轮胎模具设计说明书
巨型工程车子午线轮胎活络模具结构设计

差 悬 殊 ,不 像 轿 车胎 或 卡 车 胎那 样 接 近 而可 以设
的 花纹 进 行 分析 ,根 据 其具 体 尺 寸 和结 构 确 定 活
络 模 具 的 结 构 、花 纹 分 型 线 位 置 、等 份 数 和行
程 、导 向角 、定位 等 。
11 . 模具 的基本 结 构选择
计 成 分 体 结 构 ,因 此 没 必 要 采 用 常 规 的 分 体 结 构 。花 纹块 与滑 块 连体 式 结 构一 般 适 用 于大 、中
12上侧模 和 花纹块 的定 位 .
导 向有 以下 优点 :
( )降低大型工程车轮胎 活络模具 因尺寸超 1
大而带 来 的加工 及装 配上精 度控 制 的 困难 ; ( )保 证模 具周 向定 位 的精度 ; 2
( )方 便 花纹块 之 间间 隙的调 整 ; 3
轮 胎在 硫 化 时会 钻 进 缝 隙 里 ,导 致 轮胎 产 生
型 的工 程轮 胎 。
目前 国内外 通 常 使用 的活 络 模 导 向机 构 按 结
构 形式 不 同分 为 “ 圆锥 面 导 向活 络模 具 ”和 “ 斜 平 面导 向活 络模具 ” 圆锥 面导 向活络模 具 结构 的 。
巨 型工 程 车 子午 线 轮 胎 活络 模 具采 用 连 体 结
构 的原 因是 :
主 要 优 点 是 :合 模 对 中效 果 好 、结 构 简 单 、紧
凑 、 占用 空 间 小 、机 械 加工 工 艺 性 能好 、制 造 比
( )花 纹块 与滑 块 连体 ,上 盖 与 上胎 侧 板 连 1 体 ,底 座 与下 胎 侧板 连 体 ,可 以减 少 因装 配 引 起 的误差 ,并 且 因此 简 化装 配和拆 卸模 具 的程 序 ;
轮胎模具字块槽编程简要说明
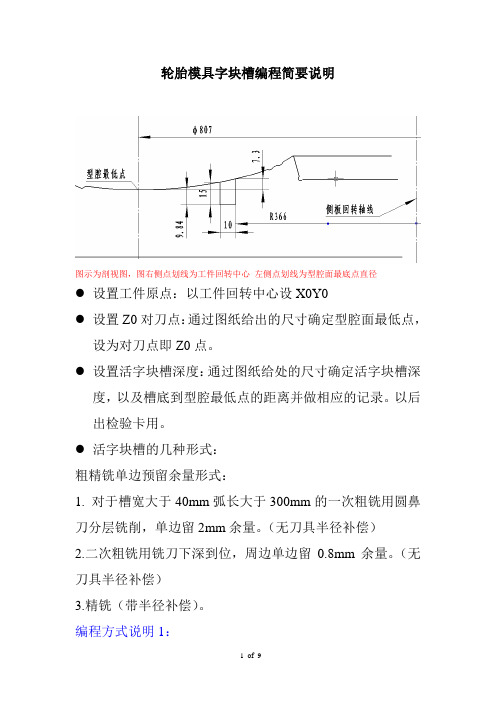
轮胎模具字块槽编程简要说明图示为剖视图,图右侧点划线为工件回转中心左侧点划线为型腔面最底点直径●设置工件原点:以工件回转中心设X0Y0●设置Z0对刀点:通过图纸给出的尺寸确定型腔面最低点,设为对刀点即Z0点。
●设置活字块槽深度:通过图纸给处的尺寸确定活字块槽深度,以及槽底到型腔最低点的距离并做相应的记录。
以后出检验卡用。
●活字块槽的几种形式:粗精铣单边预留余量形式:1. 对于槽宽大于40mm弧长大于300mm的一次粗铣用圆鼻刀分层铣削,单边留2mm余量。
(无刀具半径补偿)2.二次粗铣用铣刀下深到位,周边单边留0.8mm余量。
(无刀具半径补偿)3.精铣(带半径补偿)。
编程方式说明1:如上图槽宽大于40mm弧长大于300mm加工方式:一次粗铣,二次粗铣,精铣。
(由于四角R角大于R6精铣程序使用小直径刀走四角圆弧加工)槽宽20-40mm,弧长大于槽宽的2倍加工方式:粗铣,精铣。
(由于四角R角大于R6精铣程序使用小直径刀走四角圆弧加工)槽宽小于20mm,弧长大于槽宽的3倍加工方式:粗精铣同一程序。
(由于四角R角大于R6精铣程序使用小直径刀走四角圆弧加工)编程说明方式2:如上图(尖角是编程时为了使用R5刀精加工手工连接起来的)槽宽大于40mm弧长大于300mm加工方式:一次粗铣,二次粗铣,精铣。
(由于四角R角小于或等于R5精铣程序直接用精铣刀半径靠到位加工出来,为方便加半径补偿我们用手工把圆角改为尖角)槽宽20-40mm,弧长大于槽宽的2倍加工方式:粗精铣同一程序。
(由于四角R角小于或等于R5精铣程序直接用精铣刀半径靠出来)槽宽小于20mm,弧长大于槽宽的3倍加工方式:粗精铣同一程序。
(由于四角R角小于或等于R5精铣程序直接用精铣刀半径靠出来)编程说明方式3:如上图(为避免NC系统运算误差两端半圆弧需要在中点处打断)槽宽大于40mm弧长大于300mm加工方式:一次粗铣,二次粗铣,精铣。
槽宽小与40mm,弧长大于槽宽的2倍加工方式:粗精铣同一程序使用刀具半径补偿。
基于UG的轮胎模具设计_毕业论文

毕业设计(论文)题目:基于UG的轮胎模具设计院 (系):机电工程系专业:机械制造与自动化姓名:学号:指导教师:二〇一一年十一月二十日毕业设计(论文)任务书毕业设计(论文)进度计划表本表作评定学生平时成绩的依据之一模具CAD/CAM技术是先进制造技术的基础和重要组成部分,本文以高端的CAD/CAM集成系统UG软件作为支撑环境,根据轮胎设计的二维图样,实现了轮胎模具基模胎面及花纹的精确三维造型和数控加工程序编制。
使模具生产实现高精度,高效率和高度自动化。
阐述了UG环境下的轮胎模具三维造型方法、数控程序编制的工艺流程及制定用户化加工模板的重要性。
关键词:UG模具设计轮胎花纹轮胎造型Mold CAD/CAM technology is the basic and important part of advanced manufacturing technology. By adopting a high terminal CAD/CAM integrated system UG sobtware as a platform. Base on the 2D drawing which provided by consumer, the article realized the procedure how to set up a precise 3D tire mold master model , both for tire top surface and tread groove, and how to make digital controll processing programs. numerical manufacturing process of tire mold steel segment is carried out. The article also presents the method of building tire mold 3D models, NC programming process and formulation of the importance of user processing template.KEY WORD :The UG mold design Tire tread Tire modeling目录第一章绪言 (1)第一节模具CAD/CAM技术 (1)第二节CAD/CAM技术在模具行业中的应用 (1)第二章UG (1)第一节UG的功能 (1)第二节UG的技术特性 (2)第三节UG建模的优益 (3)第三章轮胎的构造和分类 (5)第一节轮胎的构造 (5)第二节轮胎的分类 (5)第四章轮胎磨具的加工 (8)第一节轮胎的基础建模 (8)第二节轮胎的实体建模 (10)第三节轮胎模具花纹快的加工 (12)结论 (15)致谢 (16)参考文献 (1)第一章绪言第一节模具CAD/CAM技术模具在工业生产中有着重要的地位,它是国民经济的基础工业。
轮胎模具设计说明书
题目:子午线轮胎模具设计专业代码:机械制造及其自动化作者姓名:学号:单位:机械设计制造及其自动化指导教师:摘要模具是工业生产中使用广泛的基础工艺装备、是国民经济的基础工业。
随着中国经济的日益蓬勃发展和国际大形势的整体前进,汽车的数量越来越多,各种私家车、工程车层出不穷,数量也以几何倍数式发展,作为汽车上最易消耗品之一的轮胎的制造则显得越来越重要。
轮胎质量的好坏直接影响车的安全性、速度、动力、油耗等至关重要的要素,而轮胎的外形制作则直接取决于模具的使用,因此,模具的质量与工艺则显示的尤为重要。
由于对模具的要求越来越高,传统的制造模具的方法不能够满足生产的需要,所以就促使了CAD/CAM技术在模具制造业中的应用,模具CAD/CAM 技术是先进制造技术的基础和重要组成部分,正在向着集成化、网络化、智能化的方向发展。
在模具厂增多,面临的压力逐渐增大的情况下,提高模具的质量成为了首当其冲的问题。
其流程规范化,工艺标准化成为了一个不可阻挡的大潮流,只有流程与工艺有了标准后才不至于出现同规格型号轮胎有略微不一样的情况,因为我们知道,一辆汽车四个轮胎如果差别超出了一个度那在安全系数等方面是极其危险的。
所以我们需要制定统一流程化。
标准化是很有必要的一个大趋势。
课题首先对现在流行的CAD/CAM技术及其优越性进行了简单介绍,而UG是CAD/CAM软件的代表,具有工程制图、三维造型、机构分析、动画仿真等强大功能,所以本文对UG的功能在模具制造中的应用进行了研究、分析。
最后分别介绍了在CAD/CAM技术下模具制造的三大块,结构、花纹以及刻字。
关键词:轮胎花纹、侧板刻字、CAD/CAM技术、轮胎结构、活络模装配AbstractIn recent years, with the rapid development of the automotive industry and a significant increase in car ownership, making cars increasingly close links with the people's life, traffic safety issues are increasingly prominent. Increase in car accidents caused by the loss of life and property damage, have become a social problem that cannot be ignored. Automobile safety is very important. Automobile safety design as a whole takes into account, in the time of the accident to minimize the chance of occupant injuries, so the passive safety of vehicles and related equipment increased by the majority of the people of concern. So we need a special type of brake lights, more intuitive, more visual impact of the brake signal to remind the rear vehicle drivers identify emergency stop or slow brake in a timely manner, so as to more effectively reduce vehicle collision occurs. This device is designed by brake pedal travel, which make multiple high brake rear lanterns lit and extinguished one by one, its working principle is mainly driven by the brake pedal pressure sensors transmit electrical signals, by single-chip computer to receive and process signals, thus decided to connect or disconnect the brake lights set, multiple high brake rear lanterns lit and extinguished one by one, final warning reached the rear of vehicle drivers.Keywords:traffic safety; brake lights; pressure sensor; brakes and slow brake目录第1章绪论 (5)1.1 子午线轮胎简介及其特点1.2 模具CAD/CAM技术及其优越性1.3 UG/GRIP介绍第2章子午线轮胎模具结构设计和装配 (6)2.1 模具结构设计要求2.1.1子午线轮胎模具结构设计技术要求2.1.2 模具的选材2.1.3 模具的设计特点和要求2.1.4 模具的精度和粗糙度要求2.2 活络模的装配2.2.1 建立活络模零部件三维模型2.2.2 装配过程2.3 本章小结 (8)第3章子午线轮胎模具花纹设计 (9)3.1 子午线轮胎的花纹3.1.1 胎面花纹的组成与作用3.1.2 对胎面花纹的要求3.1.3 胎面花纹的类型3.1.4 花纹沟深度3.2 子午线轮胎花纹的造型3.2.1 编程实现曲线的空间转换3.2.2 由空间曲线生成三维实体3.3 子午线轮胎的模具造型3.3.1 轮胎造型3.3.2 模具造型第4章子午线轮胎模具侧板刻字4.1 轮胎侧板刻字的简单介绍4.2 Master cam Mill v8在轮胎侧板刻字中的应用4.2.1 Master cam Mill v8软件简单介绍4.2.2 Master cam Mill v8的功能4.2.3 Master cam Mill v8的优越性 4.3 子午线轮胎刻字设计流程4.3.1 子午线轮胎侧板排字4.3.2 字体程序致谢参考文献错误!未定义书签。
轮胎模具制作流程

轮胎模具制作流程
1、将轮胎模型用脱模剂涂抹均匀后,用吹干。
处理好的轮胎模型四周用钢板围住,钢板也应用脱模剂处理。
2、硅胶与固化剂搅拌均匀.模具硅胶外观是流动的液体,A组份是硅胶,B组份是固化剂。
例:取100克硅胶,加入2克固化剂(注:硅胶与固化剂一定要搅拌均匀,如果没有搅拌均匀,模具会出现一块已经固化,一块没有固化,硅胶会出现干燥固化不均匀的状况就会影响硅胶模具的使用寿命及翻模次数,甚至造成模具报废状况。
3、抽真空排气泡处理:硅胶与固化剂搅拌均匀后,进行抽真空排气泡环节,抽真空的时间不宜太久,正常情况下,不要超过十分钟,抽真空时间太久,硅胶马上固化,产生了交联反映,使硅胶变成一块一块的,无法进行涂刷或灌注,这样就浪费了硅胶,只能把硅胶倒入垃圾桶,重新再取硅胶来做。
3、将配好的胶沿一固定灌注点缓慢浇注,并不时震荡以排除里面的空气。
4、120分钟胶固化完全后,将石膏粉1000g兑水后注入木条框内,注满为止(木条框应用塑胶片分为两部分以利拆模)。
5、20分钟后拆除木条,模具即做完成。
轮胎模具产品方案

轮胎模具产品方案1. 引言本文档旨在介绍轮胎模具产品方案,包括轮胎模具的设计、制造和应用。
轮胎模具是轮胎生产过程中必不可少的工具,它可以塑造轮胎的形状以及提供轮胎的结构支撑。
轮胎模具的质量和精度对轮胎的性能和质量具有重要影响。
因此,合理的轮胎模具产品方案对于轮胎生产厂商来说非常重要。
2. 轮胎模具设计轮胎模具的设计是整个产品方案的关键环节。
合理的轮胎模具设计能够提高轮胎的成型效果和质量。
轮胎模具的设计需要考虑以下几个主要方面:2.1 轮胎形状设计轮胎的形状对于车辆的操控性能和舒适性有着直接影响。
因此,在轮胎模具的设计中,需要根据轮胎的使用需求和设计要求确定轮胎的形状。
同时,还需要考虑轮胎的外观美观和流线型设计,以提高车辆的整体造型和减小风阻。
2.2 轮胎结构设计轮胎的结构设计是轮胎模具设计的重要组成部分。
轮胎的结构包括胎体和胎面两部分,它们的结构决定了轮胎的承载能力和抓地力。
在轮胎模具的设计中,需要合理确定胎体和胎面的布局和结构,以提高轮胎的性能和寿命。
2.3 模具材料选择轮胎模具的材料选择直接影响着模具的耐磨性、耐腐蚀性和热传导性能。
常见的轮胎模具材料有铝合金、钢和复合材料等。
在选择轮胎模具材料时,需要考虑轮胎生产工艺和成本因素,以选择最适合的材料。
3. 轮胎模具制造轮胎模具的制造是根据设计方案制造出轮胎模具的过程。
轮胎模具的制造过程需要经过以下几个主要步骤:3.1 制造工艺规划制造工艺规划是制造轮胎模具的第一步。
根据设计方案和制造要求,制造工艺规划确定了轮胎模具的制造流程和工艺参数。
制造工艺规划需要考虑轮胎模具的材料,模具的结构和尺寸,以及制造设备和工艺流程等因素。
3.2 加工工艺选择加工工艺选择是根据轮胎模具的形状、尺寸和材料等因素选择相应的加工方法和加工设备。
常见的轮胎模具加工方法包括数控机床加工、电火花加工、线切割加工等。
加工工艺选择需要考虑加工精度、工艺复杂度和加工效率等因素。
3.3 制造工艺控制制造工艺控制是制造轮胎模具过程中的关键环节。
轮胎外胎活络模具型号编制方法、系列与基本参数、检测方法

附录A(资料性附录)模具的型号编制方法A.1型号组成A.1.1轮胎外胎活络模具型号由基本代号、辅助代号和规格参数、设计代号三部分组成,三者之间用短横线隔开,其表示方法如下:设计代号规格参数辅助代号品种代号组别代号类别代号A.1.2基本代号由类别代号、组别代号、品种代号组成:a)类别代号采用大写的汉字拼音字母L (轮)表示;b)组别代号采用大写的汉字拼音字母M (模)表示;c)品种代号采用大写的汉字拼音字母H (活)表示。
A.1.3辅助代号采用大写的汉字拼音字母表示:——以X (斜)表示斜平面导向的活络模具;——以Y (圆)表示圆锥面导向的活络模具;——以R (热)表示配热板式硫化机用的活络模具;——以Z(蒸)表示配蒸锅式硫化机用的活络模具;——以P (片)表示多片式的活络模具;——以C(抽)表示抽真空的活络模具。
注:当辅助代号同时有多个字母出现时,则按以上排列顺序自上而下分别组合,例如,模具采用斜平面结构、适用于热板式硫化机、花纹块采用多片式、模套属于抽真空的,则辅助代号为XRPC,以此类推。
A.1.4规格参数采用花纹块和滑块的配合外直径×型腔高度表示。
当模具结构设计成花纹块和滑块连体、侧板分别与上盖和底板连体时,规格参数直接采用轮胎规格型号及花纹代号表示。
设计代号基本代号辅助代号规格参数A.1.5设计代号在必要时使用,可以用于表示制造单位的代号或产品设计顺序代号,也可以是两者的组合代号。
当设计代号使用英文字母时,一般不使用I和O,以免与数字混淆。
A.2型号说明及示例A.2.1花纹块和滑块的配合直径为φ860mm,型腔高度为360mm的热板式圆锥面的抽真空活络模具,其型号为:L M H—YRC860×360规格参数辅助代号品种代号组别代号类别代号A.2.2花纹块和滑块的配合直径为φ1188mm,型腔高度为380mm的蒸锅式斜平面活络模具,其型号为:L M H—XZ1188×380规格参数辅助代号品种代号组别代号类别代号A.2.3规格为23.5R25,花纹代号K101,结构为连体结构的蒸锅式圆锥面活络模具,其型号为:L M H—YZ23.5R25K101规格参数辅助代号品种代号组别代号类别代号附录B(资料性附录)模具的系列与基本参数B.1圆锥面导向活络模具的系列与基本参数见表B.1。
1轮胎模具结构及制造流程介绍

轮胎模具结构及制造流程介绍一般轮胎模具按制造的工艺大致分两种:半钢,全钢。
半钢主要用于轮胎直接较小,花纹比较复杂的轿车轮胎模具,全钢相对于半钢主要用于卡车,工程车等等。
一套轮胎模具按结构一般分为两大部分:壳体和型腔。
轮胎模具的壳体部分对于同一厂家,相对比较固定,而型腔部分涉及到花纹曲线部则经常变化。
壳体部大致分:中套镶环,上盖,上盖开滑板,上盖闭滑板,T型块,中套,进出气嘴,中套滑板,导向条,弓形座,弓形座底板,底座滑板,底座,限位块等型腔部大致分:上侧模,花纹圈,上夹盘,副钢圈,下夹盘,下钢圈,下侧模等。
半钢与全钢轮胎模具的生产流程大体分设计,编程,加工,修花以及装配。
半钢模具工艺以型腔部分流程为例说明:设计---根据厂家要求设计出模具的壳体,型腔,壳体部分对于同一厂家基本就几个统一规格,不会有太大变化;型腔部分则根据厂家花纹进行设计,主要是对侧模字体的排列,花纹块的分块。
编程---根据厂家图纸要求利用软件做出花纹,上下侧模三维造型,并做出加工操作,最后生产NC代码(半钢型腔部分编程,主要是基准模编程,侧模刻字编程)加工---1.花纹块加工:五轴加工基准模(A,C轴摇篮式双摆台机床),利用基准模制作出硅胶,硅胶在反做成石膏,拼圆并铸造出铝花纹圈。
然后经过粗车,半精车,分块,铣立面,打气孔,修花,镶气孔套,拼圆,车口,拆胎,表面处理等完成对花纹加工;2.侧模加工:粗车,热处理,半精车,开槽,铣活字块,研块,车块,刻字(B,C四轴机床),打气孔,镶气孔套,精抛,表面处理等;3.上下钢圈,上下夹盘:粗车,热处理,半精车,刻气线,精车等全钢模具工艺型腔部分流程工艺:设计---根据厂家要求设计出模具的壳体,型腔,壳体部分对于同一厂家基本就几个统一规格,不会有太大变化;型腔部分则根据厂家花纹进行设计,主要是对侧模字体的排列,花纹块的分块编程---根据厂家图纸要求利用软件做出花纹,上下侧模三维造型,并做出加工操作,最后生产NC代码(全钢型腔编程主要根据不同工艺对花纹进行编程,以及侧模编程)加工---1.花纹块加工:根据工艺路线加工花纹,以整圈粗铣后电打为例说明,将环形锻件毛坯经过粗车,热处理,半精车,粗铣,电打,分块,铣立面,打气孔,修花,镶气孔套,拼圆,车口,拆胎,表面处理等;2.侧模加工:基本同半钢侧模加工路线。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
本科生毕业论文(设计)题目:子午线轮胎模具设计专业代码:机械制造及其自动化作者姓名:赵树康学号:************单位:机械设计制造及其自动化指导教师:***2013年5月17日摘要模具是工业生产中使用广泛的基础工艺装备、是国民经济的基础工业。
随着中国经济的日益蓬勃发展和国际大形势的整体前进,汽车的数量越来越多,各种私家车、工程车层出不穷,数量也以几何倍数式发展,作为汽车上最易消耗品之一的轮胎的制造则显得越来越重要。
轮胎质量的好坏直接影响车的安全性、速度、动力、油耗等至关重要的要素,而轮胎的外形制作则直接取决于模具的使用,因此,模具的质量与工艺则显示的尤为重要。
由于对模具的要求越来越高,传统的制造模具的方法不能够满足生产的需要,所以就促使了CAD/CAM技术在模具制造业中的应用,模具CAD/CAM 技术是先进制造技术的基础和重要组成部分,正在向着集成化、网络化、智能化的方向发展。
在模具厂增多,面临的压力逐渐增大的情况下,提高模具的质量成为了首当其冲的问题。
其流程规范化,工艺标准化成为了一个不可阻挡的大潮流,只有流程与工艺有了标准后才不至于出现同规格型号轮胎有略微不一样的情况,因为我们知道,一辆汽车四个轮胎如果差别超出了一个度那在安全系数等方面是极其危险的。
所以我们需要制定统一流程化。
标准化是很有必要的一个大趋势。
课题首先对现在流行的CAD/CAM技术及其优越性进行了简单介绍,而UG是CAD/CAM软件的代表,具有工程制图、三维造型、机构分析、动画仿真等强大功能,所以本文对UG的功能在模具制造中的应用进行了研究、分析。
最后分别介绍了在CAD/CAM技术下模具制造的三大块,结构、花纹以及刻字。
关键词:轮胎花纹、侧板刻字、CAD/CAM技术、轮胎结构、活络模装配AbstractIn recent years, with the rapid development of the automotive industry and a significant increase in car ownership, making cars increasingly close links with the people's life, traffic safety issues are increasingly prominent. Increase in car accidents caused by the loss of life and property damage, have become a social problem that cannot be ignored. Automobile safety is very important. Automobile safety design as a whole takes into account, in the time of the accident to minimize the chance of occupant injuries, so the passive safety of vehicles and related equipment increased by the majority of the people of concern. So we need a special type of brake lights, more intuitive, more visual impact of the brake signal to remind the rear vehicle drivers identify emergency stop or slow brake in a timely manner, so as to more effectively reduce vehicle collision occurs. This device is designed by brake pedal travel, which make multiple high brake rear lanterns lit and extinguished one by one, its working principle is mainly driven by the brake pedal pressure sensors transmit electrical signals, by single-chip computer to receive and process signals, thus decided to connect or disconnect the brake lights set, multiple high brake rear lanterns lit and extinguished one by one, final warning reached the rear of vehicle drivers.Keywords:traffic safety; brake lights; pressure sensor; brakes and slow brake目录第1章绪论 (5)1.1 子午线轮胎简介及其特点1.2 模具CAD/CAM技术及其优越性1.3 UG/GRIP介绍第2章子午线轮胎模具结构设计和装配 (6)2.1 模具结构设计要求2.1.1子午线轮胎模具结构设计技术要求2.1.2 模具的选材2.1.3 模具的设计特点和要求2.1.4 模具的精度和粗糙度要求2.2 活络模的装配2.2.1 建立活络模零部件三维模型2.2.2 装配过程2.3 本章小结 (8)第3章子午线轮胎模具花纹设计 (9)3.1 子午线轮胎的花纹3.1.1 胎面花纹的组成与作用3.1.2 对胎面花纹的要求3.1.3 胎面花纹的类型3.1.4 花纹沟深度3.2 子午线轮胎花纹的造型3.2.1 编程实现曲线的空间转换3.2.2 由空间曲线生成三维实体3.3 子午线轮胎的模具造型3.3.1 轮胎造型3.3.2 模具造型第4章子午线轮胎模具侧板刻字4.1 轮胎侧板刻字的简单介绍4.2 Master cam Mill v8在轮胎侧板刻字中的应用4.2.1 Master cam Mill v8软件简单介绍4.2.2 Master cam Mill v8的功能4.2.3 Master cam Mill v8的优越性 4.3 子午线轮胎刻字设计流程4.3.1 子午线轮胎侧板排字4.3.2 字体程序致谢参考文献错误!未定义书签。
第1章绪论1.1子午线轮胎简介及其特点子午线轮胎区别于斜交轮胎,,胎体帘线按子午线方向排列,子午线轮胎根据材料不同可以分为全钢丝、半钢丝和全纤维子午线轮胎三种类型。
与斜交胎相比具有许多优点:使用寿命长、滚动阻力小,油耗低、承载能力大、减震性好;子午线轮胎的缺点:轮胎胎侧较薄、侧向强度低,稳定性能差、工艺复杂,生产成本高、不能与普通斜交胎用于同一辆汽车、严格保持出厂时轮胎要求的标准气压等1.2 模具CAD/CAM技术及其优越性模具是把所需要的材料填充在他的型腔中,用来获得需要的外部形状和基本尺寸的工具。
按照加工方式和加工所用材料的不同,模具分类有橡胶模具、粉末模具、压铸模具等等模具的CAD和CAM技术是一项容易掌握的很高端的系统工种。
是改变传统模具的老旧的加工方法的一个技术。
它用计算机软件的形式作为加工工具,使加工编程的技术工人能进行加工设计和不断优化提高。
模具的CAD和CAM技术的发展快,给产品的加工设计,制造和生产的水平的不断的发展带来了巨大提升,作为各种厂家不断信息技术化,集成技术化、网络技术化的最好的方面。
近年来,模具的不断提高的制造的加工生技术在我国和其他国家都已经得到了迅猛的提升。
经过几十年的发展,CAD/CAM技术已经在生产中占据了主导地位,其代表软件有UG、Mastercam Mill、CATIA ,他们有着优越的设计、加工完备、计算准确、很强的实用性,可以从双轴加工到以五轴联动等不同的方式加工复杂的产品,减少了设计中的主观误差并利用了计算机各种优点来优化化方案,保证方案的可行性,同时使模具生产能够实现高精度、高自动化、高效率。
极大地降低了生产成本,给模具制造业带来了巨大的经济效益。
1.3 UG/GRIP介绍大部分的厂商在引进了 CAD/CAM种种软件之后在工作中发现,一般的CAD/CAM软件的功能虽然解决了他们的大部分需求,但是许多专业问题,例如贯彻本公司的标准、专业的设计方法和算法、产品管理以及数据处理等方面,解决起来比较困难,会遇到不少麻烦,这就需要二次开发工具。
CAD/CAM软件的本地化,把本企业的专业知识、专利、规范等,与通用的 CAD/CAM 软件集成,使之成为一个高效、易用的应用系统,可以说,这些应用系统就是他们研制新产品、参与市场竞争的法宝。
GRIP是 Graphics Interactive Programming的缩写,即图形交互语言,是 UG最主要的二次开发工具之一。
由于 GRIP语言与 UG的紧密结合,以及它的简单易学,被称为面向工程师的语言。
GRIP命令有三种表示方式:(1)陈述格式例如,用两个坐标点(0,0,0)和(10,0,0)生成一条直线,其陈述格式的GRIP语句为: LN1=LINE/0,0,0,10,0,0 又例如,在直线 LN1的下方,作一条间距为1.0的平行线,其陈述格式为: LN=LINE/PARLEL,LN1,YSMALL,1.0 其中:LINE为主词,PARLEL1,YSMALL为辅词。
(2)GPA符号格式例如&DENS用于设置线宽。
(3)EDA符号格式一般的一个GRIP程序都可分为五部分,每个部分都要使用一组 GRIP命令(1)声明语句部分ENTITY/LN1,P(9),SPLN1,SPFREVSTRING/STR(30)NUMBER/A(10),CD(3)(2)初始化语句部分STR=’请输入刀具参数’DATA/A(10),1,1,2,0,5,1,3,4,5,7DATA/CD(3),4.5,1.2,4(3)交互语句部分GPOS/'选择一点',xc,yc,zc,respPARAM/'输入边长','长:',dx,'宽:',dy,$'高:',dz,resp第2章子午线轮胎模具结构设计和装配子午线轮胎活络模由动模和定模两部分组成,也就是人们常说的上、下模,上模包括上盖、中模套、滑块、上侧板、花纹块,减磨板及导向机构等,安装在硫化机移动模板上,在成型过程中,随合模系统运动;下模包括底座、下侧板,下钢圈,减磨板等,安装在固定模板上。