表C.5.28 焊接材料烘焙记录
合集下载
焊条烘干记录表、焊条发放领用记录
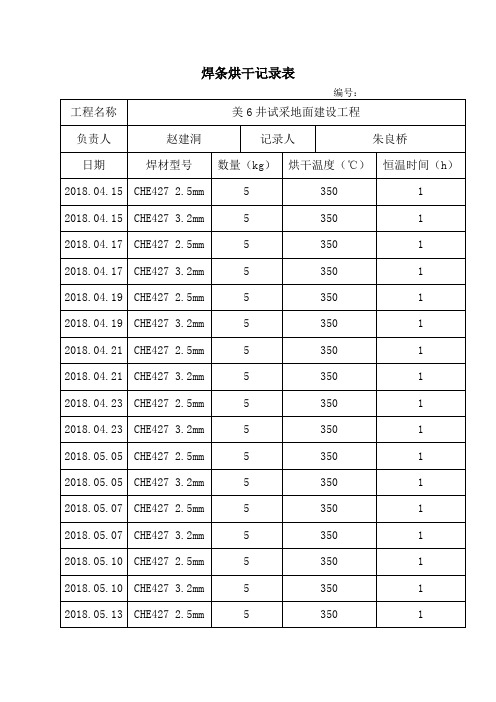
焊条烘干记录表
编号:
工程名称
美6井试采地面建设工程
负责人
赵建洞
记录人
朱良桥
日期
焊材型号
数量(kg)
烘干温度(℃)
恒温时间(h)
2018.04.15
CHE427 2.5mm
5
350
1
2018.04.15
CHE427 3.2mm
5
350
1
2018.04.17
CHE427 2.5mm
5
350
1
2018.04.17
CHE427 3.2mm
5
350
1
2018.04.19
CHE427 2.5mm
5
350
1
2018.04.19
CHE427 3.2mm
5
350
1
2018.04.21
CHE427 2.5mm
5
350
1
2018.04.21
CHE427 3.2mm
5
350
1
2018.04.23
CHE427 2.5mm
5
350
174009-14
5
2018.05.05
陈强德
朱良桥
CHE427 3.2mm
164217-04
5
2018.05.05
陈强德
朱良桥
CHE427 2.5mm
174009-14
5
2018.05.09
陈强德
朱良桥
CHE427 3.2mm
164217-04
5
2018.05.09
陈强德
朱良桥
CHE427 2.5mm
174009-14
编号:
工程名称
美6井试采地面建设工程
负责人
赵建洞
记录人
朱良桥
日期
焊材型号
数量(kg)
烘干温度(℃)
恒温时间(h)
2018.04.15
CHE427 2.5mm
5
350
1
2018.04.15
CHE427 3.2mm
5
350
1
2018.04.17
CHE427 2.5mm
5
350
1
2018.04.17
CHE427 3.2mm
5
350
1
2018.04.19
CHE427 2.5mm
5
350
1
2018.04.19
CHE427 3.2mm
5
350
1
2018.04.21
CHE427 2.5mm
5
350
1
2018.04.21
CHE427 3.2mm
5
350
1
2018.04.23
CHE427 2.5mm
5
350
174009-14
5
2018.05.05
陈强德
朱良桥
CHE427 3.2mm
164217-04
5
2018.05.05
陈强德
朱良桥
CHE427 2.5mm
174009-14
5
2018.05.09
陈强德
朱良桥
CHE427 3.2mm
164217-04
5
2018.05.09
陈强德
朱良桥
CHE427 2.5mm
174009-14
“焊接材料烘焙记录”填写说明与依据
“焊接材料烘焙记录”填写说明与依据
焊条、熔嘴、焊剂和药芯焊丝等在使用前,必须按产品使用说明书及有关工艺文件的规定进行烘干,对其烘焙过程进行记录。
烘焙记录内容包括:烘焙方法、烘干温度、烘干时间、实际烘焙时间和保温要求等。
一、表格解析
1.责任部门
项目工程部。
2.提交时限
焊材使用前填写完成。
二、填写依据
1.规范名称
(1)《钢结构工程施工质量验收规范》(GB 50205)
(2)《建筑钢结构焊接技术规程》(JGJ 81)
2.相关要求
(1)低氢型焊条烘干温度应为350℃~380℃,保温时间应为1.5~2h,烘干后应缓冷放置于110℃~120℃的保温箱中存放、待用;使用时应放置于保温筒中;烘干后的低氢型焊条在大气中放置时间超过4h应重新烘干;焊条重复烘干次数不宜超过2次;受潮的焊条不应使用。
(2)对于酸性焊条,在焊接规程中没有明确规定。
一般对于未受潮的酸性焊条可以不烘焙,但现场施工条件有限,焊条存放容易受潮,对受潮的酸性焊条应进行烘干,烘干温度150℃左右,烘干时间1.5~2h。
含有纤维素型焊条(如J 425)的烘干温度应控制在100℃~120℃左右。
(3)烘焙记录应由现场焊接操作人员进行记录。
焊接材料烘焙记录
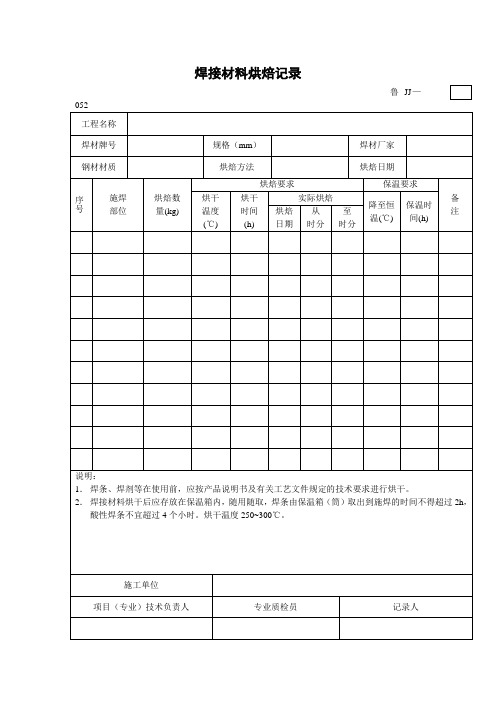
焊接材料烘焙记录
鲁JJ—052
工程名称
焊材牌号
规格(mm)
焊材厂家
钢材材质
烘焙方法
烘焙日期
序号
施焊
部位
烘焙数
量(kg)
烘焙要求
保温要求
备
注
烘干
Байду номын сангаас温度
(℃)
烘干
时间
(h)
实际烘焙
降至恒温(℃)
保温时间(h)
烘焙
日期
从
时分
至
时分
说明:
1.焊条、焊剂等在使用前,应按产品说明书及有关工艺文件规定的技术要求进行烘干。
2.焊接材料烘干后应存放在保温箱内,随用随取,焊条由保温箱(筒)取出到施焊的时间不得超过2h,酸性焊条不宜超过4个小时。烘干温度250~300℃。
施工单位
项目(专业)技术负责人
专业质检员
记录人
本表由施工单位填写并保存。
山东省建设工程质量监督总站监制
鲁JJ—052
工程名称
焊材牌号
规格(mm)
焊材厂家
钢材材质
烘焙方法
烘焙日期
序号
施焊
部位
烘焙数
量(kg)
烘焙要求
保温要求
备
注
烘干
Байду номын сангаас温度
(℃)
烘干
时间
(h)
实际烘焙
降至恒温(℃)
保温时间(h)
烘焙
日期
从
时分
至
时分
说明:
1.焊条、焊剂等在使用前,应按产品说明书及有关工艺文件规定的技术要求进行烘干。
2.焊接材料烘干后应存放在保温箱内,随用随取,焊条由保温箱(筒)取出到施焊的时间不得超过2h,酸性焊条不宜超过4个小时。烘干温度250~300℃。
施工单位
项目(专业)技术负责人
专业质检员
记录人
本表由施工单位填写并保存。
山东省建设工程质量监督总站监制
钢结构焊接材料烘焙记录
项目技术负责人(签字):xxxxx年xx月xx日质量检查员(签字):xxxxx年xx月xx日
SG—T060填写说明
一、本记录为钢结构(钢构件焊接)分项工程检验批质量验收记录的支撑用表。
二、生产厂应写全名,领用人即焊接的实际操作人员,“使用部位”由领用人填写。
三、烘焙温度和时间应根据焊接工艺文件及焊接材料产品说明书的规定选取。
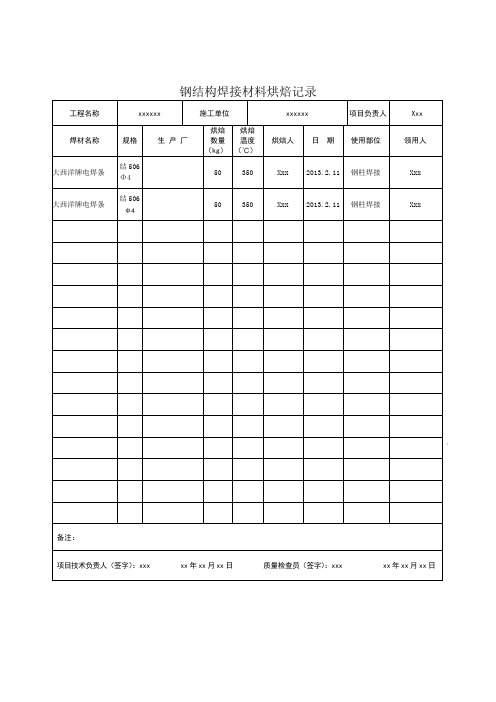
钢结构焊接材料烘焙记录
工程名称
xxxxxx
施工单位
xxxxxx
项目负责人பைடு நூலகம்
Xxx
焊材名称
规格
生产厂
烘焙
数量
(kg)
烘焙
温度
(℃)
烘焙人
日期
使用部位
领用人
大西洋牌电焊条
结506
50
350
Xxx
2013.2.11
钢柱焊接
Xxx
Φ4
大西洋牌电焊条
结506
50
350
Xxx
2013.2.11
钢柱焊接
Xxx
Φ4
备注:
四、焊条、焊剂、药芯焊丝、熔嘴等使用前应进行烘焙。
五、项目技术负责人和质量检验员确认签字。
六、本记录填写一份,施工单位保存。
SG—T060填写说明
一、本记录为钢结构(钢构件焊接)分项工程检验批质量验收记录的支撑用表。
二、生产厂应写全名,领用人即焊接的实际操作人员,“使用部位”由领用人填写。
三、烘焙温度和时间应根据焊接工艺文件及焊接材料产品说明书的规定选取。
钢结构焊接材料烘焙记录
工程名称
xxxxxx
施工单位
xxxxxx
项目负责人பைடு நூலகம்
Xxx
焊材名称
规格
生产厂
烘焙
数量
(kg)
烘焙
温度
(℃)
烘焙人
日期
使用部位
领用人
大西洋牌电焊条
结506
50
350
Xxx
2013.2.11
钢柱焊接
Xxx
Φ4
大西洋牌电焊条
结506
50
350
Xxx
2013.2.11
钢柱焊接
Xxx
Φ4
备注:
四、焊条、焊剂、药芯焊丝、熔嘴等使用前应进行烘焙。
五、项目技术负责人和质量检验员确认签字。
六、本记录填写一份,施工单位保存。
C5-12焊接材料烘焙记录

2、焊接材料烘干后必须存放在保温箱内,随用随取,焊条由保温箱(筒)取出到施焊的时间不得超过2h,酸性焊条不宜超过4小时。烘干温度250~300℃。
施工单位
专业技术负责人
专业质检员
记录人
Hale Waihona Puke 本表由施工单位填写。焊接材料烘焙记录
资料编号
表C5-12
工程名称
焊材牌号
规格
(mm)
焊材厂家
钢材材质
烘焙
方法
烘焙日期
序
号
施焊部位
烘焙
数量
(kg)
烘焙要求
保温要求
备注
烘干
温度
(℃)
烘干
时间
(h)
实际烘焙
降至
恒温
(℃)
保温
时间
(h)
烘焙
日期
从
时分
至
时分
说明:
1、焊条、焊剂等在使用前,应按产品说明书及有关工艺文件规定的技术要求进行烘干。
施工单位
专业技术负责人
专业质检员
记录人
Hale Waihona Puke 本表由施工单位填写。焊接材料烘焙记录
资料编号
表C5-12
工程名称
焊材牌号
规格
(mm)
焊材厂家
钢材材质
烘焙
方法
烘焙日期
序
号
施焊部位
烘焙
数量
(kg)
烘焙要求
保温要求
备注
烘干
温度
(℃)
烘干
时间
(h)
实际烘焙
降至
恒温
(℃)
保温
时间
(h)
烘焙
日期
从
时分
至
时分
说明:
1、焊条、焊剂等在使用前,应按产品说明书及有关工艺文件规定的技术要求进行烘干。
焊接材料烘干记录

陕西省建筑工程质量验收技术资料统一用表
钢结构工程施工质量控制资料
焊接材料(焊条、焊丝、焊剂)烘焙记录
陕GKZ-1008
工程名称
总承包企业
制作企业
烘箱型号
品名、牌号、 生产厂家
烘焙日期
一次烘焙 数量kg
烘焙
温度 ℃
时间 min
年 月日
建设单位
监理单位
安装企业
烘箱容量
保存
温度 ℃
时间 min
回烘
温度 ℃
时间 min回烘 次数年 源自日年 月日年 月日
年 月日
年 月日
备注 烘焙人员
制作企业、安装企业
班组长
工长、工段长
年月日
年月 日
年月日
质检员
监制(建设)单位 核查结论:
年月 日
检查结果
专业技术负责人
监理工程师(建设单位 项目专业技术负责人)
年月日
陕GKZ-1008 备 注
建设)单位
师(建设单位 技术负责人)
焊条烘干记录

张伟星
4
2011年8月21日
J422
Ф4.0
20
400
2
200303017
张伟星
5
2011年8月22日
J422
Ф3.2
20
400
2
200303017
张伟星
6
2011年8月22日
J422
Ф4.0
20
400
2
200303017
张伟星
7
2011年8月23日
J422
Ф3.2
20
400
2
200303017
张伟星
J422
Ф4.0
20
400
2
200303017
张伟星
5
2011年9月22日
J422
Ф3.2
20
400
2
200303017
张伟星
6
2011年9月22日
J422
Ф4.0
10
400
2
200303017
张伟星
7
2011年9月23日
J422
Ф3.2
20
400
2
200303017
张伟星
8
2011年9月23日
J422
20
400
2
200303017
张伟星
7
2011年9月7日
J422
Ф3.2
20
400
2
200303017
张伟星
8
2011年9月7日
J422
Ф4.0
10
400
2
200303017
张伟星
9
4
2011年8月21日
J422
Ф4.0
20
400
2
200303017
张伟星
5
2011年8月22日
J422
Ф3.2
20
400
2
200303017
张伟星
6
2011年8月22日
J422
Ф4.0
20
400
2
200303017
张伟星
7
2011年8月23日
J422
Ф3.2
20
400
2
200303017
张伟星
J422
Ф4.0
20
400
2
200303017
张伟星
5
2011年9月22日
J422
Ф3.2
20
400
2
200303017
张伟星
6
2011年9月22日
J422
Ф4.0
10
400
2
200303017
张伟星
7
2011年9月23日
J422
Ф3.2
20
400
2
200303017
张伟星
8
2011年9月23日
J422
20
400
2
200303017
张伟星
7
2011年9月7日
J422
Ф3.2
20
400
2
200303017
张伟星
8
2011年9月7日
J422
Ф4.0
10
400
2
200303017
张伟星
9
C5-40焊接材料烘焙记录

备注
说明:1.焊条、焊剂等在使用前,应按产品说明书及有关工艺文件规定的技术要求进行烘干。 2.焊接材料烘干后应存放在保温箱内,随用随取,焊条由保温箱(简)取出到施焊的时间不得超过 2h,酸性焊条不宜超过4h。烘干温度250~300 ℃。
检查结果:
签
专业技术负责人
字
栏
专业质检员
记录人
C5-40
工程名称: 施工单位 生产厂家 钢材牌号 烘焙方法
序号
施焊部位
焊接材料烘焙记录
工程1
分包单位
编号: 00-00-C5-001
焊材牌号
规格(mm)
烘焙日期
年月日
烘焙要求保温要求来自烘焙数量 烘干 烘干 (kg) 温度 时间
(℃) (h)
实际烘焙
降至
恒温
烘焙 日期
从时分 至时分 (℃)
保温 时间 (h)
相关主题
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
焊接材料烘焙记录
工程名称
编号
焊材牌号
规格(mm)
焊材厂家
钢材材质
烘焙方法
烘焙日期
序号
施焊部位
烘焙数量(㎏)
烘焙要求
保温要求
备注
烘干温度(℃)
烘干
时间
(℃)
实际烘焙
降至恒温(℃)
Байду номын сангаас保温时间(h)
烘培
日期
从
时分
至
时分
说明:
1.焊条、焊剂等在使用前,应按产品说明书及有关工艺文件规定的技术要求进行烘干。
2.焊接材料烘干后必须存放在保温箱内,随用随取,焊条由保温箱(筒)取出到施焊的时间不得超过2h,酸性焊条不宜超过4h。烘干温度250~300℃。
签
字
栏
施工单位
专业技术负责人
专业质检员
记录人
工程名称
编号
焊材牌号
规格(mm)
焊材厂家
钢材材质
烘焙方法
烘焙日期
序号
施焊部位
烘焙数量(㎏)
烘焙要求
保温要求
备注
烘干温度(℃)
烘干
时间
(℃)
实际烘焙
降至恒温(℃)
Байду номын сангаас保温时间(h)
烘培
日期
从
时分
至
时分
说明:
1.焊条、焊剂等在使用前,应按产品说明书及有关工艺文件规定的技术要求进行烘干。
2.焊接材料烘干后必须存放在保温箱内,随用随取,焊条由保温箱(筒)取出到施焊的时间不得超过2h,酸性焊条不宜超过4h。烘干温度250~300℃。
签
字
栏
施工单位
专业技术负责人
专业质检员
记录人