真空电镀参数
真空电镀

有关真空电镀的一点知识真空电镀(NCVM):在近3000摄氏度的真空镀膜炉内,将金属化为气体,这些气体会附在 胶件或其他待镀件的表面,形成电镀膜层,所以“真空电镀”又称“蒸镀”。
设备:真空镀膜炉,+自动喷涂线(两次喷涂)。
( 德国雅宝,约100万欧元/台,炉直径1.8米,可容600挂/炉,电镀时胶件在绕炉 心轴公转的同时也会自转,电镀时间为半小时左右。
当然还有其他品牌或国产机, 价位、容量与效果会不一样。
)适用塑胶材质(常用):ABS、PC、ABS+PC、PMMA。
模具表面要求:至少省到2000#的砂纸或以上,8u”以下的纹深电镀后都会被覆盖成亮面。
亮面镀工作程序:用透明UV打底漆(厚度约10u”)+电镀金属膜层(厚度约0.3-0.5u”) +透明UV面漆(厚度约10u”)彩镀工作程序:用透明UV打底漆(厚度约10u”)+电镀金属膜层(厚度约0.3-0.5u”) +调好颜色的UV面漆(厚度约10u”)不导电真空镀与导电真空镀:前者电镀的是金属铟(属不能连续导电金属),后者镀的是金属铝。
CD纹与拉丝纹:完全决定于电铸模表面,只有纹深在8u”以上才有效果。
亮面与雾面:完全决定于电铸模表面,只有纹深在8u”以上才有效果。
在同一块表面上, 真空电镀无法实现亮面与雾面并存,水镀可以。
表面丝印:可以实现,要用特殊的油墨。
镭雕:素材一般用透明材质,镀层背面丝印颜色,字符也雕在镀层背面。
性能指标测试:百格、硬度、RCV值、耐酒精性、高低温以及盐雾测试标准与UV油漆相同。
以上材料供参考,其中难免有不正确的地方,大家可能有更深刻的认识。
在此抛砖引玉,还望大家不惜赐教,共同探讨,谢谢!。
PVD —真空电镀介绍
五、PVD鍍膜品質管控:
2. 鍍層硬度測試:用維氏硬度機測試鍍層表面 硬度,一般硬度在HV600以上(即HRC50以 上) ,此硬度非鍍層真實的硬度,因為設備的 原因,實際上在測試時,已把鍍層打破。(實 際的硬應在HV1000以上)
2013/7/8
10
Zhongshan Worldmark Sporting Goods Company LTD .
2013/7/8
4
Zhongshan Worldmark Sporting Goods Company LTD .
二、真空電鍍原理:
# 離子鍍是蒸發鍍和濺射鍍相結合的新技術,目前用在球 頭上主是離子鍍。
# 真空鍍可以鍍金、鈦、鋯、鉻、銅等金屬,同一種金屬 能透過不同的反應氣體(O2、N2、C2H2)及氣體的比 例,會形成出不同顏色的鍍層;顏色的深、淺是靠通入 反應气體的多少來決定,而色深要比色淺的硬度硬(因通 入反應氣體少時,不能使Ti饱和反應,鍍膜中有反應Ti 和鈍Ti,而鈍Ti的硬度比反應Ti要低,造成硬度下降)。
3
4 5
今泰
萬爾 思百高
TLM深黑色、灰黑色
TLM深黑色、灰黑色 深黑色、藍色、咖啡色、灰黑色
2013/7/8
15
Zhongshan Worldmark Sporting Goods LTD .
THE END! TKS!
2013/7/8
16
Zhongshan Worldmark Sporting Goods LTD .
真空電鍍基本知识介绍
生技二課 2010年2月23日
2013/7/8
1
Zhongshan Worldmark Sporting Goods Company LTD .
电镀要求

真空电镀资料

真
●五.真空电镀与其他工艺搭配效果
空 效
果
與
鐳
雕
.
印 刷 、 熱 轉 印 工 藝 的 藝 術 搭 配
●六.真空電鍍件常问题点及发生原因
項次 不良現象
發生原因
改良對策
1
油污點 除油不盡
加強前制程清洗和淨電除塵
2
底漆顆粒 底漆過濾不充分;噴房無塵度不足
加強底漆過濾,防雜質混入;改善噴房 環境
3
面漆顆粒 面漆過濾不充分;噴房無塵度不足
尺寸變化大
3.物性測 試上
4.環保上 5.成本上
A.膜厚
B.耐磨性 C.耐候性 D.抗干擾 A.原料利用率 B.廢棄物產生 C.對工作環境要求上 A.加工工費用
厚,有高低電位差
好 中等(三價鉻易發霉)
差 高 較多 較高 一般
真空電鍍 大
較高 一般
強 MCVM不用鐳雕可透光
無 尺寸變化小 薄,0.3UM以下,鍍層比較
4
包裝運 輸方面
1。設計專用吸塑 盒或其他專用包裝 方式;
防產品在運輸過程中 損傷表面
圖示 /
●八.真空电镀与水电镀特性比较
項次 1.外觀 2.尺寸
比較內容 A.麗面效果可調範圍 B.高光效果 C.啞光效果深鍍性 D.金屬質感 E.透光性 A.高低電位 B.邊角位
水電鍍 小 高 好 強
需鐳雕方可透光 有
■一.真空电镀工艺原理及分类 ■二.真空電鍍设备简介及环境要求 ■三.真空電鍍制程介紹 ■四.真空电镀效果 ■五.真空電鍍与其他工艺的搭配效果 ■六.真空电镀常见问题点及发生原因 ■七.真空電鍍件对工程設計的几點要求 ■八.真空电镀与水电镀特性比较 ■九.真空电镀市场前景
真空电镀制程介绍及异常分析

注意事項:
1.手應避免碰到油質或水
2.每爐都需更換金屬絲
在鎢絲上纏繞所需金屬絲
真空電鍍製程介紹
3.更換膠紙 更新電鍍後的透明膠 紙,以便操作人員觀察 蒸鍍的鍍膜狀況
注意事項:
1.每爐都需更換透明膠紙
2.作業時比對膠紙鍍膜的 色澤
膠紙黏貼處
Байду номын сангаас
真空電鍍製程介紹
素材前處理(線外加工) 4.素材前處理 4.1素材表面清潔 備料相應素材,清潔素材, 外觀全檢.
真空電鍍的基本認識
真空電鍍的基本原理與分類 真空電鍍是以抽真空及電極的方式,對產品表面進行金 屬鍍膜的過程. 真空電鍍可分為:真空蒸鍍和真空濺鍍. 真空蒸鍍的基本原理為: 1.用机械泵与擴散泵將真空爐里的气体抽掉,形成我們 需求的真空.(真空度1*10-4Pa) 2.通過調節電流/電壓的大小,讓真空爐里的鎢絲受電 流/電壓的改變而升溫,當達到一定溫度時,鎢絲上的金屬 絲被气化,使它以原子形態沉積在塑膠產品表面,形成一 道金屬鍍膜.
真空電鍍的基本認識
真空電鍍前處理的作用 2.1 底漆的功能和性能 a 与塑膠底材具有优良的附著強度,与所鍍的金屬( 鋁,鉻)結合牢固. b 修飾和遮蓋塑膠表面的所有缺陷,賦予其非常光 滑丰滿度很高的涂層便于鍍膜.
真空電鍍的基本認識
常用的真空電鍍材料
一般常見的真空電鍍電鍍層的金屬有:鋁和鉻 還有不常用的有:鎳/銅/銀/金等
用百格刀以3545角度在被测产品表面划101010mm的小格深度以见底材为准用3m600胶纸紧贴方格表面用手压平排出空气并用橡皮来回滚压牢表面约过9030s后拿起胶纸未粘住的一端以180方向迅速扯起不可猛拉判定標準
真空電鍍研究報告
目錄
最新PVD真空离子镀简介

PVD简介1. PVD的含义—PVD是英文Physical Vapor Deposition的缩写,中文意思是“物理气相沉积”,是指在真空条件下,用物理的方法使材料沉积在被镀工件上的薄膜制备技术。
2. PVD镀膜和PVD镀膜机—PVD(物理气相沉积)镀膜技术主要分为三类,真空蒸发镀膜、真空溅射镀和真空离子镀膜。
对应于PVD 技术的三个分类,相应的真空镀膜设备也就有真空蒸发镀膜机、真空溅射镀膜机和真空离子镀膜机这三种。
近十多年来,真空离子镀膜技术的发展是最快的,它已经成为当今最先进的表面处理方式之一。
我们通常所说的PVD镀膜,指的就是真空离子镀膜;通常所说的PVD镀膜机,指的也就是真空离子镀膜机。
3. PVD镀膜技术的原理—PVD镀膜(离子镀膜)技术,其具体原理是在真空条件下,采用低电压、大电流的电弧放电技术,利用气体放电使靶材蒸发并使被蒸发物质与气体都发生电离,利用电场的加速作用,使被蒸发物质及其反应产物沉积在工件上。
4. PVD镀膜膜层的特点—采用PVD镀膜技术镀出的膜层,具有高硬度、高耐磨性(低摩擦系数)、很好的耐腐蚀性和化学稳定性等特点,膜层的寿命更长;同时膜层能够大幅度提高工件的外观装饰性能。
5. PVD镀膜能够镀出的膜层种类—PVD镀膜技术是一种能够真正获得微米级镀层且无污染的环保型表面处理方法,它能够制备各种单一金属膜(如铝、钛、锆、铬等),氮化物膜(TiN、ZrN、CrN、TiAlN)和碳化物膜(TiC、TiCN),以及氧化物膜(如TiO等)。
6. PVD镀膜膜层的厚度—PVD镀膜膜层的厚度为微米级,厚度较薄,一般为0.3μm ~5μm,其中装饰镀膜膜层的厚度一般为0.3μm ~1μm ,因此可以在几乎不影响工件原来尺寸的情况下提高工件表面的各种物理性能和化学性能,镀后不须再加工。
7. PVD镀膜能够镀出的膜层的颜色种类—PVD镀膜目前能够做出的膜层的颜色有深金黄色,浅金黄色,咖啡色,古铜色,灰色,黑色,灰黑色,七彩色等。
真空电镀-镀膜参数记录表
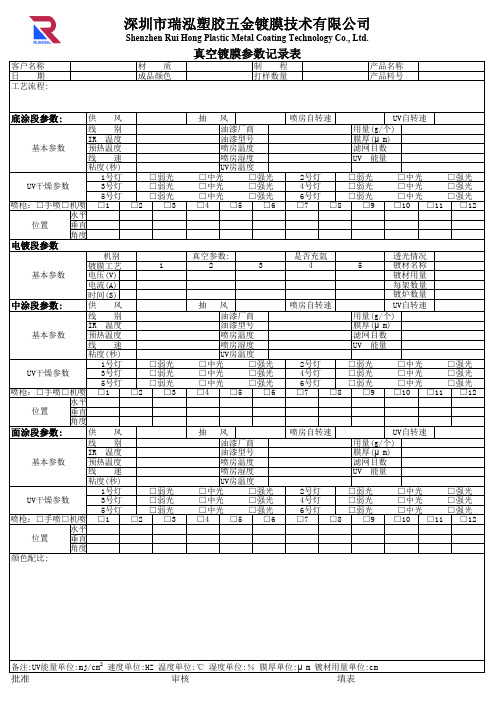
风 油漆厂商 油漆型号 喷房温度 喷房湿度 UV房温度 □中光 □强光 □中光 □强光 □中光 □强光 □4 □5 □6
抽
喷房自转速
2号灯 □弱光 4号灯 □弱光 6号灯 □弱光 □7 □8 □9
风 油漆厂商 油漆型号 喷房温度 喷房湿度 UV房温度 □中光 □强光 □中光 □强光 □中光 □强光 □4 □5 □6
底涂段参数:
风 油漆厂商 油漆型号 喷房温度 喷房湿度 UV房温度 □中光 □强光 □中光 □强光 □中光 □强光 □4 □5 □6
抽
喷房自转速
UV自转速 用量(g/个) 膜厚(μ m) 滤网目数 UV 能量 □中光 □强光 □中光 □强光 □中光 □强光 □10 □11 □12
2号灯 □弱光 4号灯 □弱光 6号灯 □弱光 □7 □8 别 1 镀膜工艺 基本参数 电压(V) 电流(A) 时间(S) 供 风 中涂段参数: 线 别 IR 温度 基本参数 预热温度 线 速 粘度(秒) 1号灯 □弱光 UV干燥参数 3号灯 □弱光 5号灯 □弱光 喷枪:□手喷□机喷 □1 □2 □3 水平 位置 垂直 角度 供 风 面涂段参数: 线 别 IR 温度 基本参数 预热温度 线 速 粘度(秒) 1号灯 □弱光 UV干燥参数 3号灯 □弱光 5号灯 □弱光 喷枪:□手喷□机喷 □1 □2 □3 水平 位置 垂直 角度 颜色配比: 真空参数: 2 3 是否充氩 4 透光情况 镀材名称 镀材用量 每架数量 镀炉数量 UV自转速 用量(g/个) 膜厚(μ m) 滤网目数 UV 能量 5 □中光 □强光 □中光 □强光 □中光 □强光 □10 □11 □12
深圳市瑞泓塑胶五金镀膜技术有限公司
Shenzhen Rui Hong Plastic Metal Coating Technology Co., Ltd.
真空电镀外观标准
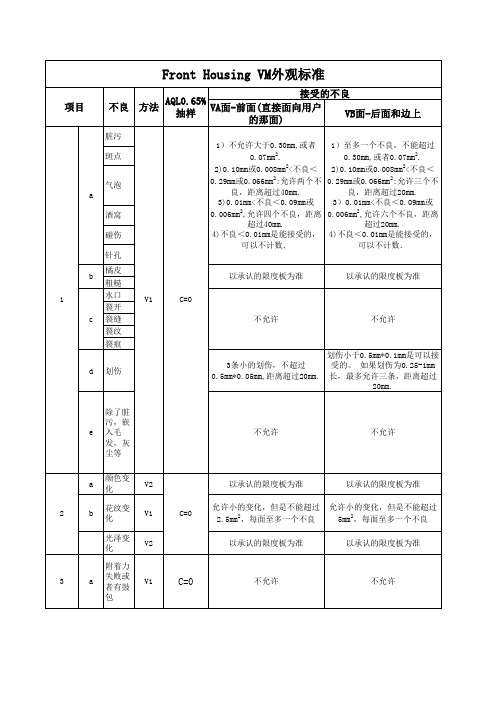
项目 接受的不良 AQL0.65% 不良 方法 VA面 前面( VA面-前面(直接面向用户 抽样 VB面 VB面-后面和边上 的那面) 的那面)
脏污 斑点 1)不允许大于0.30mm,或者 1)至多一个不良,不能超过 2 0.07mm . 0.30mm,或者0.07mm2. 2)0.10mm或0.008mm2<不良< 2)0.10mm或0.008mm2<不良< 0.29mm或0.066mm2:允许两个不 0.29mm或0.066mm2:允许三个不 良,距离超过40mm. 良,距离超过20mm. 3)0.01mm<不良<0.09mm或 3)0.01mm<不良<0.09mm或 0.006mm 2,允许四个不良,距离 0.006mm 2,允许六个不良,距离 超过40mm. 超过20mm. 4)不良<0.01mm是能接受的, 4)不良<0.01mm是能接受的, 可以不计数. 可以不计数.
气泡 a 酒窝 碰伤 针孔 b 1 c 橘皮 粗糙 水口 裂开 裂缝 裂纹 裂痕 划伤
以承认的限度板为准 V1 C=0 不允许
以承认的限度板为准
不允许
d
3条小的划伤,不超过 0.5mm*0.05mm,距离超过20mm.
划伤小于0.5mm*0.1mm是可以接 受的。 如果划伤为0.25-1mm 长,最多允许三条,距离超过 20mm.
2
b
V1
C=0
V2
3
a
V1
C=0
不允许
不允许
e
除了脏 污,嵌 入毛 发,灰 尘等 颜色变 化 花纹变 化 光泽变 化 附着力 失败或 者有鼓 包
不允许
不允许
a
真空电镀
电镀技术作为一种功能精饰技术,其合金镀层具有优异的耐磨性、耐蚀性、镀层厚度均匀性、致密度高等特点,已在电子产品中获得大量应用。
随着电子工业的迅猛发展,对电镀技术的要求越来越高,新技术、新产品、新工艺层出不穷。
NCVM又称不连续镀膜技术或不导电电镀技术,是一种起缘普通真空电镀的高新技术。
真空电镀,简称VM,是vacuum metalization的缩写。
它是指金属材料在真空条件下,运用化学、物理等特定手段进行有机转换,使金属转换成粒子,沉积或吸附在塑胶材料的表面,形成膜,也就是我们所谓的镀膜。
真空不导电电镀,又称NCVM,是英文Non conductive vacuum metalization的缩写。
它的加工工艺高于普通真空电镀,其加工制程比普通制程要复杂得多。
NCVM是采用镀出金属及绝缘化合物等薄膜,利用各相不连续之特性,得到最终外观有金属质感且不影响到无线通讯传输之效果。
首先要实现不导电,满足无线通讯产品的正常使用;其次要保证“金属质感”这一重要的外观要求;最后通过UV涂料与镀膜层结合,最终保证产品的物性和耐候性,满足客户需求。
NCVM可应用于各种塑料材料,如PC、PC+ABS、ABS、PMMA、NYLON、工程塑料等,它更符合制作工艺的绿色环保要求,是无铬(Non-Chrome)电镀制品的替代技术,适用于所有需要表面处理的塑料类产品,特别适用于有讯号收发的3C产品,尤其是在天线盖附近区域,如MobilePhone、PDA、Smart Phone、GPS卫星导航、蓝芽耳机等。
NCVM的主要特征是结合了传统真空镀膜技术的特性,采用新的镀膜技术、新的材料,做出普通真空电镀的不同颜色的金属外观效果,起到美化工件表面之功用。
采用NCVM技术制出的成品可以通过高压电表几万伏特的高压测试,不导通或不被击穿。
正是因为它的不导电性,当手机或蓝牙耳机收讯或是发射讯号时,产生的电磁场不被导电的镀层所屯积,从而不影响手机的RF(射频)性能以及ESD(静电放电)性能,也就是说使得无线产品达到更好的收讯效果,无杂音,更不会对人体产生任何影响。
真空电镀信耐性测试标准
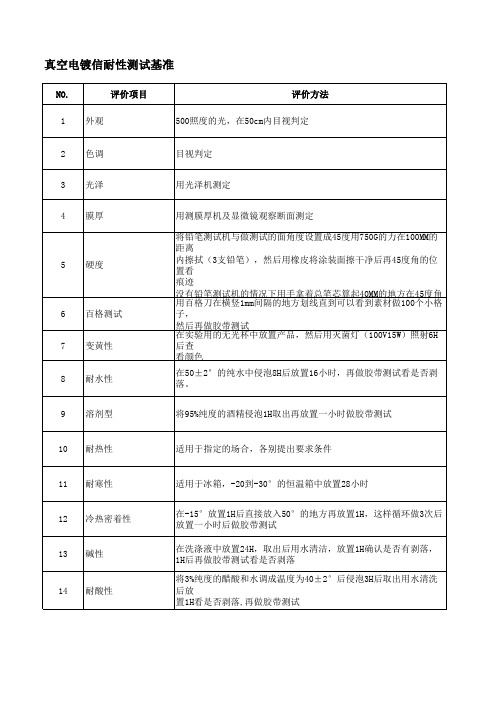
NO. 1 2 3 4 外观 色调 光泽 膜厚 评价项目 评价方法 500照度的光,在50cm内目视判定 目视判定 用光泽机测定 用测膜厚机及显微镜观察断面测定 将铅笔测试机与做测试的面角度设置成45度用750G的力在100MM的 距离 内擦拭(3支铅笔),然后用橡皮将涂装面擦干净后再45度角的位 置看 痕迹 没有铅笔测试机的情况下用手拿着总笔芯算起40MM的地方在45度角 用百格刀在横竖1mm间隔的地方划线直到可以看到素材做100个小格 子, 然后再做胶带测试 在实验用的无光杯中放置产品,然后用灭菌灯(100V15W)照射6H 后查 看颜色 在50±2°的纯水中侵泡8H后放置16小时,再做胶带测试看是否剥落。
12
冷热密着性
13
碱性
14
耐酸性
15
洗涤性
将条件1和2的洗涤剂调成温度为40±2°后侵泡6H后取出放置1H看 是否剥落,再做胶带测试 条件1:中性洗涤剂10%(与纯水做成) 条件2:弱碱性的洗涤剂1%(与纯水做成) 适用于指定的场合,各别提出要求条件
16
光泽性
17
耐磨损性
用0.098MPa(1kgf/cm2)的力来回(30mm,30回/分)擦500次 用95%纯度的酒精和0.098MPa(1kgf/cm2)的力用棉签来回(30mm, 30回/分)擦500次
5
硬度
6 7
百格测试 变黄性
8
耐水性
9
溶剂型
将95%纯度的酒精侵泡1H取出再放置一小时做胶带测试
10
耐热性
适用于指定的场合,各别提出要求条件
11
耐寒性
适用于冰箱,-20到-30°的恒温箱中放置28小时 在-15°放置1H后直接放入50°的地方再放置1H,这样循环做3次后 放置一小时后做胶带测试 在洗涤液中放置24H,取出后用水清洁,放置1H确认是否有剥落, 1H后再做胶带测试看是否剥落 将3%纯度的醋酸和水调成温度为40±2°后侵泡3H后取出用水清洗 后放 置1H看是否剥落,再做胶带测试
真空蒸镀生产工艺流程和参数

真空蒸镀生产工艺流程和参数下载温馨提示:该文档是我店铺精心编制而成,希望大家下载以后,能够帮助大家解决实际的问题。
文档下载后可定制随意修改,请根据实际需要进行相应的调整和使用,谢谢!并且,本店铺为大家提供各种各样类型的实用资料,如教育随笔、日记赏析、句子摘抄、古诗大全、经典美文、话题作文、工作总结、词语解析、文案摘录、其他资料等等,如想了解不同资料格式和写法,敬请关注!Download tips: This document is carefully compiled by theeditor. I hope that after you download them,they can help yousolve practical problems. The document can be customized andmodified after downloading,please adjust and use it according toactual needs, thank you!In addition, our shop provides you with various types ofpractical materials,such as educational essays, diaryappreciation,sentence excerpts,ancient poems,classic articles,topic composition,work summary,word parsing,copy excerpts,other materials and so on,want to know different data formats andwriting methods,please pay attention!真空蒸镀是一种重要的表面处理技术,广泛应用于塑料、金属、陶瓷等材料的产品上,能够改善产品的物理、化学性能,提高产品的外观质量。
真空电镀工艺

真空电镀工艺根据真空电镀气相金属产生和沉积的方式,塑料真空电镀的方法主要分为热蒸发镀膜法(Thermal Evaporation Deposition )和磁控溅射镀膜法(Sputtering )两种工艺。
图1为这两种基本工艺的示意图。
(a)蒸发镀 (b )溅射镀真空蒸发镀膜法就是在1.3×10-2~1.3×10-3Pa(10-4~10-5Torr)的真空中以电阻加热镀膜材料,使它在极短的时间内蒸发,蒸发了的镀膜材料分子沉积在基材表冇上形成镀膜层。
真空镀膜室是使镀膜材料蒸发的蒸发源,还有支承基材的工作架或卷绕装置都是真空蒸发镀膜设备的主要部分。
镀膜室的真空度,镀膜材料的蒸发熟练地,蒸发距离和蒸发源的间距,以及基材表面状态和温度都是影响镀膜质量的因素。
磁控溅射法又称高速低温溅射法。
目前磁控溅射法已在电学膜,光学膜和塑料金属化等领域得到广泛的应用。
磁控溅射法是在1.3×10-1Pa(10-3Torr)左右的真空中充入惰性气体,并在塑料基材(阳极)和金属靶材(阴极)之间加上高压真流电,由于辉光放电产生的电子激发惰性气体,产生等离子体。
等离子体将金属靶材的原子轰出,沉积在塑料基材上。
磁控溅射法与蒸发法相比,具有镀膜层与基材层的结合力强,镀膜层致密,均匀等优点。
真空蒸发镀膜法需要使金属或金属化合物蒸发气化,而加热温度又不能太高,否则气相蒸镀金属会烧坏被塑料基材,因此,真空蒸镀法一般仅适用于铝等熔点较低的金属源,是目前应用较为广泛的真空镀膜工艺。
相反,喷溅镀膜法利用高压电场激发产生等离子体镀膜物质,适用于几乎所有高熔点金属,合金及金属化合物镀膜源物质,如铬,钼,钨,钛,银,金等。
而且它是一种强制性的沉积过程,采用该法获得的镀膜层与基材附着力远高于真空蒸发镀法,镀膜层具有致密,均匀等优点,加工成本也相对较高。
目前在塑料包装薄膜真空镀铝加工上普遍采用蒸发镀膜工艺。
真空蒸发镀膜法和磁控喷溅镀膜法的工艺,性能特点比较列于下表。
高压真空开关设备零部件表面电镀标准全解

Q/DA520—2013高压真空开关设备零部件表面电镀1 范围本标准规定了高压真空开关设备电镀的技术要求、试验方法和标志、包装、运输及储存。
本标准适用于XXXXXX有限责任公司高压真空开关设备产品(含开关柜、断路器),所用的钢材料表面电镀处理。
2 规范性引用文件下列文件中的条款通过本标准的引用而成为本标准的条款。
凡是注明日期的引用文件,其随后所有的修改单(不包括勘误的内容)或修订版均不适用本标准,然而,鼓励根据本标准达成协议的各方研究是否可以使用这些文件的最新版本。
凡是未注明日期的引用文件,其最新版本适用于本标准。
GB/T 3138-1995 金属镀覆和化学处理与有关过程术语j' \7 ^# J.GB/T 9797-1997 金属覆盖层镍+铬和铜+镍+铬电沉积层三维,cad,机械技工程用镍电镀层GB 12332-90 金属覆盖层三维网光亮镀镍添加剂技术条件JB/T 7508-94锡电镀层GB 12599-90 金属覆盖层术三维网技GB/T 12333-90 金属覆盖层工程用铜电镀层GB 11379-89 金属覆盖层工程用铬电镀层GB 9799-88 金属覆盖层钢铁上的锌电镀层GB 12600-90 金属覆盖层塑料上铜+镍+铬电镀层三维网技热循环试验GB/T 12610-90 塑料上电镀层三GB 12307.1-90 金属覆盖层银和银合金电镀层试验方法第一部分:镀层厚度的测定三维第二部分:结合强度试验GB 12307.2-90 金属覆盖层银和银合金电镀层试验方法GB/T 12307.3-1997 金属覆盖层银和银合金电镀层试验方法第三部分:残留盐的测定GB/T6464-1997 金属及其覆盖层大气腐蚀试验现场试验的一般要求1Q/DA 520—20123 正常使用条件a)周围空气温度上限 +40℃,且24h内测得的平均值不超过35℃;下限 -15℃。
b)海拔海拔不超过 1000m。
c)湿度相对湿度:日平均值不超过95%,月平均值不超过90%;水蒸汽压力:日平均值不超过2.2 kPa,月平均值不超过1.8 kPa。
电镀与真空镀区别
电镀,水镀,溅镀,蒸镀的关系与区别?请问哪位大虾能帮助解释电镀,水镀,溅镀,蒸镀的关系与区别?谢过===n电镀一般可分为以下几种:1.蒸镀:表面附着;2.溅镀:表面交换;3.水镀:分子结合。
==蒸镀和溅镀都是采用在真空条件下,通过蒸馏或溅射等方式在塑件表面沉积各种金属和非金属薄膜,通过这样的方式可以得到非常薄的表面镀层,同时具有速度快附着力好的突出优点。
===真空蒸镀法是在高真空下为金属加热,使其熔融、蒸发,冷却后在样品表面形成金属薄膜的方法。
蒸镀用金属为Al、金等。
==想知道下这几种不同的电镀方法在导电性能方面的区别是什么??THX==一般的电镀,就是指水镀,水镀是导电的,真空镀现在有不连续镀膜可以不导电==表面附着力及耐磨性能怎么样呢?==因為電鍍一般是用作表面(外觀面),濺鍍主要是做內表面(防EMI,也有為小鍵做表面處理的,像一些按鍵)相對而言水電鍍的膜厚比較厚一點大約在0.01-0.02MM左右,真空濺鍍的膜厚在0.005MM左右,電鍍的耐磨性和附著力都相對好一些.========》》》》》》》请问下,这些电镀中,是否都可以做局部电镀?是用什么方法实现局部电镀的?电镀前是否需要什么工艺处理??????????????=====》》》》真空溅镀.主要主要利用辉光放电(glow discharge)将氩气(Ar)离子撞击靶材(target)表面, 靶材的原子被弹出而堆积在基板表面形成薄膜。
溅镀薄膜的性质、均匀度都比蒸镀薄膜来的好,但是镀膜速度却比蒸镀慢很多。
新型的溅镀设备几乎都使用强力磁铁将电子成螺旋状运动以加速靶材周围的氩气离子化, 造成靶与氩气离子间的撞击机率增加, 提高溅镀速率。
一般金属镀膜大都采用直流溅镀,而不导电的陶磁材料则使用RF交流溅镀,基本的原理是在真空中利用辉光放电(glow discharge)将氩气(Ar)离子撞击靶材(target)表面,电浆中的阳离子会加速冲向作为被溅镀材的负电极表面,这个冲击将使靶材的物质飞出而沉积在基板上形成薄膜。
真空镀膜生产参数表
30 4 KG 8 M 30 4.5 KG 1
除尘转料 温/湿度 喷房供风 除尘转料 温/湿度 2
20
UV转料 烘烤时间 5min
使用机台 IR温度 喷枪支数 使用机台 15min 5 IR温度 6 7
primer 70 ℃ 8 primer 70 ℃
30 20
喷房抽风 UV转料 烘烤时间
油漆配比
3
5167-000410 : 3900-6025 : 3000-6125 100 10 µm - 12 µm 油漆粘度 8″ : 5 : 2000
主轴速度
8 M
喷房供风
30
喷房抽风
32
喷枪支数
7
喷房转料 喷房气压 主轴速度 喷房转料 喷房气压 UV灯盏数 UV能量 百分比 UV能量数 主轴速度 喷房转料 喷房气压 主轴速度 喷房转料 喷房气压 UV灯盏数
产品放置方式 产品数量/炉 钨丝形状 温 湿 度 度 上涂
尾 5509-30001 : 5509-30001M:3000-6158 30 顶 膜厚 侧 尾 : 70 : 50
油漆配比
12 µm - 14 µm 油漆粘度
备注说明:
核
准
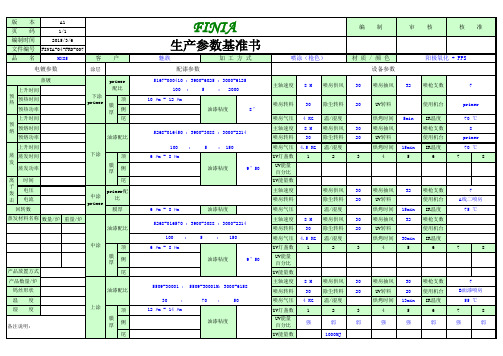
阳极氧化 + PPS 设备参数
7
primer 70 ℃ 8 primer 70 ℃ 8
版 页
本 码
A1 1/1 2015-3-6 FINIA-04-FRD-007 MX85
FINIA
生产参ቤተ መጻሕፍቲ ባይዱ基准书
客
涂层 primer 配比 下涂 primer 顶 膜厚 侧 尾 5268-016450 : 3900-3088 : 3000-2214 100 下涂 顶 膜厚 侧 尾 中涂 primer primer配 比 膜厚 6 µm - 8 µm 油漆粘度 6 µm - 8 µm 油漆粘度 9″50 : 5 : 150
真空镀膜机技术指标
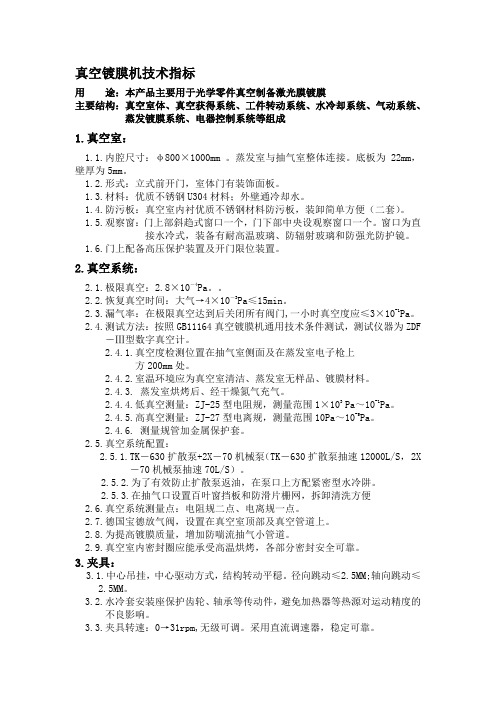
真空镀膜机技术指标用途:本产品主要用于光学零件真空制备激光膜镀膜主要结构:真空室体、真空获得系统、工件转动系统、水冷却系统、气动系统、蒸发镀膜系统、电器控制系统等组成1.真空室:1.1.内腔尺寸:φ800×1000mm 。
蒸发室与抽气室整体连接。
底板为22mm,壁厚为5mm。
1.2.形式:立式前开门,室体门有装饰面板。
1.3.材料:优质不锈钢U304材料;外壁通冷却水。
1.4.防污板:真空室内衬优质不锈钢材料防污板,装卸简单方便(二套)。
1.5.观察窗:门上部斜趋式窗口一个,门下部中央设观察窗口一个。
窗口为直接水冷式,装备有耐高温玻璃、防辐射玻璃和防强光防护镜。
1.6.门上配备高压保护装置及开门限位装置。
2.真空系统:2.1.极限真空:2.8×10-4Pa。
2.2.恢复真空时间:大气→4×10-3Pa≤15min。
2.3.漏气率:在极限真空达到后关闭所有阀门,一小时真空度应≤3×10-1Pa。
2.4.测试方法:按照GB11164真空镀膜机通用技术条件测试,测试仪器为ZDF-Ⅲ型数字真空计。
2.4.1.真空度检测位置在抽气室侧面及在蒸发室电子枪上方200mm处。
2.4.2.室温环境应为真空室清洁、蒸发室无样品、镀膜材料。
2.4.3. 蒸发室烘烤后、经干燥氮气充气。
2.4.4.低真空测量:ZJ-25型电阻规,测量范围1×103 Pa~10-1Pa。
2.4.5.高真空测量:ZJ-27型电离规,测量范围10Pa~10-5Pa。
2.4.6. 测量规管加金属保护套。
2.5.真空系统配置:-630扩散泵+2X-70机械泵(TK-630扩散泵抽速12000L/S, 2X-70机械泵抽速70L/S)。
2.5.2.为了有效防止扩散泵返油,在泵口上方配紧密型水冷阱。
2.5.3.在抽气口设置百叶窗挡板和防滑片栅网,拆卸清洗方便2.6.真空系统测量点:电阻规二点、电离规一点。