一种新式双高速线材生产线翻钢式分线装置
双车翻车机介绍(完整版)
双车翻车机系统设备产品简介武汉电力设备厂目录一、概述 (2)二、折返式双车翻车机系统 (2)三、贯通式双车翻车机系统 (3)四、设备概述 (5)五、翻车机系统卸煤过程 (14)一)、翻车机本体 (15)二)、重车调车机 (20)三)、双车迁车台 (24)四)、空车调车机 (27)五)、夹轮器 (29)六)、迁车台出口地面单向止挡器 (30)七)、喷水抑尘装置 (30)八)、振动煤箅子 (32)九)、液压系统 (32)十)、润滑系统 (33)十一)、电气系统 (35)一、概述双车翻车机系统翻车机是适用于大型火力发电厂、港口等用于翻卸各种准轨铁路敞车运载的煤碳、矿石及其他散装物料的大型翻卸设备。
该由于其翻卸效率高的特性,在国内被越来越多的电厂和港口采用。
国际上比较知名的双车翻车机厂家为英国亨肖Metso (Strachan & Henshaw)公司、德国克虏伯KRUPP、美国DRAVO公司。
在国内应用的双车翻车机项目如上表所述。
而且绝大多数双车翻车机系统为贯通式布置(贯通式布置不包括迁车台、空车调车机)。
我厂和英国S&H公司合作在浙江兰溪电厂双车翻车机为世界首例折返式布置的双车翻车机系统。
二、折返式双车翻车机系统1.折返式双车翻车机系统组成翻车机折返式布置系统包括:双车翻车机、重车调车机、夹轮器、迁车台、空车调车机、振动煤箅子、单向止挡器、喷雾抑尘设施、电气控制和联锁装置等组成。
翻车机为C型双车翻车机,机车不通过,允许重车调车机调车臂通过。
一次可翻卸两节重车。
重调机装有前后车钩,担负重车线上重车迁引及空车推送作业。
迁车台位于翻车机出口端,在重车线和空车线间移动。
空车调车机用来推送迁车台上的空车至空车线集结。
重车线的出车端安装地面安全止挡器。
空车线的进车端安装单向止挡器,防止反向溜放。
2.折返式双车翻车机运行过程机车顶送整列煤车进厂,将待卸煤车推送至重车调车机作业范围内,夹轮器夹住,机车摘钩离去,开始翻车作业。
自动机与生产线自动机常用装置

⑤ 卷料供料装置应用实例 图3.12所示为可同时放置两个卷筒材料的卷料供送装置结构简
图。卷料供送装置用于悬挂和连续供送卷筒材料。
3.1 自动机的供料装置
图3.12 卷料供送装置结构简图
3.1 自动机的供料装置
3 . 板片料供料装置
(1) 摩擦滚轮式
图3.13 摩擦滚轮式供纸装置
3.1 自动机的供料装置
图3.40 摇板式分配装置
摇板式分配装置,一 般垂直布置,适用于小型 工件的分路供送。
图3.41 推板式分配装置
图3.41是推板式分配 装置,推板2接住料槽1 中的工件后,左右往复运 动,将其交替送入料槽3、 4中。
3.1 自动机的供料装置
(2) 工件的自动汇总装置
① 组合汇总
① 梳形板校直机构(图3.5(a))
3.1 自动机的供料装置
② 固定销校直机构(图3.5(b)) ③ 滚轮式校直机构(图3.5(c))
双排滚轮式校直机构(图3.5(d))
图3.5 卷料校直装置
3.1 自动机的供料装置
(3) 卷料送料装置
① 杠杆式送料装置 装置结构简单,但容易损伤
坯料表面,因此只适用对坯料表 面要求不高的工件。
图3.16 橡皮吸头供料装置
图3.17 纸页片真空吸送装置
纸页片真空吸送装置保证了纸页片的 完整性,但需置真空系统,结构比较 复杂。
3.1 自动机的供料装置
图3.18 真空吸出式纸盒片供送装置
图3.19 真空吸出式纸箱片供送装置
纸盒片供送装置广泛应用于需要使用 真空吸出式纸箱片供送装置广泛应用
预制好的纸盒片材料的纸盒装盒机中 于需要使用预制好的纸箱片材料的纸
新型高铁用百米钢轨四面翻钢检查装置

轨 四面 翻钢 检查 装 置使 用 效 果很 好 , 满 足 了生产 使 用 要求, 改 善 了现场 检查 的工 作条 件 , 减 轻 了工 人 的劳 动 强度, 降低 了钢轨 表 面刮伤 , 提高 了检 查效率 。
SONG Chu n- y u
( BERI S En g i ne e r i n g a n d Re s e a r c h Co r p o r a t i o n,Ba O t O U 0 1 4 0 1 0,Ch i n a )
Ab s t r a c t :Th i s p a p e r d e s c r i b e s a n e w t y p e o f f o u r - s i d e t i l t i n g i n s p e c t i o n s e t f o r 1 0 0 m s t e e l r a i l s f o r h i g h - s p e e d r a i l wa y .Th i s d e v i c e c a n o v e r t u r n t h e s t e e l r a i l s i n s e r i e s f o r wo r k e r s t O c h e c k t h e f o u r s i d e s o f i t .I n t h i s wa y. i t s o l v e s t h e o r i g i n a l p r o b l e ms o f i n c o n v i n e n c e a n d i n e f f i c i e n c y e x i s t i n g i n t r a d i t i o n a l r a i l s i n s p e c t i o n d e s k s ,i mp r o v e s t h e wo r k i n g c o n d i t i o n s o f t h e o n - s i t e i n s p e c t i o n s , r e d u c e s t h e l a b o r i n t e n s i t y o f wo r k e r s a n d e n h a n c e s t h e p r o d u c t i v i t y a s a wh o l e . Ke y wo r d s :1 0 0 m r a i l s ;f o u r - s i d e t i l t i n g;i n s p e c t i o n s e t
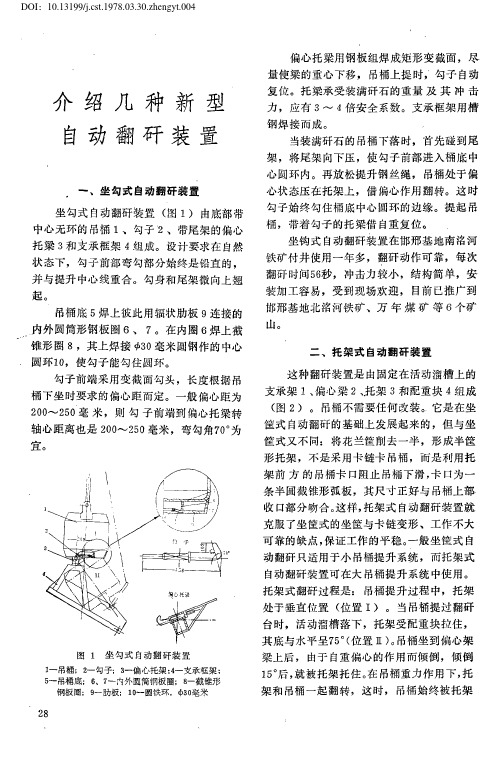
介绍几种新型自动翻矸装置
桶 底 坐落 到 渐 开线 外
0
弧 板 后端 斜
,
由于偏 心2 0
,பைடு நூலகம்
。
一3 0 毫米
吊桶倾
,
沿外弧 板 下滑
口 卡住
,
而 链 球 很 早 就 被 内层弧
板卡
以 后 吊桶 沿 外弧 板 翻 转
。
链球
,
始 终 卡 在原 处
链 子 逐 渐缠 绕 在绕 链 轴上
直 到 吊桶 口 碰 到 活 动 溜槽 为 止
0 2
0~
5 2
。毫
米
,
则 勾 子 前端 到 偏 心 托 梁 转
25 0
(图 2 )
。
吊桶 不 需 要任 何 改 装
:
它是 在 坐
,
轴 心 距 离也 是 2 0 ~
毫米
0 弯 勾角 7
“
为
筐 式 自动 翻 研 的 基 础 上 发 展 起来 的
但 与坐
宜
。
筐 式 又不 同 形 托架
,
将 花 兰 筐 削去 一 半
,
二
、
使 勾子 能 勾 住 圆 环
托架 式 自动翻 砰装 置
勾 子前 端 采 用 变 截 面 勾 头 桶 下 坐 时 要 求 的 偏 心 距 而定
。
长 度根 据 吊
这 种 翻 歼装 置 是 由 固 定 在 活 动 溜 槽 上 的 支 承架
1
、
一 般 偏心 距 为
,
偏心 梁
2
、
托架
3
和 配 重块
。
4
组成
,
这时
,
吊 桶 始 终被 托 架
上 锥 形 弧 板 卡 住 (位 置 1 )
高速棒材生产线转毂上料装置改进
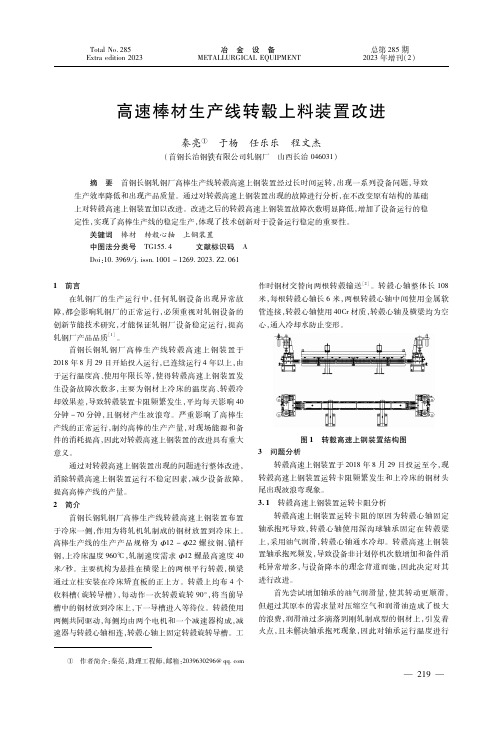
高速棒材生产线转毂上料装置改进秦亮① 于杨 任乐乐 程文杰(首钢长治钢铁有限公司轧钢厂 山西长治046031)摘 要 首钢长钢轧钢厂高棒生产线转毂高速上钢装置经过长时间运转,出现一系列设备问题,导致生产效率降低和出现产品质量。
通过对转毂高速上钢装置出现的故障进行分析,在不改变原有结构的基础上对转毂高速上钢装置加以改进。
改进之后的转毂高速上钢装置故障次数明显降低,增加了设备运行的稳定性,实现了高棒生产线的稳定生产,体现了技术创新对于设备运行稳定的重要性。
关键词 棒材 转毂心轴 上钢装置中图法分类号 TG155.4 文献标识码 ADoi:10 3969/j issn 1001-1269 2023 Z2 0611 前言在轧钢厂的生产运行中,任何轧钢设备出现异常故障,都会影响轧钢厂的正常运行,必须重视对轧钢设备的创新节能技术研究,才能保证轧钢厂设备稳定运行,提高轧钢厂产品品质[1]。
首钢长钢轧钢厂高棒生产线转毂高速上钢装置于2018年8月29日开始投入运行,已连续运行4年以上,由于运行温度高、使用年限长等,使得转毂高速上钢装置发生设备故障次数多,主要为钢材上冷床的温度高、转毂冷却效果差,导致转毂装置卡阻频繁发生,平均每天影响40分钟-70分钟,且钢材产生波浪弯。
严重影响了高棒生产线的正常运行,制约高棒的生产产量,对现场能源和备件的消耗提高,因此对转毂高速上钢装置的改进具有重大意义。
通过对转毂高速上钢装置出现的问题进行整体改进,消除转毂高速上钢装置运行不稳定因素,减少设备故障,提高高棒产线的产量。
2 简介首钢长钢轧钢厂高棒生产线转毂高速上钢装置布置于冷床一侧,作用为将轧机轧制成的钢材放置到冷床上。
高棒生产线的生产产品规格为Φ12-Φ22螺纹钢、锚杆钢,上冷床温度960℃,轧制速度需求Φ12螺最高速度40米/秒。
主要机构为悬挂在横梁上的两根平行转毂,横梁通过立柱安装在冷床矫直板的正上方。
转毂上均布4个收料槽(旋转导槽),每动作一次转毂旋转90°,将当前导槽中的钢材放到冷床上,下一导槽进入等待位。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
摘
要 :通过对G x 1 D 一 包装机组c 小透明纸包装机小透 明纸输送辊传动机构的分析 、改造 ,解决了包装 H
皱褶 问题 ,降低了产 品成本 。 关键词 :小透 明纸 ;包装机 ;传动机构 ;传动 比
中图分类号 :T 4 S3 文献标识码 :B
二 、 新 型摆 动式 分 线 装 置 工 作 原 理及 特点
2 0 年 ,针对 高线 的原分线装 置存在 的问题 ,提 出了 06 将 翻钢 式分线装 置的工作平 台——辊道改 成摆 动式结构 的
新方案 。经与协作 制造单位 的共 同努力 ,开发 了新 型摆动 式保温 辊道及相应设 备 ,并 已正式投入使 用 。新 的摆动式 分线装 置安装在原 翻钢式分线装 置 旧址 ,上 、下游 轧机位
3新 型摆动式分线装置的经济效益 .
变形力 ;
()摆动距离≥下游双生产线中心距 ; 2
()摆动时 , 3 辊道面标高与轧线标高保持一致 ;
()摆动角度应在轧件弹性变形范 围内 ,一般 ≤1 为 4 。 宜 。因此 ,摆动辊道 的最小长 度必须满足 最小摆动 角度要
求;
新型摆动式分线装置 已在高线投 产使 用 了5 ,其各项 年 技术经济 指标 均达到 了历 史最好水平 。设备 事故停机 时 间 几乎 为零 ,维护费用据估算还不到原装置的十分 之一 。 新 型摆动式分线装 置与翻 钢式分线 装置相 比,每 生产
C d 透明纸包装机先将 透明纸卷和拉带卷展 开粘贴后 Hx 通 过传送辊 输送至切 刀处 ,切割成单 张透 明纸片 ,纸片 由 扇 型加速辊输 送至成 型轮人 口处 ,与 带拨块 的齿形带输 送
来 的烟包一 同经 由双推杆 送入成 型轮 ,再经过 一系列 折叠
可增产2 8 . 3 1 42 t 7 7 优质钢材 。 参考文献 :
曲柄 翻 钢 钩
速” “ 、 保温 ”的要求 。因此 ,在进 口双高线投 产使用 时 ,
采用 了一种特殊的翻钢 ( 又称拨钢)式分线装置 。
一
图1 翻钢式分线装置结构示 意图
、
翻钢式线装置的工作原理与存在 的问题
轧 件摩擦力作用 下加速 到下游轧机轧 制速度 ,才能被顺 利 咬人轧机 。轧件 在完成这 个过程 的同时前一支 轧件 以下 游 轧 机的速度运行 了相 同的时间。这样 ,前后轧 件相隔 了一
5 9
潮
十分复杂。
灏
改 与新 造更
工艺要 求 ,因此 ,切头剪除 配有 一般 飞剪 装置外 ,还须专 门配有 气动剪刃 翻转 装置 ,以满足单线剪 切的要求 ,机构
道
②保温 辊道故 障多 、寿命短 ,运行不 可靠 ,造成这些
问题 的 主 要 原 因 如下 。
a 三条辊道 并列 。翻钢式分 线装置需 三条辊 道并列 以 . 构成 翻钢机 的工 作平台 ,且 各列辊道在旋 转轴 上互相重叠
【 黄华清. 1 】 轧钢机械 . 冶金工业 出版社 ,18 . 90 【 无故 障运行 . M “ n e a R iadS co i F nt n e 2 】 S S U i r l a et n l u co a D — v s ln i Ml il
1工作原理及结 构分析 . G X 包 装 机 组 是 由烟 支 输 入 部 分 D 1 ( 4 0翻 盘 机 、 A0
MA C T H、MA MA 0 G T )、x1 包机 、C x 明纸 包 装机 、 小 Hd 透
改 变透 明纸 的输送位置 ,使 搭 口外层 纸边距 离烟边远 一些 来解 决这个 问题 。但这种调 节存在很 大局 限性 ,无法 根除
的是 ,当前一 轧件全 部进入 摆动 式保 温辊道 后 即可摆 动 , 让另一列辊道 与上游轧机对 接 ,下一支 轧件 即可进入 另一 条轧线 。因上游粗轧机 可比下游 中轧机速度快 3 以上 ,只 倍 要适 当地分 配上 、下游轧机 和辊道 的速 度 ,即可在进人 下
游轧机前实现前后 轧机 的对接。
段距离 ,使下游轧机不能连续轧制 ,形成了工艺断点 。 ()切 头剪 ( 剪)布局 的唯一性 限制 。在 高线改 造 2 飞 前 ,切 头剪是布 置在翻钢式分 线保温辊道 后与下游 轧机 前 的位置 ,这时 的轧线 已变成 了两条 。为节 省空 间 ,设计将
1 工作原理 .
翻钢式分线 装置主要 由翻钢机 构 、工 作平 台及 保温 罩 组成 。翻钢 机构分布 在辊道之 间 ,由翻钢 钩传动轴 、曲柄 以及翻钢钩组成。翻钢钩 由液压缸通过 曲柄 、传 动轴 驱动 。
决 ,同时降低 了产品成本 。
一
A
图I
此 问题 的产生 。进一 步分析 ,发 现烟包透 明纸搭 口处 叠加
、
原 因分 析
部 分宽度为 1m 4 m左右 ,而烙铁热封宽度为 1mm,如果将小 0 透明纸缩短2—3 m,即不会影 响侧 面热 封效 果 ,又能使透 m 明纸与烟边距 离加大 ,从 而解 决问题 ,同时还可节约原料 , 降低生产成本。
改造 与更 新 文章 编号 :17 — 7 (0 2 2 0 5 — 3 6 10 1 2 1)0 — 09 0 1
一
种新式双 高速线材生产 线 翻钢式分线装置
雷 迅 ,高斯佳
( 武汉钢铁股份公 司条材总厂 ,湖北 武汉 408) 30 1
摘
要 :针对进 口高速线材 双生产线粗轧坯料 翻钢 式分 线装所存在 的结 构性 缺陷 ,设计 了一种新 的摆
() 轧制工艺 断点。 翻钢 式分线 装置要求 轧件 进人 中 1 间辊道后 ,整支轧件必须 到位停下才 能翻钢 分线 ,而且分
线 辊道上要 空出接受新轧 件的位置 。这样 ,轧件在 分线过
程 中要停止 一段时间 。翻钢后 ,停止 的轧件 还要在 辊道与
21f 2]l 国 备 程 02- . 中 设 工 0, E
工作平 台上 并列 布置三条 辊道 ,如图1 所示 :中线辊道 与开 坯机组 同轴 ,接收来 自上游粗轧机 的圆形坯料 ,A 线辊道 和 B 线辊道 与双孔型 中轧机 的两条 轨线 同轴 ,分别 向后续 的A
两个 飞剪合并成 一个 ,即共用 一套动力装 置 。这种 布局 大
大增加 了飞剪制 造的难度 。然 而在分线后 必须切 掉 因分线
计 成可水平 旋转 的固定点 ,相 当于垂 直地 面的铰链 ,入 口
端在水 平面 自由摆动。在 摆动端设 置一套驱动和支撑装置 ,
以驱动 和控制辊道的摆动端 在水平面摆动。
() 没有窜道隐患 。用摆 动的方式 分线就不 需要 翻钢 3
机构和 中间辊道 ,轧件也不需 要从 一组 辊道翻 到另一组 辊 道 。因此 ,辊道 间可安装护板 ,防止轧 件窜道 引起堆钢 故
才能顺利过钢 。由于 中线辊道与两个分线辊 道都 有重合区 ,
辊道 之间不能安 装护板 。因此 ,常 因轧件 不直 而偏 离 出辊
道造成堆钢。
b 连体轴 承座 。翻钢 式分线 保温辊道 的辊子 轴承座被 .
设计成三个一组 ,且有多种传动形式 。如带有一个 主动辊 、
带有 两个主动辊 或不带主动辊 的 。这种组 合会带来 许多麻 烦 ,如 因主动辊 与被 动辊 的磨损不 一致 ,造 成轧件 打滑 , 引起堵钢 、顶钢 、堆钢等故障 。
二 、改 进 方 法
烟包底 部小透 明纸 折叠皱褶 表现形 式有多 种 ,其原 因 也不 同。折叠通道 污脏 、设备 调整不 到位 、材料 问题等都 会出现皱褶 。如 图1 所示 :A 为包装合格 的产 品;B 为常见折
角皱褶 ( 出现频次多 ,较难解决) 。此种皱褶 的出现原 因为 小透 明纸包 裹搭 口过 宽 ,搭 口外 层纸边接 近烟包外 边 ,在 进 行底部折 叠过程 中又将 搭 口外 层透 明纸 重复折叠 ,形成 皱褶。通常可以通过调节输送钢辊 、切刀 、扇型辊 的相位 ,
其 工作 原理是 :两列辊道 通过摆 动分别 与固定式单 线
输 出辊道对接 ,使轧件顺 利通过 。每 通过一支 轧件 ,摆 动
一
次 ,循环往复 ,完成分线 。机构 的摆动条件 如下 。 ()辊道表 面做成v 1 型或U型 ,可承受热轧件弹性弯 曲
障。同时也消除了翻钢时轧件对辊道 的冲击 。 ()所有 辊道都能传 动 。新 的摆动式 保温辊 道 的辊 子 4 全部是主动辊 ,消除 了辊道磨损不一样所带来 的各 种隐患 , 大大提高了辊道运行 的可靠度。 ()优化 了布局并解除了切 头剪布局 的唯一性限制。 5
动式分线装 置 ,并应用于生 产工艺 中。这种新 的分 线装置解决 了之前存 在于双高线生 产 中的工艺 断点 、 堆钢 、窜钢等问题 。经过5 年多的生产使用 ,获得 了极为可观 的经济效益 。 关键词 :高速线材生产线 ;翻钢式分线装置 ;工艺断点 ;摆动式分线装置
中图分类号 :T 3 F 文献标识码 :B
线 和B 线供料 。在 翻钢钩 的拨动及翻滚作用下 ,中线辊道上
的圆形坯被 分别分配给 中轧机的两条 轨线进行 轧制 ,完成
分线 。
而带有 缺陷 的轧 件头部 。这就 是翻钢式分 线装置对 切头剪
的限定。
2 存在的问题 .
()翻钢式分线方式引起诸 多设备 问题。 3
①工序多 ,程序步骤 多 ,机构 复杂 。使 用翻钢 式分线 装置 ,工艺动作 的逻 辑顺序至少 要靠十多个 传感器 反馈和 用P C L 、计算机控制,调试相 当复杂。 由于切头剪 必须满足 一条线剪 切时另 一条线不 剪切 的
该装置的摆动时间2能在分线 的过程 中被全部 “ s 吃掉 ” 。
摆动式保温辊道可 “ 带轧件摆动 ” 。这个功 能的主要 I l f
头剪与一组 固定式单线输 出辊道及 导槽 。然 后将原 固定式 保 温辊道结 构改成可整体 移动 的结构 ,将 三条辊道 改成两