量降低Zn 的含量,同时应提高加热速度。
采用银铜锌钎料钎焊碳钢和低合金钢,可获得强度和塑性均较好的接头,具体数据列于表2 中。
表 2 银铜锌钎料钎焊的低碳钢接头的强度(2)钎剂钎焊碳钢和低合金钢时均需使用钎剂或保护气体。
钎剂常按所选的钎料和钎焊方法而定。
当采用锡铅钎料时,可选用氯化锌与氯化铵的混合液作钎剂或其他专用钎剂。
钎焊课本完整版
绪言钎焊是现代焊接技术的三大主要组成部分之一。
钎焊与其它二类焊接技术(熔焊和压焊)之间,虽有共同之处,但却存在本质的差别。
材料钎焊连接时,一般是以搭接形式装配,彼此间保持很小的间隙,采用熔点比母材熔点低的填充材料(钎料),在低于母材熔点、高于钎料熔点的温度下,借钎料熔化填满母材间的间隙,然后冷凝形成牢固的接头。
因此,钎焊与熔焊或压焊相比,主要有下列不同之处:钎焊时只有钎料熔化而母材保持固态;钎料的熔点低于母材的熔点,因而其成分也与母材有很大差别;熔化的钎料依靠润湿和毛细作用吸入并保持在母材间隙内;依靠液态钎料与固态母材间的相互扩散形成冶金结合。
由此可以了解,钎悍乃是借助于液态钎料填满固态母材之间的间隙并相互扩散形成结合的一类连接材料的方法。
在连接材料的方法中,钎只是人类最早使用的方法之一。
在人类历史上,当人类尚未开始使用铁器时,就已经发明用钎焊来连接金属。
在埃及出土的古文物中,就有用银钢钎料钎焊的管子,用金钎料连接的护符盒,据考证分别是5000年和近4000年前的物品。
公元79年被火山爆发埋没的庞贝城的废墟中,残存着由钎焊连接的家用铅制水管的遗迹,使用的钎料具有Sn:Pb=1:2的成分比,类似现代使用的钎料成分。
我国在公元前5世纪的战国初期也已经使用锡铅合金作钎料。
1637年出版的明代科技巨著《天工开物》中已有“中华小焊用白铜末”的记载,说明当时已掌握用铜合金作钎料来钎焊金属的技术。
但是,在很长的历史时期中,钎焊技术没有得到大的发展。
进入20世纪后,它的发展也远远落后于熔焊技术。
30年代以来在冶金和化工技术发展的基础上,钎焊技术才有了较快的发展,从作坊匠人的技艺成长为工业生产技术。
尤其是二次世界大战后,由于航空、航天、核能、电子等新技术的飞速发展,新材料、新结构形式的采用,对连接技术提出了更高的要求,钎焊技术因此受到更大的重视,开始以前所未有的速度发展起来,出现了许多新的钎好方法,钎料品种日益增多,因此,钎焊的应用范围日益扩大。
钎焊缝隙金属填料-概述说明以及解释
钎焊缝隙金属填料-概述说明以及解释1. 引言1.1 概述概述部分的内容可以包括以下信息:钎焊缝隙金属填料是一种广泛应用于钢铁、合金等金属材料焊接中的填料材料。
在钎焊工艺中,缝隙金属填料被用于填充焊缝中的空隙,以提高焊接接头的强度和密封性。
本文旨在探讨钎焊缝隙金属填料的相关知识,包括其定义、分类、应用价值和发展趋势。
通过深入了解钎焊缝隙金属填料,我们可以更好地了解其在焊接工艺中的作用和意义。
首先,我们将介绍钎焊缝隙金属填料的定义。
它是一种专门用于填充钎焊接头中的缝隙的金属材料。
钎焊缝隙金属填料通常由钎料、助焊剂和其他添加剂组成,具有良好的焊接性能和机械性能。
然后,我们将讨论钎焊缝隙金属填料的分类。
根据不同的化学成分和应用要求,钎焊缝隙金属填料可以分为不同的类型,例如镍合金填料、不锈钢填料、铜填料等。
不同类型的填料具有不同的特性和适用范围。
在文章的后续部分,我们将讨论钎焊缝隙金属填料的应用价值和发展趋势。
了解其应用价值可以帮助我们更好地选择和使用填料,以满足实际工程需求。
同时,了解其发展趋势可以为相关行业的研发和生产提供参考,促进技术的进步和创新。
钎焊缝隙金属填料作为一种重要的焊接材料,在各种领域都有广泛的应用。
通过本文的探讨,我们希望能够提供有关钎焊缝隙金属填料的全面信息,为相关领域的工程师和研究人员提供参考和指导。
通过不断的研究和实践,我们相信钎焊缝隙金属填料在未来会有更加广阔的应用前景。
1.2 文章结构本文主要围绕钎焊缝隙金属填料展开讨论,文章结构如下:第一部分为引言部分,主要包括概述、文章结构和目的三个方面。
在概述部分,将简要介绍钎焊缝隙金属填料的背景和重要性,以引起读者的兴趣和阅读欲望。
接着,在文章结构部分,将阐述文章的整体框架和各个部分的内容安排,使读者对全文结构有个清晰的认识。
最后,在目的部分,将明确本文的目标和意义,指明研究思路和动机。
第二部分为正文部分,主要包括钎焊缝隙金属填料的定义和分类两个方面。
金锡合金封装材料
金锡合金封装材料
一、金锡合金钎料 二、金锡合金钎料的性能 三、金锡合金钎料的应用
四、前景
一、金锡合金钎料
金锡合金是用于微电子器件封装的一种重要金基钎料,由于 加工性能差,金锡合金难于制成箔材。 在功率>5W 功率放大器微电子器件制造工艺中,考虑到由 于硅芯片在工作中会产生大量建立该 通道。常用的钎料有2 种,即SnPb系合金钎料和Au合金钎料。 金基钎料比锡基或铅基钎料有较优良的热导性和较高的熔点, 此外,在功率半导体器件中,钎接头抗热疲劳特性亦是人们关 注的问题,与高铅钎料相比,金基钎料具有较高的抗热疲劳性 能,因此,金基钎料是性能优良的微电子器件封装用材料。
国产金锡合金钎料的成分、性能及应用与国外同类产品相当。 近年来,其系列产品在多种微电子器件芯片焊接、电路气密封 装应用实践表明,其焊件综合性能和质量均可达到高可靠微电 子器件相关标准的技术要求,在飞速发展的电子信息产品生产 工艺中具有广阔的应用前景。
三、金锡合金钎料的应用
1、金锡钎焊料对于一些特殊的、同时要求机械及导热性能好 以获得高可靠性的应用来说是最好的选择。这些应用包括气密封 盖、光电子封装工艺中的射频和隔直流粘接、激光二极管管芯粘 接等。 2、有关陶瓷的应用是引线绝缘子的焊接。此时,是用高强度 的陶瓷,而不是玻璃做绝缘体。对于这些应用,要求钎焊材料具 有良好的润湿性、抗腐蚀性和高的杨氏模量等。 3、金锡合金也用于倒装芯片焊接。在倒装芯片焊接中,由于 器件有源区与基板连接,金锡合金的优良导热和导电性就显得尤 为重要。另外,金锡合金预成型片也应用于微波系统组装和其它 领域。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
() — d系 钎 料 4 AuP 金 与 钯 能 形 成 连 续 固 溶 体 。 各 种 成 分 的 AuP — d合 金 , 固相 线 与 液 相 线 之 间 的 温 度 间 其 隔 都 很 小 。 因此 , 多 种 成 分 的 AuP/ 金 都 有 — c合 可 用 作 钎 料 。 们 有 较 高 的 熔 点 、 好 的 耐 蚀 性 它 较 和 高 温 抗 氧化 性 能 , 用 作 高 温 技 术 中 的钎 料 。 可 它 们 都 有 良好 的 塑 性 , 于 加 工 成 材 。 易
较 低 , 是 钎 料 都很 脆 , 有 在 加 热 状 态 下 才 能 但 只
成 型 , 以 使 用 不 太 方 便 。 成 分 除 了 以 上 介 绍 所 其
过 的 8 Au S 、 8 — 、 —n 外 , 有 Au 0 — n 8 Au Ge Au I 还 一
6 iAu 1 Ga等 。 S、 一 3
1 金 基 钎 料 的 种 类
() — 1 Au Cu系 钎 料
金 与 铜 形 成 连 续 固 溶 体 , 且 固 相 线 与 渡 而 相 线 的 间 隔 都 很 小 , 以 Au C 所 — u钎 料 的 塑 性 很 好 , 制 成 各 种 形 状 。 根 据 不 同 比例 , 配 成 各 可 可 种 不 同 熔 点 的 AuC — u钎 料 , 随 铜 含 量 的 增 但 加 , 蚀 性 逐 渐 降 低 。 。 Au C 耐 — u钎 料 的 蒸 气 压 低 , 金 元 素 不 易挥 发 , 别 适 用 于 电真 空 器 件 合 特 的 钎 焊 。 AuCu钎 料 中 , 点最 低 ( 1 ℃ ) 在 — 熔 91 的 Au 2C 一0 u钎 料 , 工 业 上 应 用 最 广 , 种 Au 在 各 — Cu系 钎 料 的 成 份 和 性 质 见 表 1 AuC 。 — u钎 料 有 合 适 的熔 点 、 好 的 流 动性 和 填 充 微 小 间 隙 的 很 能力 , 铜 、 、 、 、 、 、 、 等金 属 及 其 对 镍 铁 钴 钨 钼 钽 铌 合 金 都 有 良好 的 润 湿 性 它与 基 体 金 属 相 互 间 不 发 生 明 显 的 化 学 作 用 , 而 钎 焊 后 不 会 降 低 因 工 件 的 强 度 和 尺 寸 精 度 。 它 广泛 应 用 于 真 空 器
Ni A u Pd、 u I Au— 、 — A — n、 Sb、 u Sn、 u G e A u A — A — 、 —
分 为 Au 7 C 一1 的 合 金 ( 熔 点 为 9 0 一 7 u 3n 其 7 ~
AgC 、 u P — u等系 列 。本文 将对金钎 料 的 — u A — dC
大 于 1 , 钎 料 颜 色 发 白 , 以 铟 含 量 一 般 0 则 所
焊 真空密 封缝的钎 料 。 () us 5 A -b钎 料 由 AuS b相 图 可 知 , 金 中 添 加 微 量 的 在 锑 , 大 大 降 低金 的 熔 点 , 又 能 保 持 良好 的塑 可 而 性 、 蚀性 和 导 电性 。 因此 , 分 为 Au0 0 S 耐 成 一. 5 b 钎 料 用 来 钎 焊 要 求钎 焊 接 头 有 良好 耐 蚀 性 和 导 电性 的 半 导 体 器 件 。 。 ( )AuAgCu系 钎 料 6 — - Au AgCu系 中 有 一 系 列 合 金 可 作 为 钎 料 —  ̄ 使 用 , 们 的 熔 点 在 7 0 9 0C, 介 于 Ag 它 8 ~ 5 ̄ 即 -
62 37. .5 5 5 3 41 8. .7 50 40 5 0 60
1 00 0 1 25 0 10 30 10 40
3 .5 62 7 .5 35 6 5
1 2
1 3 14 15 l6 l7
3 0
20 8 0 6 0 2 0 3 5
鞘 ,
{~ 4
£
7
金基钎料简介
查 丝 盐
2
a¨
门
五
,/ 、
, 1
( 京 有色金属 与稀土 应用研 究所 , 京 10 1) 北 北 0 0 2
0
1
纠
前
件 的钎 焊 , 大功 率磁 控 管 、 导 管 、 空仪 表 如 波 真
置
零件 等 。 由 于 Au 2 C 一 0 u合 金 由 高 温 缓 慢 冷 却 到 4 0c以 下 时 会 出 现 脆 性 的有 序 相 , 给 压 力 加 0 这 工 带 来 困难 。 钎 焊 过 程 中 产 生 有 序 化 , 会 引 在 则 起 钎 焊 接 头 体 积 的 变 化 。在 该 合 金 中 加 入 小 于 1 的铁 , 防止产生有 序化0。 可
0
金 与 铟 组 成 二 元 共 晶台 金 , 较 低 的熔 点 、 有 良好 的 润湿 性 和 流 布 性 能 , 有 特 殊 的传 导 性 , 并 被 用 作 钎 焊 半 导 体 器 件 的钎 料 。铟 含 量 的多 少
会 影 响 到 AuI n钎 料 的 性 能 。当 铟 含 量 小 于 1 时 , 料 的 润 湿 性 能 提 高 不 明 显 ; 铟 含 量 钎 若
2 Cu和 Au 1 . Ni 两 种 钎 料 的 熔 点 之 间 。 8 一7 5 这
为 1 ~ 1 % , 最 佳 范 围 是 3 ~ 1 。 。 o 其 0 随 着 半 导 体 工 业 的 发 展 , 现 了 一 些 低 熔 出 点 金 基 钎 料 , 些钎 料 都 是 共 晶 成分 合 金 , 点 这 熔
所 以 , 分 为 Au 1. Ni 成 一 5 的合 金是 一 7 种很 理 想
的钎料 , 熔 点合 适 , 它 在钎 焊 可 伐 、 锈 钢 时 不 不 会 因 温 度 过 高 发 生 晶 粒 长 大 等 现 象 n , 和 成 它 分 与 其 非 常 接 近 的 Au 1 Ni 料 , AuNi 8 钎 是 系 钎 料 中 钎 焊 工 艺 性 能 和 钎 焊 接 头 综 合 性 能 撮 好 、 用 最 广 的钎 料 。 突 出 的优 点 是 它 对 多 种 应 其 金 属 都 有 良好 的 润 湿 性 和 流 布 性 能 , 钎 焊 接 其 头 有 很 高 的 强 度 、 良 的 耐 蚀 性 和 较 好 的 高 温 优 抗 蠕 变 性 能 它 们在 电子 工 业 、 机 、 弹 和卫 飞 导 星 的 制 造 中得 到 广泛 应 用 这 种 钎 料 的 缺 点是
栓 向 栓 脚 流 动 , 得 良好 的 钎 焊 效 果 。 获
Au I —n系 钎 料
好 的延 展 性 。该 钎 料 在 最 佳 温 度 范 围内 可 用 于 陶 瓷焊 陶 瓷 、 瓷 焊 金 属 、 属 焊 金 属 。 。 陶 金
Au Ni - — Cu钎 料
该 钎 料 有 良 好 的 流 动性 , 比 AuC 它  ̄ u钎 料 具 有 更 好 的 润 湿 性 能 , 的熔 点 较 高 , 用 作 电 它 可 真空器件的 第一级钎焊 料 , 钎焊铜 、 伐、 、 可 可 钼
降 。然而 , 成分 为 A 一2 i C u 2 N 一 r的钎料 在 航 空 6 及 火 箭 技 术 中得 到 了 应 用 。
Au Ni M o钎 料 — — V—
~
在 8 AuS 、8 — 共 晶合金 中添 加 5 o — n 8AuGe 0 30p 的 P 0p m d或 P , P t 或 d和 P , 形 成 低 t可
加工性能 不好 。
9
表 1 AuC — n系 钎 料 的 成 份 和 性 质
钎料 成份 ( ) 序 号
1 2 3 4 5 6 7 8 9 i0 1 1
比 重
熔点( ) ℃
钎 焊 温 度
( ) ℃
1 030 9 90 91 0 92 0 950 960
到 广泛应用 。
为 降 低 AuC — u钎 料 成 本 , 在 AuC 可 — u合
金 中 添 加 1 ~ 1 I 0 n来 降 低 金 含 量 , 用 成 如
金 基 钎 料 的主 要 合 金 组 元 有 镍 、 、 、 、 铜 钯 锌 铟 、 、 等 。 钎 料 按 组 元 可 分 为 AuCu Au 锗 锡 金 — 、 —
Au
95 90 80 75 65
Cu Fe I Ni ( c ) 固 相 线 液 相 线 n g/ m。
5 1 0 2 0 25 35 1 8 8. l 8.6 5 1 7.7 4 l 2l 7. 1 5 3. l3 1 .4 9 65 935 91 0 9l 0 92 5 93 0 92 0 l5. 1 1 9 0. 1 8 0. 10. 6 95 0 98 0 9 85 10 00 9 70 9 45 91 0 9 14 9 35 9 40 95 3 90 7 1 0 01 1 000 102 0
7 0
8 0 1 9 3 5 7 8 62 l 5 2 3
1. 5 0 4
1 3 0.
1 2 0 0
10 40 905
1 4 0 0
1 0 06 91 0 9 00 10 25 l 029
1 6 0 0
9 25 9 55
熔 点 Au S — n系 和 Au Ge系 焊 料 “ 。 焊 料 可 用 — 新
该 钎 料 含 7 ~ 9 Au 0 5 ~ 2 5 8 、 . 0 Ni . ~ 6 V、0 2 ~ 5 9 Mo, 有 良 、0 5 .5 . 具
于半 导体组装 中的 引线框 架和 引线 的焊接 。新 焊 料 对 电 镀 和 引线 的 形 状 无 特 殊 的 要 求 , 引 在 线 框架 上 不过 分扩 散 , 而 可抑 制焊 料从 引线 从
成 分 及 性 能分 别 加 以介 绍 。
11  ̄) 0 52 代替 3 Au 6C 5 一5 u合 金 使 用 , 格 可 便 价 宜 约 3 这 一 类钎 料 比 Au钎 料 熔 点 低 , 其 5 且