fanuc法兰克加工中心报警总结集合
FANUC常见报警的解释
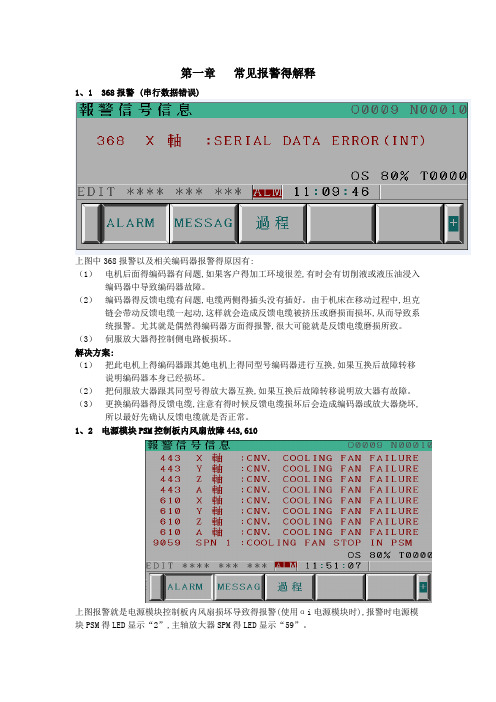
第一章常见报警得解释1、1 368报警 (串行数据错误)上图中368报警以及相关编码器报警得原因有:(1)电机后面得编码器有问题,如果客户得加工环境很差,有时会有切削液或液压油浸入编码器中导致编码器故障。
(2)编码器得反馈电缆有问题,电缆两侧得插头没有插好。
由于机床在移动过程中,坦克链会带动反馈电缆一起动,这样就会造成反馈电缆被挤压或磨损而损坏,从而导致系统报警。
尤其就是偶然得编码器方面得报警,很大可能就是反馈电缆磨损所致。
(3)伺服放大器得控制侧电路板损坏。
解决方案:(1)把此电机上得编码器跟其她电机上得同型号编码器进行互换,如果互换后故障转移说明编码器本身已经损坏。
(2)把伺服放大器跟其同型号得放大器互换,如果互换后故障转移说明放大器有故障。
(3)更换编码器得反馈电缆,注意有得时候反馈电缆损坏后会造成编码器或放大器烧坏,所以最好先确认反馈电缆就是否正常。
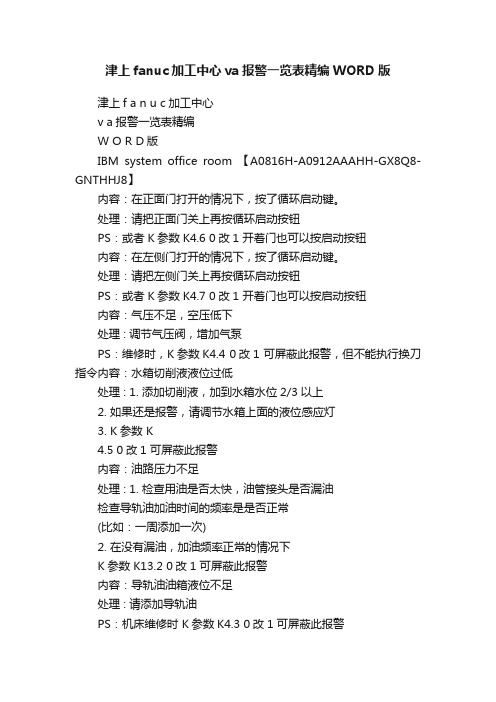
1、2 电源模块PSM控制板内风扇故障443,610上图报警就是电源模块控制板内风扇损坏导致得报警(使用αi电源模块时),报警时电源模块PSM得LED显示“2”,主轴放大器SPM得LED显示“59”。
拆下电源模块控制板后,风扇位置如下图所示:1、3 主轴放大器SPM内冷风扇故障此故障没有画面报警信息,但就是有上图得“FAN”在闪烁,此现象表明主轴放大器SPM得内冷风扇出现了故障。
1、4 伺服放大器SVM内冷风扇报警 608,444上图中得报警表示伺服放大器SVM得内冷风扇出现了故障(Z轴与A轴同时出现报警就是因为Z轴与A轴就是同一个放大器控制得)。
上图中得报警出现时对应得伺服放大器上得LED 显示“1”。
1、5 主轴放大器与伺服放大器得内冷风扇位置上图中:(1)主轴放大器内冷风扇得安装位置(2)伺服放大器内冷风扇得安装位置(3)主轴放大器得型号A06B-6111-H XXX#H550(后面带#H***得都就是主轴放大器) (4)伺服放大器得型号A06-6114-HXXX注:(1)不同型号得主轴放大器与伺服放大器对应得风扇得型号也不一样,请参考附录。
津上fanuc加工中心va报警一览表精编WORD版
津上fanuc加工中心va报警一览表精编WORD版津上f a n u c加工中心v a报警一览表精编W O R D版IBM system office room 【A0816H-A0912AAAHH-GX8Q8-GNTHHJ8】内容:在正面门打开的情况下,按了循环启动键。
处理:请把正面门关上再按循环启动按钮PS:或者K参数K4.6 0改1 开着门也可以按启动按钮内容:在左侧门打开的情况下,按了循环启动键。
处理:请把左侧门关上再按循环启动按钮PS:或者K参数K4.7 0改1 开着门也可以按启动按钮内容:气压不足,空压低下处理 : 调节气压阀,增加气泵PS:维修时,K参数K4.4 0改1 可屏蔽此报警,但不能执行换刀指令内容:水箱切削液液位过低处理 : 1. 添加切削液,加到水箱水位2/3以上2. 如果还是报警,请调节水箱上面的液位感应灯3. K参数 K4.5 0改1 可屏蔽此报警内容:油路压力不足处理 : 1. 检查用油是否太快,油管接头是否漏油检查导轨油加油时间的频率是是否正常(比如:一周添加一次)2. 在没有漏油,加油频率正常的情况下K参数 K13.2 0改1 可屏蔽此报警内容:导轨油油箱液位不足处理 : 请添加导轨油PS:机床维修时 K参数K4.3 0改1 可屏蔽此报警注意:正常加工时严禁屏蔽此参数,长时间屏蔽后会造成丝杆,轴承,线轨磨损加快很多。
PS:一般不会出现这个报警。
PS:出现这个报警,一般是水泵的热敏开关损坏,可对调开关做测试PS:机床电柜右下角有两个电池盒,一个是脉冲编码器电池,一个是NC装置电池更换电池请把机床各轴回原点后再进行更换,防止机械原点丢失。
PS:出现M编码循环超时报警,它的意思是执行了这个指令,机床没有动作1.G01 倍率开关在0的位置的时候,有些时候会出现这个报警。
2.一个程序段不能出现3个以上的M指令内容:刀库位置异常W轴机械坐标位置不对0° 18° 36° 54° 72° 90° 108° 126° 144° 162° 198° 216° 234° 252° 180° 270° 288° 306° 324° 342°PS:刀库轴W轴位置只会在这20个位置上才算是正常的处理:手动旋转刀库,手动正转几下,手动反转几下,或者按刀库回零都可以PS:如果刀库旋转按了没有反应,可以先把急停拍了,再按准备按钮,再旋转刀库试试PS : w轴坐标与以上坐标相差2°以上的时候,如果手动旋转刀库没反应,可以修改K参数K40.1 0改1 按手轮*100,再按四轴,再看W轴机械坐标,手轮摇到上记20个坐标都可以消除2022报警。
fanuc法兰克系统报警号说明
21.031号报警报警信息: "Illegal P command in G10",G10指令中非法P命令。
报警说明: 在用G10设定补偿数值中,跟随地址的P补偿号不超出或者没有指定。
修改程序。
22.032号报警报警信息: "Illegal offset value in G10",G10指令中非法补偿值。
报警说明:在用G10设定补偿数值中或者用系统变量写入一个补偿数值时,补偿数值超出。
23.033号报警报警信息: "No solution at CRC",在CRC上不能计算。
报警说明: 刀尖半径补偿后交点计算不出来。
修改程序。
24.034号报警报警信息: "No circ allowed in ST-UP/EXT BLK",在启动、取消块中不允许循环。
报警说明:在G02和G03方式下,正在启动或者取消刀尖半径补偿。
修改程序。
25.035号报警报警信息: "Can not commanded G31",不能使用指令G31。
报警说明: 在刀具刀尖报警补偿方式指定了跳跃切削(G31)。
26.037号报警报警信息: "Can not change plane in NRC",在NRC方式时,不能变换平面。
报警说明: 在刀尖半径补偿中,切换了补偿平面。
27.038号报警报警信息: "Interference in circular",圆弧干涉。
报警说明: 因为圆弧起点或者终点与中心重合,导致刀具半径补偿时过切削。
28.039号报警报警信息: "CHF/CNR not allowed in NRC",在NCR方式不允许CHF/CNR。
报警说明: 在刀具刀尖半径补偿中,启动、删除和G41/G42更换时,使用了倒角或者拐角指令。
在倒角或者拐角可能引起过切削。
FANUC报警总表

A 报警列表A.1 报警列表(CNC) (381)(1) 与程序操作相关的报警(PS报警) (381)(2) 与后台编辑相关的报警(BG报警) (381)(3) 与通讯相关的报警(SR报警) (381)(4) 参数写入状态下的报警(SW报警) (401)(5) 伺服报警(SV报警) (401)(6) 与超程相关的报警(OT报警) (405)(7) 与存储器文件相关的报警(IO报警) (405)(8) 请求切断电源的报警(PW报警) (406)(9) 与主轴相关的报警(SP报警) (406)(10) 过热报警(OH报警) (408)(11) 其他报警(DS报警) (408)(12) 与误动作防止功能相关的报警(IE报警) (410)A.2 报警列表(PMC) (411)A.2.1 显示在PMC报警画面的信息 (411)A.2.2 PMC系统报警信息 (414)A.2.3 操作错误 (415)A.2.4 I/O通信错误 (423)A.3 报警列表(串行主轴) (426)A.4 错误代码列表(串行主轴) (431)A.1 报警列表(CNC)(1) 与程序操作相关的报警(PS报警)(2) 与后台编辑相关的报警(BG报警)(3) 与通讯相关的报警(SR报警)这些报警种类的报警号为公用的编号。
根据报警的状态,以PS“报警号”例)PS0003BG“报警号”例)BG0085SR“报警号”例)SR0001的方式予以显示。
报警号信息内容0001 TH错误输入设备的读入过程中检测出了TH错误。
引起TH错误的读入代码和是从程序段数起的第几个字符,可通过诊断画面进行确认。
0002 TV校验错误在单程序段的TV检测中检测出了错误。
通过将参数TVC(No.0000#0)设定为0可以使系统不进行TV检测。
0003 数位太多指定了比NC指令的字更多的允许位数。
此允许位数根据功能和地址而有所不同。
0004 未找到地址 NC语句的地址+数值不属于字格式。
FANUC系统常见报警中文对照及解决方法
FANUC系统常见报警中文对照及解决方法1005X AXIS INTERLOCK ,INHIBIT MACHINE MOVING产生状态及原因X轴闭锁.禁止移动(没在交换台过程中,没在修调方式,台板1或2在伸出位X轴锁住,不能移动设D493=1进入修调方式.检查继电器,电磁阀,开关及线路1006Y AXIS INTERLOCK ,INHIBIT MACHINE MOVING产生状态及原因机械手臂在主轴側Y轴锁住,不能移动.设D499=1进入修调方式.检查继电器,电磁阀,开关及线路1007Z AXIS INTERLOCK ,INHIBIT MACHINE MOVING产生状态及原因机械手臂在主轴側ZY轴锁住,不能移动.设D499=1进入修调方式.检查继电器,电磁阀,开关及线路1010SPINDLE TOOL NOT CLAMP产生状态及原因主轴刀具未夹紧。
主轴不能旋转。
检查主轴刀具夹紧开关,确认动作正常后,同时按下键和键,清除报警。
1011SPINDLE TOOL NOT UNCLAMP产生状态及原因主轴刀具未松开。
主轴不能旋转。
检查主轴刀具松开开关,确认动作正常后,同时按下键和键,清除报警。
1012SPINDLE ORIENTAL NOT COMPLETE产生状态及原因主轴定向未完成(F45.7没输出)。
不能进行刀具交换。
检查主轴定向开关是否工作正常。
1013M FUNCTION DID NOT COMPLETE产生状态及原因在执行M功能时,可能是某个M代码未执行完.程序加工不能正常进行.检查是哪一个M功能未执行。
1014SPINDLE IS NOT AT GEAR POSITION产生状态及原因主轴不在档位。
主轴不能正常旋转,与主轴相关的动作不能执行。
检查主轴高、低档开关及电磁阀。
同时按下键和键,清除报警。
1015SPINDLE CHANGE ERRORFORM HIGH GEAR TO LOW GEAR产生状态及原因主轴由高档变低档错误。
发那克(FANUC)故障与维修经验总结
发那克(FANUC)故障与维修经验总结发那克(FANUC)故障与维修经验总结cnc,电脑锣数控机床的故障分析:数控机床的应用越来越广泛,其加工柔性好,精度高,生产效率高,具有很多的优点。
但由于技术越来越先进、复杂,对维修人员的素质要求很高,要求他们具有较深的专业知识和丰富的维修经验,在数控机床出现故障才能及时排除。
我公司有几十台数控设备,数控系统有多种类型,几年来这些设备出现一些故障,通过对这些故障的分析和处理,我们取得了一定的经验。
下面结合一些典型的实例,对数控机床的故障进行系统分析,以供参考。
一、NC系统故障1.硬件故障有时由于NC系统出现硬件的损坏,使机床停机。
对于这类故障的诊断,首先必须了解该数控系统的工作原理及各线路板的功能,然后根据故障现象进行分析,在有条件的情况下利用交换法准确定位故障点。
例一、一台采用德国西门子SINUMERIK SYSTEM3的数控机床,其PLC采用S5─130W/B,一次发生故障,通过NC 系统PC功能输入的R参数,在加工中不起作用,不能更改加工程序中R参数的数值。
通过对NC系统工作原理及故障现象的分析,我们认为PLC的主板有问题,与另一台机床的主板对换后,进一步确定为PLC主板的问题。
经专业厂家维修,故障被排除。
例二、另一台机床也是采用SINUMERIK SYSTEM3数控系统,其加工程序程序号输入不进去,自动加工无法进行。
经确认为NC系统存储器板出现问题,维修后,故障消除。
例三、一台采用德国HEIDENHAIN公司TNC155的数控铣床,一次发生故障,工作时系统经常死机,停电时经常丢失机床参数和程序。
经检查发现NC系统主板弯曲变形,经校直固定后,系统恢复正常,再也没有出现类似故障。
2.软故障数控机床有些故障是由于NC系统机床参数引起的,有时因设置不当,有时因意外使参数发生变化或混乱,这类故障只要调整好参数,就会自然消失。
还有些故障由于偶然原因使NC系统处于死循环状态,这类故障有时必须采取强行启动的方法恢复系统的使用。
FANUC系统常见报警中文对照及解决方法之欧阳治创编
FANUC系统常见报警中文对照及解决方法1005X AXIS INTERLOCK ,INHIBIT MACHINE MOVING产生状态及原因X轴闭锁.禁止移动(没在交换台过程中,没在修调方式,台板1或2在伸出位X轴锁住,不能移动设D493=1进入修调方式.检查继电器,电磁阀,开关及线路1006Y AXIS INTERLOCK ,INHIBIT MACHINE MOVING产生状态及原因机械手臂在主轴側Y轴锁住,不能移动.设D499=1进入修调方式.检查继电器,电磁阀,开关及线路1007Z AXIS INTERLOCK ,INHIBIT MACHINE MOVING产生状态及原因机械手臂在主轴側ZY轴锁住,不能移动.设D499=1进入修调方式.检查继电器,电磁阀,开关及线路1010SPINDLE TOOL NOT CLAMP产生状态及原因主轴刀具未夹紧。
主轴不能旋转。
检查主轴刀具夹紧开关,确认动作正常后,同时按下键和键,清除报警。
1011SPINDLE TOOL NOT UNCLAMP产生状态及原因主轴刀具未松开。
主轴不能旋转。
检查主轴刀具松开开关,确认动作正常后,同时按下键和键,清除报警。
1012SPINDLE ORIENTAL NOT COMPLETE产生状态及原因主轴定向未完成(F45.7没输出)。
不能进行刀具交换。
检查主轴定向开关是否工作正常。
1013M FUNCTION DID NOT COMPLETE产生状态及原因在执行M功能时,可能是某个M代码未执行完.程序加工不能正常进行.检查是哪一个M 功能未执行。
1014SPINDLE IS NOT AT GEAR POSITION产生状态及原因主轴不在档位。
主轴不能正常旋转,与主轴相关的动作不能执行。
检查主轴高、低档开关及电磁阀。
同时按下键和键,清除报警。
1015SPINDLE CHANGE ERRORFORM HIGH GEAR TO LOW GEAR产生状态及原因主轴由高档变低档错误。
法兰克加工中心报警调试文件整理
FANUC 调试说明1、注意事项:1)调试传入参数及PMC时应区分清楚调试卡是否与系统类别(OI-MATE-MC/OI-MC)一致。
2)传入参数后应及时确认清楚机床型号、伺服、主轴电机型号是否与传入的参数相符,如果不符应及时修改部分参数。
3)目前调试卡分为)OI MATE MC和OI MC两个卡。
4)主电机代码:a12/7000i :314,β3/10000i :332,β6/10000i :333,β8/8000i :334,β12/7000i:335注:无刀库时将K5.1,K5.3设置为1,K5.5设置为0。
2、不同机型的螺距等相关参数修改步骤a)分别依次按一下键进入伺服设定画面:SYSTEM/>/SV-PRM/操作/ > /切换b)在伺服设定画面分别按下表修改X、Y、Z轴参数:注意:1)如果电机旋转方向与实际移动方向相反时修改DIRECTION SET(#2022)为111或-1112)如果电机型号不是标配或传入电机参数错误时,查阅《FANUC简明调试手册一》相关部分确认匹配的电机型号代码。
并将INITIAL SETBITS设为:0,在MOTOR ID NO.下输入正确的电机代码,断电后再开机系统会自动生成电机参数。
(β12/2000is无法自动生成)但是应该注意自动生成的参数可能部分功能参数没有,需另外核对以下参数:注意以下参数三轴设定值必需相同FANUC调试卡说明4、主轴参数自动设定:1)在4133#参数中输入度应电机型号代码。
2)将4019#7设为1,断强电后在上电系统自动加载相关参数。
3)将4001#0,4002#=1,否则主轴无法定位。
4)设定相关电机速度参数(3736,3741,应和4020电机最高转速相同,否则指令转速和实际转速不符)。
5)5280 /5000,4065-4068改为5000注意:如需要屏闭主轴时将3071#1=15、K参数列表斗笠刀库无刀库:K0.0=1 不检测刀库退出信号(刀盘右移后主轴可以定位)(出厂设为0)K0.6=1 在回零方式下X1,X10,按下程序启动和程序暂停键,刀库可以左右移动(出厂设为0)K1.6=0 主轴正反转键只能在手动方式下生效(出厂设为0)K5.0=1 手动换F2刀键无效(出厂设为0)K5.1=0 带刀库K5.3=1 不检测第二软限位(无刀库设1,带刀库设0)K5.4=1 润滑泵不带定时器,手手动润滑键无效K5.5=1 刀库不在左位,程序可以启动(无刀库设0,带刀库设1)K5.6=1 在非换刀情况下,刀库离开左侧,机床不急停(出厂设1)K5.7=0 带油冷(出厂设0)(出厂设1)K6.0=0 16位斗笠刀库K6.1=1 540 10位刀库(16或20位刀库是K6.1=0)K6.1=1 20位斗笠刀库K7.0=1 机床不检测回零(出厂设0)K7.1=1 X轴负向回零(负向回零时需将1006#5=1)K7.6=1 面板排屑按键(CHIP CW)有效K7.7=1 面板按键(HUFF)吹气有效K9.0=1 面板快进倍率25%和50%互换以下K参数只适用于OI-MCK10.1=1 第四轴未加紧,程序可以启动。
FANUC-常见报警及处理

FANUC-0ib 常见报警及处理方法( 16 FANUC-0ib 常见报警及处理方法典型的故障进行故障分析和恢复方法的介绍:1.P/S00#报警2.P/S100#报警3.P/S101#报警4.P/S85~87串行接口故障5.90#报警(回零动作异常)6.3n0(n轴需要执行回零)7.3n1~3n6(绝对编码器故障)8.3n7~3n8(绝对脉冲编码器电池电压低)9.SV400#,SV402#(过载报警)10.SV401,SV403(伺服准备完成信号断开报警)11.SV4n0:停止时位置偏差过大12.SV4n1(运动中误差过大)13.SV4n4#(数字伺服报警)14.SV4n6报警:反馈断线报警15.ALM910/911 RAM奇偶校验报警16.手动及自动均不能运行17.不能JOG操作运行18.不能自动运行各种报警的原因及处理:P/S00#报警故障原因:设定了重要参数,如:伺服参数,系统进入保护状态,需要系统重新起动,装载新参数。
恢复办法:在确认修改内容后,切断电源,再重新起动即可P/S100#报警故障原因:修改系统参数时,将写保护设置PWE=1后,系统发出该报警。
恢复方法:①发出该报警后,可照常调用参数页面修改参数。
②修改参数进行确认后,将写保护设置PWE=0③按RESET键将报警复位,如果修改了重要的参数,需重新起动系统P/S101#报警故障原因:存储器内程序存储错误,在程序编辑过程中,对存储器进行存储操作时电源断开,系统无法调用存储内容。
恢复方法:①在MDI方式,将写保护设置为PWE=1②系统断电,按着(DELETE)键,给系统通电。
③将写保护设置为PWE=0, 按RESET键将101#报警消除。
、P/S85~87串行接口故障故障原因:在对机床进行参数、程序的输入,往往用到串行通讯,利用RS232 接口将计算机或其它存储设备与机床联接起来。
当参数设定不正确,电缆或硬故障时会出现报警。
故障查找和恢复: 85#报警指的是:在从外部设备读入数据时,串行通讯数出现了溢出错误,被输入的数据不符或传送速度不匹配,检查与串行通讯相关的参数,如果检查参数没错误还出现该报警时 , 检查I/O设备是否损坏86#报警指的是:进行数据输入时I/O设备的动作准备信号(DR)关断。
FANUC系统常见报警中文对照及解决方法
FANUC系统罕见报警中文对照及处理方法之袁州冬雪创作1005X AXIS INTERLOCK ,INHIBIT MACHINE MOVING发生状态及原因X轴闭锁.制止移动(没在交换台过程中,没在修调方式,台板1或2在伸出位X轴锁住,不克不及移动设D493=1进入修调方式.检查继电器,电磁阀,开关及线路1006Y AXIS INTERLOCK ,INHIBIT MACHINE MOVING发生状态及原因机械手臂在主轴側Y轴锁住,不克不及移动.设D499=1进入修调方式.检查继电器,电磁阀,开关及线路1007Z AXIS INTERLOCK ,INHIBIT MACHINE MOVING发生状态及原因机械手臂在主轴側ZY轴锁住,不克不及移动.设D499=1进入修调方式.检查继电器,电磁阀,开关及线路1010SPINDLE TOOL NOT CLAMP发生状态及原因主轴刀具未夹紧.主轴不克不及旋转.检查主轴刀具夹紧开关,确认动作正常后,同时按下键和键,清除报警. 1011SPINDLE TOOL NOT UNCLAMP发生状态及原因主轴刀具未松开.主轴不克不及旋转.检查主轴刀具松开开关,确认动作正常后,同时按下键和键,清除报警. 1012SPINDLE ORIENTAL NOT COMPLETE发生状态及原因主轴定向未完成(F45.7没输出).不克不及停止刀具交换.检查主轴定向开关是否工作正常.1013M FUNCTION DID NOT COMPLETE发生状态及原因在执行M功能时,能够是某个M代码未执行完.程序加工不克不及正常停止.检查是哪个M功能未执行.1014SPINDLE IS NOT AT GEAR POSITION发生状态及原因主轴不在档位.主轴不克不及正常旋转,与主轴相关的动作不克不及执行.检查主轴高、低档开关及电磁阀.同时按下键和键,清除报警.1015SPINDLE CHANGE ERRORFORM HIGH GEAR TO LOW GEAR 发生状态及原因主轴由高档变低档错误.主轴不克不及正常旋转.查主轴低档开关及低档电磁阀.1016SPINDLE CHANGE ERRORFORM LOW GEAR TO HIGH GEAR 发生状态及原因主轴由低档变高档错误.主轴不克不及正常旋转.检查主轴高档开关及高档电磁阀.1017B AXIS CAN NOT UNCLAMP FOR PALLET UNCLAMP发生状态及原因交换台板没夹紧,B轴不克不及松开B轴不克不及移动检查交换工作台板松开及夹紧信号1020B AXIS INTERLOCK ,INHIBIT MACHINE MOVING发生状态及原因B轴闭锁.制止移动(没在交换台过程中,没在修调方式)B 轴锁住,不克不及移动.设D493=1进入修调方式.检查继电器,电磁阀,开关及线路1021 TOOL NO.DONT FOND发生状态及原因在数据表中未发现输入的刀号.循环停止.检查数据表及输入刀号(1-24)是否有错误.重新输入,同时按下键和键,清除报警.1022TOOL POT POSITION ERROR发生状态及原因刀库中刀套未停在正确的位置.主轴换刀及选刀.检查刀套计数开关,而且用修调方将刀套调整正确的位置上,刀库重新回零.1023TOOL MAG DON'T ROTATION发生状态及原因刀库没转.循环停止.检查刀库电机及刀库正、反转接触器是否吸合,及刀库计数开关.同时按下键和键,清除报警. 1024TOOL MAG RUNTNG DON'T STOP发生状态及原因刀库运转未停止.循环停止.检查数据表及刀库计数开关.同时按下键和键,清除报警.1030CHIP1 MOTOR BREAKER OFF发生状态及原因节制绞笼电机的空气开关未合或故障.绞笼电机不克不及转.检查或更换空气开关.1031CHIP2 MOTOR BREAKER OFF发生状态及原因节制排屑电机的空气开关未合或故障.排屑电机不克不及转.检查或更换空气开关.1032PALLET EXCHINGE DOOR MOTOR BREAKER OFF发生状态及原因换台门电机空气开关未和或故障.换台门电机不克不及工作检查或更换空气开关.1033EXTERNAL COOL MOTOR BREAKER OFF发生状态及原因节制外部冷却电机空气开关未和或故障.外冷电机不克不及工作检查或更换空气开关1034INTERNAL COOL MOTOR BREAKER OFF发生状态及原因节制内冷却电机空气开关未和或故障.内冷电机不克不及工作检查或更换空气开关.1035HYDRAULIC TANK MOTOR BREAKER OFF发生状态及原因液压电机空气开关未合或故障液压电机不克不及工作检查或更换空气开关.1042SPINDLE OIL TANK BREAKER OFF发生状态及原因主轴恒温油箱空气开关未合或故障.主轴不克不及正常工作.检查或更换空气开关.1043MAGAZING DID NOT EXCHANGE TOOL,IN ADJUST MODE发生状态及原因刀库在调整阶段,不克不及停止换刀.不克不及停止换刀将刀库手动调整好后,取消修调方式,再停止换刀.同时按下键和键,清除报警.1044LUB OIL MOTOR BREAKER OFF发生状态及原因润滑电机空气开关未合或故障润滑电机不克不及工作检查或更换空气开关.1046B AXIS NOT CLAMP发生状态及原因B轴没夹紧.循环启动中断.检查B轴夹紧开关,继电器,电磁阀.1047B AXIS NOT UNCLAMP发生状态及原因B轴没松开.循环启动中断.检查B轴松开开关,继电器,电磁阀.1050SP OIL TANK ALARM SW发生状态及原因主轴恒温油箱油位开关故障.主轴不克不及正常运行.循环中断.根据随机带的说明书检查主轴恒温油箱.同时按下键和键,清除报警.1051LUB OIL POSI LOW SW发生状态及原因导轨润滑油位开关动作.循环中断,处于进给坚持状态.检查润滑油位开关.同时按下键和键,清除报警.1052HYDRAULIC TANK FILTER ALARM SW发生状态及原因液压箱过滤器开关动作.循环中断.检查液压箱过滤器开关. 10600PERATION DOOR DID NOT CLOSE,DO NOT CYCLE START 发生状态及原因操纵门没关,不克不及循环启动循环中断检查门开关1064Z AXIS DID NOT RETURN 2nd REFE.POSITION DURING M06发生状态及原因在换刀期间,Z轴未回到第二参考点.不克不及停止刀具交换,M功能未完成.在换刀指令(M06)之前,执行G91 G30 Z0.1065Z AXIS DID NOT RETURN EXCHANGEPOSITION DURING M06发生状态及原因在换刀期间,Z轴未在换刀点.不克不及停止刀具交换,M 功能未完成.检查当前Z轴位置是否在换刀点.1067IN M06,SP ORIENT UNCOMPLETE发生状态及原因在换刀期间,主轴定向未完成.不克不及停止正常刀具交换.检查或更换主轴定向编码器.1072Y AXIS DID NOT RETURN EXCHANGEPOSITION DURING M06发生状态及原因在换刀期间,Y轴未在换刀点.不克不及停止刀具交换,M 功能未完成.检查当前Y轴位置是否在换刀点.1073Y AXIS DID NOT RETURN 2nd REFE.POSITION DURING M06发生状态及原因在换刀期间,Y轴未回到第二参考点.不克不及停止刀具交换,M功能未完成.在换刀指令(M06)之前,执行G91 G30 Y0.1075HYDRAULIC TANK OIL LEVEL ALARM发生状态及原因液压箱油位低循环中断检查液压箱油位或油位开关1076HYDRAULIC TANKOIL TEMPRATURE ALARM发生状态及原因液压箱油温高循环中断检查液压箱油位或油位开关1080EXTERNAL COOL WATER LEVEL ALARM发生状态及原因外冷水位低低循环中断检查外冷水箱水位及水位开关1081NTERNAL COOL WATER LEVEL ALARM发生状态及原因内冷水位低低循环中断检查内冷水箱水位及水位开关1082NTERNAL COOLCIRCLE MOTOR BREAKER OFF发生状态及原因节制内冷却电机空气开关未合或故障.内冷电机不克不及工作检查或更换空气开关.1090UNLOAD TOOL DID NOT COMPLETE发生状态及原因卸刀未完成不克不及选刀检查卸刀电磁阀,继电器,开关及线路.1091TOOL MAGAZING DOOR OPENDID NOT UNCOMPLETE发生状态及原因换刀门开门未完成不克不及换刀同时按和竣事换刀动作.设D499=1进入修调方式.检查继电器,电磁阀,开关及线路1092MAGAZING DOOR CLOSE DID NOT UNCOMPLETE发生状态及原因换刀门关门未完成换刀未完成同时按和竣事换刀动作.设D499=1进入修调方式.检查继电器,电磁阀,开关及线路1097X AXIS LUBRICATE OIL PRESSURE LACK发生状态及原因X轴润滑压力继电器循环中断,而且机床在进给坚持状态检查压力继电器同时按下键和键,清除报警.1100T CODE ERROR发生状态及原因T代码等于零或大于刀库容量40程序不克不及执行修改程序,按消除1104POT ORIENTATION EXTEND DID NOT COMPLETE发生状态及原因刀链定位伸出未完成换刀停止同时按和竣事换刀动作.设D499=1进入修调方式.检查继电器,电磁阀,开关及线路1105POT ORIENTATION RETRACT DID NOT COMPLETE发生状态及原因刀链定位缩回未完成刀库不克不及转同时按和竣事换刀动作.设D499=1进入修调方式.检查继电器,电磁阀,开关及线路1106GRIPPER LEFT MOVE DID NOT IN POSITION发生状态及原因机械手左移没到位换刀停止同时按和竣事换刀动作.设D499=1进入修调方式.检查继电器,电磁阀,开关及线路1107GRIPPER RIGHT MOVE DID NOT IN POSITION发生状态及原因机械手右移没到位换刀停止同时按和竣事换刀动作.设D499=1进入修调方式.检查继电器,电磁阀,开关及线路1110GRIPPER OUT TOOL DID NOT POSITION发生状态及原因平臂拔刀未到位中断换刀同时按和竣事换刀动作.设D499=1进入修调方式.检查继电器,电磁阀,开关及线路1111GRIPPER INSERT TOOL DID NOT COMPLETE发生状态及原因机械手臂插刀未完成中断运行同时按和竣事换刀动作.设D499=1进入修调方式.检查继电器,电磁阀,开关及线路1112GRIPPER MOVE TO SP SIDE DID NOT COMPLETE发生状态及原因机械手臂移到主轴侧未完成中断运行同时按和竣事换刀动作.设D499=1进入修调方式.检查继电器,电磁阀,开关及线路1113ARM MOVE TO WAIT A UNCOMPLETE发生状态及原因机械手臂移到等待位A未完成中断运行同时按和竣事换刀动作.设D499=1进入修调方式.检查继电器,电磁阀,开关及线路1114GRIPPER MOVE TO MAGZING DID NOT COMPLETE发生状态及原因机械手臂移到刀库侧未完成中断运行同时按和竣事换刀动作.设D499=1进入修调方式.检查继电器,电磁阀,开关及线路1115GRIPPER MOVE TO WAIT B DID NOT COMPLETE机械手臂移到等待位B未完成中断运行同时按和竣事换刀动作.设D499=1进入修调方式.检查继电器,电磁阀,开关及线路1116GRIPPER 180° POSITION ERROR发生状态及原因手臂交换180°错误中断运行同时按和竣事换刀动作.设D499=1进入修调方式.检查继电器,电磁阀,开关及线路1117GRIPPER 0° POSITION ERRO发生状态及原因手臂交换0°错误中断运行同时按和竣事换刀动作.设D499=1进入修调方式.检查继电器,电磁阀,开关及线路1130PALLET DID NOT UNCLAMP发生状态及原因交换台板未松开中断运行同时按和竣事换台动作.设D493=1进入修调方式.检查继电器,电磁阀,开关及线路1131PALLET DID NOT CLAMP交换台板未夹紧中断运行同时按和竣事换台动作.设D493=1进入修调方式.检查继电器,电磁阀,开关及线路1134PALLET DID NOT AT 0%%D POSITION发生状态及原因交换工作台0°位置错误中断运行同时按和竣事换台动作.设D493=1进入修调方式.检查继电器,电磁阀,开关及线路1135PALLET DID NOT AT 180%%D POSITION发生状态及原因交换工作180°位置错误中断运行同时按和竣事换台动作.设D493=1进入修调方式.检查继电器,电磁阀,开关及线路1136PALLET POSITION ERROR发生状态及原因开端交换工作台时,交换台未在原位中断运行同时按和竣事换台动作.设D493=1进入修调方式.检查继电器,电磁阀,开关及线路1140B AXIS DID NOT RETURN 2nd REFE.POSITION DURING M60发生状态及原因在M60时,B轴不在第二参考点中断运行同时按和竣事换台动作.在执行M60前,先输入 G91 G30 B01142B AXIS DID NOT RETURN EXCHANGEPOSITION DURING M60发生状态及原因在M60时,B 轴不在交换位置中断运行检查参数6933,6953同时按和竣事换台动作1145B AXIS DID NOT CLAMP DURING M60发生状态及原因在M60时,B轴未夹紧中断运行同时按和竣事换台动作检查B轴夹紧电磁阀,开关及线路1146B AXIS IS UNCLAMP DURING M60发生状态及原因在M60时,B 轴在松开位置中断运行同时按和竣事换台动作检查B轴松开电磁阀,开关及线路1147MACHINE STATUS IS IN ADJUST MODEDURING M60发生状态及原因在M60时,修调方式ON中断运行取消交换台修调方式1150?X AXIS DID NOT RETURN 2nd REFE.POSITION DURING M60发生状态及原因在M60时,X轴没在第二参考点中断运行同时按和竣事换台动作在执行M60前,先输入G91 G30 X01151X AXIS DID NOT RETURN EXCHANGEPOSITION DURING M60发生状态及原因在M60时X轴未返回换台位置中断运行同时按和竣事换台动作检查上下限参数及实际位置1152EXCHANGE PALLET DOOR DID NOT OPENDURING M60发生状态及原因在M60时,换台门未打开中断运行同时按和竣事换台动作设D493=1进入修调方式.检查电机,开关及线路1153PALLET UNLOAD DOOR DID NOT CLOSEDURING M60发生状态及原因在M60时,装卸门未关中断运行同时按和竣事换台动作关上装卸门1154EXCHANGE PALLET DOOR NOT OPEN发生状态及原因换台门未打开关不克不及交换工作台检查电机、开关及线路1155EXCHANGE PALLET DOOR NOT CLOSE发生状态及原因换台门未关中断运行检查电机、开关及线路1156NO.1 PALLET EXTEND IS NOT IN POSITION发生状态及原因1号台伸出不到位中断运行同时按和竣事换台动作.设D493=1进入修调方式.检查继电器,电磁阀,开关及线路1157NO.2 PALLET EXTEND IS NOT IN POSITION发生状态及原因2号台伸出不到位中断运行同时按和竣事换台动作.设D493=1进入修调方式.检查继电器,电磁阀,开关及线路1160NO.1 PALLET FAST EXTEND IS NOTIN POSITION发生状态及原因1号台疾速伸出不到位中断运行同时按和竣事换台动作.设D493=1进入修调方式.检查继电器,电磁阀,开关及线路1161NO.2 PALLET FAST EXTEND IS NOTIN POSITION发生状态及原因2号台疾速伸出不到位中断运行同时按和竣事换台动作.设D493=1进入修调方式.检查继电器,电磁阀,开关及线路1162NO.1 PALLET DRAWBACK IS NOTIN POSITION发生状态及原因1号台缩回不到位中断运行同时按和竣事换台动作.设D493=1进入修调方式.检查继电器,电磁阀,开关及线路1163NO.2 PALLET DRAWBACK IS NOTIN POSITION2号台缩回不到位中断运行同时按和竣事换台动作.设D493=1进入修调方式.检查继电器,电磁阀,开关及线路1164CHNO.1 PALLET FAST DRAWBACK IS NOTIN POSITION发生状态及原因1号台疾速缩回不到位中断运行同时按和竣事换台动作.设D493=1进入修调方式.检查继电器,电磁阀,开关及线1165CHNO.2 PALLET FAST DRAWBACK IS NOTIN POSITION发生状态及原因2号台疾速缩回不到位中断运行同时按和竣事换台动作.设D493=1进入修调方式.检查继电器,电磁阀,开关及线8.2 信息2000ALL AXIS NOT RETURN ZERO REFERENCE发生状态及原因提示所有数控轴没有返回参考点.不克不及循环启动.将各轴回参考点取消交换台修调方式.2001IN ADJUST NOT RETURN ZERO REFERENCE调整机床时没有返回参考点.也可以循环起动.将D498设为"1"调整机床用.2002CURENT MACHINE STATUS:PALLET ADJUST(D493=1)发生状态及原因交换工作台在修调方式提示交换工作台在修调方式将工作台位置调整好,将D493改为"0"2003D499=1 MAG IN ADJUST发生状态及原因刀库在修调方式.提示刀库在修调方式.将刀库位置调整好,将D499改为"0".2066UNLOAD DOOR OPEN发生状态及原因装卸台门打开,提示操纵者不克不及交换工作台关上装卸台门2094TOOL MAG SAFETY DOOR OPEN发生状态及原因刀库平安门打开提示操纵者不要转动刀库关上刀库门__。
法兰克加工中心报警调试文件整理
法兰克加工中心报警调试文件整理标准化管理部编码-[99968T-6889628-J68568-1689N]FANUC 调试说明1、注意事项:1)调试传入参数及PMC时应区分清楚调试卡是否与系统类别(OI-MATE-MC/OI-MC)一致。
2)传入参数后应及时确认清楚机床型号、伺服、主轴电机型号是否与传入的参数相符,如果不符应及时修改部分参数。
3)目前调试卡分为)OI MATE MC和OI MC两个卡。
4)主电机代码:a12/7000i :314,β3/10000i :332,β6/10000i :333,β8/8000i :334,β12/7000i:335注:无刀库时将K5.1,K5.3设置为1,K5.5设置为0。
2、不同机型的螺距等相关参数修改步骤a)分别依次按一下键进入伺服设定画面:SYSTEM/>/SV-PRM/操作/ > /切换为111或-1112)如果电机型号不是标配或传入电机参数错误时,查阅《FANUC简明调试手册一》相关部分确认匹配的电机型号代码。
并将INITIAL SET BITS设为:0,在MOTOR ID NO.下输入正确的电机代码,断电后再开机系统会自动生成电机参数。
(β12/2000is无法自动生成)但是应该注意自动生成的参数可能部分功能参数没有,需另外核对以下参数:注意以下参数三轴FANUC调试卡说明1)在4133#参数中输入度应电机型号代码。
2)将4019#7设为1,断强电后在上电系统自动加载相关参数。
3)将4001#0,4002#=1,否则主轴无法定位。
4)设定相关电机速度参数(3736,3741,应和4020电机最高转速相同,否则指令转速和实际转速不符)。
5)5280 /5000,4065-4068改为5000注意:如需要屏闭主轴时将3071#1=15、K参数列表斗笠刀库无刀库:K0.0=1 不检测刀库退出信号(刀盘右移后主轴可以定位)(出厂设为0)K0.6=1 在回零方式下X1,X10,按下程序启动和程序暂停键,刀库可以左右移动(出厂设为0)K1.6=0 主轴正反转键只能在手动方式下生效(出厂设为0)K5.0=1 手动换F2刀键无效(出厂设为0)K5.1=0 带刀库K5.3=1 不检测第二软限位(无刀库设1,带刀库设0)K5.4=1 润滑泵不带定时器,手手动润滑键无效K5.5=1 刀库不在左位,程序可以启动(无刀库设0,带刀库设1)K5.6=1 在非换刀情况下,刀库离开左侧,机床不急停(出厂设1)K5.7=0 带油冷(出厂设0)(出厂设1)K6.0=0 16位斗笠刀库K6.1=1 540 10位刀库(16或20位刀库是K6.1=0)K6.1=1 20位斗笠刀库K7.0=1 机床不检测回零(出厂设0)K7.1=1 X轴负向回零(负向回零时需将1006#5=1)K7.6=1 面板排屑按键(CHIP CW)有效K7.7=1 面板按键(HUFF)吹气有效K9.0=1 面板快进倍率25%和50%互换以下K参数只适用于OI-MCK10.1=1 第四轴未加紧,程序可以启动。
FANUC系统常见报警中文对照及解决方法之欧阳地创编

FANUC系统常见报警中文对照及解决方法1005X AXIS INTERLOCK ,INHIBIT MACHINE MOVING产生状态及原因X轴闭锁.禁止移动(没在交换台过程中,没在修调方式,台板1或2在伸出位X轴锁住,不能移动设D493=1进入修调方式.检查继电器,电磁阀,开关及线路1006Y AXIS INTERLOCK ,INHIBIT MACHINE MOVING产生状态及原因机械手臂在主轴側Y轴锁住,不能移动.设D499=1进入修调方式.检查继电器,电磁阀,开关及线路1007Z AXIS INTERLOCK ,INHIBIT MACHINE MOVING产生状态及原因机械手臂在主轴側ZY轴锁住,不能移动.设D499=1进入修调方式.检查继电器,电磁阀,开关及线路1010SPINDLE TOOL NOT CLAMP产生状态及原因主轴刀具未夹紧。
主轴不能旋转。
检查主轴刀具夹紧开关,确认动作正常后,同时按下键和键,清除报警。
1011SPINDLE TOOL NOT UNCLAMP产生状态及原因主轴刀具未松开。
主轴不能旋转。
检查主轴刀具松开开关,确认动作正常后,同时按下键和键,清除报警。
1012SPINDLE ORIENTAL NOT COMPLETE产生状态及原因主轴定向未完成(F45.7没输出)。
不能进行刀具交换。
检查主轴定向开关是否工作正常。
1013M FUNCTION DID NOT COMPLETE产生状态及原因在执行M功能时,可能是某个M代码未执行完.程序加工不能正常进行.检查是哪一个M功能未执行。
1014SPINDLE IS NOT AT GEAR POSITION产生状态及原因主轴不在档位。
主轴不能正常旋转,与主轴相关的动作不能执行。
检查主轴高、低档开关及电磁阀。
同时按下键和键,清除报警。
1015SPINDLE CHANGE ERRORFORM HIGH GEAR TO LOW GEAR产生状态及原因主轴由高档变低档错误。
发那科数控机床系统报警故障处理方法

发那科数控机床系统报警故障处理方法FANUC系统有很丰富的机床参数,为数控机床的安装调试及日常维护带来了方便条件。
电工之家根据多年的实践对常用的机床参数在维修中的做了些归纳1.手摇脉冲发生器损坏。
一台FANUC0TD数控车床,手摇脉冲发生器出现故障,使对刀不能进行微调,需要更换或修理故障件。
当时没有合适的备件,可以先将参数900#3置0,暂时将手摇脉冲发生器不用,改为用点动按钮单脉冲发生器操作来进行刀具微调工作。
等手摇脉冲发生器修好后再将该参数置1。
2.当机床开机后返回参考点时出现超行程报警。
上述机床在返回参考点过程中,出现510或511超程报警,处理方法有两种:(1)若X轴在返回参考点过程中,出现510或是511超程报警,可将参数0700LT1X1数值改为+99999999(或将0704LT1X2数值修改为-99999999)后,再一次返回参考点。
若没有问题,则将参数0700或0704数值改为原来数值。
(2)同时按P和CAN键后开机,即可消除超程报警。
3.一台FANUC0i数控车床,开机后不久出现ALM701报警。
从维修说明书解释内容为控制部上部的风扇过热,打开机床电气柜,检查风扇电机不动作,检查风扇电源正常,可判定风扇损坏,因一时购买不到同类型风扇,即先将参数RRM8901#0改为1先释放ALM701报警,然后在强制冷风冷却,待风扇购到后,再将PRM8901改为0。
4.一台FANUC0M数控系统加工中心,主轴在换刀过程中,当主轴与换刀臂接触的一瞬间,发生接触碰撞异响故障。
分析故障原因是因为主轴定位不准,造成主轴头与换刀臂吻合不好,无疑会引起机械撞击声,两处均有明显的撞伤痕迹。
经查,换刀臂与主轴头均无机械松动,且换刀臂定位动作准确,故采用修改N6577参数值解决,即将原数据1525改为1524后,故障排除。
5.密级型参数0900~0939维修法。
按FANUC0MC操作说明书的方法进行参数传输时,密级型参数0900~0939必须用MDI方式输入很不方便。
FANUC报警一览表之
αi系列主轴放大器的报警号和报警显示
报警号
信息
SVPM
STATUS1
指示(*1)
故障位置及处理
说明
(750)
主轴串行连接错误
A0
A
1 更换SVPM的控制电路印 刷板上的ROM。
2 更换SVPM控制电路印刷板。
程序未正常启动。
SVPM的控制电路印刷板上的ROM版本号错误或硬件故障。
初始化检测错误
79
更换SVPM控制印刷电路板。
初始化检验时发现错误。
7n81
SPN_n_:
1转电机编码器信号错误
81
1.检查和修改参数。
2.更换反馈电缆。
3.调整传感器。
不能正确检测到电机传感器的1转信号。
7n82
SPN_n_:
无1转电机编码器信号
82
1.更换反馈电缆。
2.调整传感器。
电机传感器的1转信号没有发出。
7n51
SPN_n_:
DC LINK电压过低
51
1.检查并调整电源电压
2.更换MC。
输入电源掉电(瞬间电源故障或MC接触不良)。
7n52
SPN_n_:
ITP信号异常I
52
1.更换SVPM控制电路板。
2.更换CNC中的主轴接口电路板。
NC接口异常(ITP信号停止)。
7n53
SPN_n_:
ITP信号异常II
#7
#6
#5
#4
#3
#2
#1
#0
409
SPE
S2E
S1E
SHE
#3(SPE):0:在主轴串行控制中,串行主轴参数满足主轴单元的启动条件。
FANUC系统常见报警中文对照及解决方法

FANUC系统罕睹报警华文对于照及办理要领之阳早格格创做1005X AXIS INTERLOCK ,INHIBIT MACHINE MOVING爆收状态及本果X轴关锁.克制移动(出正在接换台历程中,出正在建调办法,台板1或者2正在伸出位X轴锁住,不克不迭移动设D493=1加进建调办法.查看继电器,电磁阀,开关及线路1006Y AXIS INTERLOCK ,INHIBIT MACHINE MOVING爆收状态及本果板滞脚臂正在主轴側Y轴锁住,不克不迭移动.设D499=1加进建调办法.查看继电器,电磁阀,开关及线路1007Z AXIS INTERLOCK ,INHIBIT MACHINE MOVING爆收状态及本果板滞脚臂正在主轴側ZY轴锁住,不克不迭移动.设D499=1加进建调办法.查看继电器,电磁阀,开关及线路1010SPINDLE TOOL NOT CLAMP爆收状态及本果主轴刀具已夹紧.主轴不克不迭转化.查看主轴刀具夹紧开关,确认动做仄常后,共时按下键战键,扫除报警.1011SPINDLE TOOL NOT UNCLAMP爆收状态及本果主轴刀具已紧开.主轴不克不迭转化.查看主轴刀具紧开开关,确认动做仄常后,共时按下键战键,扫除报警.1012SPINDLE ORIENTAL NOT COMPLETE爆收状态及本果主轴定背已完毕(F45.7出输出).不克不迭举止刀具接换.查看主轴定背开关是可处事仄常.1013M FUNCTION DID NOT COMPLETE爆收状态及本果正在真止M功能时,大概是某个M代码已真止完.步调加工不克不迭仄常举止.查看是哪一个M功能已真止.1014SPINDLE IS NOT AT GEAR POSITION爆收状态及本果主轴不正在档位.主轴不克不迭仄常转化,与主轴相关的动做不克不迭真止.查看主轴下、矮档开关及电磁阀.共时按下键战键,扫除报警.1015SPINDLE CHANGE ERRORFORM HIGH GEAR TO LOW GEAR爆收状态及本果主轴由下等变矮档过失.主轴不克不迭仄常转化.查主轴矮档开关及矮档电磁阀.1016SPINDLE CHANGE ERRORFORM LOW GEAR TO HIGH GEAR爆收状态及本果主轴由矮档变下等过失.主轴不克不迭仄常转化.查看主轴下等开关及下等电磁阀.1017B AXIS CAN NOT UNCLAMP FOR PALLET UNCLAMP爆收状态及本果接换台板出夹紧,B轴不克不迭紧开B轴不克不迭移动查看接换处事台板紧开及夹紧旗号1020B AXIS INTERLOCK ,INHIBIT MACHINE MOVING爆收状态及本果B轴关锁.克制移动(出正在接换台历程中,出正在建调办法)B轴锁住,不克不迭移动.设D493=1加进建调办法.查看继电器,电磁阀,开关及线路1021 TOOL NO.DONT FOND爆收状态及本果正在数据表中已创造输进的刀号.循环停止.查看数据表及输进刀号(1-24)是可有过失.沉新输进,共时按下键战键,扫除报警.1022TOOL POT POSITION ERROR爆收状态及本果刀库中刀套已停正在精确的位子.主轴换刀及选刀.查看刀套计数开关,而且用建调圆将刀套安排精确的位子上,刀库沉新回整.1023TOOL MAG DON'T ROTATION爆收状态及本果刀库出转.循环停止.查看刀库电机及刀库正、反转交战器是可吸合,及刀库计数开关.共时按下键战键,扫除报警.1024TOOL MAG RUNTNG DON'T STOP爆收状态及本果刀库运止已停止.循环停止.查看数据表及刀库计数开关.共时按下键战键,扫除报警.1030CHIP1 MOTOR BREAKER OFF爆收状态及本果统造绞笼电机的气氛开关已合或者障碍.绞笼电机不克不迭转.查看或者调换气氛开关.1031CHIP2 MOTOR BREAKER OFF爆收状态及本果统造排屑电机的气氛开关已合或者障碍.排屑电机不克不迭转.查看或者调换气氛开关.1032PALLET EXCHINGE DOOR MOTOR BREAKER OFF爆收状态及本果换台门电机气氛开关已战或者障碍.换台门电机不克不迭处事查看或者调换气氛开关.1033EXTERNAL COOL MOTOR BREAKER OFF爆收状态及本果统造中部热却电机气氛开关已战或者障碍.中热电机不克不迭处事查看或者调换气氛开关1034INTERNAL COOL MOTOR BREAKER OFF爆收状态及本果统造内热却电机气氛开关已战或者障碍.内热电机不克不迭处事查看或者调换气氛开关.1035HYDRAULIC TANK MOTOR BREAKER OFF爆收状态及本果液压电机气氛开关已合或者障碍液压电机不克不迭处事查看或者调换气氛开关.1042SPINDLE OIL TANK BREAKER OFF爆收状态及本果主轴恒温油箱气氛开关已合或者障碍.主轴不克不迭仄常处事.查看或者调换气氛开关.1043MAGAZING DID NOT EXCHANGE TOOL,IN ADJUST MODE爆收状态及本果刀库正在安排阶段,不克不迭举止换刀.不克不迭举止换刀将刀库脚动安排佳后,与消建调办法,再举止换刀.共时按下键战键,扫除报警.1044LUB OIL MOTOR BREAKER OFF爆收状态及本果润滑电机气氛开关已合或者障碍润滑电机不克不迭处事查看或者调换气氛开关.1046B AXIS NOT CLAMP爆收状态及本果B轴出夹紧.循环开用中断.查看B轴夹紧开关,继电器,电磁阀.1047B AXIS NOT UNCLAMPB轴出紧开.循环开用中断.查看B轴紧开开关,继电器,电磁阀.1050SP OIL TANK ALARM SW爆收状态及本果主轴恒温油箱油位开关障碍.主轴不克不迭仄常运止.循环中断.根据随机戴的证明书籍查看主轴恒温油箱.共时按下键战键,扫除报警.1051LUB OIL POSI LOW SW爆收状态及本果导轨润滑油位开关动做.循环中断,处于进给脆持状态.查看润滑油位开关.共时按下键战键,扫除报警.1052HYDRAULIC TANK FILTER ALARM SW爆收状态及本果液压箱过滤器开关动做.循环中断.查看液压箱过滤器开关.10600PERATION DOOR DID NOT CLOSE,DO NOT CYCLE START支配门出关,不克不迭循环开用循环中断查看门开关1064Z AXIS DID NOT RETURN 2nd REFE.POSITION DURING M06爆收状态及本果正在换刀功夫,Z轴已回到第两参照面.不克不迭举止刀具接换,M功能已完毕.正在换刀指令(M06)之前,真止G91 G30 Z0.1065Z AXIS DID NOT RETURN EXCHANGEPOSITION DURING M06爆收状态及本果正在换刀功夫,Z轴已正在换刀面.不克不迭举止刀具接换,M功能已完毕.查看目前Z轴位子是可正在换刀面.1067IN M06,SP ORIENT UNCOMPLETE爆收状态及本果正在换刀功夫,主轴定背已完毕.不克不迭举止仄常刀具接换.查看或者调换主轴定背编码器.1072Y AXIS DID NOT RETURN EXCHANGEPOSITION DURING M06爆收状态及本果正在换刀功夫,Y轴已正在换刀面.不克不迭举止刀具接换,M功能已完毕.查看目前Y轴位子是可正在换刀面.1073Y AXIS DID NOT RETURN 2nd REFE.POSITION DURING M06爆收状态及本果正在换刀功夫,Y轴已回到第两参照面.不克不迭举止刀具接换,M功能已完毕.正在换刀指令(M06)之前,真止G91 G30 Y0.1075HYDRAULIC TANK OIL LEVEL ALARM爆收状态及本果液压箱油位矮循环中断查看液压箱油位或者油位开关1076HYDRAULIC TANKOIL TEMPRATURE ALARM爆收状态及本果液压箱油温下循环中断查看液压箱油位或者油位开关1080EXTERNAL COOL WATER LEVEL ALARM爆收状态及本果中热火位矮矮循环中断查看中热火箱火位及火位开关1081NTERNAL COOL WATER LEVEL ALARM爆收状态及本果内热火位矮矮循环中断查看内热火箱火位及火位开关1082NTERNAL COOLCIRCLE MOTOR BREAKER OFF爆收状态及本果统造内热却电机气氛开关已合或者障碍.内热电机不克不迭处事查看或者调换气氛开关.1090UNLOAD TOOL DID NOT COMPLETE爆收状态及本果卸刀已完毕不克不迭选刀查看卸刀电磁阀,继电器,开关及线路.1091TOOL MAGAZING DOOR OPENDID NOT UNCOMPLETE爆收状态及本果换刀门开门已完毕不克不迭换刀共时按战中断换刀动做.设D499=1加进建调办法.查看继电器,电磁阀,开关及线路1092MAGAZING DOOR CLOSE DID NOT UNCOMPLETE爆收状态及本果换刀门关门已完毕换刀已完毕共时按战中断换刀动做.设D499=1加进建调办法.查看继电器,电磁阀,开关及线路1097X AXIS LUBRICATE OIL PRESSURE LACK爆收状态及本果X轴润滑压力继电器循环中断,而且机床正在进给脆持状态查看压力继电器共时按下键战键,扫除报警.1100T CODE ERROR爆收状态及本果T代码等于整或者大于刀库容量40步调不克不迭真止建改步调,按排除1104POT ORIENTATION EXTEND DID NOT COMPLETE爆收状态及本果刀链定位伸出已完毕换刀停止共时按战中断换刀动做.设D499=1加进建调办法.查看继电器,电磁阀,开关及线路1105POT ORIENTATION RETRACT DID NOT COMPLETE爆收状态及本果刀链定位缩回已完毕刀库不克不迭转共时按战中断换刀动做.设D499=1加进建调办法.查看继电器,电磁阀,开关及线路1106GRIPPER LEFT MOVE DID NOT IN POSITION爆收状态及本果板滞脚左移出到位换刀停止共时按战中断换刀动做.设D499=1加进建调办法.查看继电器,电磁阀,开关及线路1107GRIPPER RIGHT MOVE DID NOT IN POSITION爆收状态及本果板滞脚左移出到位换刀停止共时按战中断换刀动做.设D499=1加进建调办法.查看继电器,电磁阀,开关及线路1110GRIPPER OUT TOOL DID NOT POSITION爆收状态及本果仄臂拔刀已到位中断换刀共时按战中断换刀动做.设D499=1加进建调办法.查看继电器,电磁阀,开关及线路1111GRIPPER INSERT TOOL DID NOT COMPLETE爆收状态及本果板滞脚臂插刀已完毕中断运止共时按战中断换刀动做.设D499=1加进建调办法.查看继电器,电磁阀,开关及线路1112GRIPPER MOVE TO SP SIDE DID NOT COMPLETE爆收状态及本果板滞脚臂移到主轴侧已完毕中断运止共时按战中断换刀动做.设D499=1加进建调办法.查看继电器,电磁阀,开关及线路1113ARM MOVE TO WAIT A UNCOMPLETE爆收状态及本果板滞脚臂移到等待位A已完毕中断运止共时按战中断换刀动做.设D499=1加进建调办法.查看继电器,电磁阀,开关及线路1114GRIPPER MOVE TO MAGZING DID NOT COMPLETE爆收状态及本果板滞脚臂移到刀库侧已完毕中断运止共时按战中断换刀动做.设D499=1加进建调办法.查看继电器,电磁阀,开关及线路1115GRIPPER MOVE TO WAIT B DID NOT COMPLETE爆收状态及本果板滞脚臂移到等待位B已完毕中断运止共时按战中断换刀动做.设D499=1加进建调办法.查看继电器,电磁阀,开关及线路1116GRIPPER 180° POSITION ERROR爆收状态及本果脚臂接换180°过失中断运止共时按战中断换刀动做.设D499=1加进建调办法.查看继电器,电磁阀,开关及线路1117GRIPPER 0° POSITION ERRO爆收状态及本果脚臂接换0°过失中断运止共时按战中断换刀动做.设D499=1加进建调办法.查看继电器,电磁阀,开关及线路1130PALLET DID NOT UNCLAMP爆收状态及本果接换台板已紧开中断运止共时按战中断换台动做.设D493=1加进建调办法.查看继电器,电磁阀,开关及线路1131PALLET DID NOT CLAMP爆收状态及本果接换台板已夹紧中断运止共时按战中断换台动做.设D493=1加进建调办法.查看继电器,电磁阀,开关及线路1134PALLET DID NOT AT 0%%D POSITION爆收状态及本果接换处事台0°位子过失中断运止共时按战中断换台动做.设D493=1加进建调办法.查看继电器,电磁阀,开关及线路1135PALLET DID NOT AT 180%%D POSITION爆收状态及本果接换处事180°位子过失中断运止共时按战中断换台动做.设D493=1加进建调办法.查看继电器,电磁阀,开关及线路1136PALLET POSITION ERROR爆收状态及本果开初接换处事台时,接换台已正在本位中断运止共时按战中断换台动做.设D493=1加进建调办法.查看继电器,电磁阀,开关及线路1140B AXIS DID NOT RETURN 2nd REFE.POSITION DURING M60爆收状态及本果正在M60时,B轴不正在第两参照面中断运止共时按战中断换台动做.正在真止M60前,先输进 G91 G30 B01142B AXIS DID NOT RETURN EXCHANGEPOSITION DURING M60爆收状态及本果正在M60时,B 轴不正在接换位子中断运止查看参数6933,6953共时按战中断换台动做1145B AXIS DID NOT CLAMP DURING M60爆收状态及本果正在M60时,B轴已夹紧中断运止共时按战中断换台动做查看B轴夹紧电磁阀,开关及线路1146B AXIS IS UNCLAMP DURING M60爆收状态及本果正在M60时,B 轴正在紧开位子中断运止共时按战中断换台动做查看B轴紧开电磁阀,开关及线路1147MACHINE STATUS IS IN ADJUST MODEDURING M60爆收状态及本果正在M60时,建调办法ON中断运止与消接换台建调办法1150?X AXIS DID NOT RETURN 2nd REFE.POSITION DURING M60爆收状态及本果正在M60时,X轴出正在第两参照面中断运止共时按战中断换台动做正在真止M60前,先输进G91 G30 X01151X AXIS DID NOT RETURN EXCHANGEPOSITION DURING M60爆收状态及本果正在M60时X轴已返回换台位子中断运止共时按战中断换台动做查看上下限参数及本质位子1152EXCHANGE PALLET DOOR DID NOT OPENDURING M60爆收状态及本果正在M60时,换台门已挨开中断运止共时按战中断换台动做设D493=1加进建调办法.查看电机,开关及线路1153PALLET UNLOAD DOOR DID NOT CLOSEDURING M60爆收状态及本果正在M60时,拆卸门已关中断运止共时按战中断换台动做关上拆卸门1154EXCHANGE PALLET DOOR NOT OPEN爆收状态及本果换台门已挨开关不克不迭接换处事台查看电机、开关及线路1155EXCHANGE PALLET DOOR NOT CLOSE爆收状态及本果换台门已关中断运止查看电机、开关及线路1156NO.1 PALLET EXTEND IS NOT IN POSITION爆收状态及本果1号台伸出不到位中断运止共时按战中断换台动做.设D493=1加进建调办法.查看继电器,电磁阀,开关及线路1157NO.2 PALLET EXTEND IS NOT IN POSITION爆收状态及本果2号台伸出不到位中断运止共时按战中断换台动做.设D493=1加进建调办法.查看继电器,电磁阀,开关及线路1160NO.1 PALLET FAST EXTEND IS NOTIN POSITION爆收状态及本果1号台赶快伸出不到位中断运止共时按战中断换台动做.设D493=1加进建调办法.查看继电器,电磁阀,开关及线路1161NO.2 PALLET FAST EXTEND IS NOTIN POSITION爆收状态及本果2号台赶快伸出不到位中断运止共时按战中断换台动做.设D493=1加进建调办法.查看继电器,电磁阀,开关及线路1162NO.1 PALLET DRAWBACK IS NOTIN POSITION爆收状态及本果1号台缩回不到位中断运止共时按战中断换台动做.设D493=1加进建调办法.查看继电器,电磁阀,开关及线路1163NO.2 PALLET DRAWBACK IS NOTIN POSITION爆收状态及本果2号台缩回不到位中断运止共时按战中断换台动做.设D493=1加进建调办法.查看继电器,电磁阀,开关及线路1164CHNO.1 PALLET FAST DRAWBACK IS NOTIN POSITION爆收状态及本果1号台赶快缩回不到位中断运止共时按战中断换台动做.设D493=1加进建调办法.查看继电器,电磁阀,开关及线1165CHNO.2 PALLET FAST DRAWBACK IS NOTIN POSITION爆收状态及本果2号台赶快缩回不到位中断运止共时按战中断换台动做.设D493=1加进建调办法.查看继电器,电磁阀,开关及线8.2 疑息2000ALL AXIS NOT RETURN ZERO REFERENCE爆收状态及本果提示所罕见控轴不返回参照面.不克不迭循环开用.将各轴回参照面与消接换台建调办法.2001IN ADJUST NOT RETURN ZERO REFERENCE爆收状态及本果安排机床时不返回参照面.也不妨循环起动.将D498设为"1"安排机床用.2002CURENT MACHINE STATUS:PALLET ADJUST(D493=1)爆收状态及本果接换处事台正在建调办法提示接换处事台正在建调办法将处事台位子安排佳,将D493改为"0"2003D499=1 MAG IN ADJUST爆收状态及本果刀库正在建调办法.提示刀库正在建调办法.将刀库位子安排佳,将D499改为"0".2066UNLOAD DOOR OPEN爆收状态及本果拆卸台门挨开,提示支配者不克不迭接换处事台关上拆卸台门2094TOOL MAG SAFETY DOOR OPEN爆收状态及本果刀库仄安门挨开提示支配者不要转化刀库关上刀库门__。
FANUC系统常见报警中文对照及解决方法
FANUC系统罕见报警中文对比及解决方法之阿布丰王创作1005X AXIS INTERLOCK ,INHIBIT MACHINE MOVING发生状态及原因X轴闭锁.禁止移动(没在交换台过程中,没在修调方式,台板1或2在伸出位X轴锁住,不能移动设D493=1进入修调方式.检查继电器,电磁阀,开关及线路1006Y AXIS INTERLOCK ,INHIBIT MACHINE MOVING发生状态及原因机械手臂在主轴側Y轴锁住,不能移动.设D499=1进入修调方式.检查继电器,电磁阀,开关及线路1007Z AXIS INTERLOCK ,INHIBIT MACHINE MOVING发生状态及原因机械手臂在主轴側ZY轴锁住,不能移动.设D499=1进入修调方式.检查继电器,电磁阀,开关及线路1010SPINDLE TOOL NOT CLAMP发生状态及原因主轴刀具未夹紧.主轴不能旋转.检查主轴刀具夹紧开关,确认举措正常后,同时按下键和键,清除报警.1011SPINDLE TOOL NOT UNCLAMP发生状态及原因主轴刀具未松开.主轴不能旋转.检查主轴刀具松开开关,确认举措正常后,同时按下键和键,清除报警.1012SPINDLE ORIENTAL NOT COMPLETE发生状态及原因主轴定向未完成(F45.7没输出).不能进行刀具交换.检查主轴定向开关是否工作正常.1013M FUNCTION DID NOT COMPLETE发生状态及原因在执行M功能时,可能是某个M代码未执行完.法式加工不能正常进行.检查是哪一个M功能未执行.1014SPINDLE IS NOT AT GEAR POSITION发生状态及原因主轴不在档位.主轴不能正常旋转,与主轴相关的举措不能执行.检查主轴高、高档开关及电磁阀.同时按下键和键,清除报警. 1015SPINDLE CHANGE ERRORFORM HIGH GEAR TO LOW GEAR发生状态及原因主轴由高档变高档毛病.主轴不能正常旋转.查主轴高档开关及高档电磁阀.1016SPINDLE CHANGE ERRORFORM LOW GEAR TO HIGH GEAR发生状态及原因主轴由高档变高档毛病.主轴不能正常旋转.检查主轴高档开关及高档电磁阀.1017B AXIS CAN NOT UNCLAMP FOR PALLET UNCLAMP发生状态及原因交换台板没夹紧,B轴不能松开B轴不能移动检查交换工作台板松开及夹紧信号1020B AXIS INTERLOCK ,INHIBIT MACHINE MOVING发生状态及原因B轴闭锁.禁止移动(没在交换台过程中,没在修调方式)B轴锁住,不能移动.设D493=1进入修调方式.检查继电器,电磁阀,开关及线路1021 TOOL NO.DONT FOND发生状态及原因在数据表中未发现输入的刀号.循环停止.检查数据表及输入刀号(1-24)是否有毛病.重新输入,同时按下键和键,清除报警.1022TOOL POT POSITION ERROR发生状态及原因刀库中刀套未停在正确的位置.主轴换刀及选刀.检查刀套计数开关,而且用修调方将刀套调整正确的位置上,刀库重新回零.1023TOOL MAG DON'T ROTATION发生状态及原因刀库没转.循环停止.检查刀库机电及刀库正、反转接触器是否吸合,及刀库计数开关.同时按下键和键,清除报警.1024TOOL MAG RUNTNG DON'T STOP发生状态及原因刀库运转未停止.循环停止.检查数据表及刀库计数开关.同时按下键和键,清除报警.1030CHIP1 MOTOR BREAKER OFF发生状态及原因控制绞笼机电的空气开关未合或故障.绞笼机电不能转.检查或更换空气开关.1031CHIP2 MOTOR BREAKER OFF发生状态及原因控制排屑机电的空气开关未合或故障.排屑机电不能转.检查或更换空气开关.1032PALLET EXCHINGE DOOR MOTOR BREAKER OFF发生状态及原因换台门机电空气开关未和或故障.换台门机电不能工作检查或更换空气开关.1033EXTERNAL COOL MOTOR BREAKER OFF发生状态及原因控制外部冷却机电空气开关未和或故障.外冷机电不能工作检查或更换空气开关1034INTERNAL COOL MOTOR BREAKER OFF发生状态及原因控制内冷却机电空气开关未和或故障.内冷机电不能工作检查或更换空气开关.1035HYDRAULIC TANK MOTOR BREAKER OFF发生状态及原因液压机电空气开关未合或故障液压机电不能工作检查或更换空气开关.1042SPINDLE OIL TANK BREAKER OFF发生状态及原因主轴恒温油箱空气开关未合或故障.主轴不能正常工作.检查或更换空气开关.1043MAGAZING DID NOT EXCHANGE TOOL,IN ADJUST MODE发生状态及原因刀库在调整阶段,不能进行换刀.不能进行换刀将刀库手动调整好后,取消修调方式,再进行换刀.同时按下键和键,清除报警. 1044LUB OIL MOTOR BREAKER OFF发生状态及原因润滑机电空气开关未合或故障润滑机电不能工作检查或更换空气开关.1046B AXIS NOT CLAMP发生状态及原因B轴没夹紧.循环启动中断.检查B轴夹紧开关,继电器,电磁阀. 1047B AXIS NOT UNCLAMP发生状态及原因B轴没松开.循环启动中断.检查B轴松开开关,继电器,电磁阀. 1050SP OIL TANK ALARM SW发生状态及原因主轴恒温油箱油位开关故障.主轴不能正常运行.循环中断.根据随机带的说明书检查主轴恒温油箱.同时按下键和键,清除报警.1051LUB OIL POSI LOW SW发生状态及原因导轨润滑油位开关举措.循环中断,处于进给坚持状态.检查润滑油位开关.同时按下键和键,清除报警.1052HYDRAULIC TANK FILTER ALARM SW发生状态及原因液压箱过滤器开关举措.循环中断.检查液压箱过滤器开关. 10600PERATION DOOR DID NOT CLOSE,DO NOT CYCLE START发生状态及原因把持门没关,不能循环启动循环中断检查门开关1064Z AXIS DID NOT RETURN 2nd REFE.POSITION DURING M06发生状态及原因在换刀期间,Z轴未回到第二参考点.不能进行刀具交换,M功能未完成.在换刀指令(M06)之前,执行G91 G30 Z0.1065Z AXIS DID NOT RETURN EXCHANGEPOSITION DURING M06发生状态及原因在换刀期间,Z轴未在换刀点.不能进行刀具交换,M功能未完成.检查以后Z轴位置是否在换刀点.1067IN M06,SP ORIENT UNCOMPLETE发生状态及原因在换刀期间,主轴定向未完成.不能进行正常刀具交换.检查或更换主轴定向编码器.1072Y AXIS DID NOT RETURN EXCHANGEPOSITION DURING M06发生状态及原因在换刀期间,Y轴未在换刀点.不能进行刀具交换,M功能未完成.检查以后Y轴位置是否在换刀点.1073Y AXIS DID NOT RETURN 2nd REFE.POSITION DURING M06发生状态及原因在换刀期间,Y轴未回到第二参考点.不能进行刀具交换,M功能未完成.在换刀指令(M06)之前,执行G91 G30 Y0.1075HYDRAULIC TANK OIL LEVEL ALARM发生状态及原因液压箱油位低循环中断检查液压箱油位或油位开关1076HYDRAULIC TANKOIL TEMPRATURE ALARM发生状态及原因液压箱油温高循环中断检查液压箱油位或油位开关1080EXTERNAL COOL WATER LEVEL ALARM发生状态及原因外冷水位低低循环中断检查外冷水箱水位及水位开关1081NTERNAL COOL WATER LEVEL ALARM发生状态及原因内冷水位低低循环中断检查内冷水箱水位及水位开关1082NTERNAL COOLCIRCLE MOTOR BREAKER OFF发生状态及原因控制内冷却机电空气开关未合或故障.内冷机电不能工作检查或更换空气开关.1090UNLOAD TOOL DID NOT COMPLETE发生状态及原因卸刀未完成不能选刀检查卸刀电磁阀,继电器,开关及线路.1091TOOL MAGAZING DOOR OPENDID NOT UNCOMPLETE发生状态及原因换刀门开门未完成不能换刀同时按和结束换刀举措.设D499=1进入修调方式.检查继电器,电磁阀,开关及线路1092MAGAZING DOOR CLOSE DID NOT UNCOMPLETE发生状态及原因换刀门关门未完成换刀未完成同时按和结束换刀举措.设D499=1进入修调方式.检查继电器,电磁阀,开关及线路1097X AXIS LUBRICATE OIL PRESSURE LACK发生状态及原因X轴润滑压力继电器循环中断,而且机床在进给坚持状态检查压力继电器同时按下键和键,清除报警.1100T CODE ERROR发生状态及原因T代码即是零或年夜于刀库容量40法式不能执行修改法式,按解除1104POT ORIENTATION EXTEND DID NOT COMPLETE发生状态及原因刀链定位伸出未完成换刀停止同时按和结束换刀举措.设D499=1进入修调方式.检查继电器,电磁阀,开关及线路1105POT ORIENTATION RETRACT DID NOT COMPLETE发生状态及原因刀链定位缩回未完成刀库不能转同时按和结束换刀举措.设D499=1进入修调方式.检查继电器,电磁阀,开关及线路1106GRIPPER LEFT MOVE DID NOT IN POSITION发生状态及原因机械手左移没到位换刀停止同时按和结束换刀举措.设D499=1进入修调方式.检查继电器,电磁阀,开关及线路1107GRIPPER RIGHT MOVE DID NOT IN POSITION发生状态及原因机械手右移没到位换刀停止同时按和结束换刀举措.设D499=1进入修调方式.检查继电器,电磁阀,开关及线路1110GRIPPER OUT TOOL DID NOT POSITION发生状态及原因平臂拔刀未到位中断换刀同时按和结束换刀举措.设D499=1进入修调方式.检查继电器,电磁阀,开关及线路1111GRIPPER INSERT TOOL DID NOT COMPLETE发生状态及原因机械手臂插刀未完成中断运行同时按和结束换刀举措.设D499=1进入修调方式.检查继电器,电磁阀,开关及线路1112GRIPPER MOVE TO SP SIDE DID NOT COMPLETE发生状态及原因机械手臂移到主轴侧未完成中断运行同时按和结束换刀举措.设D499=1进入修调方式.检查继电器,电磁阀,开关及线路1113ARM MOVE TO WAIT A UNCOMPLETE发生状态及原因机械手臂移到等候位A未完成中断运行同时按和结束换刀举措.设D499=1进入修调方式.检查继电器,电磁阀,开关及线路1114GRIPPER MOVE TO MAGZING DID NOT COMPLETE发生状态及原因机械手臂移到刀库侧未完成中断运行同时按和结束换刀举措.设D499=1进入修调方式.检查继电器,电磁阀,开关及线路1115GRIPPER MOVE TO WAIT B DID NOT COMPLETE发生状态及原因机械手臂移到等候位B未完成中断运行同时按和结束换刀举措.设D499=1进入修调方式.检查继电器,电磁阀,开关及线路1116GRIPPER 180° POSITION ERROR发生状态及原因手臂交换180°毛病中断运行同时按和结束换刀举措.设D499=1进入修调方式.检查继电器,电磁阀,开关及线路1117GRIPPER 0° POSITION ERRO发生状态及原因手臂交换0°毛病中断运行同时按和结束换刀举措.设D499=1进入修调方式.检查继电器,电磁阀,开关及线路1130PALLET DID NOT UNCLAMP发生状态及原因交换台板未松开中断运行同时按和结束换台举措.设D493=1进入修调方式.检查继电器,电磁阀,开关及线路1131PALLET DID NOT CLAMP发生状态及原因交换台板未夹紧中断运行同时按和结束换台举措.设D493=1进入修调方式.检查继电器,电磁阀,开关及线路1134PALLET DID NOT AT 0%%D POSITION发生状态及原因交换工作台0°位置毛病中断运行同时按和结束换台举措.设D493=1进入修调方式.检查继电器,电磁阀,开关及线路1135PALLET DID NOT AT 180%%D POSITION发生状态及原因交换工作180°位置毛病中断运行同时按和结束换台举措.设D493=1进入修调方式.检查继电器,电磁阀,开关及线路1136PALLET POSITION ERROR发生状态及原因开始交换工作台时,交换台未在原位中断运行同时按和结束换台举措.设D493=1进入修调方式.检查继电器,电磁阀,开关及线路1140B AXIS DID NOT RETURN 2nd REFE.POSITION DURING M60发生状态及原因在M60时,B轴不在第二参考点中断运行同时按和结束换台举措.在执行M60前,先输入 G91 G30 B01142B AXIS DID NOT RETURN EXCHANGEPOSITION DURING M60发生状态及原因在M60时,B 轴不在交换位置中断运行检查参数6933,6953同时按和结束换台举措1145B AXIS DID NOT CLAMP DURING M60发生状态及原因在M60时,B轴未夹紧中断运行同时按和结束换台举措检查B轴夹紧电磁阀,开关及线路1146B AXIS IS UNCLAMP DURING M60发生状态及原因在M60时,B 轴在松开位置中断运行同时按和结束换台举措检查B轴松开电磁阀,开关及线路1147MACHINE STATUS IS IN ADJUST MODEDURING M60发生状态及原因在M60时,修调方式ON中断运行取消交换台修调方式1150?X AXIS DID NOT RETURN 2nd REFE.POSITION DURING M60发生状态及原因在M60时,X轴没在第二参考点中断运行同时按和结束换台举措在执行M60前,先输入G91 G30 X01151X AXIS DID NOT RETURN EXCHANGEPOSITION DURING M60发生状态及原因在M60时X轴未返回换台位置中断运行同时按和结束换台举措检查上下限参数及实际位置1152EXCHANGE PALLET DOOR DID NOT OPENDURING M60发生状态及原因在M60时,换台门未翻开中断运行同时按和结束换台举措设D493=1进入修调方式.检查机电,开关及线路1153PALLET UNLOAD DOOR DID NOT CLOSEDURING M60发生状态及原因在M60时,装卸门未关中断运行同时按和结束换台举措关上装卸门1154EXCHANGE PALLET DOOR NOT OPEN发生状态及原因换台门未翻开关不能交换工作台检查机电、开关及线路1155EXCHANGE PALLET DOOR NOT CLOSE发生状态及原因换台门未关中断运行检查机电、开关及线路1156NO.1 PALLET EXTEND IS NOT IN POSITION发生状态及原因1号台伸出不到位中断运行同时按和结束换台举措.设D493=1进入修调方式.检查继电器,电磁阀,开关及线路1157NO.2 PALLET EXTEND IS NOT IN POSITION发生状态及原因进入修调方式.检查继电器,电磁阀,开关及线路1160NO.1 PALLET FAST EXTEND IS NOTIN POSITION发生状态及原因1号台快速伸出不到位中断运行同时按和结束换台举措.设D493=1进入修调方式.检查继电器,电磁阀,开关及线路1161NO.2 PALLET FAST EXTEND IS NOTIN POSITION发生状态及原因2号台快速伸出不到位中断运行同时按和结束换台举措.设D493=1进入修调方式.检查继电器,电磁阀,开关及线路1162NO.1 PALLET DRAWBACK IS NOTIN POSITION发生状态及原因1号台缩回不到位中断运行同时按和结束换台举措.设D493=1进入修调方式.检查继电器,电磁阀,开关及线路1163NO.2 PALLET DRAWBACK IS NOTIN POSITION发生状态及原因进入修调方式.检查继电器,电磁阀,开关及线路1164CHNO.1 PALLET FAST DRAWBACK IS NOTIN POSITION发生状态及原因1号台快速缩回不到位中断运行同时按和结束换台举措.设D493=1进入修调方式.检查继电器,电磁阀,开关及线1165CHNO.2 PALLET FAST DRAWBACK IS NOTIN POSITION发生状态及原因2号台快速缩回不到位中断运行同时按和结束换台举措.设D493=1进入修调方式.检查继电器,电磁阀,开关及线8.2 信息2000ALL AXIS NOT RETURN ZERO REFERENCE发生状态及原因提示所有数控轴没有返回参考点.不能循环启动.将各轴回参考点取消交换台修调方式.2001IN ADJUST NOT RETURN ZERO REFERENCE发生状态及原因时间:二O二一年七月二十九日调整机床时没有返回参考点.也可以循环起动.将D498设为"1"调整机床用.2002CURENT MACHINE STATUS:PALLET ADJUST(D493=1)发生状态及原因交换工作台在修调方式提示交换工作台在修调方式将工作台位置调整好,将D493改为"0"2003D499=1 MAG IN ADJUST发生状态及原因刀库在修调方式.提示刀库在修调方式.将刀库位置调整好,将D499改为"0".2066UNLOAD DOOR OPEN发生状态及原因装卸台门翻开,提示把持者不能交换工作台关上装卸台门2094TOOL MAG SAFETY DOOR OPEN发生状态及原因刀库平安门翻开提示把持者不要转动刀库关上刀库门__时间:二O二一年七月二十九日。
FANUC 报警列表.
FANUC 报警列表一、后台编辑报警1.???报警信息: “BP/S alarm”,BP/S报警。
报警说明: 与一般的程序编辑中发生的P/S号报警相同,发生BP/S报警(070、071、072、073、074、085、086、087)。
2. 140号报警报警信息: “BP/S alarm”,BP/S报警。
报警说明: 在后台选择或者删除了一个在前台选中的程序。
二、程序错误报警1.000号报警报警信息: “Please turn off power”,请关闭电源。
报警说明:设定了必须关断电源才能生效的机床数据。
2.001号报警报警信息: “TH Parity alarm”,TH奇偶报警。
报警说明:TH报警(输入了不符合奇偶的字符),应修改纸带。
3.002号报警报警信息: “TV Parity alarm”,TV奇偶报警。
报警说明:TV报警(一个程序段内的字符数为奇数)。
仅在TV检测为ON时发生。
4.003号报警报警信息: “Too many digits”,数字太多。
报警说明: 输入了超过允许位数的数据。
5.004号报警报警信息: “Address not found”,没有发现地址。
报警说明: 在程序段的开始无地址,输入了数字或符号“-”。
修改程序。
6.005号报警报警信息: “No data after address”,地址之后没有数据。
报警说明: 地址后面没有跟随数据,而出现下一个地址或者EOB码。
修改程序。
7.006号报警报警信息: “Illegal use of negative sign”,非法使用负号。
报警说明: 负号“-”输入错误(“-” 出现在不可能输入这个符号的地址中或者输入了两个以上的“-”)。
修改程序。
8.007号报警报警信息: “Illegal use of decimal point”,非法使用十进制小数点。
报警说明: 小数点“.”输入错误(小数点“.”出现在不可能输入这个符号的地址中或者输入了两个以上的“.”)。
法拉克系统报警表

2006 AUTO-POWER-OFF FUNCTION ON 自动断电功能开 2016 THIS MACHINE WITHOUT MAG 机床无刀库 2081 MAG.ZERO POINT RETURN REQUESTED 刀库需回零点 2082 AXES.ZERO POINT RETURN REQUESTED 各轴需返回零点 2083 LUBRICATION PRESSURE TOO LOW 润滑压力过低 2084 DOOR WAS OPEND 安全打开 2085 ELECTRICAL CABINET DOOR WAS OPENED 电柜门开 2086 COOLANT FILTER ALARM 冷却过滤器报警 2087 COOLANT TANK LEVEL TOO LOW 冷却水位过低 2088 LUBRICATION LEVEL TOO LOW 润滑油位低 2089 气压低。 1000 ATC ARM NO IN POSITION ALARM 换刀臂没有回到原点位置 1 确认换 刀臂机械位置 2 检查 DGN X0009.6 是否为 0)3 检查 MTR 是否动作 4 按“+X” 或按'切削水关' 1001PART REACH 当 DGN NO:K2bit4 设定 1 时,在程式执行 M02 或 M30 时,侧工件计数一次。在工件计数到达参数(no;6712)所设定之数值时,此报 警产生,程式停止执行。1 将 LCD SETTLNG2 画面 PART COUNT 之计数值归 零(或参数 no;67711 归零)按 RESET 键即可消除。 1002SPINDLE CLAMP LOSE ALARM 当主轴运转时,主轴锁刀信号没有检出。 1 检查主轴锁刀信号 DGN NO;X0003.3. 2 如 DGN NO;X0003.3 为 0 的情况, 则依电路图确认硬件回路。 1003SPINDLE UNCLALARM 当主轴运行时,主轴放刀信号被检出:1 检查主轴 放刀信号 DGN NO:X0003 bit2, 2 如 DGN NO:X0003 bit2 为 1 的情况,则依 电路图确认硬件回路。 1004M06 TIME OVER 在换刀程式执行 M06 后,换刀时间计算开始,如换刀时 间超过 TIME4 所设定的时间时(T4=7000/T4=18000),此报警产生。 1005AIR PRESSURE TOO LOW 当气压源压力小于压力开关所设定的压力值时 (4Kg/CM2)在超过 TIMER7 所设定的时间后,此报警产生。1 检查压力源是 否小于 5KG/CM.2 压力源正常确认压力值(T7=3000).3 依电路图确认硬件 回路(X0003.4). 1006MAGAZINE COUNTER C3 NE C7 当储刀库 1 旋转时,计数器 C1 的计数 值与计数器 C2 的计数值不一致时,此报警产生。1 使用 MDI 将 DGN C1 与 C2 设定的数字以储刀库停止时的换刀位置的刀库号码为依据
发那科FANUC 0i系统故障报警信息
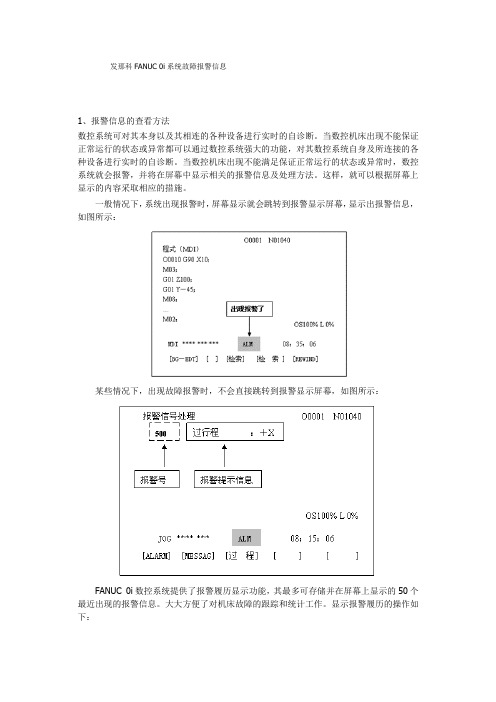
发那科FANUC 0i系统故障报警信息1、报警信息的查看方法数控系统可对其本身以及其相连的各种设备进行实时的自诊断。
当数控机床出现不能保证正常运行的状态或异常都可以通过数控系统强大的功能,对其数控系统自身及所连接的各种设备进行实时的自诊断。
当数控机床出现不能满足保证正常运行的状态或异常时,数控系统就会报警,并将在屏幕中显示相关的报警信息及处理方法。
这样,就可以根据屏幕上显示的内容采取相应的措施。
一般情况下,系统出现报警时,屏幕显示就会跳转到报警显示屏幕,显示出报警信息,如图所示:某些情况下,出现故障报警时,不会直接跳转到报警显示屏幕,如图所示:FANUC 0i数控系统提供了报警履历显示功能,其最多可存储并在屏幕上显示的50个最近出现的报警信息。
大大方便了对机床故障的跟踪和统计工作。
显示报警履历的操作如下:2、FANUC 0i数控系统报警的分类FANUC 0i数控系统的报警信息很多,可以归纳为以下类别,便于查找。
表7.1FANUC 0i数控系统报警分类3、常见报警的故障排除思路数控机床是当代高新技术机、电、光、气一体化的结晶,电气复杂,管路交叉林立,故障现象也是千奇百怪,各不相同。
如何能迅速找出故障、隐患,并及时排除?这是数控机床维修人员所面临的最现实、最直接的问题。
在这里,我们将以最常碰到的故障为例,学习使用FANUC 0i数控系统提供的丰富的维修功能进行故障排除的方法。
为方便起见,把由机床厂家根据不同的机床结构所可以预见的异常情况汇总后,由机床厂家自己编写错误代码和报警信息,这类故障称为外围报警(这是相对于数控系统而言)。
也就是说不同结构类型的机床就会有不同的外部故障的错误代码和报警信息。
而由数控系统生产厂家根据数控系统部件所能预见的异常情况汇总后,所编写的错误代码和报警信息,这类故障称为系统报警(数控系统故障)。
数控系统故障的错误代码和报警信息不会因不同结构类型的机床而改变,不同型号的数控系统的系统报警可能会有所不同。