盘螺生产线简介
CRB600H钢筋替代CRB550钢筋汇报材料

CRB600H钢筋替代CRB550钢筋汇报材料近年来,我国高速铁路无砟轨道快速发展,初期无砟道床配筋主要参考桥梁结构,采用热轧带肋钢筋,轨道板、道床板和底座内钢筋也主要采用现场绑扎形式,施工效率低,质量控制困难。
2010年,为保证无砟轨道绝缘性能,方便施工,降低成本,原铁道部在测试研究基础上,发布了《关于无砟轨道绝缘方案优化和实施的意见》(铁集成函[2010]185号),根据意见,板式无砟轨道中仅轨道板需进行绝缘处理。
由于技术标准的进一步明确和工程需求的不断增加,冷轧钢筋焊网以焊接质量好,工厂化生产质量稳定性高,并可显著提高施工效率,缩短建设周期,降低人工成本等优点,在沪宁、哈大、成灌、盘营、郑徐等CRTSⅠ、Ⅲ型板式无砟轨道结构中得到广泛应用;基于当时钢材市场,钢筋型号主要采用CRB550。
因此,CRTSⅠ型板式无砟轨道通用参考图修订过程中,基于大量工程应用经验,普通钢筋类型在HRB400钢筋基础上,增加了CRB550钢筋,以扩大施工单位选材的自主性,并在CRTS Ⅲ型板式无砟轨道通用参考图编制过程中采用。
2016年3月,全国钢标准化技术委员会钢筋混凝土用钢分技术委员会组织召开《冷轧带肋钢筋》(GB 13788-2008)修订审定会,主要内容为纳入高延性冷轧带肋钢筋,对用于结构中的普通钢筋而言,即增加了CRB600H钢筋。
CRB600H高延性冷轧带肋钢筋是CRB550传统冷轧带肋钢筋的升级换代产品,2013年5月1日中华人民共和国国家发展和改革委员会(第21号令)曾下令淘汰了单机年产能一万吨及以下的冷轧带肋钢筋生产装备(高延性冷轧带肋钢筋除外),与CRB550钢筋相比,CRB600H钢筋主要技术优势如下。
1.性能指标《高延性冷轧带肋钢筋》(YB/T 4260-2011)和《冷轧带肋钢筋》(GB 13788-2008)分别对CRB600H钢筋和CRB550钢筋的性能指标提出了明确要求,如表1所列。
Nb微合金化HRB400高速线材盘螺的生产

总第161期2007年第5期河北冶金HEB EI M ETALLUR GYTotal 1612007,N umber 5收稿日期8N b 微合金化HRB 400高速线材盘螺的生产王振民,王风才,邢永顺,刘建路(邯郸钢铁公司 线材厂,河北 邯郸 056015)摘要:介绍了邯钢线材厂采用高速线材轧机生产Φ8mm 铌微合金化HRB400热轧盘螺的生产控制过程,产品质量符合GB1499-1998标准要求。
关键词:N b 微合金化;高速线材;盘螺中图分类号:TG 14214 文献标识码:B文章编号:1006-5008(2007)05-0057-02PRODU C TI ON O F CO I L E D R EI N F O RC ED B ARW ITH N b M I CRO -ALLO YE D HRB 400H IGH -SPEED W IR EW AN G Z hen -m in,W A N G Feng -cai ,X I N G Yo ng -shun,L I U J ian -lu(W ire Plant ,H andan Iron and S tee l C o mpany ,H andan,H ebei,056015)A bstrac t:The p roduc tion of Φ8mm hot -roll ed coiled reinforced bar w ith N b m icro -alloyed HRB400high -speed w ire i s introduced .Key W ords:N b m icro -a lloyed ;high -speed w ire;coiled re inforced bar1 引言根据国家建筑设计规范GB 50010-2002《混凝土设计规范》要求,HRB 400热轧带肋钢筋已作为优选混凝土用钢筋。
而HRB 400热轧带肋钢筋的生产通常采用控轧控冷和微合金化的方法,微合金化法通常在20M nS i 成分的基础上添加V ,N b,T i 等微合金元素,使用较多的添加钒氮合金和钒铁合金。
大盘卷高速线材生产线工艺与设备简介

润滑方式
集中稀油润滑
入口油温
40摄氏度
辊环侧油膜轴承报警温度
45-70摄氏度
17
主要设备性能
吐丝机 • 吐丝机位于夹送辊和LCC风冷线之间,用于将成品线材形成散卷并分配到
LCC辊道上。由三部分构成: • 吐丝锥:悬臂支撑,喇叭形,轴向与水平面成10°倾斜。 • 吐丝管 • 带散齿轮的传动轴
2021/4/6
步 进 梁 加 热 炉
高 压 水 除 鳞
六 道 次 粗 轧
1 # 飞 剪 切 头 尾
六 道 次 中 轧
1 # 水 冷 箱
2 # 飞 剪 切 头 尾
四 道 次 预 精 轧
2 # 水 冷 箱
3 # 水 冷 箱
3 # 飞 剪 切 头 尾
5 机 架 减 定 径
热提
装升
机
待
续
2021/4/6
6
大盘卷生产工艺流程
2)计算出所获得的晶粒度和机械性能.
3)结合在线控制,第一支钢就可以获得所需要的性能.
4)水箱数量和压力的选择.
5)各钢种相变的温度曲线.
6)生产一种新的钢种,将化学成分输入,就可获得水冷控制曲线,有利 于产品质量控制和新产品开发.
2021/4/6
29
2021/4/6
30
在线水冷控制系统(CCT-ONLINE)
7 精/ 定
# 飞
高轧机线C通7#道
径 轧
剪 组水机
/ 9 # 水
吐 丝 机
散 卷 冷 却
集 卷
箱组箱
高线B通道
2021/4/6
7
大盘卷轧制线孔型系统
2021/4/6
8
钢种构成
锻件加工生产线介绍

锻件加工生产线介绍
锻件加工生产线是一种高效、精密的加工生产线,主要用于锻件的生产加工。
锻件是指将金属坯料在高温和高压的条件下,通过力的作用使其产生塑性变形,从而得到所需形状的金属零件。
锻件加工生产线通常由以下几个部分组成:
1. 原料处理部分:主要包括清洗、切割、预热等环节。
原料需要清洗干净,去除表面的油污、锈渍等杂质,然后进行切割,以便于进一步的加工处理。
在进行锻件加工前,需要对原料进行预热处理,使其达到适宜的温度,以保证后续的加工质量。
2. 锻造部分:主要包括模具、锻压机械等设备。
在模具的作用下,将原料在高温和高压的环境下进行塑性变形,从而得到所需要的形状。
锻造过程需要考虑到温度、压力、速度等因素,以保证锻件的质量和精度。
3. 加工部分:主要包括车床、铣床、钻床、磨床等设备。
在锻件加工后,需要进行进一步的加工处理,以达到所需的尺寸和表面精度。
加工过程需要考虑到切削力、切削温度、切削速度等因素,以保证加工质量和效率。
4. 检测部分:主要包括三坐标测量机、硬度计、超声波探伤仪等设备。
在加工完成后,需要对锻件进行检测,以检查其尺寸和质量是否符合要求。
5. 清洗和包装部分:主要包括清洗和包装设备。
在检测合格后,需要对锻件进行清洗和包装处理,以保证其表面的干净和保护。
锻件加工生产线是一种高精度、高效、高质量的加工生产线,能够满足各种类型的锻件加工需求。
盘螺生产线简介
盘螺生产线简介日照钢铁盘螺生产线2009年10月目录第一章盘螺生产线工艺流程及工艺控制特点 ................................................................................... 错误!未定义书签。
一、盘螺生产线简介........................................................................................................................... 错误!未定义书签。
二、生产工艺及产品结构................................................................................................................... 错误!未定义书签。
三、主轧线工艺流程及先进技术 ...................................................................................................... 错误!未定义书签。
1、生产线工艺流程:..................................................................................................................... 错误!未定义书签。
2、采用先进技术............................................................................................................................. 错误!未定义书签。
棒线材MI.DA.无头轧制技术介绍

棒线材MI.DA.无头轧制技术介绍赵辉1,2①(1:北京首钢国际工程技术有限公司 北京100043;2:北京市冶金三维仿真设计工程技术研究中心 北京100043)摘 要 本文主要介绍MI.DA.无头轧制技术以及国内应用现状。
以山西建邦MI.DA.生产线为例,详细介绍了MI.DA.无头轧制的生产工艺和装备,总结了MI.DA.无头轧制技术的优缺点,为今后国内新建类似项目给出建议。
关键词 无头轧制 棒材 线材 MI.DA.中图法分类号 TG333 TG335.1 文献标识码 BDoi:10 3969/j issn 1001-1269 2023 06 025IntroductiontoMI.DA.HeadlessRollingTechnologyofBarandWireZhaoHui1,2(1:BeijingShougangInternationalEngineeringTechnologyCo.,Ltd.,Beijing100043;2:MetallurgicalEngineering3-DSimulationDesignEngineeringTechnologyResearchCenterofBeijing,Beijing100043)ABSTRACT MI.DA.headlessrollingtechnologyanditsdomesticapplicationstatusareintroduced.TakingShanxiJianbangMI.DAproductionlineasanexample,theproductionprocessandequipmentofMI.DAheadlessrollingareintroducedindetail,theadvantagesanddisdvantagesofMI.DAheadlessrollingtechnologyaresummarized,andsuggestionsaregivenfornewsimilarprojectsinChinainthefuture.KEYWORDS Headlessrolling Rod Wire MI.DA.1 前言节能降本一直是我国钢铁企业追求的目标,如何在保证产量的同时,降低生产成本,无头轧制工艺是一个很好的选择。
科技成果——高延性冷轧带肋钢筋盘螺生产技术

科技成果——高延性冷轧带肋钢筋盘螺生产技术技术类别减碳技术适用范围冶金行业高强钢筋生产,适用于建筑、预制构件、高铁轨枕、路基等应用领域行业现状我国钢筋产量约2.2亿t,其中400MPa级及以上钢筋占比约80%,500MPa级以上钢筋占比仅约8%。
钢筋强度每提高100MPa,使用时可节约钢材约10%。
按全国年钢筋产量计算,500MPa级高强钢筋使用量每提高1%,可减少矿石消耗300多万t,减少二氧化碳排放400多万t,减少污水排放400多万t,具有良好的环境和社会效益。
高延性冷轧带肋钢筋盘螺生产技术是一种500MPa级高强钢筋新型生产技术,可替代传统热轧生产的400MPa级和500MPa级钢筋用于建筑等领域。
目前已在河南安阳、河北邯郸生产应用,年产量达90万t。
目前,我国500MPa级高强钢筋年需求量约为8000多万t,该技术具有较大的推广潜力。
成果简介1、技术原理高延性冷轧带肋钢筋盘螺生产技术以Q235普碳钢为原材料,利用冷塑性变形强化和在线再结晶热处理工艺,提升钢筋强度,同时消除残余应力,修复微观组织缺陷,提高钢筋延性。
与传统热轧工艺相比,利用该技术生产同级别的HRB500钢筋,虽然冷轧工序需消耗一定电量,但由于生产过程中不需添加合金,可有效减少合金生产制造过程的相关排放,从而实现间接二氧化碳减排。
2、关键技术(1)连续高速叠放立式上料技术采用叠放式上料新工艺,依靠料线自身重力实现自动放线,有效提升放线速度,对焊作业方便,接口过渡自然,可满足连续轧制速度≥1000m/min高速稳定上料要求。
(2)顶交45°冷轧轧机技术轧机采用先进的45°顶交形式,满足大轧制力零速带载启动工艺要求,精度高,换辊效率高,实现稀油润滑主轴轴承。
(3)大功率高效退火热处理技术采用斩波调功和逆变调功技术,应用于700kW以上、感应频率≥15kHz的高频感应退火加热炉,实现轧制速度≥1000m/min下热处理温度范围540℃-630℃热处理功率输出控制。
盘螺生产线简介
盘螺生产线简介日照钢铁盘螺生产线2009年10月目录第一章盘螺生产线工艺流程及工艺控制特点 ................................................................................... 错误!未定义书签。
一、盘螺生产线简介........................................................................................................................... 错误!未定义书签。
二、生产工艺及产品结构................................................................................................................... 错误!未定义书签。
三、主轧线工艺流程及先进技术 ...................................................................................................... 错误!未定义书签。
1、生产线工艺流程:..................................................................................................................... 错误!未定义书签。
2、采用先进技术............................................................................................................................. 错误!未定义书签。
高速线材8mm规格盘螺头部缺陷原因分析与控制
高速线材8mm规格盘螺头部缺陷原因分析与控制摘要:该文系统分析了新疆天山钢铁巴州有限公司高速线材生产线规格8mm盘螺产品在经精轧机组及减径机轧组制后头部出现严重碎裂缺陷的原因分析及控制措施,该问题在高速线材生产过程对生产影响较大,容易因头部碎裂产生堆钢事故,影响生产效率和产生安全隐患。
通过一系列改进手段,问题得到有效解决,生产经营效率大幅度提升。
关键词:8mm盘螺、头部碎裂缺陷、改进措施、剪切断面、水冷1.生产线工艺情况概述1.1加热炉采用侧进侧出双蓄热步进梁式加热炉,炉内单排布料,悬壁辊道侧装料,旋臂辊道侧出料。
采用空气、煤气双蓄热式加热技术,预热空气、煤气温度至1000℃左右。
钢坯出炉温度:970~1050℃,钢坯头尾温差≤30℃。
1.2轧制采用全连轧方式。
钢坯出炉后,经辊道将轧件送入由六架平立交替布置的短应力线二辊轧机组成的粗轧机组进行轧制。
精轧机组为10机架超重型无扭轧机,可对轧件进行高速、单线、微张、无扭轧制,减径机组为两架模块轧机,终轧最大保证速度不小于90/s。
2.生产过程中产生问题描述2020年7月份生产线全线调试顺行后,在生产过程中发现成品盘巻头部呈现出龟裂破碎状(详见下图1),此现象非个别存在,生产成品包中至少80%以上存在此种现象,由于部分碎裂钢料在轧制过程掉落,造成减径机组频繁堆钢,具体体现为头部碎裂部分卡进口导卫导致堆钢,严重制约正常生产秩序。
由于8mm 盘螺轧制后仍较细,轧件在精轧机及其后续通道运行中稍有阻力,就会造成轧件头部堆钢[1]。
图1 头部龟裂破碎情况图2 3#剪剪切断面1.原因分析由于生产过程中其他规格产品虽有类似现象,但整体较8mm盘螺轻,既使头部龟裂,也未发现有龟裂后掉落的现象,所以8mm盘螺产品头部龟裂后掉块问题既是轧制线轧制过程的普遍性问题,也属改规格生产个性问题。
3.1钢坯通过对比该问题出现前后各钢种成分控制、外观质量、炼钢加入合金等材料后,前后完全一致,排除了因坯料原因造成盘螺产品头部龟裂掉块原因。
三安Φ8mm盘螺轧制工艺的制定及优化

90科技资讯 SCIENCE & TECHNOLOGY INFORMATION工 业 技 术中华人民共和国住房和城乡建设部颁布的混凝土结构设计规范GB50010—2010《混凝土结构设计规范》于2011年7月1日开始正式执行。
GB50010规定:混凝土结构设计中不再设计使用HPB235线材。
纵向受力普通的钢筋和箍筋中可以使用HPB300线材:混凝土结构设计中HRB335螺纹钢只可以在纵向受力普通的钢筋和箍筋中使用,不能作为梁、柱纵向受力钢筋使用。
IV级、V级盘螺产品将迅速在设计中得到广泛应用。
建筑用钢材将逐步向高强度过渡。
为应对国家设计规范和市场变化,需开发系列盘螺产品。
1 工艺制定及优化1.1工艺制定的方向提高并稳定盘螺的性能有两种途径:一是提高钢坯成分,加钒;二是不加钒,通过精确控轧控冷,调整轧钢工艺。
现在钢铁市场的竞争必须建立在低成本的基础之上。
因此调整轧钢工艺,通过优化控轧控冷工艺来稳定和提高高速线材生产线盘螺质量成为当前解决问题的关键。
随着市场需求的变化和三安钢铁产品结构的调整,在三安钢铁有限公司轧钢厂高速线材生产线生产盘螺已势在必行,于2011年进行了盘螺试生产。
在试生产过程中盘螺的屈服强度极不稳定,HRB400E的屈服强度最高为490M P a ,而最低为395MPa,最低值低于了国家标准要求,在其后对全线设备进行了处理后,组织了一次批量生产,但性能还是不稳定。
为此我们对影响产品力学性能的原因进行了分析并对相应的控轧控冷参数进行了修改和调整。
1.2HRB 400盘螺力学性能问题分析三安钢铁有限公司轧钢厂高速线材生产线全轧线共有26架轧机,加热炉为蓄热式步进梁式,轧机布置为:粗轧6架、中轧6架、预精轧4架及精轧机10架(见图1),其生产工艺流程为:加热炉加热—粗轧—1#飞剪—中轧—2#飞剪—预精轧—1#水箱—3#飞剪—精轧—2#~4#水箱—夹送辊—吐丝机—斯太尔摩风冷线。
控制轧制工艺主要是通过控制轧制工艺参数,如加热温度、变形速度与应变速率、终轧温度等。
高速线材和大盘卷生产线工艺及设备特点
1前言现南昌长力钢铁股份有限公司已形成年产钢300万t的能力。
现有轧钢能力严重不够,而且轧钢生产线陈旧落后,品种单一,急需要新建一条现代化的轧钢生产线,实现公司生产能力的总体平衡,也是公司规模效益和新的经济效益的增长点。
但就南钢公司现实际状况,上一条优质高速线材及大盘卷生产线(含细直径螺纹钢)比较适合南钢公司实际的。
此条生产线装备水平要达到世界先进水平,主要生产高附加值的精尖产品。
2生产方案及工艺流程产品方案:本车间为全连续式高速线材及大盘卷轧钢车间,设计生产直径Ф5.0mm~50mm 的线材盘卷和大盘卷,产量:80万t/a。
产品尺寸:光面线材,Ф5.0~20mm;盘卷规格:外径Ф1250mm,内径Ф850mm;卷高:1700mm ~1900mm(捆后)。
螺纹钢盘卷:Ф6~16mm,盘卷规格、卷高、卷重同光面线材。
大盘卷:Ф18~50mm,盘卷规格:外径Ф1350mm,内径Ф900mm,卷高:1500mm~1700mm(捆后)卷重:2310kg。
生产的钢种为:碳素结构钢、优质碳素结构钢、低合金钢、合金结构钢、冷镦钢、焊条钢、弹簧钢。
原料:本车间所用原料为本厂炼钢连铸车间运来的连铸坯。
坯料断面:160mm×160mm×12000mm,坯料单重:2396kg。
工艺流程:见图1。
本车间主要生产高速线材及大盘卷,前面粗轧、中轧、预精轧部分共用,从预精轧后经转辙器分成二线,一条线生产高速线材,一条线生产大盘卷。
PF线、打捆机部分共用。
3工艺特点(1)本设计确定为单线全连续式高速线材轧高速线材和大盘卷生产线工艺及设备特点项幼阳(南昌长力钢铁股份有限公司,江西南昌330012)摘要:介绍南昌长力钢铁股份有限公司新建80万t高线及大盘卷生产线的工艺流程、关键设备的技术性能和结构特点。
其中精轧主要关键设备精轧机、吐丝机等从美国摩根公司(MOTOG公司)引进。
关键词:高线;大盘卷;工艺;设备The Technic and Equipment Characteristics of Nanchang Changli High Speed Rod and Bar in Coil Production LineXiang Youyang(Nanchang Changli Iron&Steel Co.Ltd Nanchang,Jiangxi Province,330012)Abstract:This paper presents an introduction of the process flow,technical performance and structural features of the newly installed800thousand t/a high speed rod and bar in coil production line in Nanchang Changli Iron&Steel Co,Ltd, whose key equipments in the part of finishing mill,such as no twist mill and laying head,are imported from Morgan Construction Company,American.Key words:high speed;bar in coil;technic;equipment机,粗、中、预精轧机为短应力线轧机,Ф5.0~7.5mm线材的保证速度为112m/s。
数控钢筋加工设备介绍
9、软件功能强大,可弯曲多达十几个角度的复杂图形
10、设备自带空压机,用户只需自备380V,50Hz外接电源
11、选用进口知名品牌西门子PLC及CNC控制,内存大,可存储500多种图形
12、弯曲轴及弯曲模采用采用优质合金材料并经热处理,耐磨性高,寿命长久
技术参数:
产品型号
TT-32
钢筋直径范围
Φ10-Φ32mm,直条
最大弯曲角度
0-180°
最小曲边间距
500Байду номын сангаасm
最小曲边长度
50mm
长度精度
±1mm
角度精度
±1°
速度调整方式
进口品牌CNC数控系统,无极可调
总功率(电源)
17KW(380V 50Hz)
气路压力
0.6Mpa
机头移动速度
0.5-1m/s
整机重量
2.进口西门子PLC及CNC控制超高精度剪切,可设置钢筋数量、规格等,具备记忆、存储功能
3.移动式自由定尺小车装置,精确的定尺系统,保证定尺精度,可定尺任意长度(分为自动和手动)
4.采用重型剪切,体积小,剪切力大、产量高,最大产能可达五十吨/班
5、最大产能达2000个箍筋/小时(标准尺寸),可代替10名以上工人,同时减少材料浪费
6、自带空压机一体式减震设计,机器紧凑,方便搬运
7、CNC数控内存大,可存储500多种图形(可调出再生产)
技术参数:
型号
TT-12
TT-16
加工钢筋直径(mm)
单根6-13双根6-10
单根6-16双根6-12
最大箍筋边长(mm)
2.数控钢筋弯曲中心
红钢线材HRB400E盘螺产品实物质量提升生产实践

红钢线材 HRB400E盘螺产品实物质量提升生产实践摘要:针对当前红钢线材HRB400E盘螺产品实物质量存在的问题及用户访问反馈的主要问题,我们结合日常生产过程及用户反馈信息组织分析了相关的原因,并提出相应的控制措施及处理方法,从钢材产品外形质量提升、力学性能改善、产品质量监督抽查等多个方面入手,着力提升钢材产品实物质量。
关键词: HRB400E盘螺力学性能提升关键过程控制工艺优化1前言红钢高速线材生产线全线轧机共28架,粗轧、中轧和预精轧机组各6架,平立交替布置,精轧机组为10机架集体传动、顶交45悬臂式碳化钨辊环高速无扭轧机,生产中轧件为无扭转轧制,风冷线为传统的斯太尔摩控制冷却线。
生产规模为年产40万t,生产钢种:碳素结构钢、优质碳素结构钢、焊条钢、低合金钢;产品规格:Æ5.5~16mm直径光面高速线材和螺纹盘卷,盘卷外径Æ1250mm;盘卷内径Æ850mm, 盘卷高度~1700mm(压紧后), 盘卷重量:2020kg。
根据市场情况,目前主要生产的Φ6mm、Φ8mm、Φ10mm三种规格的HRB400E热轧带肋盘卷产品及Φ6mm~Φ12mm的HPB300光圆钢筋盘卷。
自2018年11月1日起,新版国标GB/T 1499.2-2018下发实施后,对热轧带肋钢筋的外形尺寸、钢材重量允许偏差、金相组织等多个方面都进行了要求,同时,用户也对钢材的力学性能及包装质量也提出了相应的要求。
为进一步稳定和提升产品质量,我们从钢材产品力学性能改善、外观质量提升、生产关键过程控制、产品质量监督等多个方面入手,对产品质量提升进行了攻关。
2红钢线材HRB400E盘螺质量问题2.1力学性能钢材力学性能的稳定性直接影响钢筋质量的好坏,在当下日新月异的发展速度下,市场对外观以及性能的要求已经达到了新的高度,对钢材的质量要求越来越高,尤其是对性能不合格采取零容忍,钢材会因其成分差异、组织缺陷、夹杂物、表面缺陷与不同的外观尺寸等原因而导致性能出现异常[2]。
围盘技术在高线升级改造中的应用

围盘技术在高线升级改造中的应用龚明明① 王任全 彭聃(北京京诚瑞信长材工程技术有限公司 北京100176)摘 要 热轧带肋钢筋盘卷在建筑行业得到越来越广泛的应用。
热机轧制工艺更适用于螺纹盘条生产线的生产。
采用热机轧制工艺,需要应用围盘技术对现有的高速线材螺纹盘条生产线进行改造。
本文阐述了如何应用围盘技术对现有的生产线进行改造,介绍了围盘技术的工艺流程和典型布置,详细分析了围盘技术里各设备的工艺布置,结构设计要点及控制方式等。
围盘技术在国内某钢厂的实践结果证明,应用围盘技术进行改造,可以为企业带来巨大的经济效益和社会效益,具有一定的推广意义。
关键词 高速线材 热轧带肋钢筋 围盘技术中图法分类号 TG62 TG335 文献标识码 BDoi:10 3969/j issn 1001-1269 2022 06 024ApplicationofRepeaterTechnologyforHighSpeedProductLineRenovationGongMingming WangRenquan Pengdan(CERILongProductCo.,Ltd.,Beijing100176)ABSTRACT Threadrodsarewidelyused.Thermo mechanicalcontrolprocessismoresuitabletohigh speedthreadrodline.Andrepeatertechnologyisusedtothereformofexistedhighspeedthreadrodlineforthermo mechanicalcontrolprocess.Theprocessandtypicallayoutoftherepeatertechnologyareintroducedinthispaper.Andthearrangement,keypointsofstructuredesignandcontrolsystemofeachequipmentareanalyzedindetail.Thepracticeresultsofonesteelmillshowthatrepeatertechnologyapplicationforhigh speedthreadrodlinecanbringgreateconomicbenefitandsocialbenefit.KEYWORDS Highspeedrod Hotrolledribbedbar Repeatertechnology1 前言螺纹盘条即热轧带肋钢筋盘卷,其作为增加建筑设施强度等级的产品,应用广泛[1]。
300冷轧盘螺生产线说明书
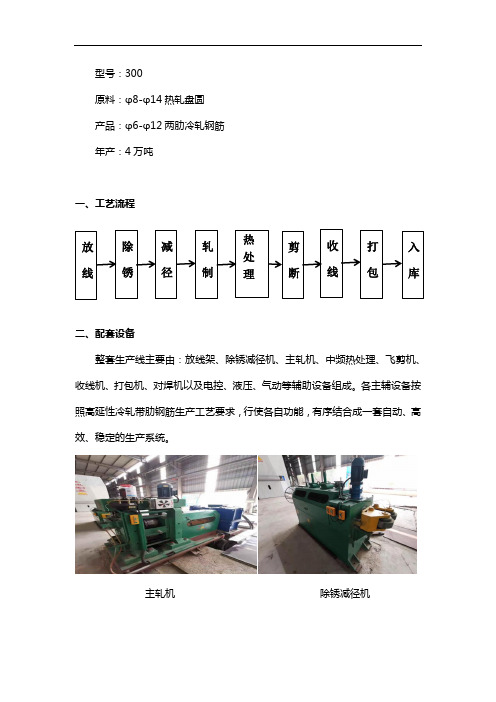
型号:300原料:φ8-φ14热轧盘圆产品:φ6-φ12两肋冷轧钢筋年产:4万吨一、工艺流程二、配套设备整套生产线主要由:放线架、除锈减径机、主轧机、中频热处理、飞剪机、收线机、打包机、对焊机以及电控、液压、气动等辅助设备组成。
各主辅设备按照高延性冷轧带肋钢筋生产工艺要求,行使各自功能,有序结合成一套自动、高效、稳定的生产系统。
主轧机除锈减径机中频加热装置“300冷轧带肋钢筋生产线”在常温条件下,能将Φ8~Φ12的原料(热轧光圆钢筋)轧制成为Φ6~Φ10的冷轧带肋钢筋。
该条生产线为对称进料方式,根据成品规格大小不同,轧制速度在180米-300米/分。
三、主体设备构成及维护保养1、主轧机●功能LLZ300型两肋钢筋轧机主要适用于直径为φ6~φ12mm毫米带肋钢筋生产线的轧制工作,具有生产效率高、性能稳定等特点。
●结构©LLZ300型两肋钢筋轧机是该机组中的主要设备,配用YVP110-200KW变频调速电机,下压机构采用蜗杆传动机构,电动控制,操作方便,自动化程度高;齿轮箱采用优质合金人字齿轮,传动平稳,耐磨耐用;轧辊采用专用更质合金材料,四道模槽,可轧制三种不同规格的钢筋,调整方便,使用寿命长,减少了换辊的麻烦。
减径轧头采用手动和电动两种形式,任用户选择。
电动操作方便,省时省力。
●安装与调试(1)按平面布置图把设备摆放在已制好的基础平面上,校正好设备水平及中心线位置,按要求固定好设备。
(2)联接电源及设备电器,进行电器安装检查,作好试机准备。
(3)按要求在设备中加足润滑油,减速机加油牌号为工业齿轮油250-300,齿轮箱加油牌号为车辆齿轮油CL-85W/90,其他部位用普通工业机油和钙基润滑脂。
(4)一切准备工作就绪后,送上电源,开动机器,观察运转情况,一切正常后进行空负荷运行,磨合时间不得少于1小时。
检查各润滑部位温升不超标,电机电流、温升无异常后,方可进行负荷试车。
(5)按操作规程进行调试,一切正常后即可转入正常生产。
全国钢厂简介

凌源 抚顺 鞍山 抚顺 铁岭 辽宁 吉林 吉林 吉林 西林 双鸭山 武汉 黄石市 鄂州 信阳 安阳
凌源钢铁集团有限责任公司 抚顺特殊钢股份公司 鞍山宝得钢铁有限公司 抚顺新抚钢有限责任公司 清河特殊钢有限公司 辽宁远东钢铁集团有限公司 通化钢铁股份有限公司 吉林市建龙钢铁有限责任公司 吉林铁合金有限责任公司 西林钢铁集团有限公司 黑龙江建龙钢铁有限公司 武汉钢铁(集团)公司 湖北新冶钢有限公司 武汉钢铁集团鄂城钢铁有限公司 安钢集团信阳钢铁有限责任公司 河南安阳永兴钢铁有限责任公司
江苏沙钢集团 河南 河南 河南
舞钢市 济源 巩义
舞阳钢铁有限责任公司 河南济源钢铁集团有限公司 河南朝阳钢铁有限公司
湖南省 湖南省 湖南省 湖南省 湖南省 江西省 江西省 江西省 江西省 河北省 河北省 广西 广东省 广东省 广东省 江苏 江苏 江苏 江苏
娄底 湘潭 衡阳 娄底
涟源钢铁集团有限公司 湘潭钢铁集团有限公司 衡阳钢管集团有限公司 冷水江钢铁总厂 湖南华菱钢铁集团有限责任公司
包头 嘉峪关 兰州 乌鲁木 齐 六盘水 贵阳 韩城 勉县 西宁 楚雄 昆明
下属主要子公司
宝山钢铁股份有限公司、宝钢集团上海第一钢铁有限公司、宝钢集团上海浦东钢铁有限公司、宝钢 集团上海五钢有限公司、宝钢集团上海梅山有限公司、宁波宝新不锈钢有限公司等 由蒂森克虏伯集团旗下的蒂森克虏伯不锈钢公司与上海浦东钢铁有限公司合资组建 新钢、京唐、迁钢、首秦、长治、通钢 鞍山钢铁集团公司和攀钢集团有限公司 全资子公司 攀枝花钢铁有限责任公司、昆明市攀钢集团物业管理中心(攀钢昆明办事处)、攀枝花攀钢国际旅 行社有限责任公司。 控股子公司 本溪北营钢铁(集团)股份有限公司、辽宁北方煤化工(集团)股份有限公司、本溪北方机械重汽 有限责任公司、本溪北台铸管股份有限公司 原大连钢铁集团、抚顺特钢集团、北满特钢集团
浅析HRB500(E)盘螺工艺优化

浅析HRB500(E)盘螺工艺优化作者:纪清晨来源:《中国科技博览》2018年第20期[摘要]在生产抗震钢筋的过程中,出现了部分屈标比、强屈比等不符合国家标准的批次,因此,下文首先分析了HRB500(E)盘螺的生产流程,然后对HRB500(E)盘螺的工艺优化进行了深入的探讨,从而保证盘螺的产品性能能够达到国家的标准要求。
[关键词]盘螺;工艺流程;工艺优化中图分类号:TG422 文献标识码:A 文章编号:1009-914X(2018)20-0207-01引言热轧带肋钢筋的发展趋势要求钢筋不仅具有较高强度,同时也具有较高的韧性和良好的焊接性能。
由于HRB500(E)盘螺的强屈比和屈标比不稳定,导致不能对其进行批量生产,但是通过对HRB500(E)盘螺工艺的不断优化,在一定程度上实现了HRB500(E)的批量生产,从而获得较好的经济效益。
1 生产工艺的概述生产工艺是指企业制造产品的总体流程方法,其中包括工艺过程、工艺参数以及工艺配方等,操作方法是指劳动之通过生产设备在具体的生产环节中对原材料、零部件或者半成品进行加工的方法。
同时,生产工艺主要应用于规定为生产一定数量成品所需起始原料和包装材料的质量、数量,以及工艺、加工说明、注意事项,包括生产过程中控制的一个或一套文件。
且主要包括工艺流程等内容,而现今的生产工艺是生产优质产品、提高经济效益的基础保证,并且是提高传统产业国际竞争力的根本途径。
2 HRB500(E)盘螺的生产工艺流程2.1生产工艺流程的概述生产工艺流程是指在生产过程中,劳动者通过生产工具将各种原材料、半成品按照一定的顺序进行加工,使其最终成为成品的方法与过程。
生产工艺流程的原则主要是技术的先进和经济上的合理。
由于不同的工厂所具有的设备生产能力、精度以及操作人员操作熟练度等因素大不相同,所以对于同一种产品而言,在不同的工厂所制定的工艺流程也就有所不同,甚至同一个工厂在不同时期所制定的工艺流程也有可能不同。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
盘螺生产线简介日照钢铁盘螺生产线2009年10月目录第一章盘螺生产线工艺流程及工艺控制特点 (1)一、盘螺生产线简介 (1)二、生产工艺及产品结构 (1)三、主轧线工艺流程及先进技术 (2)1、生产线工艺流程: (2)2、采用先进技术 (2)第二章主轧线设备情况介绍 (3)一、主轧线机械设备 (3)1、加热炉区域设备 (3)2、轧钢区域设备 (5)3、精整区设备 (9)二、主轧线液压润滑设备 (10)1.加热液压站 (10)2.粗中轧液压站 (10)3.预精轧保护罩液压站 (10)4.精轧保护罩液压站 (11)5.集卷站液压系统 (11)6.卸卷站液压系统 (11)7.打包机液压系统 (11)8.工字轮液压站系统 (11)9、粗中轧稀油站: (11)10、预精轧轧稀油站: (11)11、精轧机稀油站: (12)12、油气润滑系统 (12)13、干油润滑系统 (12)14、压缩空气、氮气 (12)三、三电控制系统 (12)1、高/低压供电系统: (12)2、传动控制系统 (13)3、加热炉自动化系统 (14)4、主轧线自动化系统 (14)5、精整区域自动化系统 (16)四、历次技改技措情况 (16)1、风冷辊道变频改造 (16)2、精轧机前水冷装置 (17)3、公辅供电系统改造 (17)4、辅控PLC网络改造 (17)5、增加了飞剪专用变压器 (17)6、风机改造 (17)7、板框压滤机 (18)8、化学除油器技改项目 (18)第三章公辅设施及生产准备介绍 (18)一、公辅环保及消防系统 (18)1、净环水系统 (18)2 、浊环水系统 (19)3、污泥处理系统 (20)4、消防系统 (20)5、给排水管道 (20)二、行车 (20)三、生产准备 (21)附件一:相关设备参数 (22)第一章盘螺生产线工艺流程及工艺控制特点一、盘螺生产线简介盘螺生产线由唐山钢铁设计院设计,中冶集团北京冶金设备院设计并制造主轧线设备,预精轧、精轧区设备由哈尔滨飞机工业公司制造。
由中国第二十二冶金建设公司负责生产线及相关设施的土建施工和设备安装,北京科大赛能杰高新技术有限公司负责加热炉设计安装调试,北京景新电气技术开发有限公司负责电控制系统总承包,该项目于2007年1月正式开始设计并签订主体设备的制造合同,设备总重2520.7吨,总装机容量34500KW主厂房建筑面积25232m2(长415m*60.8m)。
2007年5月26日第一卷钢成功下线。
二、生产工艺及产品结构采用了国际先进设备和先进的生产工艺:加热炉为步进梁式,采用高效、节能、环保的双蓄热式高风温燃烧技术,使用低热值高炉煤气做燃料,可大幅度降低燃料消耗,具有加热速度快,加热质量好等特点。
全线共有28架轧机,其中H、V短应力线轧机14架、悬臂式预精轧机4架、精轧“5+5”机组为美国摩根第五代轧机,机组呈45°V型布置,可实现小延伸精密轧制,最大轧制速度120m/s,保证轧制速度90m/s。
配有6个活套, 4台飞剪和2台在线自动测径仪,产品尺寸公差可达±0. 1mm,产品精度处于国际先进水平。
配置了世界上第一套立式密集紧凑卷取大盘卷生产线,最大卷取速度40m/s,保证卷取速度35m/s,由德国SMS MEER公司提供技术和机械设备,瑞士ABB公司提供电控系统。
采用控制轧制和控制冷却新工艺,设有五套控冷水箱, 斯太尔摩散卷冷却线长92m,带有14 台大风量风机和可开闭的绝热保温罩,既可以实现标准型冷却,进行低温轧制,实现索氏体处理,又能够实现延迟型冷却,从金相组织到冶金性能,均可以获得用户满意的产品。
轧线主传动采用全数字控制的直流电机,自动化采用ABB 的AC450 PLC控制系统,精轧机传动系统采用ABB的 LCI,可实现全线自动化操作。
吐丝机具有头部定位功能,可以对线材头部落在风冷辊道上的位置目精确定位,避免头部挂钢现象,提高了卷型质量。
打捆机从瑞典森德斯公司引进,能实现全自动打捆。
工字轮卷取机从德国西马克公司引进,可用于卷取Φ16mm~Φ32mm 大规格盘卷。
轧线具有国内一流世界领先的工艺质量控制技术、自动化技术、全液压控制技术和伺服控制系统。
实际生产能力75万吨。
所用原料为连铸坯,全部由日钢炼钢厂供给,钢坯规格尺寸:160×160×12000mm,净重2334kg,坯料长度12000mm。
自投产以来,产量持续增高,2007年6~12月份产量30.7万吨,2008年产量67.8万吨,2009年1~9月份产量55万吨。
各项经济技术指标均达到了国内一流水平。
2009年通过对预水冷箱、风冷辊道和集卷站进行技术改造,产品力学性能、表面质量及卷取外观质量等各方面达到并超过宝钢线材厂、马钢高速线材厂、石横高速线材厂的产品质量水平。
2009年3月我厂生产的HPB235盘圆产品和HRB400盘螺产品通过上海证券交易所的认证,成功进入上海证券交易所电子交割系统。
主要产品规格为:圆钢:Φ5.5-Φ16mm 光面线材螺纹钢:Φ8.0-Φ32mm 螺纹钢筋生产钢种为:普通碳素结构钢、优质碳素结构钢、弹簧钢、焊条钢、冷镦钢、合金结构钢等。
产品均以盘卷状态交货。
三、主轧线工艺流程及先进技术1、生产线工艺流程:1)高速线材工艺流程:2)VCC线工艺流程2、采用先进技术1)采用侧进侧出可热装和冷装料的双蓄热式步进梁式加热炉,提高了废气余热回收率,节省了能源消耗;采用热装工艺,有效的利用了钢坯余热,减少了煤气消耗。
2)轧机类型与棒材线相同,轧机强度高,电机功率大,粗轧机组电机功率均为618KW单边最大轧制压力2000KN,单边最大轧制力矩120KN·m,轧制能力是国内同类型轧线的两倍,适合高速、低温轧制,能够满足各种钢种的控制轧制要求。
3)粗中轧机组减速机全部采用国内知名的南高齿等专业减速机制造公司的产品。
从而满足轧制不同产品的设备要求。
4)精轧机组采用顶角45°摩根第五代轧机,主电机为5500KW交流变频电机,传动系统采用ABB的 LCI,从而实现高效、稳定的轧制。
5)全线轧机采用平立交替布置,无扭轧制,粗轧和中轧采用微张力轧制,部分预精轧轧和精轧机组采用活套无张力轧制,可保证产品的高精度。
6)精轧前后水冷线加长,精轧前1个水箱,水压0.6Mpa,精轧后4个水箱;,冷却能力比普通水箱高20%~30%,可保证在高速轧制的情况下,温度符合工艺要求,轧线的控制轧制和控制冷却能力突出,产品力学性能稳定。
7)风冷线采取11段变频调速,通过对不同风机工艺的分段调整,减少了辊道边部与中间冷却梯度,有效地减小盘条同圈与同卷强度标准偏差,保证同圈强度标准差小于15MPa,达到了国际先进水平。
8)轧线主传动采用全数字控制的直流电机,操作调整方便精确可靠。
自动化控制系统为二级计算机控制,全部采用西门子、ABB等国际顶尖专业的电气设备供应商的技术和装置。
9)打捆机引进国际顶尖制造厂家(瑞典森德斯公司)的全自动打包设备。
从进料到打包完成仅需要30秒即可全部完成。
10)引进了先进的VCC卷曲生产线,可卷取φ18—φ32的螺纹钢,使传统的以定尺成捆交货发展为盘卷交货,扩展了产品范围及市场。
第二章主轧线设备情况介绍一、主轧线机械设备1、加热炉区域设备盘螺生产线配备一座空煤气双蓄热步进梁式加热炉,主要工艺流程包括:上料、辊道输送、测温、装炉、加热、出炉等,为轧线轧制输送合格热坯。
该加热炉采用国际上的先进技术,符合高产、优质、低耗、节能、无公害以及生产操作自动化的工艺要求。
炉子及其主要附属机械设备、液压、电控、仪控系统、燃烧系统的设计指标达到了国际先进水平,其主要优点有:1)采用蓄热式燃烧技术,加热炉采用低热值的纯高炉煤气作为燃料。
具有提高产量、改善加热质量、节约能源、降低成本和减少环境污染等诸多众所周知的优点。
2) 采用蓄热式高温燃烧技术,蜂窝蓄热体将空煤气预热到1000℃左右。
蓄热式烧咀供热系统采用三段供热,三段炉温制度。
上下加热可手动调节,对侧换向。
每个供热段均设有上下加热,即均热段上下加热、第一加热段上下加热、第二加热段上下加热。
3) 采用全功能隔断型二位三通换向阀分段集中换向,换向周期0.5-1分钟。
换向阀动作时间小于1秒。
炉压波动小。
4) 采用炉内悬臂辊道侧进侧出的上下加热步进梁式加热炉(冷装),以减少散热损失、改善操作环境和实现紧凑布置。
以提高钢坯加热温度均匀性和表面质量。
5) 采用双层框架斜坡双滚轮式步进机械,全液压驱动。
设有可靠的防跑偏装置。
实现易于安装调试、运行可靠和跑偏量极小的目的。
6) 采用对齐推钢机行程设定,可改变入炉钢坯坯距。
采用步进梁前极限定位,以确保钢坯准确送至出料辊道上。
7) 换向阀换向可采用定时换向、定温换向,烘炉时以定温换向为主,正常生产时以定时顺序换向为主。
换向采用PLC 程序控制,换向阀的换向时间可人工设定(30~60秒),换向阀换向的时序间隔为3(可设定)秒,当蓄热室的排烟温度过高时设有超温报警,控制系统可自动进行强制换向,能够保护换向阀和排烟机。
8) 采用交错步进梁布置技术,即将步进梁在加热段进入均热段时沿炉宽方向偏离一段距离,从而使钢坯由加热段进入均热段后与支撑梁的接触点位置改变。
保证钢坯在出炉时不会产生 “黑印”,出炉时温差在15℃以内。
加热炉主要工艺参数:空煤气蓄热温度≥1000℃、废气排放温度≤150℃;出炉钢坯温度范围:950℃~1250℃、钢坯出炉温度与目标温度偏差≤10℃;钢坯长度方向温差≤20℃。
能够满足普通碳素结构钢、优质碳素结构钢、弹簧钢、焊条钢、冷镦钢、合金结构钢的轧制要求。
1.1、 加热炉及附属设备主要由上料台架、钢坯输送辊道、悬臂辊道、推钢机、加热炉体、炉底机械、出钢机、燃烧系统、出炉辊道等设备组成。
主要设备及型号数量见附件。
1.2、加热炉设计能力:2、轧钢区域设备2.1、轧机盘螺生产线选用28架轧机。
1#~14#为无牌坊、高刚度短应力线轧机。
15#~18#是摩根型∅285悬臂式轧机,19#~28#精轧机为摩根第五代轧机,采用45°顶交布置。
1)粗轧机组6架,1-3架轧机规格为Φ620mm,辊身长度800mm;4-6架,轧机规格为Φ500mm,辊身长度800mm。
2)中轧机组6架,轧机规格为Φ420,辊身长度700mm。
3)预精轧机组6架,轧机为Φ320×2+Φ285×4。
4)精轧机组10架,由5架∅230轧机和5架∅170轧机组成。
前18架轧机均直流电机单独传动。
轧辊多孔槽,上下辊由液压马达经压下系统对称调整辊缝,有轴向调整系统,机架用弹簧压紧,液压松开,轧辊和导卫调整均在轧辊间内预完成。
精轧机由一台功率为5500KW交流变频电机驱动,传动系统采用ABB的 LCI,从而实现高效、稳定的轧制。