机械缩印版
平板缩印操作方法
平板缩印操作方法
平板缩印是一种印刷制版技术,也叫热印刷,通过热合膜进行印刷,是一种常用的图文快印技术。
下面我将为大家介绍一下平板缩印的操作方法。
一、准备工作
1. 准备平板缩印设备:包括平板缩印机、热合膜、缩印胶辊、印刷底片等。
2. 准备工作台:选择一个平整的工作台面,确保工作台面干净整洁。
二、印刷准备
1. 将缩印机接通电源,预热一段时间。
2. 将要印刷的底片放在印刷床上,调整好位置。
3. 切割热合膜,使其大小与印刷底片相匹配,切割好的热合膜放在工作台上备用。
三、操作步骤
1. 将切割好的热合膜铺在印刷底片上,注意使热合膜与底片完全贴合,避免空气泡影响印刷效果。
2. 打开平板缩印机,将印刷底片和热合膜放入缩印机的压印部位。
3. 调整缩印胶辊的压力,使其与印刷底片和热合膜完全接触,调整好缩印机的温度和速度。
4. 等待一段时间,直至缩印机完成印刷工作。
5. 取出印刷底片和热合膜,检查印刷效果,如有需要可以进行修整和再次印刷。
四、注意事项
1、在进行平板缩印操作时,要注意确保操作环境干净整洁,避免灰尘、杂质等影响印刷效果。
2、在使用缩印机时,应按照操作规程进行,避免出现故障。
3、对于缩印机的维护保养工作也十分重要,定期检查缩印机各部件的工作状态,保持其运转良好。
以上就是关于平板缩印操作方法的详细介绍。
通过以上步骤的操作,可以顺利地完成平板缩印工作。
当然,在实际操作中,还需要根据具体的情况和要求做出一些调整和改进。
希望以上内容能够对大家有所帮助。
力学性能缩印版
弹性不完整性:实际工程材料在弹性变形时,可能出现加载线和卸载线不重合,应变的发展跟不上应力的变化等有别于理想弹性变形特点的现象,称之为弹性的不完整性。
包括1)包申格效应;2)弹性后效;3)弹性滞后环与循环韧性。
形变强化:指材料在明显屈服后,随着塑性变形量的加大,所需应力值也须相应加大(即材料的外拉力也需增加)的现象。
形变强(硬)化容量ψb(δb、eb)为均匀变形阶段(即形变强化阶段)的最大变形量,,它表征了材料所能产生的最大均匀塑性变形的能力,而形变强化是均匀塑性变形的先决条件,所以ψb(δb、eb)也表征了材料利用形变强化的可能性的大小。
屈强比:ζs/ζb;工件和材料的刚度:工程上弹性模量被称为材料的刚度(E);工件的刚度与材料的刚度(EA)不同,除与材料的刚度有关外,还和材料的截面形状和尺寸及载荷的作用方式有关。
柔性系数硬度:硬度是材料表面抵抗局部塑性变形、压痕或划裂的能力。
硬度和强度的关系;通常材料的强度越高,硬度也越高。
划痕法硬度值主要表征金屑对切断的抗力,回跳法硬度值主要表征金属弹性变形功的大小:压入法硬度值则表征金屑的塑性变形抗力及应变硬化能力。
材料的冷脆性; 当试验温度低于某一温度Tc 时,材料由韧性状态变为脆性状态,冲击吸收功明显下降,断裂机理由微孔聚集型变为穿晶解理,断口特征由纤维状变为结晶状,这就是低温脆性。
缺口效应和对材料的影响:在缺口处由于缺口的存在,影响了应力的分布状态,使之出现:①应力状态变硬(由单向拉应力变为三向拉应力);②产生应力集中。
促发裂纹的生成与扩展,不利于材料的塑变(位错运动),使材料在该处处于脆性状态(即使该材料为塑性材料),易于发生脆性断裂;此应力分布状态的改变,即为缺口效应。
断裂的主要形式:1. 脆性断裂和塑性断裂:(以断裂时塑性变形量是否达到5%区分);2.穿晶断裂和沿晶断裂:(以裂纹是否沿晶界扩展区分);3.解理断裂和微孔聚集型断裂、纯剪切断裂:(以断裂机理分类)断口的宏观特征:1. 光滑圆柱形试样的静拉伸断口:呈杯锥形,由纤维区、放射区和剪切唇三个区域组成,此即所谓的断口特征三要素。
采矿工程英语考试点缩印版

名词翻译(20)井工开采underground mining 露天开采strip(open pit) mining 长壁开采longwall mining 房柱开采room-and-pillar mining 运输巷道travelling roadway 地表下沉surface subsidence 矿山压力underground pressure支撑压力abutment pressure矿压显现strata behavior 地板隆起floor heave 顶板控制ground control 通风管理ventilation control前进式回采advancing woking 煤炭自燃spontaneous combustion of coal 直接顶immediate roof 岩层力学strata mechanics正断层normal fault 逆断层reversed fault 采区working area/section 采空区mined-out gob液压支架powered support 后退式回采retreating woking 支护系统support system 运输系统haulage system垛式支架chock support 老顶main roof 掩护式支架shield-type support 额定工作阻力yield loads岩理结构rock structure 工作面运输巷headentry 工作面回风巷tailentry汉译英(20)+英译汉(30)1、The discovery that certain black rock would burn was undoubtedly accidental and probably occurred independently and many times in the world over thousands of years.发现这种黑色石头能够燃烧肯定是偶然的,这个现象可能是在几千年间世界上(不同地方的人们)独立发现的。
机械类图书大全
机械设计、制造基础理论汇总帖1.日本机械设计构思与设计方法2.《全美经典》机械振动书(中文的)3.机械设计手册(新) 全6卷PDF格式4.机械实用手册[日]土屋喜一5.机械最优化设计及应用实例.pdf(值收藏的老书)6.法兰连接设计计算手册7.机械传动设计手册(上)8.机械传动设计手册(下)9.面向製造與裝配的產品設計.pdf(很有实际操作指导意义!)10.变位齿轮原理和应用(很不错的资料,1958年)11.弹性力学(PDF清晰版)12.联轴器选用手册(介绍了联轴器的选择,是传动设计不可多得的好资料)13.机械精度设计与检测基础(一本不错的书)14.精巧机构设计实例(一本难得好书)15.非标准刀具设计手册——机械工业出版社(pdf)+书签16.自动化夹具图集PDF--实用17.自動省力機械300例(值得收藏的好资料!)18.机械制图手册19.《自动武器设计》此类书比较少见,感兴趣的朋友来收藏呀!20.非标准机械设备设计手册(不可多得的好资料呀)21.现代机构手册(上).pdf22.组合机床设计手册(大连组合机床研究所编制)23.实用应力集中手册24.五金手册excel版25.【机械设计禁忌手册】(小栗富士雄小栗达男著)26.液压气动系统设计禁忌470例(PDF扫描版)27.凸轮机械设计(里面的机械结构的实例很多,非常好)28.一本台湾人的电子模具书29.《机械故障诊断学》30.自动化机构图例31.古董级资料《绘图鲁班经》32.机械传动装置选用手册(关于传动装置极其全面的资料)33农业机械的机械传动34.复杂刀具设计手册(1000页)35.现代机械设备设计手册(全三卷)37.金属结构第一版,第二版、金属结构习题集三本(徐克晋主编PDF)38.螺纹与螺纹联接100个问与答39.机床动力部件图样(DWG)500多张图40. 齿轮经典讲解,内容丰富,结构完美,适合授课-PowerPoint倾心力作41.超完整夹具部件标准图册--继夹具零件图册后又一经典42.超完整夹具零件标准图册-东风汽车公司标准43.《机械零件》第二卷【PDF】+ 超详细书签44.精密机械设计基础(书籍)45.《机床设计手册下》通用标准资料78版,PDF(值得收藏)46.机械零件设计手册上、下册PDF(蔡春元)47.《鼓形齿联轴器》关于鼓形齿联轴器的专著48.精密机床(PDF+书签)1989年上海,同济大学出版社49.《实用典型刀具图册》1982年农机系统实用刀具50.公制、美制和英制螺纹标准手册(PDF扫描版)51.液压系统图集(PDF扫描版+详细书签)周士昌52. 齿轮手册2000版(上下册)完整版(PDF扫描版+详细书签)53.弹簧设计手册54.机床结构图解(书籍)55.最新轴承手册(2007)pdf格式56.《实用工具手册》[耿炜主编] [PDF+书签]57.机械装置的创造性设计超星版转PDF版58.一本台湾人的电子模具书59.现代制造工程学60.日本机械设计手册(中文版)61.《新编形状和位置公差标注读解》标准出版社62.图说机械制图,形象生动,希望对大家有用63.螺旋锥齿轮设计与加工64.气动手册65.公差配合和测量技术ppt、66.《玩具器具.机械结构.自动装置》67.《汽车标准件手册》PDF有书签68.《机械机构精确度》PDF69.机构设计实用构思图册70.《机械设计实用机构与装置图册》清晰/很有价值的参考图册,很多实例71.弯头技术手册72.液压与气动设备维修问答(机械工业出版社)73.《实用液压机械故障排除与修理大全》74.液压系统设计图集(周士昌)机械工业出版社75.华中科技大学液压与液力传动课件76.机械77.常用机械零件及机构图册77.精度基础(韦恩.R.穆尔)国防工业出版社78.装配车间设计(配以事例,很好的资料)79. 精密机械零件与部件80.《农业机械设计手册》(上下册)中国工业出版社机械零件与部件81.动力工程师手册(机械工业出版社1999年出版)82.《组合机床设计参考图册》.pdf大连组合机床研究所编83.《飞机结构设计》84.《机械创新设计基础》85.《公差与配合图解手册》86.《机械结构合理设计图册》87.动画:制图与思维88.《飞机结构设计》国防工业出版社89.刀具设计原理与计算PDF90.《刀具设计手册》机械工业出版社出版91.齿轮变位[日]仙波正荘著(pdf)92.《减速器设计选用手册》PDG,PDF+书签93.非圆齿轮及非匀速比传动——机械工业出版社(pdf)94.《机械无级变速器》PDG+PDF95.2000年以来剃齿刀论文汇总(63篇)96. 结构设计工艺手册97. 现代机械创新产品分析与设计98.液压气动系统设计手册99.《机械设计》(第七版)高等教育出版社100.《机器设计》[PDF+书签]交通大学出版社101.润滑技术手册102.现代液压技术应用220例(PDF扫描版)103.常用压力容器手册(机械工业出版社)104.《液压传动与控制手册》[PDF+书签]105.机械密封实用技术-顾永泉(机械工业出版社)106.实用机械密封技术问答手册107.机械维护修理与安装108. 制齿工操作技术要领图解109. 齿轮振动与噪音(书籍)110.汽车齿轮与花键测绘(书籍)111.《齿轮刀具设计理论基础》(PDF格式)112.液压基本回路及典型液压系统-PPT珍藏版113.汽车发动机构造与维修114.实用五金手册(第七版)115. 环保设备设计基础(化学工业出版社)116.金属切削机床挂图缩印本117.《农产品加工机械与设备》+PDG格式118.齿轮传动设计手册119.最新机械工程师应用技术与机械构造设计参数及计算方法应用手册120.机构设计丛书之《连杆机构设计》上海科学技术出版社121.旋转机械振动检测及故障诊断122.《断裂力学及其工程应用》(解决工程中灾难性的低应力脆断问题)123.《机械密封设计使用手册》(现代机械密封指南)124.形状和位置公差标注示例图册.pdf125.推荐新手们看的书——零件合理构形知识问答126. 安全系数和许用应力(PDF+书签)机械工业出版社1.机械加工先进工艺窍门与新技术应用图示例解及常用速查手册(998元)2.机械零件结构工艺性300例(好资料,这是实践经验的总结)3.机械加工专用检具图册4.《刀具刃磨技术》(1985.PDF)5.机械加工工艺图集国内外先进工艺、技术革新、专利与窍门1000例6.机械加工实用经验7. 实用钳工修钳手册8.机械失效的实用分析9.《设备安装工程禁忌手册》10.《机械制造工艺及专用夹具设计指导》PDG,PDF+书签11.高级机修钳工技术PDF版(好资料,市场上售价可要近100元)12.《模具的失效分析》13.《精密与特种加工技术》14.一本不错的《常用机械加工设备图册》15.车工技师手册16.《工艺管理简单讲》[PDF+书签]17.常用机械加工设备图册(PDF非扫描版+详细书签)18. 冷加工基础(不错的好书)19. [分享]热处理技术数据手册[PDF+书签]20.群钻及其刃磨(书籍)21.机械加工常用刀具数据速查手册(值得收藏)22. 实用机械维修技术手册23. 热处理150问(<日>大和久重雄的)24.机械结构工艺性(非常经典的教材,文字和图形都很清楚)25.机械工艺师专用手册26.《机械加工窍门集粹》27. 机械加工教材(好资料,欢迎下载)28.板金工放样基础知识(珍藏本)29.精品书籍:高级热处理工工艺学30.《机械构造解剖图鉴》31.机械加工过程中的金属防锈(一本非常好的古董级资料)32.非标设备制作安装便携手册33.机床夹具结构图册(PDF格式)34.机械制造算图手册(搞加工的人来说很实用的一本书)35.机床辅具生产图册(绝好资料)36.《计算机辅助工艺设计>>37.曲轴设计生产新技术、新工艺要点解析与质量控制、检验标准实施手册(2007新书)38.精密加工技术实用手册(王先逵主编2001年版)39.《实用钳工计算手册》PDF+书签40.《螺纹加工新工艺》__计志孝等编著.pdf+书签41.《现代表面处理新工艺、新技术与新标准》(PDF非扫描版+详细书签)42.金属材料标准手册(上下册)43.机加工车_钻_铰_拉_磨缺陷及解决措施PDF43.材料加工新技术与新工艺(2004版)44.《齿轮加工工艺、质量检测与通用标准规范全书》PDF+书签45.机械加工误差与控制(机械工业出版社书籍)46.超精密加工技术(书籍,pdf版)47.常用模具钢热处理性能48.材料大辞典49.《机械加工工艺师手册》[PDF+书签]50.典型零件机械加工生产实例(机械工业出版社)51.《钳工装配问答》PDF+书签52.机械工艺标准汇编53.最新实用金属材料手册[PDF+书签]54.《机修钳工技师手册》[PDF+书签]55.《金属热处理常见工艺技术五百种》998元56.镗工手册(罗其昌)机械工业出版社PDG格式57.第九篇(机械加工工艺窍门)已添加完整书签.pdt58.《小孔加工》PDF 机械工业出版社59.《钳工钻孔问答》PDF+书签机械工业出版社60.《无心磨削的理论与实践》PDF国防工业出版社61.《新编铣工计算手册》PDF+书签机械工业出版社62.《深孔加工技术》PDF+书签63.金属材料化学分析300问(2003年上海交大出版)64. 超详细的汽车构造flash(见附图)(免费)65.培训-先进制造加工66.坐标镗工实用技术手册(PDF扫描版)67.实用铆工经验与窍门精选(pdf机械工业出版社)68.《枪弹药筒制造工艺学》(pdf北京理工大学出版社)69.《安装技术》[PDF+书签]机械工业出版社70. 刀具的刃磨与研磨71.先进的设备和工夹具(PDG格式,1984年,(俄))72. 铣工操作技能手册(第2版机械工业出版社)73热处理实用数据速查手册(机械工业出版社、叶卫平)74. 精密加工工艺学(好资料,比较系统,也有具体的加工实例)75. 夹具-非标准夹紧装置PDF(机械工业出版社)(搞工装的朋友不可错过的好资料)76.机械加工工艺图表设计软件(帮助大家剪掉很多重复的反复性的工作)77.机械制造工艺基础-华中科大版78. 钳工操作技术要领图解79.《机械零件失效分析》(PDF)80.焊工操作技能手册(高级)81.电焊工操作技术要领图解82.机械修理大全(1-4卷合集)很全面的修理资料83.金属切削机床-夏广岚84. 冷冲压工艺手册(梁柄文)85.镗工工时定额(特辅机武备机械加工工时定额)86. 镗工技术(罗其昌)机械工业出版社87.最新金属材料牌号、性能、用途及中外牌号对照速用速查手册88.《机械制造工艺设计简明手册》89.电镀手册90.《焊接手册》(第2版,全三卷,扫描PDF)91.《实用钻孔技术》[PDF+书签]92.机械行业专业工种劳动定额方法(已加书签)93.《机械零件切削加工工艺与技术标准实用手册》[PDF 书签]94.铣刀标准图册(实用性很强)95.《机械加工余量手册》96.汽车零件加工用特殊刀具》-强烈推荐三菱综合材料株式会社97.初.高级冷作工技术98.机床加工操作禁忌实例——技术工人操作禁忌丛书99.激光加工工艺手册100.《特种加工》第五版101.润滑技术手册102. 轴承装配工艺(书籍)103.焊工技术1000问(中国电力出版社)104.组合机床切削用量计算图(大连组合所)高清版39页1973 105. 一组经典机加资料及工艺,希望有大家有所帮助106.《奔驰发动机加工刀具》非扫描版107.铆接工艺资料108.多年经验总结,车削加工中的小经验109.《工艺窍门与钣金件设计制造技术方法及图集典范实用手册》110.机械工人切削手册第五版(机械工业出版社)111.机械制造工艺及设备设计指导手册(机械工业出版社)112. 材料磨损与耐磨材料PDF版东北大学出版社113.工时定额计算手册(老一辈总结的经验)114. 热加工工艺规范[PDF+书签]机械工业出版社115.《机械制造工艺学》北京航空航天大学出版社116.精密和超精密加工技术(课件)117.《典型机械零件热处理》,兵器工业出版社2005年版118.《真空热处理工艺与设备设计》(pdf+书签)119.孔加工常用工艺装备120.老查做模一千零一招.rar121.《典型机械零件热处理》,兵器工业出版社2005年版122.电镀手册(上、下册)国防工业出版社123.《制造技术工程实训》(金工实习的好教材)124.航空制造工程手册?机载设备精密加工125. 刀具材料及其合理选择(第二版计量检测、质量管理书籍资料汇总:1. 量具量仪卷2. 常用量检具内校教材3. 《量规设计手册》5. 《通用量具及检具》6. 机械制造检测技术手册7. 量具与工件测量8. 通用量具手册9. 量具的使用方法10. 光滑极限量规设计计算表11. 常用测量器具的使用注意事项12. 机械量测量(美国大学测试技术经典教材)13. 螺纹加工与测量手册14. 精密仪器设计15. 量具技能手册16. 《互换性与测量技术》17. 一个小巧的计量单位换算工具18. 塞规计算表19. 《最新刀具、刃具与量具量仪创新设计制造及国内外质量检测标准实用手册》20. 测量不确定度计算实例汇编21. 通用量规辅助设计程序V2.0版22. 常用非普通螺纹量规23. 光滑极限量规上下偏差查询软件24. 奉献非常好用的caxa量规设计图库25. 光滑极限量规设计基础26. 常用量具及测量视频教程27. 法定计量单位实用手册28. 机械设计、制造工艺、质量检测与标准规范全书29. 光滑极限量规设计手册30. 最新计量测试与仪器仪表检定、维修、使用技术标准及质量管理工作规范31. 国际量具量仪标准32. 量具设计制造规范33. 量具类产品国家标准34. 让大家看看各种量具35. 计量基础知识讲义36. 测量技术的基础知识及光滑工件尺寸的检测37. 量规仪器检校实务38. 精密量具的使用與保養39. 圆锥齿轮测量(书籍)40. 百分表与千分表对比图41. 《检测技术》42. 《传感器与检测技术》43. 垂直轴间距规的设计及检验方法44. 测量仪器的测量及检验方法45. 国内外企业常用抽样检验与测量技术46. 孔位置度综合量规设计计算的一种新方法47. 螺纹深度规的资料49.《最新实用电子测量仪器手册》50.量具、量仪词汇中英文对照集锦51.计量所长工作实务全书52.《精密机械与仪器零件部件设计》53.种常用设备的操作规程和大量仪器内校标准54.《通用计量术语及定义解释》PDF+书签55.《识图知识与常用量具操作方法》56.《新型传感器及传感器检测新技术》57.计量精品(一)--浅谈内径百分表的修理58.计量精品(二)--内径百分表测量中应注意的两个问题59.计量精品(三)--千分尺的检定与修理问答60.计量精品(四)--游标卡尺检定调修时的技术处理61.计量精品(五)--常用百分表类计量器具检定与修理问答62.计量精品(六)--百分表示值误差的分析与调修63.计量精品(七)--杠杆指示表的调修64.计量精品(八)--百分表常见病的识别65.计量精品(九)--量块测量中的温度问题66.计量精品(十)--温度对长度计量的影响67. 计量精品(十一)常用量具的正确选择与使用技巧68. 计量精品(十二)千分表的一些常见故障及排除方法69. 计量精品(十三)量块等级对应关系及量块长度偏差分析70. 计量精品(十四)千分表超差原因及调修方法71.检验工实用技术手册[PDF+书签]72.测量工具连载1-373.计量员资格专用培训教材74.齿顶圆与齿根圆直径的测量及其量具75.仪器误差百问76.《长度计量人员实用手册》77.測量技術的實驗設計法╱田口玄一78.精密机械仪器零件(书籍)79.机械量测量用传感器的设计(PDF扫描版书籍)80.新常用量具正确使用和维护保养手册讲81.《几何量计量》(上、下)原子能出版社82.《长度计量人员实用手册》pdf83.《测量不确定度表达百问》PDF+书签计量出版社84. 螺纹量规设计85.《新型传感器及传感器检测新技术》张功铭,赵复真著中国计量出版社86. 《铁路计量仪器、专用计量器具制造技术、安装使用、检测调修、质量管理、系统控制实用手册》中国铁道科学出版社87.《光学计量》(上、下册)88. 长度计量技术问答(pdf中国计量出版社)89. 仪表控制系统90.《质量大震憾》中国标准出版社91. 量具设计制造规范92. 机械量检测技术与仪器仪表93. 力学计量(中国计量出版社)94. 质量工程师实用手册,想成为质量工程师的好教材95.《注册质量工程师手册》国际质量界的最高权威96. 金属硬度检测技术手册(中南大学出版社)97. 机械工程测量学98. 失真度计量与应用(通过失真度的测量,确保产品的高保真效果)99.《误差理论与测量平差》徐州师大精品课程100.光学仪器装配与校正101.机械工程手册(第2版)第10卷检测、控制与仪器仪表卷检具书籍和资料大全:1.机械加工专用检具图册2. 连杆功能检具3. 测量两端面距离的检具4. 测量锥孔距的专用检具与方法5. 《测量检具维护清单》6. 测量止口深度检具7. 汽车车身覆盖件检具设计技术要求8. 通用公司检具设计标准9. 测量曲轴中心距的专用检具10. 检具资料11. 检具材料介绍12. 螺纹孔位置度检具的相关设计标准13. 汽车零件高标准检具的设计制造14. 百分表在专用检具中的应用15. 检具测量和三坐标测量的区别16. 定性检具[email=R@R]R@R[/email]分析17. 检具设计与制造技术要求18. 量检具CAD平台的开发与应用19. 一本很好的夹具式检具设计的指导文件20. 汽车检具讲义及规范21孔组位置度检具22.特大型轴承尺寸检具检定规程。
滨州医学院临概缩印版

新生儿窒息病因母亲因素,胎盘因素,脐带因素,胎儿因素,分娩因素临床表现:早期胎动增加,胎心率大于等于160一分钟每次,晚期胎动减少甚至消失,胎心率小于100次每分钟,肛门括约肌松弛,胎粪排出,羊水污染。
诊断依据:Apgar评分轻度窒息4-7分重度窒息 0-3分 8-10分为正常Apgar评分以呼吸为基础,肤色最灵敏,临床恶化顺序为肤色→呼吸→肌张力→反射→心率。
0分 , 1分,2分肤色,,青紫或苍白,躯干红四肢紫,全身红呼吸无,浅表哭声弱,佳哭声响肌张力,松弛,四肢屈曲,四肢活动好弹足底或导管插鼻,无反应,有些动作,反应好心率/分,0分,<100,>100 总分各器官损伤表现中枢神经系统颅内出血,呼吸系统羊水或胎粪吸入综合征,心血管系统心肌损伤心率衰竭,泌尿系统肾功能不全,代谢方面低高血糖,消化系统应急性溃疡。
治疗:复苏前治疗询问病史,做好检查,准备好复苏器械,复苏方案,A清理呼吸道B建立呼吸增加通气C维持正常循环D药物治疗E评估复苏方案,复苏方法洗净口鼻粘液,打足底1-2次,复苏后监护与转运测体温呼吸心率尿量。
小儿急性气管--支气管炎病因病原体感染空气污染化学物质刺激过敏临床表现上呼吸道感染症状,咳嗽,开始为干咳加重有痰黄色浓痰,以后痰量减少,咳嗽减轻,发展为肺炎诊断双肺之间有不固定干性啰音和痰鸣音治疗原则加强护理控制感染对症治疗化痰止咳平喘支气管肺炎病因营养不良先天性心脏病贫血免疫功能缺陷临床表现起病急上呼吸道感染发热咳嗽主要症状发热咳嗽气促全身症状体征:呼吸增快口周发绀,肺部啰音重症肺炎表现:循环系统:心力衰竭表现突然烦躁不安,心率加速大于180,呼吸加快大于60,心音低纯肝脏迅速增大治疗一般治疗及护理保持呼吸道顺畅纠正水电解质抗感染治疗根据病原菌选择敏感药物,早期足量足疗程,联合用药,选择能渗下呼吸道浓度高的药物对症治疗糖皮质激素应用适用憋喘,全身中毒,合并感染,脑水肿金黄色葡萄球菌肺炎以肺部组织广泛出血性坏死和多发性小脓肿为特点,临床表现起病急发展快,病情重皮肤可见荨麻疹肺部啰音呼吸道合胞病毒肺炎最常见的病毒性肺炎以憋喘为特点,轻症发热咳嗽重者呼吸困难三凹征肺部啰音腺病毒肺炎冬春季节多发为支气管和泡间质炎,气管支气管上皮广泛坏死,起病急发展快呈稽留热弛张热咳嗽频繁湿性啰音肺炎支原体肺炎儿童青年多发,以肺部体征与剧咳发热临床表现不一致为特点先天性心脏病病因胎儿时期心脏血管发育障碍而致的机型,以室间隔缺损最多见分类:左向右分流型,正常情况下体循环压力高于肺循环,血液从左向右分流不出现青紫,当哭闹时致肺动脉或右心室压力超过左心压力,血液从右向左分流出现青紫,如房室间隔缺损,动脉导管未闭右向左分流型(青紫型)某原因致右心压力超过左心压力使血液从右向左分流或大动脉异常,大量静脉血进入体循环出现持续青紫,如法洛四联症,大动脉错位无分流型(无青紫型)心脏左右两侧动静脉之间无异常通道如肺动脉狭窄,主动脉缩窄病因:遗传因素,环境因素诊断:病史,母孕初期有无感染,患儿有无青紫查体,有无其他先天畸形,心脏检查:叩诊有无形态异常心界扩大临床检查:X检查,心电图,超声心动图,心导管检查治疗外科手术治疗心脏直视手术治疗,导管介入,对症治疗房间隔缺损小儿时期症状多,房间隔缺损可合并其他心血管畸形,较常见的为肺静脉畸形引流入右心房,肺动脉狭窄,X线检查以右心房及右心室增大为主主动脉弓缩小超声心动图检查:右心房增大,右心室流出道增宽室间隔缺损分型:漏斗部缺损,膜周部缺损,位于室上脊下方,肌部缺损:位于室间隔肌部临床表现:小型缺损无明显症状,胸肋左缘第3,4肋间听到响亮,粗糙的全收缩期杂音,肺动脉第二音稍增强。
机械类图书大全
机械设计、制造基础理论汇总帖1。
日本机械设计构思与设计方法2。
《全美经典》机械振动书(中文的)3。
机械设计手册(新)全6卷PDF格式4.机械实用手册[日]土屋喜一5.机械最优化设计及应用实例.pdf(值收藏的老书)6.法兰连接设计计算手册7。
机械传动设计手册(上)8.机械传动设计手册(下)9.面向製造與裝配的產品設計。
pdf(很有实际操作指导意义!)10。
变位齿轮原理和应用(很不错的资料,1958年)11。
弹性力学(PDF清晰版)12.联轴器选用手册(介绍了联轴器的选择,是传动设计不可多得的好资料)13。
机械精度设计与检测基础(一本不错的书)14。
精巧机构设计实例(一本难得好书)15.非标准刀具设计手册--机械工业出版社(pdf)+书签16.自动化夹具图集PDF—-实用17.自動省力機械300例(值得收藏的好资料!)18.机械制图手册19.《自动武器设计》此类书比较少见,感兴趣的朋友来收藏呀!20。
非标准机械设备设计手册(不可多得的好资料呀)21。
现代机构手册(上)。
pdf22。
组合机床设计手册(大连组合机床研究所编制)23.实用应力集中手册24.五金手册excel版25。
【机械设计禁忌手册】(小栗富士雄小栗达男著)26.液压气动系统设计禁忌470例(PDF扫描版)27.凸轮机械设计(里面的机械结构的实例很多,非常好)28。
一本台湾人的电子模具书29.《机械故障诊断学》30.自动化机构图例31。
古董级资料《绘图鲁班经》32.机械传动装置选用手册(关于传动装置极其全面的资料)33农业机械的机械传动34。
复杂刀具设计手册(1000页)35。
现代机械设备设计手册(全三卷)37.金属结构第一版,第二版、金属结构习题集三本(徐克晋主编PDF)38.螺纹与螺纹联接100个问与答39.机床动力部件图样(DWG)500多张图40. 齿轮经典讲解,内容丰富,结构完美,适合授课—PowerPoint倾心力作41.超完整夹具部件标准图册--继夹具零件图册后又一经典42。
缩印操作方法大学生

缩印操作方法大学生缩印是一种将大幅面文件或图纸压缩成相对小尺寸的方法。
对于大学生来说,掌握缩印操作方法可以在打印大幅面报告或作品时,将其等比例地缩小,方便收藏和携带。
下面将介绍如何在大学生活中进行缩印操作,包括准备工作、操作步骤和注意事项。
准备工作:1. 数字版本:将大幅面文件或图纸转换成数字版本,可通过扫描或照相的方式获取数字文件。
2. 缩印软件:安装和了解使用缩印软件,选择适合自己使用的软件,如Adobe Acrobat等。
3. 打印机:如果你有自己的打印机,确保其支持缩印功能;如果没有,了解学校或附近图书馆的打印设备是否提供缩印功能。
操作步骤:1. 打开缩印软件:启动所选择的缩印软件,然后打开需要缩印的文件。
2. 设置缩放比例:在软件的工具栏或菜单中找到“缩放”或“比例”选项,并选择所需的缩放比例。
通常,可以选择按百分比设置缩放比例,例如50%、25%或自定义缩放比例。
3. 预览缩印效果:在设置好缩放比例后,使用软件提供的预览功能查看缩印效果。
确保缩印后的文件满足自己的需求,如字体和图形清晰可见。
4. 调整页面布局:有些缩印软件允许调整页面布局以最佳适应缩印页面。
根据实际情况,调整页面边距、排版和图像位置,以确保缩印后的内容完整显示。
5. 打印缩印文件:确认所有设置后,连接打印机并选择“打印”选项。
根据打印机驱动程序和缩印软件的不同,可能需要选择纸张大小、打印质量等设置,可以根据需要进行调整。
6. 双面打印(可选):如果需要在纸张两面进行缩印,确保在打印设置中选择双面打印选项。
如果打印机不支持双面打印,可以手动翻转纸张并重新放入打印机进行第二遍打印。
7. 检查缩印效果:当打印完成后,检查缩印文件的输出效果。
确保每一页都按照预期缩印,并检查文字和图像的清晰度和完整度。
8. 裁剪和整理:将打印完成的缩印文件按照需求进行裁剪和整理。
使用剪刀或裁刀将多余的边缘剪掉,然后将缩印文件收藏或装订起来。
注意事项:1. 注意版权:在进行缩印操作时,务必注意所缩印文件的版权问题。
机械零件常规检测方案及专用检具设计毕业设计

毕业设计(论文)开题报告题目:机械零件常规检测方案及专用检具设计毕业设计(论文)原创性声明和使用授权说明原创性声明本人郑重承诺:所呈交的毕业设计(论文),是我个人在指导教师的指导下进行的研究工作及取得的成果。
尽我所知,除文中特别加以标注和致谢的地方外,不包含其他人或组织已经发表或公布过的研究成果,也不包含我为获得及其它教育机构的学位或学历而使用过的材料。
对本研究提供过帮助和做出过贡献的个人或集体,均已在文中作了明确的说明并表示了谢意。
作者签名:日期:指导教师签名:日期:使用授权说明本人完全了解大学关于收集、保存、使用毕业设计(论文)的规定,即:按照学校要求提交毕业设计(论文)的印刷本和电子版本;学校有权保存毕业设计(论文)的印刷本和电子版,并提供目录检索与阅览服务;学校可以采用影印、缩印、数字化或其它复制手段保存论文;在不以赢利为目的前提下,学校可以公布论文的部分或全部内容。
作者签名:日期:学位论文原创性声明本人郑重声明:所呈交的论文是本人在导师的指导下独立进行研究所取得的研究成果。
除了文中特别加以标注引用的内容外,本论文不包含任何其他个人或集体已经发表或撰写的成果作品。
对本文的研究做出重要贡献的个人和集体,均已在文中以明确方式标明。
本人完全意识到本声明的法律后果由本人承担。
作者签名:日期:年月日学位论文版权使用授权书本学位论文作者完全了解学校有关保留、使用学位论文的规定,同意学校保留并向国家有关部门或机构送交论文的复印件和电子版,允许论文被查阅和借阅。
本人授权大学可以将本学位论文的全部或部分内容编入有关数据库进行检索,可以采用影印、缩印或扫描等复制手段保存和汇编本学位论文。
涉密论文按学校规定处理。
作者签名:日期:年月日导师签名:日期:年月日注意事项1.设计(论文)的内容包括:1)封面(按教务处制定的标准封面格式制作)2)原创性声明3)中文摘要(300字左右)、关键词4)外文摘要、关键词5)目次页(附件不统一编入)6)论文主体部分:引言(或绪论)、正文、结论7)参考文献8)致谢9)附录(对论文支持必要时)2.论文字数要求:理工类设计(论文)正文字数不少于1万字(不包括图纸、程序清单等),文科类论文正文字数不少于1.2万字。
渗流力学_缩印版
proo oKdp B⎰一、概念1、折算压力及其公式和其实质:油藏中任一点的实测压力均与其埋藏深度有关,为了确切地表示地下的能量分布情况,必须把地层内各点的压力折算到同一水平面上,经折算后的压力称为折算压力,通常选取原始油水界面为折算平面。
折算压力在实质上代表了该点流体所具有的总的机械能。
公式:p ZM =p M +ρgΔD M 2、非活塞式水驱油方式: 由于油水粘度差、毛细管现象、油水重率差以及地层本身非均质性等因素的影响,水渗入到油区后,不可能把全部的石油都置换出去,而会出现一个油水同时混合流动的两相渗流区,这种驱油方式称为非活塞式的水驱油。
在非活塞式水驱油时,从供给边界到生产井排之间可以分为三个区,即纯水区、油水混合区和纯油区。
混合区逐渐扩大到生产井排。
3、气井绝对无阻流量及其二项式表达式,物理意义:天然气井在井底压力为1个大气压时 气井流量。
(AOF q A B=-表示气井的(最大)气井稳定试井时,按二项式处理试井资料,其流动方程为p e 2-p a 2=Aq sc +Bq 2sc4、导压系数定义式、单位及其物理意义:导压系数η=K/φμC t ; m 2·Pa/Pa·s,物理意义:表示压力波在地层中的传导能力,或单位时间内压力传播的面积。
5.井干扰现象及其实质:在油层中有许多井同时,其中任一口井工作制度的改变,如新井投产、事故停产或更换油嘴等等,必然会引起其它井的产量或井底压力发生变化,这种现象叫做井干扰现象。
其实质为地层中能量重新平衡(或压力重新分布)。
二、简答题1.单相弱可压缩液体不稳定渗流基本微分方程为,----该类型方程称为热传导型方程。
2.油气储集层是油气储集场所和油气运移通道,特点:储容性,渗透性,比表面大,结构复杂。
3.流体渗流中受到的力主要有粘滞力、岩石及流体的弹性力和毛细管力。
4.渗流力学是研究流体在多孔介质中流动规律的一门学科。
5.油井不完善类型有打开程度不完善、打开性质不完善和双重不完善。
机械类图书大全
机械设计、制造基础理论汇总帖1.日本机械设计构思与设计方法2.《全美经典》机械振动书(中文的)3.机械设计手册(新) 全6卷PDF格式4.机械实用手册[日]土屋喜一5.机械最优化设计及应用实例.pdf(值收藏的老书)6.法兰连接设计计算手册7.机械传动设计手册(上)8.机械传动设计手册(下)9.面向製造與裝配的產品設計.pdf(很有实际操作指导意义!)10.变位齿轮原理和应用(很不错的资料,1958年)11.弹性力学(PDF清晰版)12.联轴器选用手册(介绍了联轴器的选择,是传动设计不可多得的好资料)13.机械精度设计与检测基础(一本不错的书)14.精巧机构设计实例(一本难得好书)15.非标准刀具设计手册——机械工业出版社(pdf)+书签16.自动化夹具图集PDF--实用17.自動省力機械300例(值得收藏的好资料!)18.机械制图手册19.《自动武器设计》此类书比较少见,感兴趣的朋友来收藏呀!20.非标准机械设备设计手册(不可多得的好资料呀)21.现代机构手册(上).pdf22.组合机床设计手册(大连组合机床研究所编制)23.实用应力集中手册24.五金手册excel版25.【机械设计禁忌手册】(小栗富士雄小栗达男著)26.液压气动系统设计禁忌470例(PDF扫描版)27.凸轮机械设计(里面的机械结构的实例很多,非常好)28.一本台湾人的电子模具书29.《机械故障诊断学》30.自动化机构图例31.古董级资料《绘图鲁班经》32.机械传动装置选用手册(关于传动装置极其全面的资料)33农业机械的机械传动34.复杂刀具设计手册(1000页)35.现代机械设备设计手册(全三卷)37.金属结构第一版,第二版、金属结构习题集三本(徐克晋主编PDF)38.螺纹与螺纹联接100个问与答39.机床动力部件图样(DWG)500多张图40. 齿轮经典讲解,内容丰富,结构完美,适合授课-PowerPoint倾心力作41.超完整夹具部件标准图册--继夹具零件图册后又一经典42.超完整夹具零件标准图册-东风汽车公司标准43.《机械零件》第二卷【PDF】+ 超详细书签44.精密机械设计基础(书籍)45.《机床设计手册下》通用标准资料78版,PDF(值得收藏)46.机械零件设计手册上、下册PDF(蔡春元)47.《鼓形齿联轴器》关于鼓形齿联轴器的专著48.精密机床(PDF+书签)1989年上海,同济大学出版社49.《实用典型刀具图册》1982年农机系统实用刀具50.公制、美制和英制螺纹标准手册(PDF扫描版)51.液压系统图集(PDF扫描版+详细书签)周士昌52. 齿轮手册2000版(上下册)完整版(PDF扫描版+详细书签)53.弹簧设计手册54.机床结构图解(书籍)55.最新轴承手册(2007)pdf格式56.《实用工具手册》[耿炜主编] [PDF+书签]57.机械装置的创造性设计超星版转PDF版58.一本台湾人的电子模具书59.现代制造工程学60.日本机械设计手册(中文版)61.《新编形状和位置公差标注读解》标准出版社62.图说机械制图,形象生动,希望对大家有用63.螺旋锥齿轮设计与加工64.气动手册65.公差配合和测量技术ppt、66.《玩具器具.机械结构.自动装置》67.《汽车标准件手册》PDF有书签68.《机械机构精确度》PDF69.机构设计实用构思图册70.《机械设计实用机构与装置图册》清晰/很有价值的参考图册,很多实例71.弯头技术手册72.液压与气动设备维修问答(机械工业出版社)73.《实用液压机械故障排除与修理大全》74.液压系统设计图集(周士昌)机械工业出版社75.华中科技大学液压与液力传动课件76.机械77.常用机械零件及机构图册77.精度基础(韦恩.R.穆尔)国防工业出版社78.装配车间设计(配以事例,很好的资料)79. 精密机械零件与部件80.《农业机械设计手册》(上下册)中国工业出版社机械零件与部件81.动力工程师手册(机械工业出版社1999年出版)82.《组合机床设计参考图册》.pdf大连组合机床研究所编83.《飞机结构设计》84.《机械创新设计基础》85.《公差与配合图解手册》86.《机械结构合理设计图册》87.动画:制图与思维88.《飞机结构设计》国防工业出版社89.刀具设计原理与计算PDF90.《刀具设计手册》机械工业出版社出版91.齿轮变位[日]仙波正荘著(pdf)92.《减速器设计选用手册》PDG,PDF+书签93.非圆齿轮及非匀速比传动——机械工业出版社(pdf)94.《机械无级变速器》PDG+PDF95.2000年以来剃齿刀论文汇总(63篇)96. 结构设计工艺手册97. 现代机械创新产品分析与设计98.液压气动系统设计手册99.《机械设计》(第七版)高等教育出版社100.《机器设计》[PDF+书签]交通大学出版社101.润滑技术手册102.现代液压技术应用220例(PDF扫描版)103.常用压力容器手册(机械工业出版社)104.《液压传动与控制手册》[PDF+书签]105.机械密封实用技术-顾永泉(机械工业出版社)106.实用机械密封技术问答手册107.机械维护修理与安装108. 制齿工操作技术要领图解109. 齿轮振动与噪音(书籍)110.汽车齿轮与花键测绘(书籍)111.《齿轮刀具设计理论基础》(PDF格式)112.液压基本回路及典型液压系统-PPT珍藏版113.汽车发动机构造与维修114.实用五金手册(第七版)115. 环保设备设计基础(化学工业出版社)116.金属切削机床挂图缩印本117.《农产品加工机械与设备》+PDG格式118.齿轮传动设计手册119.最新机械工程师应用技术与机械构造设计参数及计算方法应用手册120.机构设计丛书之《连杆机构设计》上海科学技术出版社121.旋转机械振动检测及故障诊断122.《断裂力学及其工程应用》(解决工程中灾难性的低应力脆断问题)123.《机械密封设计使用手册》(现代机械密封指南)124.形状和位置公差标注示例图册.pdf125.推荐新手们看的书——零件合理构形知识问答126. 安全系数和许用应力(PDF+书签)机械工业出版社1.机械加工先进工艺窍门与新技术应用图示例解及常用速查手册(998元)2.机械零件结构工艺性300例(好资料,这是实践经验的总结)3.机械加工专用检具图册4.《刀具刃磨技术》(1985.PDF)5.机械加工工艺图集国内外先进工艺、技术革新、专利与窍门1000例6.机械加工实用经验7. 实用钳工修钳手册8.机械失效的实用分析9.《设备安装工程禁忌手册》10.《机械制造工艺及专用夹具设计指导》PDG,PDF+书签11.高级机修钳工技术PDF版(好资料,市场上售价可要近100元)12.《模具的失效分析》13.《精密与特种加工技术》14.一本不错的《常用机械加工设备图册》15.车工技师手册16.《工艺管理简单讲》[PDF+书签]17.常用机械加工设备图册(PDF非扫描版+详细书签)18. 冷加工基础(不错的好书)19. [分享]热处理技术数据手册[PDF+书签]20.群钻及其刃磨(书籍)21.机械加工常用刀具数据速查手册(值得收藏)22. 实用机械维修技术手册23. 热处理150问(<日>大和久重雄的)24.机械结构工艺性(非常经典的教材,文字和图形都很清楚)25.机械工艺师专用手册26.《机械加工窍门集粹》27. 机械加工教材(好资料,欢迎下载)28.板金工放样基础知识(珍藏本)29.精品书籍:高级热处理工工艺学30.《机械构造解剖图鉴》31.机械加工过程中的金属防锈(一本非常好的古董级资料)32.非标设备制作安装便携手册33.机床夹具结构图册(PDF格式)34.机械制造算图手册(搞加工的人来说很实用的一本书)35.机床辅具生产图册(绝好资料)36.《计算机辅助工艺设计>>37.曲轴设计生产新技术、新工艺要点解析与质量控制、检验标准实施手册(2007新书)38.精密加工技术实用手册(王先逵主编2001年版)39.《实用钳工计算手册》PDF+书签40.《螺纹加工新工艺》__计志孝等编著.pdf+书签41.《现代表面处理新工艺、新技术与新标准》(PDF非扫描版+详细书签)42.金属材料标准手册(上下册)43.机加工车_钻_铰_拉_磨缺陷及解决措施PDF43.材料加工新技术与新工艺(2004版)44.《齿轮加工工艺、质量检测与通用标准规范全书》PDF+书签45.机械加工误差与控制(机械工业出版社书籍)46.超精密加工技术(书籍,pdf版)47.常用模具钢热处理性能48.材料大辞典49.《机械加工工艺师手册》[PDF+书签]50.典型零件机械加工生产实例(机械工业出版社)51.《钳工装配问答》PDF+书签52.机械工艺标准汇编53.最新实用金属材料手册[PDF+书签]54.《机修钳工技师手册》[PDF+书签]55.《金属热处理常见工艺技术五百种》998元56.镗工手册(罗其昌)机械工业出版社PDG格式57.第九篇(机械加工工艺窍门)已添加完整书签.pdt58.《小孔加工》PDF 机械工业出版社59.《钳工钻孔问答》PDF+书签机械工业出版社60.《无心磨削的理论与实践》PDF国防工业出版社61.《新编铣工计算手册》PDF+书签机械工业出版社62.《深孔加工技术》PDF+书签63.金属材料化学分析300问(2003年上海交大出版)64. 超详细的汽车构造flash(见附图)(免费)65.培训-先进制造加工66.坐标镗工实用技术手册(PDF扫描版)67.实用铆工经验与窍门精选(pdf机械工业出版社)68.《枪弹药筒制造工艺学》(pdf北京理工大学出版社)69.《安装技术》[PDF+书签]机械工业出版社70. 刀具的刃磨与研磨71.先进的设备和工夹具(PDG格式,1984年,(俄))72. 铣工操作技能手册(第2版机械工业出版社)73热处理实用数据速查手册(机械工业出版社、叶卫平)74. 精密加工工艺学(好资料,比较系统,也有具体的加工实例)75. 夹具-非标准夹紧装置PDF(机械工业出版社)(搞工装的朋友不可错过的好资料)76.机械加工工艺图表设计软件(帮助大家剪掉很多重复的反复性的工作)77.机械制造工艺基础-华中科大版78. 钳工操作技术要领图解79.《机械零件失效分析》(PDF)80.焊工操作技能手册(高级)81.电焊工操作技术要领图解82.机械修理大全(1-4卷合集)很全面的修理资料83.金属切削机床-夏广岚84. 冷冲压工艺手册(梁柄文)85.镗工工时定额(特辅机武备机械加工工时定额)86. 镗工技术(罗其昌)机械工业出版社87.最新金属材料牌号、性能、用途及中外牌号对照速用速查手册88.《机械制造工艺设计简明手册》89.电镀手册90.《焊接手册》(第2版,全三卷,扫描PDF)91.《实用钻孔技术》[PDF+书签]92.机械行业专业工种劳动定额方法(已加书签)93.《机械零件切削加工工艺与技术标准实用手册》[PDF 书签]94.铣刀标准图册(实用性很强)95.《机械加工余量手册》96.汽车零件加工用特殊刀具》-强烈推荐三菱综合材料株式会社97.初.高级冷作工技术98.机床加工操作禁忌实例——技术工人操作禁忌丛书99.激光加工工艺手册100.《特种加工》第五版101.润滑技术手册102. 轴承装配工艺(书籍)103.焊工技术1000问(中国电力出版社)104.组合机床切削用量计算图(大连组合所)高清版39页1973 105. 一组经典机加资料及工艺,希望有大家有所帮助106.《奔驰发动机加工刀具》非扫描版107.铆接工艺资料108.多年经验总结,车削加工中的小经验109.《工艺窍门与钣金件设计制造技术方法及图集典范实用手册》110.机械工人切削手册第五版(机械工业出版社)111.机械制造工艺及设备设计指导手册(机械工业出版社)112. 材料磨损与耐磨材料PDF版东北大学出版社113.工时定额计算手册(老一辈总结的经验)114. 热加工工艺规范[PDF+书签]机械工业出版社115.《机械制造工艺学》北京航空航天大学出版社116.精密和超精密加工技术(课件)117.《典型机械零件热处理》,兵器工业出版社2005年版118.《真空热处理工艺与设备设计》(pdf+书签)119.孔加工常用工艺装备120.老查做模一千零一招.rar121.《典型机械零件热处理》,兵器工业出版社2005年版122.电镀手册(上、下册)国防工业出版社123.《制造技术工程实训》(金工实习的好教材)124.航空制造工程手册?机载设备精密加工125. 刀具材料及其合理选择(第二版计量检测、质量管理书籍资料汇总:1. 量具量仪卷2. 常用量检具内校教材3. 《量规设计手册》4. 量具技能手册5. 《通用量具及检具》6. 机械制造检测技术手册7. 量具与工件测量8. 通用量具手册9. 量具的使用方法10. 光滑极限量规设计计算表11. 常用测量器具的使用注意事项12. 机械量测量(美国大学测试技术经典教材)13. 螺纹加工与测量手册14. 精密仪器设计15. 量具技能手册16. 《互换性与测量技术》17. 一个小巧的计量单位换算工具18. 塞规计算表19. 《最新刀具、刃具与量具量仪创新设计制造及国内外质量检测标准实用手册》20. 测量不确定度计算实例汇编21. 通用量规辅助设计程序V2.0版22. 常用非普通螺纹量规23. 光滑极限量规上下偏差查询软件24. 奉献非常好用的caxa量规设计图库25. 光滑极限量规设计基础26. 常用量具及测量视频教程27. 法定计量单位实用手册28. 机械设计、制造工艺、质量检测与标准规范全书29. 光滑极限量规设计手册30. 最新计量测试与仪器仪表检定、维修、使用技术标准及质量管理工作规范31. 国际量具量仪标准32. 量具设计制造规范33. 量具类产品国家标准34. 让大家看看各种量具35. 计量基础知识讲义36. 测量技术的基础知识及光滑工件尺寸的检测37. 量规仪器检校实务38. 精密量具的使用與保養39. 圆锥齿轮测量(书籍)40. 百分表与千分表对比图41. 《检测技术》42. 《传感器与检测技术》43. 垂直轴间距规的设计及检验方法44. 测量仪器的测量及检验方法45. 国内外企业常用抽样检验与测量技术46. 孔位置度综合量规设计计算的一种新方法47. 螺纹深度规的资料48. <技能手册>49.《最新实用电子测量仪器手册》50.量具、量仪词汇中英文对照集锦51.计量所长工作实务全书52.《精密机械与仪器零件部件设计》53.种常用设备的操作规程和大量仪器内校标准54.《通用计量术语及定义解释》PDF+书签55.《识图知识与常用量具操作方法》56.《新型传感器及传感器检测新技术》57.计量精品(一)--浅谈内径百分表的修理58.计量精品(二)--内径百分表测量中应注意的两个问题59.计量精品(三)--千分尺的检定与修理问答60.计量精品(四)--游标卡尺检定调修时的技术处理61.计量精品(五)--常用百分表类计量器具检定与修理问答62.计量精品(六)--百分表示值误差的分析与调修63.计量精品(七)--杠杆指示表的调修64.计量精品(八)--百分表常见病的识别65.计量精品(九)--量块测量中的温度问题66.计量精品(十)--温度对长度计量的影响67. 计量精品(十一)常用量具的正确选择与使用技巧68. 计量精品(十二)千分表的一些常见故障及排除方法69. 计量精品(十三)量块等级对应关系及量块长度偏差分析70. 计量精品(十四)千分表超差原因及调修方法71.检验工实用技术手册[PDF+书签]72.测量工具连载1-373.计量员资格专用培训教材74.齿顶圆与齿根圆直径的测量及其量具75.仪器误差百问76.《长度计量人员实用手册》77.測量技術的實驗設計法╱田口玄一78.精密机械仪器零件(书籍)79.机械量测量用传感器的设计(PDF扫描版书籍)80.新常用量具正确使用和维护保养手册讲81.《几何量计量》(上、下)原子能出版社82.《长度计量人员实用手册》pdf83.《测量不确定度表达百问》PDF+书签计量出版社84. 螺纹量规设计85.《新型传感器及传感器检测新技术》张功铭,赵复真著中国计量出版社86. 《铁路计量仪器、专用计量器具制造技术、安装使用、检测调修、质量管理、系统控制实用手册》中国铁道科学出版社87.《光学计量》(上、下册)88. 长度计量技术问答(pdf中国计量出版社)89. 仪表控制系统90.《质量大震憾》中国标准出版社91. 量具设计制造规范92. 机械量检测技术与仪器仪表93. 力学计量(中国计量出版社)94. 质量工程师实用手册,想成为质量工程师的好教材95.《注册质量工程师手册》国际质量界的最高权威96. 金属硬度检测技术手册(中南大学出版社)97. 机械工程测量学98. 失真度计量与应用(通过失真度的测量,确保产品的高保真效果)99.《误差理论与测量平差》徐州师大精品课程100.光学仪器装配与校正101.机械工程手册(第2版)第10卷检测、控制与仪器仪表卷检具书籍和资料大全:1.机械加工专用检具图册2. 连杆功能检具3. 测量两端面距离的检具4. 测量锥孔距的专用检具与方法5. 《测量检具维护清单》6. 测量止口深度检具7. 汽车车身覆盖件检具设计技术要求8. 通用公司检具设计标准9. 测量曲轴中心距的专用检具10. 检具资料11. 检具材料介绍12. 螺纹孔位置度检具的相关设计标准13. 汽车零件高标准检具的设计制造14. 百分表在专用检具中的应用15. 检具测量和三坐标测量的区别16. 定性检具[email=R@R]R@R[/email]分析17. 检具设计与制造技术要求18. 量检具CAD平台的开发与应用19. 一本很好的夹具式检具设计的指导文件20. 汽车检具讲义及规范21孔组位置度检具22.特大型轴承尺寸检具检定规程感谢下载!欢迎您的下载,资料仅供参考。
上海电机学院机械学院数控技术期末复习考点

《数控技术》期末知识点一、填空选择1、常用双螺母滚珠丝杠消除间隙的方法有垫片调隙式、双螺母调隙式及齿差调隙式。
2、数控机床是由输入输出装置、数控装置、伺服系统、测量反馈装置和机床本体等五部分组成的。
3、数控机床按控制运动的方式可分为点位控制数控机床、直线控制数控机床和轮廓控制数控机床。
4、数控机床的坐标系是采用右手笛卡尔直角坐标系。
5、逐点比较法是以折线逼近直线或圆弧曲线,它与给定的直线或圆弧之间的最大误差不超过一个脉冲当量。
6、G代码中,模态代码表示只在本程序段中有效果;而非模态代码表示在程序中一经应用,直到出现同组任一G代码时才失效。
7、目前使用的数控加工专用技术文件有:数控加工工序卡、数控加工刀具卡、数控加工走刀路线图等。
8、F指令用于指定进给速度,S指令用于指定主轴转速,T指令用于指定刀具;其中F100表示进给速度100mm/min,S800表示主轴转速800r/min。
9、常用的位置检测装置有:感应同步器、光栅、磁栅、旋转变压器等。
10、刀具补偿分为刀具长度补偿、刀具半径补偿。
11、程序编制可分为手工编程和自动编程。
12、按数控系统加工程序中的刀具选择指令从刀库中挑选所需刀具的操作称为自动选刀。
常用的选刀方式有顺序选刀和任意选刀两种。
13、在铣削零件的内外轮廓表面时,为防止在刀具切入、切出时产生刀痕,应沿轮廓切向方向切入、切出。
14、将反馈元件安装在伺服电机轴上或滚珠丝杠上间接计算移动执行件位移进行反馈的伺服系统,称为伺服系统。
15、圆弧插补段程序中,若采用圆弧半径R编程时,从起始点到终点存在两条圆弧线段,当圆弧大于或等于180°时,用-R表示圆弧半径。
16、数控加工中,一般约定增大工件和刀具距离的方向是正方向。
17、步进电机每接收一个电脉冲信号,相应转过的一个固定角度称为步距角。
18、逐点比较插补法的插补流程是偏差判别→坐标进给→偏差计算→终点判别。
19、数控机床有不同的运动形式,需要考虑关键与刀具相对运动关系和坐标系方向,编写程序时,采用工件固定不动,刀具移动的原则。
产品缩印分析与改良
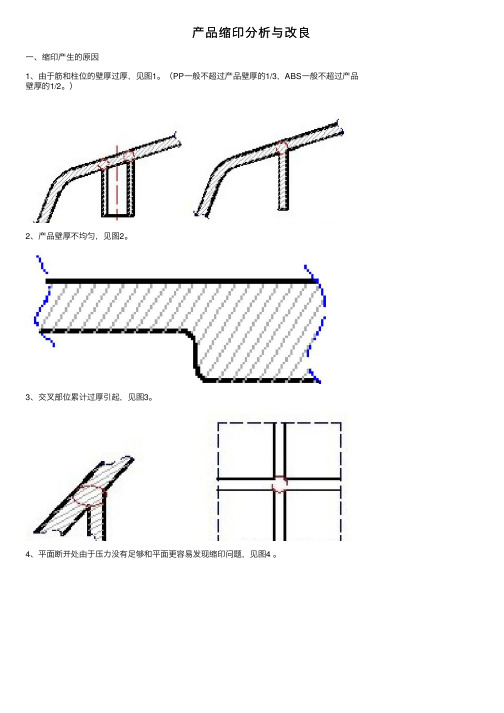
产品缩印分析与改良⼀、缩印产⽣的原因1、由于筋和柱位的壁厚过厚,见图1。
(PP⼀般不超过产品壁厚的1/3,ABS⼀般不超过产品壁厚的1/2。
)2、产品壁厚不均匀,见图2。
3、交叉部位累计过厚引起,见图3。
4、平⾯断开处由于压⼒没有⾜够和平⾯更容易发现缩印问题,见图4 。
5、浇⼝⼤⼩不合适以及注塑流程过长导致压⼒不到位和保压不能到位(压⼒不⾜、短射、保压不⾜、浇⼝过⼩导致浇⼝快速冷却,保压进不去)。
【最佳解决⽅案】在保证产品装配和强度的前提下尽量将引起缩印的筋减薄,但同时不能影响模具的加⼯。
【后备⽅案】(1)通过模具结构解决,通过斜顶、⽕⼭⼝、加胶、减胶、接顺等⽅案解决;(2)通过增加补料钉来解决;(3)通过⼯艺来解决。
在做模具设计时,如果没有厚度上的装配要求,所有卡扣座等和B⾯接触部分的壁厚不超过0.8mm,但有装配要求的BOSS和RIBE不能减薄的根据材料做⽕⼭后或者局部加胶,筋不超过1mm。
⼆、缩印的解决⽅案1、筋和柱位的壁厚过厚引起的缩印,尽量将背⾯的筋减薄以减轻缩印,但筋的厚度低于1mm就存在模具加⼯上的困难,boss壁厚低于1mm将导致推管壁厚过薄,容易断裂,模具寿命⽆法保证,例如:(1)筋厚低于1mm电极难以加⼯,线割或者CNC加⼯都将导致电极变形弯曲;(2)低于1mm的电极在EDM加⼯的时候容易因为发热⽽变形,损公也很厉害,将导致模具加⼯不良;(3)筋厚低于1mm,产品充模也⽐较困但,脱模容易出现断筋的现象。
从以上⼏点综合考虑,筋厚在1mm左右是⽐较经济的,同时⽐较有效解决缩印问题。
从我们的经验来看,如果塑胶材料不是很不理想,可以达到95%以上的筋都不会在表⾯产⽣不能接受的缩印。
⼀般情况下,缩印是⽆法彻底消除的,只能通过各种⼿段综合处理,将缩印减轻⾄能接受的范围内。
在某些(有设计空间的)不能减薄筋位的地⽅,模具设计过程中有以下⼏种⽅案可供选择,可以最⼤程度减轻缩印。
⽅案1:通过增加斜顶加以解决。
“三下”开采缩印版
1.三下采煤技术P1:三下采煤新技术是指建筑物下,铁路下,近0水体下煤炭资源开采技术的统称,是多学科交叉的边缘学科技术.该技术涉及采煤,测量学,开采沉陷学,岩石力学和建筑学等学科,包括开采沉陷的理论计算分析和特殊采煤技术两大方面.包括地面建筑物留设煤柱的设计也属于三下采煤技术的范畴.2.条带开采P49:是指将要开采区域划分成比较正规的条带,采一条,留一条,利用保留的煤柱支撑上覆岩层,从而减少覆岩沉降,控制地表移动与变形,达到地面保护的目的。
优点:(1):条带开采不改变原有的采煤方法(2)条带开采可依据保护体的要求,设计开采方案。
缺点:主要体现为采出率低、生产效率相对较低和巷道掘进量大三个方面。
条带开采的一般设计步骤:(1)初步确定条带开采宽度(2)初步确定条带留设煤柱宽度(3)分析确定条带尺寸(4)确定条带开采的实际尺寸(5)最终确定条带开采方案3.原位张裂理论P19:底板移动的原位张裂和零位破坏理论认为在自重和下部水压力的耦合作用下,其超前压力压缩段岩体整个结构呈现上半部受水平挤压、下半部受水平引张的状态,因而在其中部附近的底面上的原岩节理、裂隙等不连续面就产生岩体的原位张裂。
4.协调开采P55:协调开采技术是三下采煤技术中控制地表变形的采煤方法,它利用地表移动规律和工作面的相对位置及开采方向布置来实现减少开采影响变形。
5.全柱开采P56:全柱开采是利用开采影响的动态变形相对较小的特点,将保护柱置于开采区域中央,采用多工作面同时,匀速推进方式进行整个煤柱的开采,达到既开采煤柱又保护地面建筑物的目的。
6.充填开采P57:是利用顶板管理方法实现减少地表变形的开采技术,其实只是利用沙子、碎石或炉渣等材料充填采空区,借以支撑围岩,达到减少沉降的目的。
充填开采的优缺点:优点:(1)充填开采适用于各种条件的三下采煤问题,且对煤矿安全的通风,瓦斯、防灭火、顶板压力与冲击危害问题也有较好的防治作用。
(2)充填开采可最大限度回收三下压煤资源,减少煤炭资源损失。
哈工程 内燃机考试重点和答案缩印版(含85分必考题)

二、工作原理四程柴油机的主要机件1.固定机件:机座1,机体4,主轴承3,汽缸盖7,汽缸套6等。
2.运动机件:曲轴13,连杆10,活塞8,活塞销9,连杆螺栓11等。
3.配气机构:凸轮轴14,顶杆15,摇臂16,气阀机构(进气阀17、排气阀 18、气阀弹簧19)等。
4.燃油系统:喷油泵20,高压油管21,喷油器2等5.辅助机件:进气管5和排器管12等此外,对于整机而言,还有润滑,冷却,启动和控制等系统。
一些名词:1.上止点:活塞距曲轴中心最远的位置2.下止点:活塞距曲轴中心最近的位置3.活塞冲程(S):上、下止点间的距离。
4.压缩室容积(V c):活塞位于上止点时,活塞顶部与缸盖间的容积,又称燃烧室容积。
5.汽缸工作容积(V n):活塞上、下止点之间的容积称为一个汽缸的工作容积,它可以用气缸直径D(cm)由下式表示:Vn=[(Pai*D**2)/4]*S *(10**3)式中 S——活塞冲程(cm)。
6.汽缸的最大容积(V a):活塞在下止点时,气缸的容积,即气缸工作容积与压缩容积的之和:V a=V h+V c7.汽缸的总容积V,总排量:室内燃机所有汽缸工作容积的总和。
即:V=V h*I(L)式中 i——气缸数。
进气冲程:进气压力大致保持不变.为了利用气流的惯性来提高充气量,进气阀在活塞过了下止点以后才关闭.压缩冲程:进、排气阀关,活塞上行,缸内气体被迅速压缩,气压上升,同时气温升高,达到柴油的自燃温度时,柴油便自行燃烧膨胀。
作用:1.提高空气的温度,为燃料的自行发火作准备.2.为气体膨胀作功创造条件.3燃烧膨胀冲程3.作功冲程:此时进排气阀钧关闭,缸内燃料迅速燃烧膨胀,气体压力急剧上升,推动活塞自上止点往下止点运动。
最高燃烧压力Pz,压力升高比: 为燃烧压力与压缩终点压力之比.4.排气冲程.排气阀早开晚关,排气阻力的存在,比如有消声器,使排气阀必须提前打开,以减少活塞排气的阻力,而活塞在完成排气过程时,主要靠惯性.二冲程柴油机与四冲程柴油机的比较:1.在相同的气缸尺寸和转速下,二冲程发动机的功率理应比四冲程发动机增加一倍,但由于:1扫气容积的损失;2充气时间短程废气消除困难驱动扫气泵要消耗一部分功率,所以只增加了50%-70%左右2.均匀性好其他形式:按气流在气缸中流动的路线不同,(1)气孔式直流换气的柴油机(2)横流扫气的二冲程柴油机(3)回流换气的二冲程柴油机第一冲程:活塞自下而上,压缩,继续前行,进气孔开,曲轴箱形成真空度,可燃气进入曲轴箱。
(机械制造及其自动化专业论文)大型薄壁零件装配误差有限元分析

大型薄壁零件装配误差有限元分析摘要在机械、船舶、航空航天等领域中有许多薄壁零件,它们主要由各种薄型板、腔体和加强筋条构成,结构复杂,一般认为零件最大尺寸大于2m,且零件厚度与零件最大尺寸比小于5%即属于大型薄壁零件。
600MW超临界汽轮机组低压缸体由各种薄型板、加强筋、支承梁和叶片等构成。
缸体尺寸较大,直径约为6m。
上下爿缸体装配后,高约为7m。
而缸体壁厚较薄,约为32mm。
因此,600MW超临界汽轮机组低压缸体属于典型大型薄壁零件。
由于体积大、总体刚性较差,薄壁零件在装配过程中极易在重力、夹紧力的作用下产生变形,采用传统的装配工艺方法已难以保证其装配精度要求。
针对超临界600MW机组低压缸体在装配过程中出现的垂直中分面间隙过大、裙座接触不良和通流间隙超差等装配问题,文章首先在理论上分析零件定位方式和各种装配工艺对薄壁零件装配精度的影响,并利用提出的装配工艺评价原则对缸体总装配工艺进行了设计和评价。
接触问题由于其边界非线性,即使是弹性光滑接触问题,采用数值方法分析求解也有很大的难度。
缸体装配过程主要通过多体接触分析模拟,文章中详细介绍了接触问题,研究了接触分析的边界条件、接触参数及单元尺寸、形状、网格划分方法,以确立适合缸体零件全装配的三维接触分析有限元模型,从而得到更为精确的计算分析结果。
最后,基于有限元分析软件ANSYS/LS-dyna,模拟了低压缸体总装配过程。
根据不同装配误差问题,分别建立了相应的有限元分析模型。
分析了缸体零件装配变形及其在装配体中的传递情况,确定了缸体变形部位以及变形趋势并量化了具体的变形量,为装配工艺的改进提供了依据。
关键词:汽轮机缸体,接触问题,装配变形,误差传递 THE FINITE ELEMENT ANALYSIS OF ASSEMBLY ERROR FOR LARGE THIN-WALL PARTABSTRACTLarge-scale thin-wall part is used wildly in mechanical, ship, aviation& aeronautic industries.Many parts have thin-wall (shell)、cavity and rib enforcement,complex structure. Generally speaking, large-scale part refers to those structure the largest size of part is more than 2m and the ratio of wall thick and largest part’s size is less than 5%. 600MW stream turbine cylinder is mainly constructed by all kinds of thin-wall、rib enforcement 、bearing bar and lamina. The cylinder’s diameter is almost 6m. The height of cylinder assembled is almost 7m. To some extent, 600MW stream turbine cylinder is some kind of large-scale thin-wall part. Because this kind of part has large volume and bad stiffness, there is serious deformation during processes of assemblying.It’s difficulty to satisfay the assembly error requirements using the old means.Aim at the large middle plane flatness error ,plane contact gap and flow clearance error occurred in the process of 600MW stream turbine cylinder’s assemblage, the article analyzed the parts fixture ways and diversified assembly technics in principle, then designed and evaluated the turbine cylinder assemblage technics by using the assemblage thecnics priciple provided preciously.Because of boundary non-linearity, even it’s the elastic smooth contact question ,it’s very difficulty to analysize with numerical method. The analysis of turbine assembly is mainly involved with polysome contact, so the article particularly introduced contact problem, research on the boundary condition of the contact analysis、contact parameter and element dimension、shape and meshing way to construct the 3D contact analysis FE model suitable for the turbine assembly, and work out more accurate results.Finally,based on the software of ANSYS/LS-dyna,the finite element simulation of the turbine overall assembly is provided. According to the different assembly error problem, the FEA models were constructed with ANSYS. Through the computing of assembly deformation and it’s transferin the assembly parts, the location and deformation trend is verified, the guidance is offered for improvement of assembly thchnics.KEY WORDS: stream turbine cylinder, contact problem, assembly analysis, error propagation上海交通大学学位论文原创性声明本人郑重声明:所呈交的学位论文,是本人在导师的指导下,独立进行研究工作所取得的成果。
(完整word版)《机械制造技术基础》

版权所有:翻印必究作者:黄贱生缩印版本更为方便学习,请大家拒绝作弊!1.在机床上形成发生线的方法有四种:轨迹法、成形法、相切法、展成法2. 分类:按其作用不一样,成形运动分为主运动和进给运动两种;按其构成不一样,成形运动分为简单成形运动和复合成形运动。
3.切削用量三因素:切削速度、进给量、背吃刀量(俗称切削深度)( 1) 工艺系统:由机床、夹具、刀具和工件构成的系统称为工艺系统.( 2) 机床应具备的三个基本部分:履行件、运动源、传动装置( 3) 定比传动装置和换置机构、内联系传动链和外联系传动链4.刀具常用资料:高速钢(如W18Cr4V )、硬质合金( YG 类、 YT 类、 YW 类、 YN 类)、超硬刀具资料(陶瓷、人造金刚石、立方氮化硼)。
( 1) 三面两刃一刀尖:前刀面、后刀面、副后刀面、主切削刃、副切削刃、刀尖( 2) 正交平面参照系:基面 P r、切削平面 P S、正交平面 P a( 3) 五个基本角度:前角、后角、主偏角、副偏角、刃倾角( 1) 磨料、联合剂、气孔三者构成了砂轮三因素( 2) 砂轮的特征主要由磨料、粒度、联合剂、硬度和组织 5 个参数决定。
( 1) 夹具构成:由定位元件、夹紧装置、对刀及导向装置、夹详细以及其他元件或装置所构成此中,定位元件、夹紧装置和夹详细是不行缺乏的。
( 2) 夹具作用:一是简单地、稳固地保证加工精度;二是提升劳动生产率;三是扩大机床工艺范围;四是改良劳动条件。
( 3) 夹具分类:依据顾用范围(通用夹具、专用夹具、组合夹具等)、夹具动力源(手动夹具、气动夹具、液压夹具、电动夹具、磁力夹具等)、使用机床(车床夹具、铣床夹具、钻床夹具、镗床夹具、磨床夹具等)来区分。
设计基准工序基准粗基准2.基准分类:基准定位基准工艺基准精基准丈量基准装置基准1.定位:工件在机床或夹具中据有正确地点的过程称为定位。
2.夹紧:工件定位后,使其在加工过程中一直保持地点不变的操作。
印刷机的种类

印刷机的种类印刷机的种类繁多,因此分类方法也是多种多样,本文将常见的印刷机分为七类来阐述。
1.平压平型印刷机平压平型印刷机的结构特点是,装版机构和压印机构均呈平面形。
印刷时,压印平版绕主轴进行往复摆动,完成输纸和压印。
由于印版图文部分的油墨和压印平版同时全部接触,因而压印时间较长,对承印物所施加的压力较大,故印刷品的墨色浓重,线条、笔划饱满。
平压平型印刷机,体积较小,印刷速度慢,生产效率低,适用印刷幅面小的印刷品,如:贺卡、请柬、书刊封面、信封、标签等。
这类印刷机有活字版打机机、铜锌版打样机和圆盘机等。
2.圆压圆型印刷机又叫轮转印刷机,它的结构特点是,装版机构和压印机构均为圆柱形的滚筒,圆柱形的装版机构,俗称印版滚筒。
印刷时,压印滚筒带着承印物,相对于印版滚筒以相反的方向边转动边压印。
由于压印滚筒和印版滚筒接触的时间较短,故对承印物施加的压力比圆压平印刷机小。
圆压圆型印刷机,利用压印滚筒和印版滚筒不停息的接触并进行压印,运动平稳、结构简单、印刷速度快。
若将印刷装置组合在一起,设计成卫星式或机组式的印刷机,还可以进行双面、多色印刷,生产效率很高。
这类印刷机,目前使用的最多,有平版印刷机,凹版印刷机、柔性版印刷机和印刷书刊、报纸的高速卷筒纸印刷机等。
3.圆压平型印刷机又称平台印刷机,它的结构特点是,装版机构呈平面形,压印机构是圆形的滚筒,俗称压印滚筒。
印刷时,印版随同装版平台,相对于压印滚筒作往复的移动,压印滚筒一般在固定的位置上,带着承印物边旋转边压印,压印滚筒对承印物施加的压力比平压平型印刷机较大的提高,但由于版台往复运动,印刷速度受到限制,生产效率不高。
主要印刷书刊的正文。
这类印刷机有:一回转凸版印刷机,二回转凸版印刷机,停回转凸版印刷机,平版打样机等。
4.平版印刷机平版印刷机印版表面的图文部分与空白部分几乎处在同一平面上。
它利用水、油相斥的原理,使图文部分抗水亲油,空白部分抗油亲水而不沾油墨,在压力作用下使着墨部分的油墨转移到印刷物表面,从而完成印刷过程。
(完整版)机械图纸技术要求汇总
图纸技术要求汇总1.范围本规范规定了医疗产品机械零件设计图纸的技术要求编写和使用规范。
2.图纸技术要求的编制要求2.1图纸技术要求编制的一般内容:➢几何精度:尺寸精度,表面结构、形位公差、结构要素;➢加工、装配和工艺要求:是指为保证产品质量而提出的工艺要求;➢理化参数:是指对材料的成分、组织和性能方面的要求;➢产品性能及检测要求:是指使用及调试方面的要求;➢其他要求;2.2机械图样的技术要求编制的内容:➢对材料、毛坯、热处理的要求(如电磁参数、化学成分、湿度、硬度要求等);➢视图中难以表达的尺寸公差、形状和表面粗糙度等;➢对有关结构要素的统一要求(如圆角、倒角、尺寸等);➢对零部件表面质量的要求(如涂层、镀层等);➢对间隙、过盈及个别结构要素的特殊要求;➢对校准、调整及密封的要求;➢对产品零部件的性能和质量的要求(如噪声、耐振性、动平衡、制动及安全等);➢试验条件和方法;图纸技术要求汇总 (1)2. 图纸技术要求的编制要求 (2)2.1图纸技术要求编制的一般内容: (2)2.2机械图样的技术要求编制的内容: (2)零件技术要求: (5)第一部分:通用要求 (5)第二部分:模具零件要求 (5)第三部分:外观要求 (7)第四部分:各类型零件具体要求 (7)第五部分:其他要求 (8)各类零件具体要求: (8)塑料件: (8)压铸件: (9)钣金件 (11)橡胶件 (12)机械加工件 (12)其他特殊件: (13)标签: (13)弹簧: (14)螺纹紧固件: (15)电路板: (15)装配件技术要求: (16)第六部分:包装,标贴, (18)产品包装箱(瓦楞牛皮纸箱)图纸技术要求 (18)产品铭牌图纸技术要求 (19)商标图纸技术要求 (19)标贴件(如各类标贴、招贴、免检标志、名牌标志、整机出厂清单等)图纸技术要求 (20)标贴件(PC材料)(如各类标贴、铭牌等)图纸技术要求 (20)包装衬垫(老名称:珍珠棉包装垫)图纸技术要求(单一珍珠棉材料,且仅用于包装用途) (21)(产品)包装底盘(纸)、空白纸箱图纸技术要求 (21)多材料组合式包装零件图纸技术要求 (22)海绵件(含聚氨酯(PU)海绵件、聚乙烯(PE)海绵、橡胶(EPDM)海绵件、乙烯-醋酸乙烯共聚体橡胶(EVA橡胶)海绵件)图纸技术要求.. 22本文档适用于常州博恩中鼎医疗科技有限公司机械图纸的技术要求,请根据实际情况选择相关条目。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
选择题1.工作液体的分类(1)矿油型: 普通液压油,抗磨液压油低温液压油,高粘度指数液压油,航空液压液(2)难燃型:合成型(水—乙二醇液压液,磷酸脂液压油),乳化型 (油包水乳化液水包油乳化液)。
2.液压马达的结构分类按结构可以分为⑴齿轮式液压马达⑵叶片式液压马达⑶柱塞式液压马达,其中又分为轴向柱塞式液压马达和径向柱塞式液压马达两种。
3.液压控制阀类型答:液压控制阀又称液压阀,是液压系统中的控制元件。
控制和调节系统中工作液体的压力、流量和方向,以满足对执行机构(液压缸、液压马达)所提出的压力、速度和换向的要求,从而使执行机构实现预期的动作。
主要分为三类:(1)压力控制阀:控制工作液体的压力,实现执行机构提出的力或力矩的要求。
这类阀主要溢流阀,安全阀,减压阀,卸荷阀,顺序阀,平衡阀等;(2)流量控制阀:控制和调节系统流量,从而改变执行机构的运动速度。
主要有节流阀,调速阀和分流阀等。
(3)方向控制阀:用于控制和改变系统中工作液体的压力,以实现执行机构提出的力或力矩运动方向的转换。
分为二通、三通、四通和多通等。
4. 溢流阀(1)作用:调节系统的工作压力。
在定量泵调速系统中,溢流稳压,常开,调定压力较低。
在容积调速系统中,限定最高压力,常闭,安全保护国产溢流阀分为三个系列: P系列的低压溢流阀:0.2~2.5MPa ;Y系列的中压溢流阀: 0.6~6.2MP a ;YF系列的高压溢流阀: 0.6~32MP a5.减压阀按调节要求不同,可分为定压、定比、定差三种减压阀。
定压减压阀应用最为广泛。
减压阀有直动和先导式两种。
6.、节流阀:主要应用于由定量泵供油的小流量系统中。
作用:利用改变流通面积来改变通过节流阀的流量,从而改变油缸或油马达的运动速度,也可用来进行加载和提供背压。
阀:主要应用于由定量泵供油的小流量系统中。
7.螺旋滚筒结构:由螺旋叶片、端盘、齿座、喷嘴及筒壳等部分组成8. 掘进机可分为全断面和部分断面掘进机两大类。
9、液压油新标号是以40度时的运动粘度为标准作为液压油的标号10、单活塞杆推力油缸在差动连接时,活塞杆可以得到比普通连接更高的伸出速度但推力小得多。
11、三位四通阀中的“位”是指阀芯的工作位置数目,“通”是指进出油口的数目12、采煤机滚筒的旋转方向必须与滚筒的螺旋方向一致,即左转左旋,右转右旋13、采煤机是附属装置:调高和调斜装置,喷雾降尘装置,防滑装置,电缆拖移装置14、牵引机构类型:机械牵引,电牵引,液压牵引15、破碎装置的用途:破碎片帮大块煤,使之顺利通过采煤机与输送机之间的过煤空间二、名词解释1. 液压传动:利用封闭系统(如封闭的管路、元件、容器等)中的压力液体实现能量传递和转换的传动叫液压传动。
2.支架初撑力:初撑阶段终结时,支架对顶板的产生的支撑力称为初撑力。
3.工作阻力:恒阻阶段,支架对顶板的产生的支撑力称为.工作阻力。
4.支架覆盖率:支架覆盖率是顶梁接触顶板的面积与支架支护面积之比值。
5、粘温特性:工作液体的粘度随温度变化的性质6、液压马达排量:在不考虑液体在马达内的泄露时推动其主轴每旋转一周所需要的工作液体体积。
7、液压泵排量:液压泵主轴每旋转一周所排出的液体体积8、液压泵流量:单位时间内所排出的液体体积9、单作用液压缸:是指液压缸的活塞杆只是一个方向动作时,靠液压力推动,回程则靠自重或外力将活塞杆推回。
10、双作用液压缸:指液压缸的活塞杆不论伸出或收缩均靠液压力动作11、支架伸缩比:支架最大结构高度与最小结构高度的比值三、简答题1、液压传动系统的组成部分:(1)动力源元件,是把机械能转换成液体压力能的元件;(2)执行元件,是将液体压力能元件转换成机械能的元件;(3)控制元件,是指通过对液体的压力、流量、方向的控制,以改变执行元件的运动速度、方向、作用力等的元件;(4)辅助元件,指上述三部分以外的其他元件;(5)工作液体,既是转换、传递能量的介质,也起着润滑运动零件和冷却传动系统的作用。
2、液压泵的基本组成及工作原理:(1)具有密封而又可以变化的容积(是液压泵实现吸、排液的根本原因),这是液压泵必须具备的基本结构;(2)具有隔离吸排液腔(即隔离低压和高压液体)的装置。
这种装置称为配流装置;(3)油箱内的工作液体始终具有不低于1个大气压的绝对压力,这是保证液压泵能从油箱吸液的不要外部条件。
3、齿轮泵的工作原理:传动轴带动主动齿轮使齿轮转动时,在啮合点逐渐脱开的一侧,容积增大,经吸液口由油箱吸入油液。
然后,利用两齿轮的齿谷将油液带至啮合点的另一侧。
在另一侧因轮齿逐渐进入啮合使容积变小,从而将油液挤出排液口。
随着齿轮的不断旋转,齿轮泵就连续地吸、排油液。
4、困油现象:(1)概念:闭死容积变小时,被包围其中的油液压力升高,从齿轮侧面挤出,因而发热;闭死容积扩大时,因无油液补充而出现吸空的现象;(2)原因:为使齿轮传动平稳,一对齿轮的啮合重叠系数应大于1,存在闭死容积,在齿轮的转动中,闭死容积会有大变小再变大,直到前一对轮齿脱开啮合;(3)危害:浪费能量,产生噪声和振动,降低容积效率;(4)消除方法:在齿轮泵的侧盖或滑动轴承上开卸荷槽。
5、采煤机的组成部分及各自的作用:(1)电动机,动力部分,驱动截割部和牵引部;(2)牵引部,采煤机的行走机构,担负着移动采煤机、使工作机构连续落煤或调动机器的任务;(3)截割部,采煤机直接落煤和装煤的部分;(4)附属装置6、煤的力学性质影响采煤机的哪些部分,采煤机和刨煤机对煤的力学性质的适应性如何?煤的力学性质关系到采煤机的工作机构形式和采煤机械的功率大小。
各种刨煤机最适合开采软煤,特别是脆性软煤;韧性中硬煤应选用中等功率的滚筒式采煤机;脆性中硬煤宜选用中等功率的滑行刨煤机;硬煤必须选用大功率的滚筒式采煤机。
滚筒式采煤机可截割各种硬度的煤。
7、刨煤机的优缺点:优点:1、截深小,可充分利用矿压落煤;2、出煤块度大,粉煤量少,煤尘少,劳动条件好;3、结构简单,工作可靠,维护工作量小;4、可用来开采极薄煤层0.3m;5、司机可不必跟机操作,可实现工作面遥控。
缺点:对地质条件适应性远不如滚筒采煤机,调高比较困难,功率利用率低。
凡适用刨煤机的应优先选用刨煤机8、液压支架的分类及其特点(1)支撑式支架:支撑力大,支撑力作用点靠近支架后部,切顶能力强;对顶板重复支撑次数多,抗水平载荷能力差,不能带压移架;作业空间较大。
适用于直接顶稳定以上老顶有明显或强烈周期来压,且水平力小的顶板条件。
(2)掩护式支架:支撑力小,切顶能力弱,但支撑力集中作用于机道上方的顶板上,故支护强度较大,且均匀;对顶板的重复支撑次数少;密封掩护性好;能承受较大的水平力,且允许带压移架;工作空间和通风断面较小。
适用于顶板来压来自机道上方的不稳定或中等稳定的松散破碎顶板条件。
(3)支撑掩护式支架:支撑力大、切顶性能好、工作空间宽敞;挡矸掩护性能好、抗水平力强、结构稳定的长处;采用坚固的掩护梁及侧护板,将工作空间与采空区完全隔开;并用前、后连杆连接掩护梁和底座,但结构复杂、重量大、价格较贵。
适用范围广,可用于各种顶板条件,尤其适用于中等稳定以上的顶板条件和大采高的条件。
9、支架选型原则(重点)答:选择架型主要是根据顶板条件,但同时应考虑下列因素:(1)煤层厚度在2.5~2.8m以上时,应选用带护帮装置的掩护式或支掩式支架。
当煤层厚度变化较大时,应选用调高范围大的支架。
(2)煤层倾角在10°~15°以上时,支架应该有防滑和调架装置,超过18°时应同时具有防滑和防倒装置。
(3)底板强度支架底座比压(对底版的接触比压)应小于底板允许比压。
一般底板允许比压值为1.96~2.16MP a,软底板为0.98MP a左右(4)瓦斯涌出量涌出量大时应选择通风断面大的支架。
(5)地质构造断层十分发育,煤层厚度变化大、顶板允许暴露面积和时间分别在5~8和20min以下时暂不宜采用综采设备。
(6)设备成本优先选用价格便宜的支架。
一般情况下,支撑式支架最轻,造价也最便宜,而支撑掩护式支架最重、最贵。
此外,对于特定的开采要求,应选用特种支架。
如厚煤层分层开采时选用铺网支架,冒落法开采时选用放顶煤支架,工作面端头支护选用端头支架等等。
10.部分断面巷道掘进机结构分析组成:由工作机构,装载和转运机构、行走机构以及液压、电气系统、喷雾系统等组成。
功能:(1)工作机构:纵轴式的截割头旋转轴线与悬臂轴线重合(如ELMB型掘进机)。
在摆动工作中截割头仅半边剥落煤岩,较大的煤岩反作用力有使机器倾倒的趋势。
为了提高机器工作时的稳定性,一般机器的重量比较大。
纵轴式工作机构一般能截割出平整的巷道,而且可利用截割头开挖支架的柱窝和水沟。
(2)装载和转运机构:部分断面巷道掘进机上用得最普遍的装载机构是蟹爪机构。
这种机构工作可靠,装载效果好。
转运机构:部分断面巷道掘进机一般有两极转载机,即中间刮板输送机和皮带转载机。
装载机构与中间刮板输送机组成装运机构,多数掘进机的装运机构采用装—运联动,由共同的电动机或液压马达驱动,即集中驱动方式。
(3)行走机构:部分断面巷道掘进机一般采用履带行走机构,这是因为履带行走机构具有牵引能力大,机动性好,工作可靠和对底板适应性好等优点。
履带行走机构不仅是驱动掘进机行走的工作装置,又是整台掘进机各部件的连接、支承基础。
为使掘进机调动灵活,两条履带大都采用分别驱动的传动方式。
(4)液压系统:部分断面巷道掘进机一般均为采用油泵—油缸系统,来实现工作机构、装载机构铲板和皮带转载机的垂直升降和水平摆动,以及工作机构的伸缩、机体的支撑等。
(5)除尘装置:部分断面巷道掘进机均设置有外喷雾或内、外喷雾结合的喷雾灭尘系统。
12. 刨煤机的组成:刨煤机主要由刨头及其传动装置、工作面输送机两大部分组成。
是一种截深很小(一般为50~100 m m)而牵引速度又快(一般为1.5~2m/s)的采煤机械。
分类:按刨头对煤壁的作用力不同分为静力刨煤机和动力刨煤机。
动力刨煤机是利用装在刨头上的动力装置(如激振器、高压水细射流等)使刨刀产生冲击力或高压水的切割将煤破落。
静力刨煤机按照刨头在输送机上的支承导向方式不同,又有拖钩刨煤机、滑行刨煤机和滑行拖钩刨煤机三种四、问答题1.液压泵和液压马达的结构特点(区别联系)答:液压马达是液压系统的一种执行元件(另一种是液压缸)。
它将液压泵提供的液体压力能转变为其输出轴的机械能(扭矩和转速)。
从能量观点看,马达和泵是可逆的,即泵可做马达用,反之亦然。
由于用途和工作条件不同,对它们的性能要求也不一样,所以相同结构类型的泵、马达之间存在差别。
(1)液压马达应能正、反转运行,内部结构具有对称性,液压泵通常是单向旋转的。
(2)泵必须有自吸能力要求,马达无,但要具备变化容积的初始密封性。