GMAW无镀铜实心焊丝及其应用
实芯焊丝气体保护焊(GMAW)和药芯焊丝气体保护焊(FCAW)两者的区别

GMAW:熔化极气体保护焊含有MIG和MAGMIG:熔化极惰性气体保护焊MAG:熔化极活性气体保护焊FCAW: 药芯焊丝气体保护焊(软钢及高张力钢用药芯焊丝)SMAW:药皮焊条电弧焊SAW:埋弧自动焊实芯焊丝气体保护焊(GMAW)和药芯焊丝气体保护焊(FCAW)两者的区别:1.GMAW的主要优势在于每小时的金属熔敷量,这极大地降低了劳动力成本。
气体保护焊的另一个优势在于它是一种干净的工艺,这主要归功于没有使用焊剂。
在通风不良的车间会发现,从手工电弧焊或药芯焊换成气体保护焊后情况会得到改善,这是因为烟的产生减少了。
由于有各种各样的焊丝可选用,而且焊接设备变的更便于携带,气体保护焊的适用领域不断得到扩展。
该工艺的另外一个优点是可见性。
因为没有焊渣,焊工能够很容易地观察电弧和熔池的情况,从而改善控制。
GMAW还对气流和风特别敏感,它们会将保护气体吹开,留下未保护的金属。
正是这个原因,气体保护焊不大适合工地焊接。
应充分认识到,气体流量大于推荐值的上限,并不能保证对熔池适当的保护。
实际上,大的气体流量反而导致气体紊乱,并增大气孔产生的可能性,这是因为增大气体流量实际上可能将空气带入焊接区。
2.FCAW获得广泛的认可,是因为它能提供优良的性能。
可能最重要的优点是它能提供很高的生产效率,即单位时间内所熔敷的焊缝金属量。
它是手工焊接工艺中效率最高的。
这是由于焊丝盘提供连续不断的焊丝,同GMAW一样增加了电弧时间。
该工艺还被分类为大熔深弧焊,这有助于减少熔合性缺陷的可能性。
由于该方法主要用于半自动工艺,其操作技能要求远低于手工方法的要求。
无论有无保护气体的辅助,FCAW因有焊剂,它比GMAW对母材污染有更大的容许。
正是这个原因,使得FCAW适合工地焊接,在现场,风使得保护气体流失,而GMAW会受到极大的影响。
然而,检验师应当明白该工艺有它的局限。
首先,由于有焊剂,所以在后序焊道焊接前和外观检查前必须去除这层固体焊渣。
高强钢焊接前沿技术的开发研究
高强钢焊接前沿技术的开发研究戴为志;李华;何乔生;张建平;曾祥文;陆安洪【摘要】提出了“高强钢焊接前沿技术”的观点,同时开展对观点认同的讨论;分析高强钢的主要焊接难点,全面阐述高速脉冲压缩电弧焊接工艺开发研究的全过程,揭示了高强钢焊接技术的实质,讨论快速脉冲压缩电弧焊接工艺在立下进焊接技术中的优势,丰富和发展了“多层多道错位焊接技术”;提供焊接试验研究的技术资料和数据;论述了快速脉冲压缩电弧焊接工艺的适宜性、先进怀.【期刊名称】《电焊机》【年(卷),期】2014(044)005【总页数】9页(P42-50)【关键词】前沿技术;焊接难点;快速脉冲压缩电弧;立下进焊接【作者】戴为志;李华;何乔生;张建平;曾祥文;陆安洪【作者单位】中国工程建设焊接协会,北京100088;四川玛瑞电子设备有限公司,四川成都610000;浙江精工钢结构集团有限公司,浙江绍兴312030;浙江精工钢结构集团有限公司,浙江绍兴312030;浙江精工钢结构集团有限公司,浙江绍兴312030;浙江精工钢结构集团有限公司,浙江绍兴312030【正文语种】中文【中图分类】TG457.110 前言首先提出了“高强钢焊接前沿技术”的观点,同时开展对观点认同的讨论。
要弄清这一问题,首先必须清楚什么是“前沿技术”,举例说明:在我国钢结构行业的发展进程中,有两次因钢种发生变化带来的焊接技术冲击。
第一次是在20世纪60年代末期至20世纪70年代初期,建设行业的以A3为代表的低碳钢逐渐被以16Mn为代表的低合金高强钢所替代。
在当时最引人注目是钢制储氧罐(压力容器)采用了厚度为38 mm的16Mn钢板,在技术界引起不小震动,为了适应16Mn的焊接特性,开始使用低氢型焊条和直流焊机;为了解决受力焊缝全熔透质量缺陷,开始研究开发碳弧气刨技术,极大地推动了焊接技术进步。
这些技术就是“前沿技术”,当时最先掌握这些技术的单位就是掌握了“前沿技术”对焊接技术进步有贡献的单位。
gmaw焊接工艺特点
gmaw焊接工艺特点GMAW(Gas Metal Arc Welding)焊接工艺,又称为MIG(MetalInert Gas)焊接,是一种常用的自动或半自动电弧焊接方法。
它使用惰性气体或混合气体作为保护气体,同时通过电极提供焊丝,使得焊接过程更加稳定和高效。
以下是GMAW焊接工艺的特点:1.高效率:GMAW焊接工艺使用直流电弧进行焊接,在高电流下工作,从而实现高效率的焊接。
焊接速度快,每小时可以焊接大量的焊缝,提高工作效率。
2.高质量焊接:由于GMAW焊接工艺使用惰性气体或混合气体进行保护,可以有效地防止氧气和水蒸气对焊接区域的污染和氧化,从而得到高质量的焊缝。
3.易于自动化:GMAW焊接工艺可以与焊接机器人和自动化设备结合使用,实现高度自动化的焊接生产线。
这大大提高了生产线的效率,减少了人力成本。
4.适用于多种材料:GMAW焊接工艺适用于多种材料的焊接,包括钢、铝、铜和镍合金等。
可以通过选择不同类型和规格的焊丝、气体和工艺参数,实现适应不同材料的焊接需求。
5.适用于多种焊接位置:GMAW焊接工艺适用于多种焊接位置,包括横向焊接、垂直焊接和天花板焊接等。
在水平和竖直位置焊接时,GMAW焊接工艺通常更容易控制和操作。
6.低溅散:GMAW焊接工艺在操作过程中产生的溅散较少,减少了清理工作和二次加工的需求。
同时,焊接过程中产生的烟雾和废气也较少。
7.焊接变形小:GMAW焊接工艺的热输入较小,焊接变形相对较小。
这对于一些对变形要求较高的工件和结构来说是非常重要的。
8.焊接适用于薄材料:由于GMAW焊接工艺在焊接过程中生成的热量较小,对薄材料的影响也较小。
因此,GMAW焊接工艺非常适用于薄材焊接。
9.易于操作和学习:相对于其他焊接工艺,GMAW焊接工艺相对容易学习和操作。
焊工只需要掌握一些基本的技术和操作要领,便可以进行GMAW焊接。
总体来说,GMAW焊接工艺具有高效率、高质量和易于自动化的特点,适用于多种材料和多种焊接位置,同时还具有低溅散、焊接变形小等优点。
SA738 Gr.B钢使用机械自动横焊(GMAW)焊接工艺研究
SA738 Gr.B钢使用机械自动横焊(GMAW)焊接工艺研究SA738 Gr.B钢是某核电建设的重要材料之一,针对SA738 Gr.B材料的物理化学性能,采用机械自动横焊(GMAW),选用合理的焊接材料,调整焊接工艺和技术措施,严格控制预热温度、层间温度、后热温度和热处理温度,焊后对焊接接头的物理化学性能进行分析得出,焊接接头及热影响区都具有与母材相同或相近的物理化学性能,通过焊接工艺试验,验证了机械自动横焊(GMAW)焊接SA738 Gr.B材料的可行性和有效性,为某核电现场使用机械自动横焊(GMAW)提供了依据。
标签:SA738 Gr.B钢;核电;焊接;机械自动横焊1 前言钢制安全壳(CV)是某核电第三层保护屏障,安全壳的整体是由5段拼装而成,其中CV筒体是由3段拼装而成,其分别为CV第1段筒体、CV第2段筒体和CV第3段筒体。
CV筒体板材质均为SA 738 Gr.B、内径为43m。
CV第1环筒体由5圈环板拼装组成,第一圈环板(CY1)壁厚为55mm,其余壁厚均为52mm;CV第2环筒体由4圈环板拼装组成,其壁厚均为52mm;CV第3环筒体由2圈环板拼装组成,其壁厚均为52mm。
某核电安全壳环与环,圈与圈的拼接是通过焊接手段实现的。
CV筒体纵焊缝共计132条、环焊缝共计12条,考虑到手弧焊(SMAW)操作方便、使用灵活、适应性强等优点,CV筒体纵焊缝和环焊缝都是选用手弧焊工艺,但是手弧焊焊接速度较慢并且为了保证工期要求投入的焊工人数较多。
CV筒體环焊缝共计12条,每一条环焊缝长度为135m,这就决定了使用手弧焊焊接工期较长;同时由于焊工的焊接手法和焊接水平有优劣之分,进而不能保证环焊缝焊接质量的均匀性。
自动焊焊接速度块,焊接受人为因素影响较小,焊接质量较均匀,可以判断自动焊可以拟补手弧焊的不足,因此研究自动焊焊接工艺有重要意义。
2 焊接材料的选择CV筒体板材质为SA 738 Gr.B,厚度为52~55mm,根据焊接材料选用原则,应根据SA 738 Gr.B钢的化学成分,力学性能、焊接性能并结合压力容器的结构特点、使用条件及焊接方法综合考虑选用焊接材料,并要保证焊接接头的性能等于或高于母材SA 738 Gr.B钢的力学性能,根据上述原则并参考ASME第II卷A 篇SA 738 Gr.B的物理化学性能及ASME第II卷C篇相关焊材的物理化学性能,焊材选取ER90S-G,φ1.2m m,实心焊丝,母材及所选用的焊材在使用前,需复验并且合格才可以使用,表1为SA 738 Gr.B钢与ER90S-G焊丝力学化学性能对照,通过对照分析,确定的焊材ER90S-G符合上述焊材选用原则。
窄间隙GMAW(NG-GMAW)横向焊接概述

窄间隙GMAW(NG-GMAW)横向焊接概述1 窄间隙GMAW焊接技术1.1 窄间隙焊接1963年美国巴特尔(Battelle)研究所就提出了窄间隙焊接技术。
到1966年,窄间隙焊接(NGW, Narrow Gap Welding)这个词首次被使用,随后被大量使用在焊接文献中[1]。
窄间隙焊接是基于现有的弧焊技术,采用I型或U型小尺寸坡口,进行的多层单道或多层多道焊接[2]。
窄间隙焊接是对GMAW、GTAW、SAW、SMAW等焊接方法进行的特殊应用,基本的焊接原理、技术特性还是相同的。
与传统的焊接方法相比,窄间隙焊接有以下优势[3]:焊接材料与电能消耗减少;焊接接头的残余应力、残余变形减小;接头力学性能更好。
1.2 窄间隙GMAW特点窄间隙焊接方法在实际使用时主要是NG-GMAW(窄间隙熔化极气体保护焊)、NG-SAW (窄间隙埋弧焊)和NG-TIG(窄间隙钨极氩弧焊)这三种方法。
其中,NG-GMAW更具有应用优势和前景。
[4]NG-TIG 低无高能NG-GMAW 高无较高能NG-SAW 较高有一般不能在现有的各种窄间隙焊接技术中,综合评价认为NG-GMAW应是相对更优越的技术。
从焊接生产率上看,NG-GMAW与NG-SAW的生产效率差不多,但成倍地高于NG-TIG技术;从空间位置上看,NG-GMAW可以全位置焊接;其次NG-GMAW热输入范围宽且可很低,使得该技术可在无需采用特别技术如焊前预热、道间温度控制、焊后热处理等条件下,尤其适合低合金高强钢、超高强钢焊接[5]。
但是,在实际生产中窄间隙GMAW技术常常会遇到以下困难[6]:(1)侧壁熔合不良。
这个是窄间隙焊普遍存在的问题,由于窄间隙的坡口深而窄,电弧覆盖范围有限,对侧壁热输入量不足,容易产生熔合不良。
(2)气保护要求高。
为了保证焊接过程中始终有良好的气保护作用,需要气保护尽可能的靠近电弧。
(3)焊接飞溅对工艺稳定性影响大。
GMAW焊接过程中不可避免的会出现飞溅,一旦飞溅落到导电嘴、保护气通道、焊枪,容易造成焊接过程的不稳定,甚至是焊枪的损坏。
采用熔化极气体保护电弧焊的先进管道焊接技术

采用熔化极气体保护电弧焊的先进管道焊接技术P.Jernstr(o)m;J.Uusitalo【摘要】在要求很高的石油化工行业管道焊接应用场合,熔化极气体保护电弧焊(GMAW)广泛应用于金属焊接.在这些场合中,除了在一种材料两面进行的焊接外,其他场合均采用留隙焊根焊接.通过采用先进的电源技术,可以在没有铜衬垫的情况下进行外部焊接.介绍了一种提高管道环焊质量和效率的新焊接工艺,简称“Wise Root+”.焊接试验结果表明,这种新焊接工艺对改善电弧稳定性、控制飞溅、熔透成形和焊接速度均具有积极作用,获得了光滑、均匀的根部焊道以及完全焊透和侧面熔合效果.焊接速度是钨极惰性气体保护焊(GTAW)的3~4倍.【期刊名称】《电焊机》【年(卷),期】2014(044)005【总页数】4页(P19-22)【关键词】管道焊接;GMAW;根部焊道;Wise Root +;焊透;焊接速度【作者】P.Jernstr(o)m;J.Uusitalo【作者单位】Kemppi Oy, Kempinkatu 1,15801 Lahti, Finland;Kemppi Oy, Kempinkatu 1,15801 Lahti, Finland【正文语种】中文【中图分类】TG457.6;TG444+.770 前言过去50年间,管道焊接技术的发展迫使我们高效率、高质量地完成焊接[1]。
先进焊接电源的出现,使在没有铜背垫的情况下进行外部单面焊接已成为可能。
近年许多焊接设备制造商推出了为此设计的产品。
如林肯电气公司(Lincoln)的表面张力过渡(STT)技术可用于在任何位置上进行单面留隙焊根焊接[2]。
如今,伏能士(Fronius)、米勒(Miller)和伊达高科(EWM)在市场上均拥有各自的相应产品。
1 肯倍(Kemppi)WiseRoot+工艺特点肯倍(Kemppi)的WiseRoot+工艺具有非常高的电压测量精度,电压则用于控制电流的输入。
无镀铜焊丝在中部槽焊接专机上的应用分析
《无镀铜焊丝在中部槽焊接专机上的应用分析》摘要:摘要:本文介绍了无镀铜焊丝的生产工艺、产品特点,重点分析了桶装无镀铜焊丝和镀铜焊丝在中部槽焊接专机上应用的工艺性能,无镀铜焊丝表面采用了特殊的涂层技术,不进行抛光工艺,其表面较镀铜焊丝粗糙,而焊工习惯性的将送丝压轮压至与使用镀铜焊丝时松紧程度相当,引弧时,表面粗糙的无镀铜焊丝送丝速度较快,焊丝插向母材,使电弧长度变短,电弧电压降低,焊接电流突然增大,造成焊丝爆断,引弧困难,甚至将焊丝与导电嘴烧结,本文通过对桶装无镀铜焊丝和镀铜焊丝在中部槽焊接专机上的应用对比,分析了两种焊丝的工艺性能,通过合理调整送丝系统,证明无镀铜焊丝具有一定的优越性,今后必会将被越来越多的企业使用,逐步替代镀铜焊丝戈鑫祯摘要:本文介绍了无镀铜焊丝的生产工艺、产品特点,重点分析了桶装无镀铜焊丝和镀铜焊丝在中部槽焊接专机上应用的工艺性能。
通过对两种焊丝工艺性能的试验对比,表明无镀铜焊丝具有一定的优越性。
同时,对中部槽焊接专机使用桶装无镀铜焊丝时,如何调整送丝系统给予指导。
关键词:无镀铜焊丝;焊接专机;工艺性能;中部槽Abstract: This paper introduces the production process and product characteristics of no copper-plated wire, and focuses on the analysis of the technological performance of no copper-plated wire and copper-plated wire used in middle trough welding plane. By comparing the technological properties of the two kinds of welding wires, it is shown that no copper-plated wire has certain advantages. At the same time, it provides guidance for how to adjust the wire feeding system for the middle trough welding plane when the drum is used without copper-plated welding wire.Key words: non-copper-plated wire;welding plane;process performance;middle trough0 引言无镀铜焊丝是一种环保型产品,与镀铜焊丝相比省去了镀铜工序,在焊接过程中烟雾少,能够减轻对环境的污染,有益焊工身体健康。
实芯焊丝气体保护焊GMAW和药芯焊丝气体保护焊FCAW两者的区别.docx

GMAW:熔化极气体保护焊含有MIG和MAGMIG:熔化极惰性气体保护焊MAG:熔化极活性气体保护焊FCAW: 药芯焊丝气体保护焊(软钢及高张力钢用药芯焊丝)SMAW:药皮焊条电弧焊SAW:埋弧自动焊实芯焊丝气体保护焊(GMAW)和药芯焊丝气体保护焊(FCAW)两者的区别:1.GMAW的主要优势在于每小时的金属熔敷量,这极大地降低了劳动力成本。
气体保护焊的另一个优势在于它是一种干净的工艺,这主要归功于没有使用焊剂。
在通风不良的车间会发现,从手工电弧焊或药芯焊换成气体保护焊后情况会得到改善,这是因为烟的产生减少了。
由于有各种各样的焊丝可选用,而且焊接设备变的更便于携带,气体保护焊的适用领域不断得到扩展。
该工艺的另外一个优点是可见性。
因为没有焊渣,焊工能够很容易地观察电弧和熔池的情况,从而改善控制。
GMAW还对气流和风特别敏感,它们会将保护气体吹开,留下未保护的金属。
正是这个原因,气体保护焊不大适合工地焊接。
应充分认识到,气体流量大于推荐值的上限,并不能保证对熔池适当的保护。
实际上,大的气体流量反而导致气体紊乱,并增大气孔产生的可能性,这是因为增大气体流量实际上可能将空气带入焊接区。
2.FCAW获得广泛的认可,是因为它能提供优良的性能。
可能最重要的优点是它能提供很高的生产效率,即单位时间内所熔敷的焊缝金属量。
它是手工焊接工艺中效率最高的。
这是由于焊丝盘提供连续不断的焊丝,同GMAW一样增加了电弧时间。
该工艺还被分类为大熔深弧焊,这有助于减少熔合性缺陷的可能性。
由于该方法主要用于半自动工艺,其操作技能要求远低于手工方法的要求。
无论有无保护气体的辅助,FCAW因有焊剂,它比GMAW对母材污染有更大的容许。
正是这个原因,使得FCAW适合工地焊接,在现场,风使得保护气体流失,而GMAW会受到极大的影响。
然而,检验师应当明白该工艺有它的局限。
首先,由于有焊剂,所以在后序焊道焊接前和外观检查前必须去除这层固体焊渣。
环保型无镀铜CO2气体保护焊实心焊丝(GMAW生产及应用)

环保型无镀铜CO2气体保护焊实心焊丝(GMAW)生产及应用贾军1,梁贻谋2(1.昆山中冶宝钢焊丝厂,江苏昆山 215333;2.上海洗霸科技有限公司,上海,200437)摘要:本文介绍了无镀铜焊丝和镀铜焊丝的比较、生产实践环节方面的主要技术难点和性能,同时介绍了GMAW无镀铜焊丝的相关特点、同行以及其现场使用方面的情况,并对今后的发展做了一些预测。
文章中的观点鲜明,对焊丝镀铜和防锈的观点作了理论和实践的分析,有说服力,所涉及的工艺、新材料介绍详细,数据准确可靠,可作为同行业研制、生产无镀铜焊丝的技术支持;同时文章的主要观点代表了我国焊材研究和发展的方向,值得发扬光大。
无镀铜焊丝的生产应用是大势所趋,将是我国焊丝生产应用的主流;应大力宣传、推广应用无镀铜焊丝,造福了焊接界和全国人民。
关键词:环保;无镀铜;焊丝;焊接;存在的问题Production and Application of Envi-protection Non-Copper Coated SolidWelding Wire for CO2 Shielded WeldingJIA Jun,LIANG Yi-mou(1. Kunshan MCC Baosteel Welding Wire Factory,Kunshan 215333,China;2.Shanghai Emperor of Cleaning Tech Co.,Ltd,Shanghai 200437,China) [Abstract] The paper introduces the comparison between non-copper coated and copper coated welding wires including the major technical difficulties and property in production and practical application. Meanwhile, the paper also introduces the relevant characteristics and field application of GMAW non-copper coated welding wires. Furthermore, some predictation is made for future development. The viewpoint is quite obvious by analyzing the copper-coated wires and the anti-corrosion function from theoretical and practical perspectives which is convincing. The concerned process, new materials based on accurate datum can be referenced by welding wire manufacturer and also functioned as technical supporting for production. Meanwhile, the main viewpoint stands for the developing trend of Chinese welding material research.The production and application of non-copper coated welding wires will be the mainstream for future welding wire production. Therefore, it is worthwhile to promote using non-copper coated wires.[Keywords] Environmental Protection, Non-copper Coated; Wire; Welding; Existing Problems贾军一、单位名称中文名称:昆山中冶宝钢焊丝厂英文名称:Kunshan MCC Baosteel Welding Wire Factory二、个人简历出生日期:1977年7月籍贯:山西省大同市职称:主任工程师/生产制造部副部长学历:大学本科性别:男主要从事工作:主持公司的生产制造部相关工作。
CO2气体保护焊的技术及应用
CO2气体保护焊的技术及应用作者:冯彦青来源:《科技视界》2015年第11期【摘要】近几年焊接技术不断发展,尤其是熔化极气体保护焊发展十分迅速,本文主要叙述了CO2气体保护焊的技术及应用。
【关键词】CO2;焊接技术;气体保护焊CO2气体保护焊俗称:二氧焊、二保焊、气保焊,是利用CO2气体作为电弧介质并保护焊接区电弧焊,属于熔化极气体保护焊,英文缩写(MAG或GMAW)1953年前苏联研发。
因工作效率高,生产成本低本,熔透性好、焊接变形小等优点故被广泛应用于工业制造。
CO2气体保护焊的优点:(1)工作效率高是手工焊的1~3倍最高可达到4倍。
(2)生产成本低是手工焊的50%。
(3)熔透性好开II破口时一次熔深可达到10mm,探伤合格率可达到95%。
(4)焊缝抗裂性好,因CO2气体是氧化性气体,由于氧化的作用,大大降低了焊缝中氢的含量(氢是造成焊缝裂纹的主要原因之一)。
(5)焊接变形小,由于保护气体的压缩降低了焊接热输入(线能量)降低了焊接变形。
CO2气体保护焊缺点:(1)设备比较复杂,价格较昂贵。
(2)焊接飞溅较多,假如焊接电流、电弧电压、操作手法不正确时飞溅十分严重,且清渣困难。
(3)室外作业性差,当现场风速每秒超过2m是应作防护措施或停止施焊。
(4)氧化性大,只适合于碳素钢,低合金钢的焊接。
二氧化碳(CO2)气体保护焊的焊接技术:1)焊接设备:交流弧焊机、整流弧焊机、直流逆变弧焊机等。
2)焊接材料:镀铜实芯焊丝、药芯焊丝两种。
3)焊前准备:(1)焊接电流电、弧电压的调节:根据焊接位置,焊接接结构母材厚度选择焊接电流。
根据焊接电流选择电弧电压。
计算公式:(实芯焊丝)焊接电流﹥300A时×0.04+20±2=电弧电压焊接电流﹤300A时×0.05+16±2=电弧电压药芯焊丝:焊接电流﹥300A时×0.06+20±2=电弧电压焊接电流﹤300A时×0.07+16±2=电弧电压(2)CO2保护气体流量调节:电流﹥200A时气体流量15-20L,电流﹤200A时气体流量12-15L注:药芯焊丝焊接时,气体流量在15L即可,焊接电流,电弧电压配合参数要求不十分高。
DW-036B环保无镀铜焊丝润滑脂在无镀铜生产线上的应用
DW-036B环保无镀铜焊丝润滑脂在无镀铜生产线上的应用烟台电镀技术研究所邓文研发部部长邮编264006前言:DW-036B环保无镀铜焊丝导电润滑脂采用导电剂,有机粘结剂,抗阻剂,稳弧剂,润滑剂,防锈剂等复配而成。
DW-036B环保无镀铜焊丝的最大优点是成功的解决了镀铜焊丝在全自动焊接过程中焊丝的掉铜屑引起的送丝不稳定的问题。
具体解决了因镀铜焊丝的掉铜屑对送丝管尤其对与导电嘴相连的部分产生阻塞的严重影响;使焊接得以正常进行,提高了焊接效率和减少了操作工作量,同时、现场焊接飞溅、烟雾大大减少,焊缝成型良好,DW-036B环保无镀铜焊丝具有很多优点,因此得到了一定范围较的推广应用,得到好评、获得成功。
DW-036B environmental non-conductive grease copper wire with a conductive agent, an organic binder, anti-blocking agent, arc stabilizer, lubricants, anti-rust agent compound formed. DW-036B environmental protection without copper wire biggest advantage is the successful solution of the problem of instability wire copper wire in automatic welding process out of copper scrap wire caused. Specifically address the serious impact due to swap copper scrap copper wire to wire feeding tube, especially on the part of the contact tip and connected to produce obstruction; welding can proceed to improve the welding efficiency and reduces operator workload while, field welding splash, greatly reducing smoke, weld good, DW-036B environmental non-copper wire has many advantages, so to a certain extent than the application, to give praise, to be successful.一,DW-036B环保无镀铜焊丝简介DW-036B环保无镀铜焊丝已经通过国家焊接材料质量监督检验中心的检测报告,符合国标GB/T8110-2008。
无镀铜实心焊丝抗锈及工艺性能的研究现状

腐蚀速度与电化 应之间的
,发现 ;扫
试不同拉丝油的电极可以评价防锈油的性
能,同
过外循环曲线从机理上 :造成防
锈性能差异的原因。 王洋娜⑸过电化学阻抗图谱及稳态极化曲线研
究了基础油及单一功能剂在不同浓度下对焊丝耐蚀性
的 ,并 过 试验得到了 6#合功能油,即1%
硬脂酸钙+ 1%钛酸丁酯+0.8%苯甲酸钠+3%T705 + 0.4%T746 + 1.55司苯-0 +0.5%羊毛脂镁皂为最 佳的配方。使用6#合功能油、基础油及2% 量的
1抗锈性能
抗锈能力是考核焊丝质量的一个重要指标。无镀
!"#$%&——册
铜焊丝经特殊表面处理达到抗锈的目的 ,而镀铜焊丝 是通过表面的镀铜层对铁基体形成一种 保护来进 行抗锈的。如果铜镀层致密度不好,或运输及使用过
中受到破坏,在潮湿的 中由于电化 用,暴露 的铁基体 为阳极被腐蚀,这是由于CJ+/C,的标 准电极点位要比Fe! + /Fe的高0.777 2 V⑴。在放大 50倍 别拍摄了无镀铜焊丝及镀铜焊丝的表面外观 形貌,如图1所示。由图lb可知,镀铜焊丝的铜镀层 致密度较差,这将会加快焊丝的腐蚀速率。
其放置在尺寸为350 mm X400 mm x500 mm的恒温恒
(b)镀铜焊丝
图2抗锈性能试验结果
湿箱中,将其 度85% ±1%, 层有少量锈蚀。
设置为温度45 T ±1 T,相对湿 间设置为72 h内外普遍采
用电化学技术研究材料的腐蚀行为,探索 评价焊 丝抗锈性的技术⑷。王|⑷研究了油抛焊丝在不同环
38 2019年第4期
含有有毒的铜离子,焊接操作人员吸入过量的铜烟尘 可引起金属铜烟雾热急性综合征,严重损害焊接操作 人员的身心健康。
无镀铜焊丝项目可行性研究报告

无镀铜焊丝项目可行性研究报告一、项目背景与目标无镀铜焊丝作为一种新型的焊接材料,在电子、电工、通信等行业有着广泛的应用。
与传统镀铜焊丝相比,无镀铜焊丝更加环保,无须处理废水、废气等排放问题,同时也减少了生产成本。
本可行性研究报告旨在对无镀铜焊丝项目进行全面的分析,评估其可行性和发展前景。
二、市场分析1.市场需求:随着电子、电工、通信行业的不断发展,对高质量的焊接材料需求日益增加。
无镀铜焊丝作为一种无污染、高导电性的材料,具有广泛的市场需求。
2.市场规模:根据市场调研数据显示,无镀铜焊丝市场规模逐年增长,预计未来几年将保持稳定增长态势。
截至目前,无镀铜焊丝市场规模已达到数百万吨,年均增长率在10%以上。
3.市场竞争:目前,无镀铜焊丝市场竞争激烈,行业内部已经形成了一些具有较高市场份额的知名品牌。
但整体市场还存在一定的空白,有较大的发展潜力。
三、技术可行性1.原材料:无镀铜焊丝的主要原材料是纯铜丝,不需要进行表面镀铜处理。
纯铜丝在市场上具有广泛的供应,成本相对较低。
2.生产工艺:无镀铜焊丝的生产工艺相对简单,主要包括纯铜丝的拉丝、锻打和绕线等工艺。
技术门槛相对较低,容易掌握。
3.设备投资:无镀铜焊丝生产线的设备投资相对较小,只需要一些常规的金属加工设备和焊丝绕线机等设备即可。
设备采购相对容易,投资回报周期较短。
四、经济可行性1.成本分析:无镀铜焊丝的生产成本相对较低,主要包括原材料成本、人力成本和设备折旧等。
与传统镀铜焊丝相比,无镀铜焊丝无需进行镀铜处理,大大降低了生产成本。
2.利润预测:根据市场调研数据显示,无镀铜焊丝的销售利润空间较大,预计年均利润率在30%以上。
以年销售量1000吨为例,预计年净利润可达数百万元。
3.投资回收期:综合考虑市场竞争、市场需求和销售利润等因素,无镀铜焊丝项目的投资回收期预计在3-5年左右。
五、风险分析1.市场风险:无镀铜焊丝市场竞争激烈,新进入者需要面临已有品牌的竞争压力。
关于GMAW和SAW在筒体焊接中的应用

关于GMAW和SA W在筒体焊接中的应用文章介绍了GMAW和SAW在筒体焊接中的设计原理,从工艺的合理性和产生的经济效益上对比了新旧两种工艺。
同时介绍了实验的过程和试验的结果。
标签:GMAW;SAW;新工艺前言筒体焊接是一个比较困难的焊接,旧的焊接方式不管从生产效率还是经济效益等方面都已不再适应,文章介绍一种筒体内侧坡口采用熔化极气体保护焊(英文简称GMAW)而外侧采用埋弧焊(英文简称SAW)的新工艺,此种工艺能够提高30%的焊接效率和降低35%的生产耗费,是一种经济实用的焊接方式。
1 熔化极气体保护焊简介熔化极气体保护焊(以下简称GMAW)采用可熔化的焊丝与被焊工件之间的电弧作为热源来熔化焊丝与母材金属,并向焊接区输送保护气体,使电弧、熔化的焊丝、熔池及附近的母材金属免受周围空气的有害作用。
连续送进的焊丝金属不断熔化并过度到熔池,与熔化的母材金属融合形成焊缝金属,从而使工件相互连接起来。
熔化极气体保护焊根据保护气体的种类不同可分为:熔化极惰性气体保护焊(英文简称MIG)、熔化极氧化性混合气体保护焊(英文简称MAG)和CO2气体保护电弧焊三种。
熔化极氧化性混合气体保护焊(MAG):保护气体由惰性气体和少量氧化性气体混合而成。
由于保护气体具有氧化性,常用于黑色金属的焊接。
在惰性气体中混入少量氧化性气体的目的是在基本不改变惰性气体电弧特性的条件下,进一步提高电弧的稳定性,改善焊缝成型,降低电弧辐射强度。
2 埋弧焊简介埋弧焊是通过预先把颗粒状焊剂散步在焊接的部位,焊丝通过送丝装置,自动连续地向焊剂中送进,在焊丝前端与构件间引燃电弧,电弧热使构件、焊丝和焊剂熔化,以致部分焊剂蒸发,熔化的金属和焊剂蒸发的气体形成了气泡,电弧在气泡中燃烧。
气泡上部被一层熔化的焊剂-熔渣所覆盖,不仅隔绝了空气与电弧和熔池的接触,同时具有稳弧和冶金的作用。
3 焊接的原理和工艺3.1 设计原理由于GMAW使用的热输入较小,背面成形能够得到控制,且易实现背面成形,针对GMAW和SAW的特点设计出了在内侧采用GMAW而在外侧此采用SAW的新工艺。
核电模块GMAW全自动焊焊接工艺
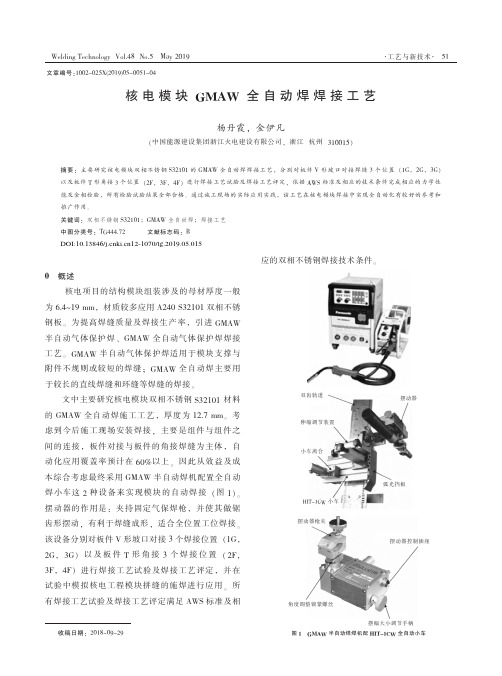
(6) 应对熔入焊缝的定位焊焊缝及去除定位焊 缝的坡口进行外观和 PT 渗透检验。 1.4 焊接与切割气体
焊接与切割用气体应满足相应标准要求, 双相不 锈钢焊接保护气体混合比采用 φ(Ar)98%+φ(CO2)2%。
Welding Technology Vol.48 No.5 May 2019
1.5 焊接工艺
(1) 定制柔性金属导轨, 采用磁力式固定, 并 调整导轨与焊件的距离。
(2) 安装 GMAW 半自动焊机头, 调整焊枪角度 与距离。 接通电源, 在导轨上来回运动, 验证导轨 是否安装到位。
(3) 接通气源, 安装焊丝盘, 调整焊枪位置。 (4) 在模拟现场高空拼装时, 柔性金属导轨布 置必须考虑整体框架刚性固定或卡块固定以及周围 脚手架等障碍物的影响。 1.2 施工环境 (1) 焊 接 区 域 1 m 范 围 内 的 环 境 空 气 相 对 湿 度<90%。 (2) 焊接时应采取措施保护焊接工作不受污染, 以及雨、 雪、 风的影响。 (3) 不允许在潮湿的表 面 或 雨 雪 环 境 中 施 焊 , 露天场地组装必须搭设防护棚。 (4) 气体保护焊风速≤2 m/s, 环境温度≥0 ℃。 1.3 组对及焊前检查 (1) 焊件组对前应仔细检查坡口面以及距坡口 边缘 20~50 mm 范围内的内外侧表面, 采用酒精、 丙 酮及其他经批准的材料对待焊表面存在的油污等杂 质进行清理, 直至焊接坡口及两侧露出金属光泽, 保证该区域内无油、 漆、 垢、 毛刺、 锈迹等杂物, 且不得有任何影响焊接质量的缺陷存在。 对接接头 及角接接头坡口形式设计如图 2 所示。 (2) 试件组装时可通过调整组装间隙来控制定 位焊时的焊接收缩变形, 并用工装卡具, 定位焊或 临时性附件在应有的位置上进行装配、 对中和定位。 设计的工装卡具如图 3 所示。 (3) 错 边 量≤所 连 接 的 较 薄 部 件 厚 度 的 10% , 且≤1 mm, 定位焊完成以后必须重新检查定位的尺 寸是否改变。 (4) 不锈钢母材坡口表面的清理要用专用的不 锈钢清理工具, 如不锈钢钢丝刷、 不锈钢专用砂轮
GMAW-P自动焊工艺在核电站钢制安全壳中的应用

妨猱生产应用GM AW-P自动焊工艺在核电站钢制安全売中的应用刘非{国核示猶:亀站有艰责任公司,山东.廉成.2«412.)摘要简寒貪靖I GMAW的工艺特点和应用现状,从钢制安金壳设计单位支持、焊接敗d幕式及:R寸确參、_接工艺参数匹配、坡口t t对和曹面清撥_:方面探讨了_GMAW-P自动焊工艺在核电站钢制安全壳制造中的卖施难 成及保征措施,对国:产核_后续宠全壳自动化焊接制造_眞#»_意顰的_意义a关键词:核电工程钢制安全壳G M A W-P自动焊工艺中图分类号:T G424〇序 言国内某大型先进压水堆核电站钢制安全壳貪径 为43 m,高度为73.6 m,壳体材料为低合金高强度SA738 Gr.B调质钢板,壁厚为43 ~55 mm,钢制安全 壳由上下封头和筒体组成,筒体由144块弧板现场拼 装焊接而成,涉及144条纵焊缝和13条环焊缝,焊缝 总长度约为2 300 国内在建的AP1000核电站钢 制安全壳焊接采用焊条电弧焊艺|3〃2]。
核电站钢 制安全壳作为民用核安全设备,其焊接制造质量龙为 重要。
传统采用焊条电弧焊方法制造钢制安全壳受 外在因素影响较大,其處莺R T靠性保证难度増加9为了提高核电站钢制安全壳焊接质量,减少人为_素的 影响,压缩工期,采用先进、高效的自动焊接技术,是 未来核电建设发展的趋势。
1GMAW自动焊工艺特点及应用现状相比传统的焊条电弧焊,熔化极气体保护自动焊 具有焊接生产效率高、焊接变形小.、可以获得含氢量较 焊条低的焊缝金属可以连续焊接、不过分依赖焊接人 员技能水平、焊接质量稳定等优点,但是焊接过程需要 防风,存在灵活性差、可达性差等缺点。
随着熔化极气 体保护自动焊设备和焊接材料的发展,熔化极气体保 护自动焊:艺已广泛应用于锅炉、,压力容器制造。
为适应核电发展,S内某些单位5开展了钢制安全壳 (钢衬里〕t i g自动焊工艺w和熔化极气体保护自动焊收稿日期:2017 - 04-19,1:艺|的研究和应用^核电站钢衬里多选用优质的低 合金钢和碳素钢,如圉内的20HR、法国的A42、欧洲标 准的P265GH,t8]。
薄板焊接用新焊丝

薄板焊接用新焊丝本文详细介绍了新型薄板高速焊接用的气爱惜电弧焊(简称GMAW)焊丝特点。
电弧焊接机械人在汽车工业的许多焊接工艺中应用普遍。
各类复杂三维形状的冲压组件都通过焊接机械人焊接,对这些冲压件的尺寸精度要求很高。
事实上,冲压件的尺寸精度若是达不到要求,就会造成诸如焊缝根部间隙转变和GMAW(气爱惜电弧焊)焊丝目标位置的变更。
这些变更常常会造成错位或熔穿等焊接缺点,增加工人修复缺点的时刻。
高速焊接能够显著提高工作效率,但是,焊接速度过快会造成咬边、焊缝凸起、焊宽不足等缺点,也一样增加焊后缺点修复时刻。
这些问题多数能够通过降低焊接速度,确保足够的焊缝宽度来解决。
但是,当考虑效率和本钱问题时,这种解决方式就行不通了。
解决高速焊接上述问题的一种方式是通过调整熔透焊缝的形状:增加焊缝宽度。
焊缝宽度增大会减少焊接不持续现象,改善焊缝质量,尤其适合焊接薄板。
焊接质量也能够通过进一步减少焊接熔渣实现,因为熔渣会剥离焊缝涂覆层。
为了实现这些要求,日本神户钢铁公司(Kobe Stee)开发了一种新型GMAW焊丝:SE-A50FS,焊接时能形成较宽的焊缝,产生最少的熔渣。
公司还研发了多种方式来操纵它的焊接熔池特性。
GMAW焊丝的应用采纳新型GMAW焊丝所制造的焊缝形状美观,熔渣少,超级适合汽车工业和电子工业上薄板(2~4mm)边角的搭接接头和T型接头的焊接。
该焊丝也适用于混合气体(Ar和CO2)焊接。
新型焊丝的设计理念焊接熔池粘度低,有利于形成宽焊缝。
氧和硫都能显著地减小熔池金属的粘度和表面张力。
但是,这些元素也对焊缝产生不利阻碍。
尽管能够通过在爱惜气中成心识地添加氧,但添加的氧元素也会使焊接电弧冷却和收缩,造成焊接电弧不稳固。
另外,氧会与带有硅、锰等亲氧的元素反映, 生成包括二氧化硅和氧化锰的熔渣排出,大量集聚在焊缝表面。
这些熔渣在焊缝表面停留,会损坏焊缝外观尺寸和涂覆性能。
但是,添加的氧量较少又可不能明显改善焊缝成形。