9.绿色化学工艺——生物质生产乙醇
生物质生产乙醇的方法及其工艺流程

生物质生产乙醇的方法及其工艺流程下载温馨提示:该文档是我店铺精心编制而成,希望大家下载以后,能够帮助大家解决实际的问题。
文档下载后可定制随意修改,请根据实际需要进行相应的调整和使用,谢谢!并且,本店铺为大家提供各种各样类型的实用资料,如教育随笔、日记赏析、句子摘抄、古诗大全、经典美文、话题作文、工作总结、词语解析、文案摘录、其他资料等等,如想了解不同资料格式和写法,敬请关注!Download tips: This document is carefully compiled by theeditor.I hope that after you download them,they can help yousolve practical problems. The document can be customized andmodified after downloading,please adjust and use it according toactual needs, thank you!In addition, our shop provides you with various types ofpractical materials,such as educational essays, diaryappreciation,sentence excerpts,ancient poems,classic articles,topic composition,work summary,word parsing,copy excerpts,other materials and so on,want to know different data formats andwriting methods,please pay attention!生物质生产乙醇:方法与工艺流程解析生物质生产乙醇作为一种可持续的能源解决方案,已经在全球范围内引起了广泛的关注。
生物质制酒精doc资料

生物质制酒精生物质制酒精Biomass ethanol姓名:陈婷学院:化学化工学院专业:化工专业学号: 1001090303 班级:化工0903班指导老师:孔岩一、题目生物质制酒精二、课题技术背景1、生物质酒精的概况生物质酒精作为可再生能源不会枯竭,并且不会引起温室效应。
微生物发酵糖可以生产酒精。
目前在工业生产中用于发酵产酒精的微生物主要是酿酒酵母和运动发酵单胞菌。
包括秸秆在内的含有糖类物质的生物质都可能作为酒精发酵的原料,大分子物质的利用需先经过酶的降解。
生物酒精作为石油的替代物,其产业链还在继续延伸。
2、生物质酒精发展以及研究意义生物质酒精的应用可以带来巨大的经济、社会和环境效应,世界各国已经有了不同程度的研究和应用。
随着世界生物技术和工程技术的不断发展,高产菌株的获取越来越简单,发酵工艺也得到不断改进,这些都为生物质酒精的大规模生产提供了技术保证。
随着生物质酒精的研究领域和应用范围不断扩大,生物质酒精在可再生燃料市场中将占主要地位。
二、检索过程1 、选择检索词生物质 biomass 酒精alcohol 乙醇 ethanol2 、检索数据库以及检索年代列表三、检索式及检索结果1、中文数据库a、百度搜索引擎检索式:采用百度的高级检索,由于百度只有关键词这一字段,所以选择的检索式为:关键词=生物质生产乙醇,并且是包含以上全部关键词。
检索结果:在“高级搜索”中检索,找到相关网页约1,000,000篇,选择其中1篇:[1] 李东,袁振宏,王忠铭,廖翠萍,吴创之.中国科学院广州能源研究所,中国科学院研究生院.生物质合成气发酵生产乙醇技术的研究进展.[J].可再生能源,2006,(2):1~12. cnki:ISSN:1671-5292.0.2006-02-019b、万方数据库检索式1:Title:"生物质" KeyWords:酒精检索结果命中19条,选择其中1条如下:[1] 段钢,孙长平.杰能科国际生物工程有限公司,无锡. 酶在生物质转化为燃料酒精中的应用.[J].食品与发酵工业,2005,31(05):73~77.CNKI:SUN:SPFX.0.2005-05-023检索式2::KeyWords:生物质 Abstract:酒精检索结果:命中50条,选择其中1条如下:[1] 王倩,张伟,王颉,李长文.河北农业大学食品科学院,河北农业大学食品科学院. 生物质生产酒精的研究进展.[J].酿酒科技,2003,(03). TS262.2 TS261.4 TS261.2C、中国期刊全文数据库(CNKI)(该数据库均提供原文)检索式1:(篇名=(生物质)and关键词=(酒精or 乙醇)and篇名=(酒精or乙醇)检索结果命中60条,选择其中2条如下:[1] 张宁,蒋剑春,程荷芳,曾凡洲.中国林业科学研究院林产化学工业研究所国家林业局林产化学工程重点开放性实验室. 木质纤维生物质同步糖化发酵(SSF)生产乙醇的研究进展.[J].化工进展,2010,29(02):238~242.CNKI:SUN:HGJZ.0.2010-02-014[2] 曾凡洲,蒋剑春,卫民,陈育如.中国林业科学研究院林产化学工业研究所,生物质化学利用国家工程实验室,国家林业局林产化学工程重点开放性实验室,南京师范大学生命科学学院. 生物质水解发酵生产燃料乙醇的研究进展.[J].生物质化学工程,2009,43(02). CNKI:SUN:LCHG.0.2009-02-014检索式2:(篇名=(生物质)and摘要=(酒精or 乙醇)and篇名=(酒精or乙醇)检索结果命中52条,选择其中2条如下:[1] 张维特,时旭,欧杰,李柏林,杨建强,胡翔,房建孟,何培民.上海海洋大学水产与生命学院,上海海洋大学食品学院,国家海洋局北海分局. 酸法水解绿潮藻生物质及发酵制乙醇的效果.[J]. 上海海洋大学学报,2011,(01).CNKI:SUN:SSDB.0.2011-01-022.[2] 施雪华,余敏,曲有鹏,李冬梅,冯玉杰.上哈尔滨工业大学市政环境工程学院,哈尔滨工业大学生物工程研究中心. 利用木质纤维素类生物质生产燃料酒精.[J]. 酿酒,2008,(06). CNKI:SUN:NJZZ.0.2008-06-031.(2)外文数据库(CA)检索结果:[1] Nick Nagle,Kelly Ibsen,Edward Jennings. A process economicapproach to develop a dilute-acid cellulose hydrolysis process to produce ethanol from biomass.[J].Applied Biochemistry andBiotechnology ,1999:595~607.ISSN: 0273-2289.[2] Van Draanen,Arlen,Mello,Steven. Production of ethanol and other fermentation products from biomass.[J].CHEMCATCHEM,2011,3:490~511.10.1002/cctc.20100345.[3] Kadam, K. L.,Schmidt, S. L.Evaluation of Candida acidothermophilum in ethanol production from lignocellulosic biomass.[J]. Applied Microbiology and Biotechnology, 48(6), 709-713(English) 1997 Springer-Verlag.ISSN: 0175-7598.四、综述在世界石油资源加速枯竭、国内粮食阶段性过剩、环境污染日益严重的大背景下,十多年来,我国生物质液体燃料产业发展迅速。
生物质制备生物乙醇醇实验报告

生物质制备生物乙醇醇实验报告生物质制备生物乙醇实验报告一、实验目的本次实验旨在探究利用生物质制备生物乙醇的可行性和最佳工艺条件,为开发可持续的生物能源提供实验依据。
二、实验原理生物质主要由纤维素、半纤维素和木质素组成。
通过预处理、酶解和发酵等步骤,可以将生物质中的碳水化合物转化为可发酵糖,进而发酵生成生物乙醇。
预处理过程旨在破坏生物质的结构,提高后续酶解的效率。
酶解则是利用纤维素酶和半纤维素酶将纤维素和半纤维素分解为葡萄糖和木糖等单糖。
发酵阶段,微生物(通常为酿酒酵母)在适宜的条件下将单糖转化为乙醇和二氧化碳。
三、实验材料与设备(一)实验材料1、生物质原料:玉米秸秆2、酶制剂:纤维素酶、半纤维素酶3、微生物:酿酒酵母4、化学试剂:硫酸、氢氧化钠、葡萄糖标准品等(二)实验设备1、粉碎机2、高压灭菌锅3、恒温培养箱4、摇床5、气相色谱仪6、分光光度计四、实验方法(一)生物质预处理将玉米秸秆粉碎至一定粒度,用稀硫酸在一定温度和时间下进行预处理,然后用氢氧化钠中和至中性。
(二)酶解将预处理后的生物质加入适量的纤维素酶和半纤维素酶,在一定温度和 pH 值下进行酶解反应。
(三)发酵将酶解液过滤,调整糖浓度,接入酿酒酵母,在一定温度和通气条件下进行发酵。
(四)分析检测1、采用 DNS 法测定酶解液中的还原糖含量。
2、使用气相色谱仪测定发酵液中的乙醇浓度。
五、实验结果与分析(一)预处理条件对生物质结构的影响不同的预处理温度、时间和硫酸浓度对玉米秸秆的结构破坏程度不同。
经过优化,发现预处理温度为_____℃,时间为_____小时,硫酸浓度为_____%时,能够较好地破坏生物质的结构,提高后续酶解效率。
(二)酶解条件的优化研究了酶用量、温度、pH 值和反应时间对酶解效果的影响。
结果表明,在酶用量为_____g/L,温度为_____℃,pH 值为_____,反应时间为_____小时的条件下,酶解液中的还原糖含量最高。
生物制乙醇

——王靖,安明泉. 木糖发酵菌种研究进展[J]. 化学与生物工程,2007,24(11):1-4.
五碳糖发酵菌株的改良 基因水平改良
1、引入五碳糖代谢途径 酿酒酵母和运动发酵单胞菌都 能利用六碳糖且能代谢木酮糖产乙 醇,但不能利用木糖,因此可以引 入木糖向木酮糖转化的代谢途径
例如:将来自嗜热细菌 Thermusthermophilus的木糖异构酶( XI)基因 xy lA 和酿酒酵母(自身的木酮糖激酶( XK)基因 XK S1, 插入酿酒酵母工业菌株NAN-27的染色 体中, 得到工程菌株NAN-114。其对木糖、葡萄 糖共发酵摇瓶实验结果表明, 工程菌NAN-114消 耗木糖4. 6g /L, 产生乙醇6. 9g /L, 较出发菌株分 别提高了43. 8% 和9. 5%。
木糖发酵制乙醇及其菌种 研究
1 2
3 4
研究背景 研究方向 技术改进
实验展望
研究背景 由于石油等化石能源的大量开采,消耗过快,石 油资源储备已经到了濒临枯竭的地步。因此,寻找一 种化石能源替代品已经是解决人类能源问题的必然途 径。生物质乙醇是良好的化石能源替代品,作为一种 可再生能源,其比化石能源更清洁,能有效减少温室 气体的排放。生物质乙醇的生产原料来源于木质纤维 素、淀粉类和糖类物质,传统的乙醇生产以玉米等粮 食为主要原料。然而,粮食为人类生存所必需,世界 范围内的粮食问题并未彻底解决,而且以粮食为原料 生产乙醇价格高,势必会受到限制。木质纤维素原料 丰富,而且价格低廉,因此,利用木质纤维素类物质 为原料生产乙醇非常有前景。
例如:嗜热厌氧纤维素降解细菌Clostridium sp.EVA4 菌株在最适条件下(最适pH 为7 .5 ~ 8 .0, 最适θ为55 ~ 60 ℃)利用1 %纤维素滤纸培 养120 h 产乙醇浓度为1 123mg/L , 纤维素降解率 为59%
9.绿色化学工艺——生物质生产乙醇

绿色化学工艺——生物质生产乙醇
3. 工厂纤维和半纤维素废液
工厂纤维素
糖厂甘蔗渣 纸厂废纸液 纺织厂废花
甘蔗渣中的半纤维素 废甜菜丝 造纸用草料中的半纤维素
半纤维素
8
绿色化学工艺——生物质生产乙醇
我国每年约有 600 万顿甘蔗渣,如全部利用, 可产生70万吨酒精。选纸草料约有 588万吨,按 半纤维素20%计,至少可生产近35万吨酒精。 4 城市废纤维垃圾 城市生活垃圾中,有很大的一部分是纤维垃圾, 随着生活水平提高,纤维质含量日益提高,如英 国占58%。
19
绿色化学工艺——生物质生产乙醇
3.化学法
碱处理
稀酸处理 溶剂处理法 微生物处理法
20
绿色化学工艺——生物质生产乙醇
a.NaOH处理法(碱处理法) 作用:木质素结构裂解,半纤维素部分溶解, 纤维素则因水化作用而膨胀。 缺点:处理物料的体积密度较低,悬浮液浓度 一般在4~5%时已显太厚,对搅拌和输 送不利。
绿色化学工艺——生物质生产乙醇
液比系数 水解时液体的体积与纤维素原料的比例叫液 比系数。单位:L/kg 液比系数增加,单位原料产糖量增加,但 水解液中糖浓度下降,酸的用量增加。所以,水 解前要根据原料的性质和对水解糖浓度的要求来 决定合适的液比系数,一般为5~10。
34
绿色化学工艺——生物质生产乙醇
工业上纤维素水解可以分阶段进行。第一 阶段在较温和地条件下( 100℃左右)进行,是 半纤维素水解,用来生产酒精。第二阶段在较强 烈的条件下进行纤维素分解。 纤维素水解反应动力学是一级串联反应 纤维素 糖 分解产物 A B C
31
绿色化学工艺——生物质生产乙醇
C.序列阶段酸水解 采用浓酸和稀酸水解的三阶段: 第一阶段:预水解,水解和萃取木质素中的半纤 维素,用稀酸。 第二阶段:主水解,在浓酸中将纤维素水解成寡 糖和葡萄糖单体。 第三阶段:最后阶段,寡糖水解。
生产乙醇用的工艺是什么
生产乙醇用的工艺是什么乙醇的产生工艺包括传统的乙醇发酵方法和第二代乙醇生产方法。
这两种方法都旨在利用生物质资源来生产乙醇。
传统的乙醇生产方法是利用微生物(通常是酵母菌)来将碳水化合物转化为乙醇。
在这个过程中,生物体将生物质进行分解和利用。
传统方法几乎可以从任何含有淀粉和糖的生物材料中产生乙醇。
在传统的乙醇生产中,使用最广泛的原料是玉米、小麦、大米和甜菜。
这种方法具有简单、稳定、成本低的优点。
第二代乙醇生产方法是一种新兴的替代能源生产方法。
这种方法利用生物质原料来产生乙醇,这些原料通常是废物或农村废弃物。
2007年,美国能源部发布的《生物质生产乙醇世界计划》预测,到2020年,生物质将成为世界上第二重要的能源源,居于石油之后。
在第二代乙醇生产中,生物质通常被预处理以消除杂质,并将其转化成糖类。
第二代乙醇生产过程中通常包括以下几个步骤:1.预处理:目的是消除生物质中的杂质,例如纤维素等,预处理方法通常是机械处理、蒸汽爆破等。
2.水解:将预处理后的生物质加入酸或碱的水溶液中,以将糖分解为单糖。
3.发酵:将糖加入酵母菌中进行发酵,将糖转化为乙醇。
4.蒸馏:使用蒸馏器将乙醇和其他杂质分离,获得纯乙醇。
第二代乙醇生产方法也具有许多优点,如可以利用废物进行生产、减少对食品原材料的需求、可以减少温室气体的排放等。
此外,第二代乙醇方法有望成为未来替代能源的主要来源之一。
总之,生产乙醇的工艺技术逐渐发展,自传统的乙醇发酵方法到利用第二代生产技术进行乙醇生产都已应用于实际应用之中。
随着新能源的逐步普及,生产乙醇的工艺技术也将不断完善,更多利用废物进行生产等方面将得到拓展。
生物质燃料乙醇的生产与利用技术

生物质燃料乙醇的生产与利用技术摘要:随着工业的发展以及汽车的普及,许多国家多面临着严重的石油危机,同时石油燃烧所产生的废气,也使许多地方产生严重的环境污染。
这使许多人转向乙醇,这一清洁能源,乙醇燃烧只产生水和二氧化碳同时放出大量热。
如今,许多国家都在致力于研究乙醇的生产与以乙醇为燃料的汽车的开发和推广,我国也对此展开了大量研究。
目前,乙醇的生产主要是生物质发酵工艺。
随着技术的进步,生产以及提纯乙醇将更加容易,相信乙醇燃料将得到更大的推广。
关键词:能源;生物质燃料;乙醇;优势;生产;应用Production and use of the biomass fuel ethanolAbstract:With the development of industry and the popularization of cars, more and more countries faced with serious oil crisis. At the same times, from the burning of oil gas, also make serious environmental pollution in many places. This makes many people turned to ethanol, the clean energy. Ethanol combustion only produce water and carbon dioxide and release a lot of heat. Nowadays, many countries are engaged in research and production of ethanol. Our country also launched a large number of this research. At present, ethanol production is mainly biomass fermentation process. With the development of technology, production, and the purification of ethanol will be more easily and e thanol fuel will get more promotion.Key words: energy; biomass fuel; ethanol; advantage; production; use一、能源简介:能源的基本分类一次能源又叫天然能源,是指从自然界取得后未经加工的能源,一次能源可以直接使用,也可以用来转换成二次能源。
生物乙醇的生产工艺
生物乙醇的生产工艺
生物乙醇是一种由生物质发酵产生的可再生的燃料。
以下是生物乙醇的生产工艺。
1. 原料准备:选择适宜的生物原料,如玉米、谷物、甘蔗、木材等。
经过原料破碎、磨粉、热处理等工艺,将生物原料转化为可溶性的糖精。
2. 糖化:将糖精与水混合,并加入适量的酶。
酶可以将糖精分解为果糖和葡萄糖,这是酵母菌进行发酵反应所需的碳源。
3. 发酵:将糖精与酵母菌接种进发酵罐中,控制温度和pH值,使酵母菌在氧气的条件下将果糖和葡萄糖转化为乙醇和二氧化碳。
发酵通常需要持续几个小时到几天的时间,产生的乙醇浓度通常在5%到15%之间。
4. 蒸馏:经过发酵后产生的液体中含有乙醇及其他杂质,需要通过蒸馏工艺将其纯化。
在蒸馏过程中,通过控制温度和压力,使乙醇分馏出来,剔除其他杂质。
5. 脱水:由于乙醇的燃烧性能与其浓度有关,通常需要将蒸馏得到的乙醇进一步脱水,以提高其浓度。
脱水工艺可以通过吸附、膜分离或回流蒸馏等方法进行。
6. 乙醇精制:经过脱水后得到的乙醇中可能还含有少量的杂质,如酸、酯等。
通过进一步的精制工艺,如吸附、蒸馏、萃取等,去除这些杂质,使乙醇达到工业级别的纯度。
7. 乙醇储存:精制后的乙醇可以储存在密封的容器中,以便后续的运输和使用。
生物乙醇的生产工艺相对简单,但是有一定的投资和运营成本。
此外,生物乙醇生产过程中产生的副产品,如酒糟和酒精粕等,也可以用于动物饲料、有机肥料等用途,提高了资源的综合利用效率。
生物乙醇具有可再生、环保和可替代的特点,是一种重要的替代化石燃料的能源。
生物乙醇燃料..
预处理
预处理的主要目的是降低纤维素的 分子物质,打开其密集的晶状结构, 以利于进一步的分解和转化。预处 理过程中,半纤维素通常直接被水 解成了各种单糖(如木糖,阿拉伯 糖等),剩下的不溶物质主要是纤 维素和木质素。
预处理原因
纤维素分子是由葡萄糖苷通过β-1,4糖苷键联接起来的 链状高分子。纤维素的结晶区域是由纤维素分子整齐规 则地折叠排列而成的。在结晶区域里,葡萄糖分子的羟 基与分子内部或与分子外部的氢离子相结合,没有游离 的羟基存在,所以纤维素分子具有牢固的结晶构造,酶 分子及水分子难以侵入内部。因此,纤维素的结晶部分 比无定形部分难降解。 由于木质素、半纤维素对水解的保护作用, 以及纤维素本 身的结晶结构使得天然的木质纤维素直接进行酶水解的 程度很低, 一般只有 10 %-20 %。为了提高纤维素的水解 率, 必须对木质纤维素原料进行预处理, 脱去木质素和半 纤维素, 从而提高水解效率。
纤维素乙醇产业化亟待解决的关键技术
目前,许多国家虽然建造了纤维质原料的燃料乙醇示范 性工厂,但其生产成本相对于汽油和粮食乙醇来说仍无 法竞争,其产业化人存在很大的问题。总结起来,利用 生物技术转化生物质植物纤维资源主要面临4个技术难点。 1. 生物质原料分布分散 2. 生物质原料需进行复杂的预处理 3.降低纤维素酶的生产成本,提高酶解效率
生物乙醇的分类
第一代生物乙醇:利用粮食,比如,在美国是用玉米,在巴西用甘 蔗等等生产乙醇等生物能源。
纤维素乙醇
第二代生物乙醇:利用非粮食生物质生产乙醇。(cellulosic ethanol) [ 来源:秸秆,稻壳,树木枝叶,甘蔗渣] 第三代生物乙醇:利用藻类(如海藻或者淡水藻类),通过对藻类进 行养殖,等长成之后进行收获,收获之后要晒干,然后通过酵母菌 发酵生产乙醇。 第四代生物乙醇:第四代生物能源技术目前是一个创新,它是通过 对藻类进行改造而生产乙醇。例如,对蓝藻进行改造,使其通过光 合作用吸收二氧化碳,直接生产乙醇以及副产品和氧气。
生物质生产燃料乙醇技术进展
生物质生产燃料乙醇技术进展摘要:生物燃料乙醇可以制造可再生生物质作为原料的乙醇,代表它的生物能源是国家在农业、能源、环境和区域经济方面的战略性新兴产业。
2017年9月,国家发展改革委员会、国家能源局等15个部门共同发布了“扩大生物燃料乙醇生产和促进车辆用乙醇汽油使用的方案”,表明我国生物燃料乙醇在示范工作中正式推进,进入了正式推进的新阶段。
我国发展生物燃料乙醇产业面临前所未有的历史发展机遇和各方面的严峻挑战。
考虑到这一点,本文对生物质生产燃料乙醇技术的进步进行了参考分析。
关键词:燃料乙醇;生料发酵;生淀粉酶;葡萄糖淀粉酶中图分类号:TS262 文献标识码:A引言玉米片乙醇技术利用玉米纤维的优势,最大限度地发挥与纤维相关的优势,提高淀粉和乙醇的利用率,提高质量。
玉米乙醇和乙醇技术比纤维乙醇技术具有明显优势。
(1)原料已经是乙醇厂直接生产的中间体,无需购买额外原料即可收集,以避免原料回收、储存和运输方面的问题。
(2)干净,污染少,对加工的影响少。
(3)生产比用谷物和木材生产乙醇简单而困难。
(4)可嵌入谷物乙醇中的主要工艺具有插件和模块性,对原工艺影响不大,易于使用和营销,投资不足。
1玉米纤维的组成、结构及酶解特点玉米纤维含有大约70%的碳水化合物,包括残留的淀粉、纤维素和半纤维素。
玉米纤维的组成因品种、产地和储存时间而异。
根据预处理工艺,与玉米纤维结合的淀粉含量也会发生变化。
2玉米纤维预处理技术2.1研磨将玉米粒子粉碎成浆料后,使用胶磨机、盘磨机等高速剪切装置,利用托架与转子之间的剪切力,以高速、高速线速进一步剪切材料粒子,研磨后,在高速流动流体中出现的强烈微乱流、高频压力波作用和高速机械冲击剪切作用下,玉米纤维崩溃,结合的淀粉释放,大颗粒玉米淀粉颗粒大小减小,最终实现材料的均质性、分散性和乳化,颗粒大小达到100只,在淀粉过程中显着提高材料颗粒的破碎纤度是处理的关键。
2.2高压热水蒸煮用高温高压热水烹饪原料,半纤维素脱离乙酰,部分连接断裂,结构松弛,部分产生单糖。
生物法制备乙醇实验报告(3篇)

第1篇一、实验目的1. 了解生物法制备乙醇的原理和方法。
2. 掌握微生物发酵法制备乙醇的操作步骤和注意事项。
3. 学习乙醇的提取和纯化方法。
二、实验原理生物法制备乙醇主要采用微生物发酵法,即利用微生物(如酵母菌)在无氧条件下,将含有糖分的原料(如玉米、高粱、甘蔗等)转化为乙醇和二氧化碳。
反应式如下:C6H12O6 → 2C2H5OH + 2CO2三、实验材料与仪器1. 实验材料:- 玉米淀粉- 高粱淀粉- 甘蔗汁- 酵母菌- 蒸馏水- 碱性酒石酸铜溶液- 酒精计- 碘液- 滤纸- 烧杯- 烧瓶- 漏斗- 滤网- 烧杯架- 温度计- 烧杯夹- 玻璃棒2. 实验仪器:- 烧杯(500mL)- 烧瓶(1000mL)- 漏斗- 滤网- 烧杯架- 温度计- 烧杯夹- 玻璃棒四、实验步骤1. 准备原料:称取一定量的玉米淀粉、高粱淀粉或甘蔗汁,加入适量的蒸馏水,搅拌均匀。
2. 预处理:将原料煮沸,煮沸过程中不断搅拌,使淀粉充分溶解。
煮沸时间为10-15分钟。
3. 冷却:将煮沸后的原料冷却至室温。
4. 接种:将冷却后的原料加入装有酵母菌的培养液,搅拌均匀。
5. 发酵:将接种后的原料放入发酵瓶中,密封,置于恒温培养箱中,发酵温度控制在28-30℃,发酵时间为48-72小时。
6. 检测发酵程度:用碱性酒石酸铜溶液检测发酵液中的酒精含量。
若呈蓝色,则说明酒精含量较低;若呈绿色,则说明酒精含量较高。
7. 提取乙醇:将发酵液过滤,收集滤液。
8. 纯化乙醇:将滤液进行蒸馏,收集蒸馏出的乙醇。
9. 测定乙醇含量:用酒精计测定蒸馏出的乙醇含量。
五、实验结果与分析1. 发酵过程中,原料中的淀粉被酵母菌分解为葡萄糖,葡萄糖在无氧条件下转化为乙醇和二氧化碳。
2. 通过碱性酒石酸铜溶液检测,发酵液中的酒精含量较高,说明发酵过程进行得较好。
3. 经过蒸馏,收集到的乙醇含量较高,说明乙醇的提取和纯化过程较为成功。
六、实验结论1. 生物法制备乙醇是一种可行的方法,具有原料来源丰富、生产成本低、环境友好等优点。
生物质制乙醇、乙醇重整制氢原理、途径和催化剂

生物质制乙醇、乙醇重整制氢原理、途径和催化剂导读:1、乙醇制氢的途径;2、乙醇制氢转化反应式;3、乙醇制氢不同活性组分催化剂的研究。
概述随着废除燃油车的呼声越来越高[64]和燃料电池技术的发展,燃料电池汽车已成当今热点,因此对氢的需求逐渐増大,但目前常用的制氢方法是以化石燃料重整和水电解为主。
从可持续发展的角度考虑,人们已开始选择可再生原料,如生物乙醇等低碳醇,因其可再生、含氢量髙、廉价、易储存、运输方便、来源广泛等特点,成为制氢硏究的主要对象。
在乙醇制氢的方式中,以乙醇水蒸气重整制氢为主,其显著优点是可以用乙醇含量为12%(体积分数)左右的水溶液为原料,直接从乙醇发酵液中蒸馏得到而不需精馏提纯,成本低廉、安全、方便。
乙醇重整制氢反应所需的貝有高活性、高选择性、高稳定性的催化剂和能满足供应、经济性高的乙醇是实现催化制氢商业化应用的两大核心因素。
乙醇制氢的途径传统的制氢方法是用水蒸气通过灼热的焦炭,生成的水煤气经过分离得到氢气,电解水或甲烷与水蒸气作用后生成的物质经分离也可以得到氢气。
近年来开发出许多新的制氢方式:甲烷及碳氢化合物的蒸汽重整和部分氧化、汽油及碳氢化合物的自热重整、甲醇重整和乙醇重整等。
乙醇制氢,理论上乙醇可以通过直接裂解、水蒸气重整、部分氧化、氧化重整等方式转化为氢气。
其转化反应式可能是:(1)水蒸气重整(2)部分氧化(3)氧化重整(4)裂解乙醇水蒸气重整的主要相关反应见表4-5表4-5乙醇水蒸气重整的主要相关反应[67]热力学分析表明,提高反应温度和水与乙醇的比例有利于氢的生成,不同金属可以催化上述不同的化学反应,因此选择适合的催化剂是提高氢转化率和选择性的关键。
不同活性组分催化剂的研究在乙醇制氢过程中,选择具有高活性、高选择性、髙稳定性的催化剂,将促进反应的进行。
乙醇制氢使用的催化剂体系比较有限,近期研究较多的非贵金属有Ni系和Co系催化剂,而贵金属催化剂因其高活性,也在进一步研究如何有效的利用。
生物乙醇生产工艺

生物乙醇生产工艺生物乙醇是一种可再生燃料,通过微生物发酵生产,具有较好的环保性和可持续性。
下面将介绍生物乙醇的生产工艺及其流程。
1.原料准备生产生物乙醇的原料主要是淀粉含量较高的植物,如玉米、小麦、木薯等,或者是含有大量纤维素的废弃物,如秸秆、芦苇、木材等。
这些原料必须进行初步的加工处理,包括粉碎、浸泡和糖化等。
2.糖化在糖化过程中,淀粉或纤维素分解成单糖,主要通过酶的作用来实现,糖化过程需要加入少量的酸或者碱性条件来使酶发挥作用。
在酶的作用下,淀粉或纤维素会逐渐被分解成葡萄糖或其他单糖类物质。
3.发酵通过发酵,单糖被转换成乙醇和二氧化碳。
在发酵过程中,必须严格控制温度、酸度、营养物质和微生物种类等参数,以保证发酵过程的顺利进行。
普遍采用酵母菌作为引发发酵的微生物种类,其中最常见的是Saccharomyces cerevisiae,这种菌可以从单糖中提取出能量,并将其转换为乙醇。
4.加工和纯化生产出来的生物乙醇需要经过加工和纯化才能达到工业标准。
在这一步骤中,首先需要去除杂质和不纯物质,同时加入适量的稳定剂。
经过蒸馏和精细过滤等处理,乙醇达到了纯度要求。
5.储存和出售完成上述工艺之后,生物乙醇可以储存在贮罐中或者由专门的输送机械进行运输。
生物乙醇可以供给水平分布广泛的汽车加油站,被添加到机动车内部燃烧的内燃机中,产生动力并驱动车辆行驶。
总的来说,生物乙醇的生产技术是一个成熟而高效的工业流程。
通过不断创新和优化,在生产成本和环保性等方面,生物乙醇将在未来的能源市场占据更加重要的地位。
天津大学绿色化学工艺学 生物乙醇计算

绿色化学工艺学作业分子科学与工程一班一般淀粉制乙醇工艺在液态淀粉转化成葡萄糖的过程中需要经过两步生物催化,即先采用α-淀粉酶将淀粉水解生成半缩醛,然后采用葡糖淀粉酶打断剩下的葡萄糖甙键,生成葡萄糖,最后葡萄糖经酵母发酵生成乙醇。
(C 6H 10O 5)n +nH 2O →n(C 6H 10O 6)…………AC 6H 12O 6→2CH 2CH 3OH+2CO 2 …………B总反应:(C 6H 10O 5)n +nH 2O →2nCH 2CH 3OH+2nCO 2 …………C由定义:=∑预期产物的分子量原子利用率生成物的分子量× 100%=∑预期产物的分子量反应物分子量× 100% 化合物分子量 g/mol (C 6H 10O 5)n162n C 6H 12O 6180 预期产物CH 2CH 3OH 46CO 2 44H 2O18假设两步反应转化率均为100%时,故而=∑预期产物的分子量原子利用率生成物的分子量× 100% =∑预期产物的分子量反应物分子量× 100%反应A 原子利用率 180n/(162n+18n)=100%反应B 原子利用率 2×46n/180n=51.11%故总反应C 原子利用率为 51.11%蒸馏 糖化 发酵 蒸煮液化分析:大米饭等淀粉质发酵制乙醇工艺如下:原料 淀粉、糊精 葡萄糖 乙醇会影响反应产率几点因素:1. 酵母是兼氧微生物,如果存在氧气的条件下,酵母采取有氧呼吸,将不会产生目标产物乙醇,而是生成CO 2和H 2O 。
而在工业酿酒过程中,最初原料中O 2的进入时无法避免的,这将降低产率,同时降低原子利用率。
2. 反应关键是酶催化活性,因为乙醇产生和积累到一定浓度时会抑制酵母生命活动,从而无法继续产生酶。
所以工业上会及时将积累的乙醇处理。
但势必会影响产率及原子化效率。
3. 发酵还与反应器有关。
温度保持,湿度控制以及无菌条件对设备都有严格要求。
生物质乙醇

生物质乙醇一生物质能源的发展前景随着中国经济的高速增长,以石化能源为主的能源消费量剧增,在过去的20多年里,中国能源消费总量增长了2.6倍,对环境的压力越来越大。
2003年,中国二氧化碳排放量达到8.23亿吨,居世界第二位。
2025年前后,中国二氧化碳排放量可能超过美国而居首位。
2003年,中国二氧化硫的排放量也超过了2000万吨,居世界第一位,酸雨区已经占到国土面积的30%以上。
中国二氧化碳排放量的70%、二氧化硫排放量的90%、氮氧化物排放量的2/3均来自燃煤。
预计到2020年,氧化硫和氮氧化物的排放量将分别超过中国环境容量30%和46%。
根据我国的可持续发展战略,生物质能源的发展具有良好的发展前景。
二生物质能源的介绍2.1生物质生物质( biomass,生态学中常译为生物量)是在讨论生物能源( bioenergy)时常用的一个术语,指地球上所有活的和死的生物物质以及新陈代谢产物的总称。
具体来说,生物质资源( biomass resources)包括:所有动物和植物及其排泄物、农业和林业的废弃物、食品加工和林产品加工的下脚料、餐饮业的残羹、城市固体废弃物(municipal solid waste,MSW) 、生活污水( sewage) 、工业废水( black liquor)等。
据估算,地球上每年生产的生物质总量约1400~1800亿t (干物质)。
生物质是储存太阳能的独特单元,其内部蕴含着巨大的生物质能( biomass power) ,而这些能量最初来源于自养生物的光和作用。
生物质作为唯一可再生碳源,兼具无净碳排放、硫含量低和可生物降解等环境友好以及廉价的特点,这使得生物质能源成为世界各国竞相发展的可再生能源之一。
2.2生物质燃料生物质能源是指能够提供可更新能源供应品——生物燃料的主要构成部分,用以生产热能、动能和电能的那部分生物质资源。
该定义涵盖了两个要点:第一,生物质资源都是潜在的生物质能源,但二者并不等同,只有当生物质资源是用来生产人类所需的热能、动能和电能时才能被称为是生物质能源;第二,生物燃料是人类所要利用的那部分生物质能的载体。
利用生物乙醇发展绿色化学工业
利用生物乙醇发展绿色化学工业何翌 刘春华CHEMTEX康泰斯(中国)工程有限公司随着我国乙醇汽油应用的推广,乙醇作为一种生物质能源在解决能源安全,促进环境改善等方面等发挥的积极作用正在得到越来越多的关注。
事实上,面对石油资源日益枯竭的局面,除了替代燃料,利用生物质资源替代传统能源生产基础石油化工原料,进而发展绿色化学工业,不仅完全可能也正在成为现实的迫切需求。
乙烯这一最基础的原料,被称为“合成之王”,最早即是由乙醇获得。
但是乙烯的工业化生产一直是通过石油路线,由轻重烃经高温裂解、分离完成。
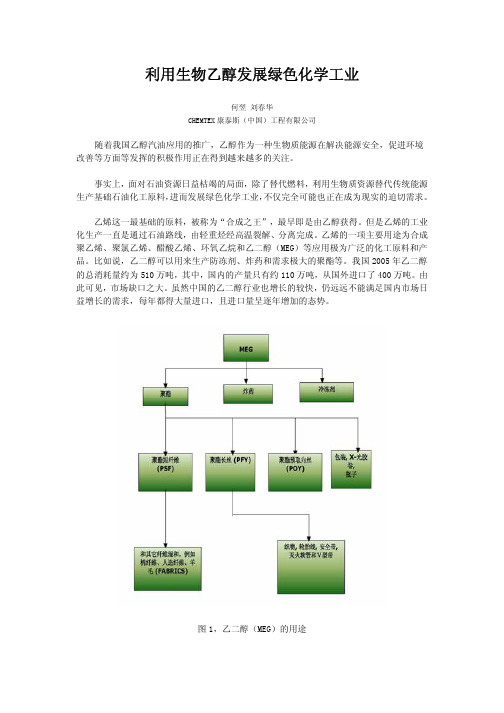
乙烯的一项主要用途为合成聚乙烯、聚氯乙烯、醋酸乙烯、环氧乙烷和乙二醇(MEG)等应用极为广泛的化工原料和产品。
比如说,乙二醇可以用来生产防冻剂、炸药和需求极大的聚酯等。
我国2005年乙二醇的总消耗量约为510万吨,其中,国内的产量只有约110万吨,从国外进口了400万吨。
由此可见,市场缺口之大。
虽然中国的乙二醇行业也增长的较快,仍远远不能满足国内市场日益增长的需求,每年都得大量进口,且进口量呈逐年增加的态势。
图1,乙二醇(MEG)的用途原油价格的持续攀升,走生物乙醇路线生产生物乙烯,进而生产生物环氧乙烷、生物乙二醇等替代传统石油路线生产的化工产品在经济上也越来越具有吸引力。
图2,制备环氧乙烷/乙二醇对比(石油路线 VS 生物乙醇路线)目前,工业酒精的市场价格大约为4000/吨,而石油基乙烯的价格在7200-9000元/吨,环氧乙烷大约为1万2千元/吨,乙二醇大约为9千元/吨,加上一定的加工成本和设备折旧,中间的差价仍然很大。
有很大的利润空间。
以乙烯为例,在原油价格为US$ 60到75每桶时,农作物原料到酒精和乙烯路线有很大的优势。
此路线在石油价格即使降到US$ 30每桶时仍然有一定的竞争力,显然,石油价格降到US$ 30每桶的可能性不是很大。
世界银行组织估计2007年的原油价格大约是US$ 75每桶。
与此相反的是,生物酒精是农作物路线,以生物质为原料的,和石油原料相比生物质原料的价格波动是很小的,这样就使发展生物乙醇产业链具有很大的优势。
生物质加工和转化中的绿色化学

生物质加工和转化中的绿色化学
生物质是一种重要的可再生资源,通过加工和转化可以得到多种有用产品和能源,如生物燃料、生物化学品和生物能源等。
在生物质加工和转化过程中,绿色化学成为一个重要的概念,其目的是减少或消除有害化学物质的使用,最大限度地提高产品和能源的纯度和质量,同时减少对环境的影响和资源的浪费。
生物质加工中的绿色化学包括绿色溶剂的使用、催化剂的开发、反应条件的优化、废物的回收利用等方面。
绿色溶剂是指对环境友好、可再生、生物降解的溶剂,如离子液体、水、乙醇等。
绿色催化剂是指对环境友好、高效、可再生的催化剂,如生物酶、金属有机骨架材料等。
反应条件的优化可以通过改变温度、压力、反应时间等条件,提高反应效率和产物选择性。
废物的回收利用可以将废弃物转化为有用的产物或能源,实现资源的循环利用。
转化生物质为能源的绿色化学技术包括生物质气化、生物质液化、生物质热解等。
生物质气化是将生物质转化为气体燃料,如合成气、甲烷等。
生物质液化是将生物质转化为液体燃料,如生物柴油、生物乙醇等。
生物质热解是将生物质通过高温处理转化为固体炭和液体燃料,如木炭和生物油等。
绿色化学在生物质加工和转化中具有重要的应用前景和经济价值,有助于实现可持续发展和环境保护的目标。
- 1 -。
生物质制取燃料乙醇工艺流程

生物质制取燃料乙醇工艺流程生物质制取燃料乙醇,这可真是个超有趣的事儿呢!一、生物质是啥?生物质啊,就是那些有生命的、能生长的东西啦,像植物啊、农作物秸秆啊之类的。
这些东西在大自然里到处都是,就像是一个个小小的能源宝库等着我们去开发。
比如说玉米秸秆,在农田里收完玉米之后,那秸秆就被留在地里,以前很多时候就被烧掉或者扔掉了,多浪费呀。
但其实它们可以用来制取燃料乙醇呢。
二、制取燃料乙醇的准备工作。
在开始制取之前呢,得先把生物质处理一下。
就像我们做饭之前要洗菜切菜一样。
对于生物质,要先把它们切碎,切成小小的一块一块的。
这就好比把一个大蛋糕切成小块,方便后续的加工。
而且还得进行预处理,把生物质里的一些杂质去掉,就像挑出菜里的烂叶子一样,让剩下的都是能用来制取乙醇的“精华”部分。
三、发酵过程。
接下来就到了超神奇的发酵环节啦。
这里面会用到微生物,这些微生物就像是小小的酿酒师。
把处理好的生物质和一些特殊的微生物放在一起,在合适的温度和环境下,微生物就开始工作啦。
它们把生物质里的糖分转化成乙醇。
这个过程就像是一场小小的聚会,微生物们在生物质这个大舞池里欢快地跳舞,然后就“变”出了乙醇。
你能想象吗?那些原本看起来普普通通的农作物残渣,在微生物的魔法下,就变成了可以做燃料的乙醇呢。
四、分离与提纯。
发酵完了之后呀,乙醇可不是自己乖乖地就出来了,还得把它从那些混合物里分离出来。
这就有点像从一堆沙子和水的混合物里把水弄出来一样。
要通过一些特殊的方法,像蒸馏之类的。
蒸馏就是利用乙醇和其他物质沸点不一样的特点,把乙醇给蒸出来,然后再进行提纯,让乙醇的纯度变得更高。
这个过程就像是把一个调皮的小孩子从一群小伙伴里单独找出来,然后再把他打扮得漂漂亮亮的,这里就是让乙醇变得更纯净啦。
五、制取燃料乙醇的意义。
制取燃料乙醇可不光是为了好玩哦。
它对我们的环境可好了呢。
你想啊,燃料乙醇燃烧的时候,比传统的汽油产生的污染物要少很多。
这就像是一个环保小卫士,在汽车的发动机里努力工作,让汽车排出的尾气不那么脏脏的。
生物乙醇工艺流程

生物乙醇工艺流程生物乙醇的工艺流程其实还挺有趣的呢!一、原料准备。
生物乙醇的原料那可多了去了。
比如说玉米、甘蔗、小麦这些农作物。
就拿玉米来说吧,农民伯伯辛辛苦苦种出来的玉米,那可都是宝贝。
把玉米收集起来,要先进行预处理。
这就像是给玉米洗个澡,把它表面那些脏东西啊,杂质啊都去掉。
要是玉米带着一身泥就进入下一个环节,那做出来的生物乙醇质量肯定不行呀。
而且这个预处理还包括把玉米碾碎,就像把一个大大的玉米变成小粒粒一样,这样后面的工序才能更好地对它进行加工。
甘蔗呢,也是要先把它榨成汁,甜甜的甘蔗汁可不仅仅是用来喝的哦,它也是制作生物乙醇的好材料呢。
二、水解过程。
处理好原料之后呢,就要进行水解啦。
水解就像是把锁打开一样,把原料中的淀粉或者纤维素分解成糖。
这是一个很关键的步骤哦。
如果水解不完全,后面能转化成乙醇的糖就少了,那产量可就大打折扣了。
对于淀粉类的原料,就像玉米啊,会用淀粉酶把淀粉变成葡萄糖。
这个过程就像是一群小工人(淀粉酶)在努力地工作,把大大的淀粉分子拆成一个个小小的葡萄糖分子。
而对于纤维素类的原料,水解就会复杂一些,需要一些特殊的酶或者化学方法来把纤维素打开,释放出里面的糖。
三、发酵过程。
水解得到糖之后,就到了发酵这个超神奇的环节啦。
这时候会加入酵母,酵母就像一群小魔法师。
它们看到糖就特别兴奋,然后就开始施展魔法,把糖变成乙醇和二氧化碳。
你能想象吗?那些小小的酵母在溶液里欢快地工作着,把甜甜的糖变成了我们想要的生物乙醇。
这个过程还挺有趣的呢,酵母在里面忙忙碌碌,就像在开一场盛大的派对,最后产生的乙醇就像是派对的成果。
而且发酵的条件也很重要哦,温度啊、pH值啊都要控制好,就像照顾小婴儿一样,要给酵母创造一个舒适的环境,这样它们才能更好地工作。
四、蒸馏过程。
发酵完成后,得到的溶液里有乙醇,但是浓度还不够高呢。
这时候就要用到蒸馏这个方法啦。
蒸馏就像是把好东西挑出来的过程。
因为乙醇和水的沸点不一样,乙醇的沸点比较低,所以通过加热,乙醇就会先变成蒸汽跑出来,然后再把这些蒸汽冷却,就又变成液态的乙醇了。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
12
绿色化学工艺——生物质生产乙醇
化学结构
13
绿色化学工艺——生物质生产乙醇
其纤维素分子链平面结构如图。
14
绿色化学工艺——生物质生产乙醇
生物质生产酒精: 谷物发酵制酒精有4000多年历史 酒精作机动车燃料: 福特公司早期汽车 印地氨纳波利斯公交车至今用酒精 巴西酒精占燃油消耗的一半
19
绿色化学工艺——生物质生产乙醇
3.化学法
碱处理
稀酸处理 溶剂处理法 微生物处理法
20
绿色化学工艺——生物质生产乙醇
a.NaOH处理法(碱处理法) 作用:木质素结构裂解,半纤维素部分溶解, 纤维素则因水化作用而膨胀。 缺点:处理物料的体积密度较低,悬浮液浓度 一般在4~5%时已显太厚,对搅拌和输 送不利。
15
绿色化学工艺——生物质生产乙醇
二、 原料预处理 由于木质素,半纤维对纤维素的保护作用, 以及纤维素本身的结晶结构直接酶水解程度很低, 一般水解为糖的比例只占10~20%。 为了提高水解率,必须对纤维素进行预处 理,一般有物理法,化学法及微生物法。
16
绿色化学工艺——生物质生产乙醇
1.物理法
机械粉碎
42
绿色化学工艺——生物质生产乙醇
B.酶的生产工艺 生产方式: 液态发酵 固态发酵——大规模生产纤维素 种子制备:菌株——里斯木酶 (Rut-C30,QM9414) 培养基(PDA):土豆-葡萄糖-琼脂斜面 土豆斜面
43
绿色化学工艺——生物质生产乙醇
PDA斜面菌种
28℃,72hr
三角瓶(200ml)培养液 接种-回转式摇床 三角瓶(200ml)培养液 接摇瓶液-回转式摇床 发酵罐发酵 (5~14L)
作用:作用于纤维素分子链的非还原性末端,前 者切割β-1.4链,产物是葡萄糖,后者 切下产物是纤维二糖。 - β-1.4葡聚糖苷酶 :Cb酶 作用;水解纤维二糖和段链寡糖微葡萄糖。
41
绿色化学工艺——生物质生产乙醇
酶水解机理 至今没有完全统一认识,对基本概念有共 识,酶水解由C1,Cx,Cb协调作用。 Cx 酶在纤维素分子链的内部部位随机切割 纤维素分子,为随后C1酶作用增加末端;上述产 物在C1酶的作用下生成大量的纤维二糖;纤维二 糖在Cb酶作用下进一步分解为葡萄糖。
32
绿色化学工艺——生物质生产乙醇
33
D.影响酸水解的因素 原料的种类和粉粹度 原料与酸接触面积越大,水解速度越快, 水解效果愈理想。为此应事先对纤维质废料进行 粉粹。 酸的种类和用量 盐酸催化作用强,但价格高,腐蚀性较强, 工业上往往用硫酸作水解用酸。理论上酸浓度提 高一倍,在其他条件不变时,水解时间可缩短 1/2~1/3。
11
绿色化学工艺——生物质生产乙醇
纤维素分子是由β-D-吡喃葡萄糖联结成的线性大分 子,D-葡萄糖是构成纤维三糖的基本单元,其Fischer 投影式如图所示,为2,3,4, 5, 6五羟基己醛的基本结构。 由于编号最大的手性碳原子一C5上连接的羟基在右边, 而被称为D型,自然界的糖类绝大部分为D刑。因醛与 醇反应可生成半缩醛结构,C1位的醛基与C5位的羟基 空间位置接近在分子内生成半缩醛结构而成环状。在 成环过程中C1变成新的手性碳原子,导致半缩醛轻基 有α和β两种构型如图
39
绿色化学工艺——生物质生产乙醇
- 内切β-1.4葡聚糖酶类 CMC分解酶或Cx 作用:作用于纤维素大分子内部,随机切割β1.4葡萄糖苷键,同时生成许多新的分子链末 - 外切β- 葡聚糖酶类 微晶纤维分解酶或C1酶 β-1.4葡聚糖葡萄糖水解酶 β-1.4葡聚糖纤维二糖水解酶
40
绿色化学工艺——生物质生产乙醇
3
绿色化学工艺——生物质生产乙醇
生物质(biomass)定义 利用太阳能通过光合作用 (photosynthesis)生成的任何有机物质
光 nCO2 nH 2 O (CH 2O) n nO2 绿色植物
4
绿色化学工艺——生物质生产乙醇
生物质包括 林产物:树木(灌木、乔木) 草类 农作物:粮食 秸秆——麦草、稻草、玉米秆 海产物:各类海草 城市废弃物:报纸、天然纤维
水解时间和温度 温度对水解速度影响很大,温度愈高,纤 维素酸水解的速度越快,但已生成单糖的分解也 越快。一般采用高温时,应用稀酸短时间水解, 如温度较低时,可采用较浓的酸和较长的时间水 解。
35
绿色化学工艺——生物质生产乙醇
2.纤维素酶水解 A.酶水解理论 纤维素酶来源 细菌、放线菌、高等霉菌中有不少都可以 在纤维素上生长。 可利用可溶性纤维素衍生物 可利用天然木质纤维素真纤维素分解菌 分泌出纤维素酶系统
绿色化学工艺——生物质生产乙醇
一、全球生物质储量 二、 原料预处理 三、水解反应 四 、纤维素原料到酒精生产工艺流程
1
绿色化学工艺——生物质生产乙醇
未来资源与能源: 储量丰富 可再生 利用不产生环境问题 作为能源:太阳能、生物质 作为资源(原料):生物质
2
绿色化学工艺——生物质生产乙醇
27
绿色化学工艺——生物质生产乙醇
纤维素 膨胀和溶解 低分子多糖 单糖 单糖 单糖分解 加热 加水
28
绿色化学工艺——生物质生产乙醇
特点:水解动力学与纤维基质的结构与结晶度无 关,产率可达潜在葡萄糖量的90%以上。 缺点: (1)酸有腐蚀性 (2)酸必须回收利用(盐酸易挥发,可用真空蒸 馏方法回收) (3)回收过程成本高
7
绿色化学工艺——生物质生产乙醇
3. 工厂纤维和半纤维素废液
工厂纤维素
糖厂甘蔗渣 纸厂废纸液 纺织厂废花
甘蔗渣中的半纤维素 废甜菜丝 造纸用草料中的半纤维素
半纤维素
8
绿色化学工艺——生物质生产乙醇
我国每年约有 600 万顿甘蔗渣,如全部利用, 可产生70万吨酒精。选纸草料约有 588万吨,按 半纤维素20%计,至少可生产近35万吨酒精。 4 城市废纤维垃圾 城市生活垃圾中,有很大的一部分是纤维垃圾, 随着生活水平提高,纤维质含量日益提高,如英 国占58%。
23
绿色化学工艺——生物质生产乙醇
4.微生物处理法 利用自然界中的微生物除去纤维素的木质 素外壳,可得到有价值得副产品单细胞蛋白 优点:付反应少 可能生成的抑制性产物少 选择方法:分解木质素,而不分解纤维素(或 活性低) 木腐菌(白腐菌,褐腐菌,软腐菌),其中白 腐菌的分解能力最强。
24
绿色化学工艺——生物质生产乙醇
21
绿色化学工艺——生物质生产乙醇
b.稀酸处理法 半纤维素在100℃下,可较好的溶于稀酸液 中,工业中一般用2%浓度的硫酸对甘蔗渣进行 处理。 优点是半纤维素在水解时会产生糖
22
绿色化学工艺——生物质生产乙醇
c. 溶剂处理法 Cadoxen溶剂 乙烯二胺与镉氧化物 方法:先将纤维素溶解在上述溶液中,然后加水 使纤维素沉淀出来,沉淀出来的纤维素就 是容易水解的纤维素。 速度:只要5小时,就有80%以上可以糖化 溶剂回收
36
绿色化学工艺——生物质生产乙醇
里斯木酶(Trichrodrema reesei)研究得最多 QM9414 Riet-NG14 Rut-C30 其中Rut-C30: 高产菌株 有很强抗代谢产物抑制的能力 产生强的模聚糖酶
37
绿色化学工艺——生物质生产乙醇
缺点: β-葡萄糖芽活力低,分解纤维二糖的能 力不够强 不耐高温(最高温度50℃)
26
绿色化学工艺——生物质生产乙醇
A.浓酸水解 温度:10~40℃ 酸浓度:72%硫酸和42%盐酸 由于浓酸中水分较少,溶解之纤维素生 成的是寡糖而非葡萄糖,寡糖主要是纤 维四糖。 加 水 稀 释 到 较 低 的 酸 浓 度 , 并 加 热 到 100 ~ 200 ℃,1~ 3h,这时纤维四糖等寡糖进一步分解成葡 萄糖。
1%葡萄糖 0.1%Tween-80 0.1%消泡剂 1%葡萄糖 0.1%Tween-80 0.1%消泡剂
28℃,96hr
44
绿色化学工艺——生物质生产乙醇
液态发酵工艺 间歇法: 发酵罐——PH、温度、氧气、泡沫 搅拌型式 连续发酵法
9
绿色化学工艺——生物质生产乙醇
直接燃烧 发酵产生沼气 利用方法 干馏制备甲醇 人造汽油 乙醇
10
绿色化学工艺——生物质生产乙醇
纤维素的结构
物理结构
植物体相邻两细胞之间存在土要是果 胶质的交界层,称为胞间层(M),纤维 细胞的细胞壁区分为初生壁(S)和次生 壁(P),初生壁分为外(S3),中(S2), 内(Sl)三层,由稀疏、漫无规则的纤维 素微原纤构成,其留下的间隙则为果 胶、半纤维素和木质素所填充。
绿色化学工艺——生物质生产乙醇
液比系数 水解时液体的体积与纤维素原料的比例叫液 比系数。单位:L/kg 液比系数增加,单位原料产糖量增加,但 水解液中糖浓度下降,酸的用量增加。所以,水 解前要根据原料的性质和对水解糖浓度的要求来 决定合适的液比系数,一般为5~10。
34
绿色化学工艺——生物质生产乙醇
38
绿色化学工艺——生物质生产乙醇
纤维素酶系统 里斯木酶分泌的纤维素酶不是一个单一的 酶,它是又三个基本成分组成的酶系统。只有三 个组分协同作用,才能使纤维素顺利地分解为最 终产物-葡萄糖。 内切β-1.4葡聚糖酶类:CMC分解酶或Cx 外切β葡聚糖酶类 : 微晶纤维分解酶或C1酶 β-1.4葡聚糖苷酶 :Cb酶
工业上纤维素水解可以分阶段进行。第一 阶段在较温和地条件下( 100℃左右)进行,是 半纤维素水解,用来生产酒精。第二阶段在较强 烈的条件下进行纤维素分解。 纤维素水解反应动力学是一级串联反应 纤维素 糖 分解产物 A B C
31
绿色化学工艺——生物质生产乙醇
C.序列阶段酸水解 采用浓酸和稀酸水解的三阶段: 第一阶段:预水解,水解和萃取木质素中的半纤 维素,用稀酸。 第二阶段:主水解,在浓酸中将纤维素水解成寡 糖和葡萄糖单体。 第三阶段:最后阶段,寡糖水解。