质量问题跟踪表-精选
品质部质量改善跟进汇总表
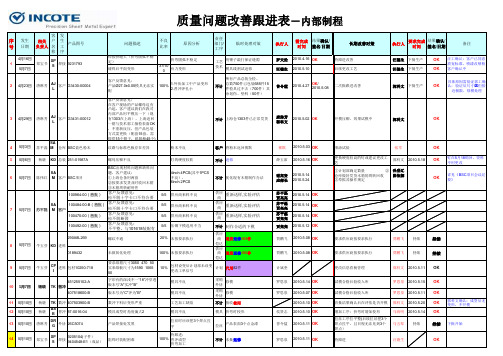
子件1302704A-03-01与子件 130270413-03-01组装后2个 面不平 ①.13(-0.05/-0.1)实测12.8 (min)12.93(max) ②.Ø10(+0.015/0)通规止 ③.Ø3(+0.06/0)同轴度不 良
图标333.86实测为197.5
100%
1302704A-03-01 2个辅 助定位去除和角度偏大
质量问题改善跟进表―内部制程
客发
序 号
发生 日期
相关 户 负责人 名
生 工
产品图号
称序
1 4月16日 郑宝书 XP 焊接 9231793
5月7日
S
2
4月23日
唐琳芳
AJ L
客户
G3430-00004
3
4月29日 唐琳芳 AJ 客户 G3431-00012 L
SA 4 5月3日 苏平磊 M 仓库 BSC蓝色粉末
2010.5.28
OK
罗思泉 2010.5.30 OK
2 5月18日 杨晓 TK 普冲 200495503-A
漏冲小凸包
300P CS
漏工序
普冲 返工
李强 2010.5.18 OK
按标准制作
马谈 2010.25 OK
3 5月18日 杨晓 TK 钳铆 407507100-C
压死边处腐蚀
压死边后氧化,氧化液残 留
郭科文
2010.5.13
1.各工序规范摆放
2.质量判定原则: a工序上报责任追溯前工序+可追 溯的工序; b品质发现:责任界定入当前工
各工序负 责人 QE
序+可追溯工序
持续
普冲落料完转序前通知项目主管 确认是否去毛刺并在流程卡上说 明
TOP质量改善跟踪表
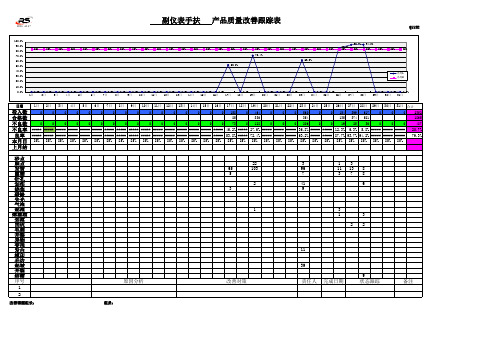
Q113E日期1日2日3日4日5日6日7日8日9日10日11日12日13日14日15日16日17日18日19日20日21日22日23日24日25日26日27日28日29日30日31日合计投入数00000000000000001580464000560001543996170002352合格数853363541353745811865不良数073128206192536487不良率################################################################################46.2%#####27.6%###############36.8%##########12.3% 6.3% 5.8%###############20.7%良率################################################################################53.8%#####72.4%###############63.2%##########87.7%93.7%94.2%###############79.3%本月目85%85%85%85%85%85%85%85%85%85%85%85%85%85%85%85%85%85%85%85%85%85%85%85%85%85%85%85%85%85%85%上月结砂点麻点22313发黄651039611138露塑57378针孔划伤2416烧焦39碰缺失光气泡起泡13熔接痕13划痕凹坑22毛刺开裂异物变形发白11模印毛边起皱39开裂结瘤9序号12改善课题组长:组员:副仪表手扶 产品质量改善跟踪表原因分析改善对策责任人完成日期状态跟踪备注0.0%0.0%0.0%0.0%0.0%0.0%0.0%0.0%0.0%0.0%0.0%0.0%0.0%0.0%0.0%0.0%53.8%0.0%72.4%0.0%0.0%0.0%63.2%0.0%0.0%87.7%93.7%94.2%0.0%0.0%0.0%85%85%85%85%85%85%85%85%85%85%85%85%85%85%85%85%85%85%85%85%85%85%85%85%85%85%85%85%85%85%85%0.0%10.0%20.0%30.0%40.0%50.0%60.0%70.0%80.0%90.0%100.0%1日2日3日4日5日6日7日8日9日10日11日12日13日14日15日16日17日18日19日20日21日22日23日24日25日26日27日28日29日30日31日系列1系列2。
钣金件质量信息反馈改进跟踪表

质量信息反馈/改进跟踪表
质量管理部
产品名称
钣金件、五金件
编号:11-14-39 反馈时间
1、质量信息反馈描述 2011年5月起发现产品:钣金件、五金件不同程度锈蚀,其中以热区版空调锈蚀最为严重。
2、临时改正措施
行动计划
计划完成时间
与供应商联系,确定5种组合的防腐蚀工艺,并安排盐雾试验验证,
度小于等于5u;
成本核算:由采供部、技术部、财务部联合对采用新工艺后成本的
3 增加进行核算;
2011年12月30日
质管部申请采购镀层测厚仪(已采购到位)。 4
2011年3月31日
7、永久措施有效性验证 2012年2月3日技术部下发表面处理工艺要求,已对相应质量控制点进行强制要求,且下发检验方法。
8、改进措施展开
μm,要求喷塑采用户外三防粉,所有镀锌件一律按照军工件要求镀 理,禁止使用激光打标 合对采用新工艺后成本的增加进行核算
评审负责人: 2011 年 12 月 10 日
责任人
对相应质量控制点进行强制要求,且下发检验方法。
验证确认人: 2012 年 2 月 28 日 书及相关文件的修改及完善企业标准或技术规范等。
评审负责人: 2011 年 12 月 10 日
6、永久措施
序号 1
内容
确定表面处理工艺为电泳15μm后喷塑80μm,要求喷塑采用户外三 防粉,所有镀锌件一律按照军工件要求镀锌厚度25μm;
计划完成日期 2012年1月1日
打标采用钢印打标,打标后再进行电泳处理,禁止使用激光打标,2 2 月1日出具新工艺,经盐雾试验验证,对激光打标予以放行,打标深 2012年2月1日
1 选择最佳的工艺
2011年12月底
产品质量追踪考核表(1)
叉污染 现象
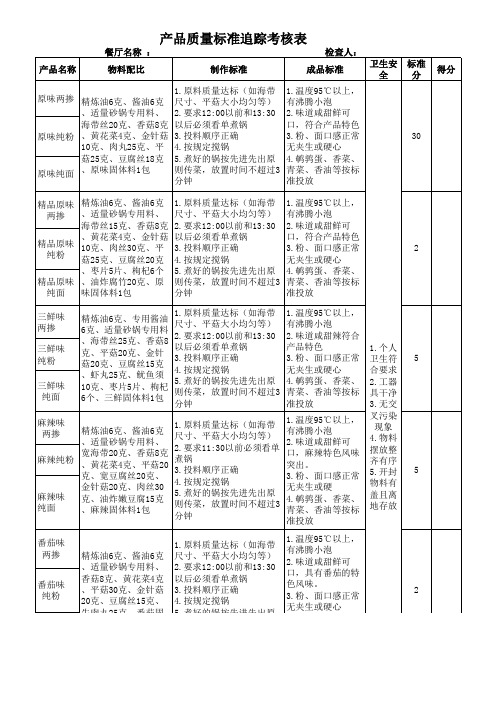
4.物料 摆放整 齐有序 5.开封 物料有 盖且离 地存放
5
番茄味 两掺
番茄味 纯粉
精炼油6克、酱油6克 、适量砂锅专用料、 香菇8克、黄花菜4克 、平菇30克、金针菇 20克、豆腐丝15克、 牛肉丸25克、番茄固 体料1包
1.原料质量达标(如海带 尺寸、平菇大小均匀等) 2.要求12:00以前和13:30 以后必须看单煮锅 3.投料顺序正确 4.按规定搅锅 5.煮好的锅按先进先出原 则传菜,放置时间不超过3 分钟
1.温度95℃以上, 有沸腾小泡 2.味道咸甜鲜可 口,酸辣的特色风 味突出 3.粉、面口感正常 无夹生或硬心 4.鹌鹑蛋、香菜、 青菜、香油等按标 准投放
3
黄瓜丝、荆芥、辣椒 1.原料质量达标
1.味道咸甜辣符合
凉皮
油、芝麻酱、一定量 2.投料顺序正确
产品特色
香油和65克料水,250 3.配好的凉皮汤料不要外 2.配置好凉皮大小
、黄花菜4克、金针菇 以后必须看单煮锅
口,符合产品特色
精品原味 10克、肉丝30克、平 3.投料顺序正确
3.粉、面口感正常
2
纯粉 菇25克、豆腐丝20克 4.按规定搅锅
无夹生或硬心
、枣片5片、枸杞6个 5.煮好的锅按先进先出原 4.鹌鹑蛋、香菜、
精品原味 、油炸腐竹20克、原 则传菜,放置时间不超过3 青菜、香油等按标
产品名称
产品质量标准追踪考核表
餐厅名称 :
检查人:
物料配比
制作标准
成品标准
卫生安 全
1.原料质量达标(如海带 1.温度95℃以上, 原味两掺 精炼油6克、酱油6克 尺寸、平菇大小均匀等) 有沸腾小泡
、适量砂锅专用料、 2.要求12:00以前和13:30 2.味道咸甜鲜可
质量问题跟踪表模板
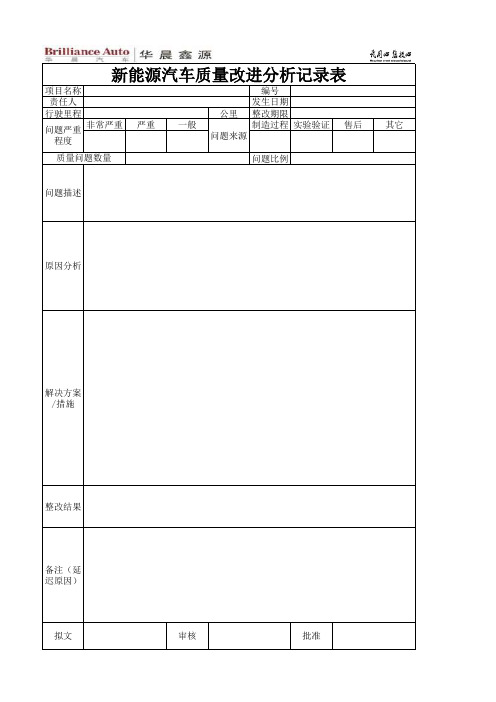
项目名称编号责任人发生日期行驶里程公里
整改期限
非常严重
严重
一般
制造过程实验验证
售后
其它
问题比例
问题描述
原因分析
解决方案/措施
整改结果
备注(延迟原因)
拟文审核批准
新能源汽车质量改进分析记录表
质量问题数量
问题严重程度
问题来源
范例
拟文审核批准
何川负责编制“年月日-序号
原因分析
解决方案/措施
整改结果备注(延迟原因)
质量小组评审责任人填写
地点,问题位置,现象,问题结果
补救措施,完全杜绝再发生的方法
编号问题严重程度问题来源
质量小组评审
说明NG原因或者其它未说明问题
多方查找原因:人机料法环;违反×
×标准
问题描述
责任人杨总吴总。
质量追溯用表格
全钢子午胎(二期)硫化质量追溯记录机台号:规格:品牌(定牌)模具号年月日Y-S-009左模右模项目序胶囊胶囊班号硫化胎号胎胚号硫化胎号胎胚号次数次数1班2次345操6作7人8910备注:设备故障/ 动力波动处理记录合模力:1班2次345操6作7人8910备注:设备故障/ 动力波动处理记录合模力:1班2次345操6作7人8910备注:设备故障/ 动力波动处理记录合模力:说明: 1.“备注”一栏对胎胚检查中存在的质量问题,设备、动力波动等问题及处理加以说明。
2.传递:硫化操作工→硫化班长→车间工艺技术员全钢子午胎(二期)成型工序主鼓质量、追溯报表班次 / 机台:规格:主手/ 记录人:年月日Y-S-007标准实测标准部件名称追溯编号与使用记录实测宽度灯光灯光宽度内衬层复合件(或宽复合左胎侧子口右胎侧子口左钢丝加强层右钢丝加强层胎体左垫胶右垫胶胎圈复合件左扣圈定位风源压力侧压辊压力(高压)(——)(——)(——)(——)(——)(——)(——)(——)(——)(——)(——)(——)(——)(——)(——)(——)(——)(——)(——)(——)(——)(——)(——)(——)(——)锁块压力定型压力侧压辊压力侧压辊压(中压)力(低压)单位:长度、宽度、定位mm ,压力 MPa 或 kgf/cm 2 。
胎圈检查合格,记录合格。
全钢子午胎(二期)成型工序辅鼓质量追溯报表班次 / 机台:规格:辅手/ 记录人:修胎:年月日Y-S-008部件名称带束层一层带束层二层带束层三层零度带束层胎面辅鼓周长胎胚标标实实准准测测标准右右右追溯编号与使用记录实测宽度宽度灯灯灯灯线线线线(——)(——)(——)(——)(——)(——)(——)(——)(——)(——)(——)(——)胎胚编号与使用记录花纹全宽肩宽长度首次中间末次首件中间末件全钢子午胎(二期)半成品工序质量追溯记录工序:月日班次:操作主手:Y-S-006半成品规格名称质量追溯编号生产时间原料名称原料追溯编号备注:说明: 1.传递:机台主手→当班追溯管理员→车间专管员2.质量追溯编号:********(**---**)月日班次机台工号首件顺序号末件顺序号全钢子午胎(二期)母炼胶混炼追溯记录操作主手: Y-S-004机台班次工号月日序母胶数小料追溯号母炼胶追溯号号代号量月日班次工号月日班次机台工号顺序号123456789101113141516171819202122全钢子午胎(二期)终炼胶混炼追溯记录操作主手: Y-S-005机台班次工号月日序数终炼胶硫磺、促进剂追溯编号母炼胶追溯编号号量代号月日班次工号月日班次机台工号顺序号1234678910111213141516171819202122全钢子午胎(二期)使用原材料记录原材料名称: Y-S-003备注批次产地质量情况使用要求投用日期结束日期(箱号)全钢子午胎(二期)原材料入库记录原材料名称: Y-S-001产地入库数质量使用投用结束批次备注(来源)时间量情况要求日期日期全钢子午胎(二期)原材料使用跟踪卡Y-S-002原料名称产地试验编号批次数量试验结果发货日期发货人 :收货人 :投用日期使用人 :结束日期配料班长质量跟踪状况质检员:备注发卡人 :年月日说明:此单一式三份,由技术部填写使用要求,一联留存;其余送至仓库保管员,待其发货留存一份后转给使用车间;使用车间收料人及班长在使用结束并在相关栏目签字后,交当班质管员验证,由使用车间自存。
质评问题跟踪表

操作系统 软件 应用程序 BIOS 生产制程 其他
A600 整机质评问题跟踪表
刘熠
SHP 改进建议 OWNER
updated date :
N0D Feed back 分析处理意 OWNER Date 见(长短期 对策) 8月1日 刘熠
8 月2 日
Due Date 计划导入日期 提供解决方 案日期
建议请研发 李佑山 做进一步确 认和分析 建议请研发 李佑山 做进一步确 认和分析 建议测试程 李佑山 序上做改善 请研发进一 李佑山 步确认该问 题,避免后 续客户遇到 该问题
8月1日
刘熠
8月1日 :
Close Date 结束日期
李佑山
Solution 最终解决方 案 REMARK
A600
委托编号: 委托编号:
故障类型
发现日期 8月1日 CAMERA 机构 8月1日 主机机构 8月1日 主机 电性能 ODD 8月1日 B 100% OPEN B 100% OPEN B 18% OPEN 摇屏异响(KB COVER与 初步确认KB 转轴处) COVER和转轴干 涉 TI LED检查时,POWER 测试程序与此主机 指示灯不闪烁,指示灯功 兼容问题 能正常 用WINDVD播放VCD 播放其它CD、 (上海厂购买的VCD测试 VCD、DVD均正 盘),前几分钟不能播 常,正在分析中 放,播放画面黑屏,几分 钟后才能正常播放
X00016964 批次: 批次:
Date Level
Probabilit y
EB250726XH
State Defective Symptom
Nod Owner:
Failure Analysis
问题 概率 等级 B
目前状 不良现象 态 2% OPEN CAMERA翻转时有阻滞