封头的放样方法
常用焊接管件的放样方法

在管道安装工程中,经常遇到转弯、分支和变径所需的管配件,这些管配件中的相当一部分要在安装过程中根据实际情况现场制作,而制作这类管件必须先进行展开放样,因此,展开放样是管道工必须掌握的技能之一。
一、弯头的放样弯头又称马蹄弯,根据角度的不同,可以分为直角马蹄弯和任意角度马蹄弯两类,它们均可以采用投影法进行展开放样。
图3-1直角马蹄弯图3-2 任意角度马蹄弯1.任意角度马蹄弯的展开方法与步骤(己知尺寸a、b、D和角度)。
(1)按已知尺寸画出立面图,如图3-3所示。
(2)以D/2为半径画圆,然后将断面图中的半圆6等分,等分点的顺序设为1、2、3、4、5、6、7。
(3)由各等分点作侧管中心线的平行线,与投影接合线相交,得交点为1'、2'、3'、4'、5'、6'、7'。
(4)作一水平线段,长为πD,并将其12等分,得各等分点1、2、3、4、5、6、7、6、5、4、3、2、1。
(5)过各等分点,作水平线段的垂直引上线,使其与投影接合线上的各点1'、2'、3'、4'、5'、6'、7'引来的水平线相交。
(6)用圆滑的曲线将相交所得点连结起来,即得任意角度马蹄弯展开图。
图3-3 任意角度马蹄弯的展开放样图2、直角马蹄弯的展开放样(己知直径D)由于直角马蹄弯的侧管与立管垂直,因此,可以不画立面图和断面图,以D/2为半径画圆,然后将半圆6等分,其余与任意角度马蹄弯的展开放样方法相似。
图3-4 直角弯展开图二、虾壳弯的展开放样虾壳弯由若干个带斜截面的直管段组成,有两个端节及若干个中节组成,端节为中节的一半,根据中节数的多少,虾壳弯分为单节、两节、三节等;节数越多,弯头的外观越圆滑,对介质的阻力越小,但制作越困难。
1、90°单节虾壳弯展开方法、步骤:(1)作∠AOB=90°,以O为圆心,以半径R为弯曲半径,画出虾壳弯的中心线。
(2)将∠AOB平分成两个45°,即图中∠AOC、∠COB,再将∠AOC、∠COB各平分成两个22.5°的角,即∠AOK、∠KOC、∠COD与∠DOE。
封头展开计算公式

封头展开计算公式
对于圆形封头来说,其展开计算公式非常简单,只需要知道封头的直径D即可。
圆形封头的表面积及圆弧长可以通过如下公式计算:表面积=π*D^2/4
圆弧长=π*D/2
对于椭圆形封头来说,其展开计算相对复杂些,需要知道封头的长轴a和短轴b。
椭圆形封头的表面积及圆弧长可以通过如下公式计算:表面积=π*a*b
圆弧长= π * (3 * (a+b) - sqrt((3*a+b)*(a+3*b)))
对于扁平形封头来说,展开计算也相对较为复杂,需要知道封头的外径Do、内径Di和高度h。
扁平形封头的表面积及圆弧长可以通过如下公式计算:
表面积=π*((Do-Di)*(Di+Do)+4*h^2)/4
圆弧长=π*(Do+Di)/2
这些计算公式在实际工程设计中非常实用,可以根据封头的形状和尺寸计算出封头的表面积和圆弧长等参数。
通过这些参数,可以进行封头的制造和装配设计,确保封头与压力容器的其他部分相匹配,并能够承受所需的压力。
在实际应用中,为了方便计算,常常使用计算机辅助设计(CAD)软件或者编写程序来进行封头展开计算。
这样可以提高计算的精度和效率,并且可以快速根据实际需求进行计算和调整。
总之,封头展开计算公式是工程设计中重要的计算方法,它可以帮助
设计人员确定封头的几何参数,从而确保封头的制造和装配设计符合要求。
在实际应用中,可以通过使用计算机软件或编写程序来进行封头展开计算,以提高计算的准确性和效率。
压力容器制作生产加工工艺

封头的生产加工工艺1、整板、拼板封头制作采用冲压、旋压、卷制以及分瓣成型的压力容器用半球形、椭圆形、蝶形、球冠形、平底形和锥形封头应符合,同时应符合《钢制压力容器》、《钢制化工容器制造技术要求》的有关规定。
2、椭圆封头、球形封头、锥段均至少自然加厚,具体投料厚度由制造方确定,确保压制成形后的最小厚度不得低于图纸技术要求给出的最小成形厚度或图样标示厚度。
3、拼板焊缝坡口表面不得有裂纹、分层、夹杂等缺陷,标准抗拉强度下限值﹥的钢材及低合金经火焰切割的坡口表面,应用砂轮打磨平滑,并应对加工表面进行磁粉或渗透检测。
4、先拼板后成型的封头,拼板的对口错边量不应大于材料厚度的,且不大于,拼接复合钢板的对口错边量不大于覆层厚度的,且不大于。
5、椭圆封头、球形封头瓜瓣、锥段瓜瓣表面不得有裂纹、气泡、结疤、折叠、夹杂和分层。
6、封头放样。
分片过渡段分为正锥壳和偏心锥壳,为方便加工成型一般分成两半下料加工,成型后的过渡段需经预组装,预组装要求在刚性平台上进行,下口外基准圆直径确定时须考虑每道拼缝预留3mm收缩余量,预组装错边≤2mm,拼缝焊前棱角≤(),\ ())。
正锥壳放样方样方法如下:(放样尺寸均以中径为准)6.2.1如下左图所示正圆锥大端直径为、小端直径为、高为,圆锥顶角α[()] (*α) α。
6.2.2 正锥壳展开后其扇形中,△为等腰三角形,,⌒π*,而在排板下料时需根据板料情况排料,下右图中θ°*,则2L*(θ).6.2.3画的中垂线,使,则就找出圆心,再以点为圆心为半径画圆弧就可得到展开的两半正锥壳。
偏心锥壳需用三角形展开法画出,偏心锥壳基本采用整体外委加工,验收时必需检查上下口平行度。
三角形展开画法:6.3.1在右边图的右(或左)半边两圆周上均分相同的等分,再在大圆周上每个点连接小圆周上相邻的两个点。
6.3.2画一直角三角形其高度为,斜边为偏心锥壳的最长边。
6.3.3在直角三角形的底边上分别以垂足为圆心右图的连线为半径画上对应的点。
几种简单弯头手工放样方法

几种简单弯头手工放样方法一、简单弯头手工放样方法之一:卷曲法卷曲法是一种简单的弯头手工放样方法,适用于弯管加工中弯角较小的情况。
具体步骤如下:1.首先,确定弯头的直径和弯角,并根据需要的长度在纸上画出一条直线,代表弯管的路径。
2.根据弯头的直径,在直线上划分出等分点,每隔一段距离一个点。
3.以这些等分点为参照,在直线的一侧垂直上方画出一条等距离的平行线,作为卷曲线。
4.然后,在直线上的每个等分点处,以卷曲线上与之相对应的点为标准,画出弧线,连接相邻的弧线得到弯头的等距曲线。
5.最后,将等距曲线剪下,并沿着曲线将平面纸做成弯头形状,即可得到弯头的手工放样图案。
二、简单弯头手工放样方法之二:多边法多边法是一种适用于各种弯角的手工放样方法。
具体步骤如下:1.首先,根据弯头的直径和弯角,在纸上画出一个直线,代表弯管的路径。
2.在直线的两端分别以直径的一半,画出两个等长的线段,作为弯头的两个侧边。
3.然后,确定弯头两端的圆心位置,在弯头两侧各画出一条与直线相交的直径线。
4.按照用户需要的弯角,将直径线一分为二,得到圆心与直径线交点的夹角。
5.将这个夹角划分成一个个小角度,然后再用这些小角度作为参照,沿着直径线每隔一个小角度画出一个点。
6.将这些点按顺序连接起来,得到的图形即为弯头的手工放样图案。
三、简单弯头手工放样方法之三:弧线法弧线法是一种适用于弯角较大或复杂形状的手工放样方法。
具体步骤如下:1.首先,确定弯头的直径和弯角,并在纸上画出一条直线,代表弯管的路径。
2.根据弯头的直径,在直线上划分出等分点,每隔一段距离一个点。
3.在每个等分点附近,确定两个圆心并画出两个圆弧,分别与直线相切。
4.沿着直线将这些圆弧连接起来,得到弯头的等距曲线。
5.最后,根据等距曲线剪下纸板,并将纸板沿着曲线弯曲,即可得到弯头的手工放样图案。
以上是几种简单的弯头手工放样方法,可以根据实际需要选择合适的方法进行操作。
当然,这些方法只是对弯头形状进行估算和近似,对于更精确的要求,还需要采用更专业的设备和技术进行加工。
保温封头手工放样简单方法

保温封头手工放样简单方法
保温封头的放样作为一种手工技艺,要求施工者必须具备较强的技术基础以及放样技巧,因而,对于初学者来说其开展起来可能感觉有些困难。
下面介绍一种比较简单的放样方法,能够帮助初学者轻松放样。
第一步:卷取原片
在开始放样时,首先要准备保温封头原片,将原片完整接缝后卷取,保证原片无损及完好。
第二步:测量尺寸
放样时应先拆开原片,并用锉刀和直尺测量原片的尺寸,包括外形的长宽高以及改圆的半径等,记录所测量的尺寸,以便在放样时使用到。
第三步:制作钳口
放样准备工作做好后,接下来开始进行钳口制作,即将管头处、管口处处理成钳口,这一步非常重要,务必认真,以免影响后期施工的质量。
第四步:修整四边
接下来应该将原片的四边修整保持圆滑,此外,保温封头的螺旋槽也是必不可少的,一般这步骤使用钳刀进行处理,防止此处发生断裂和柔性变形等情况的出现。
第五步:焊接拼接
最后,还要通过电焊或气焊的方式将原片进行拼接,确保拼接处没有任何空隙,拼接缝处处理平整,最后清洗表面,完成整个放样过程。
通过以上手工放样方法,初学者便可以轻松、快速的放样保温封头,以保证其施工质量。
铆工知识测试题
铆工知识测试题一、单选题1、对于(),图纸也包括带有图框格式的图纸。
[单选题] *A、工程图样(正确答案)B、工程图纸C、视图D、图幅2、正投影法常使几何的主要平面与相应的投影面相互()。
[单选题] *A、垂直B、平行(正确答案)C、相交D、垂直或相交3、标准椭圆封头的特点是:短半径是封头直径的(),而长轴等于封头直径。
[单选题] *A、1/2B、1/3C、1/4(正确答案)D、3/44、碳的质量分数不大于0.25%的钢称为()。
[单选题] *A、工业纯铁B、低碳钢C、中碳钢(正确答案)D、铸铁5、同一材料做成长试样或短式样,测出A的断后伸长率数值是()。
[单选题] *A、相同的(正确答案)B、不相同的C、无影响的D、不变的6、()是钢材的强度性能指标之一。
[单选题] *A、延伸率B、抗拉强度(正确答案)C、冷弯能力D、可焊性7、在一般情况下,碳素钢中碳的质量分数越大,则钢的强度越()。
[单选题] *A、高(正确答案)B、低C、中等D、没影响8、()可以通过改变材料的组织结构,可以提高材料的硬度和耐磨性。
[单选题] *A、退火B、正火C、淬火(正确答案)D、回火9、胀管是依靠管板孔壁的()变形实现的。
[单选题] *A、塑性(正确答案)B、弹性C、钢性D、韧性10、中压容器的压力范围是()。
[单选题] *A、0.1《p<1.6MpB、0.5《p<1.0MpC、1.0《p<10.0MpD、1.6《p<10.0Mp(正确答案)11、管子对口的错边量应不超过管壁厚的20%,且不超过()。
[单选题] *A、1mmB、1.5mmC、2mm(正确答案)12、在铆钉交错排列时,沿对角线铆钉中心间的距离()。
[单选题] *A、不小于3.5d(铆钉直径)(正确答案)B、不小于3.5t(最小板厚)C、等于5t13、从链接形式上来看,其搭接强度()对接。
[单选题] *A、优于B、等同于C、低于(正确答案)14、中低压钢管冷弯时最小弯曲半径为()。
保温外护设备园形封头放样法
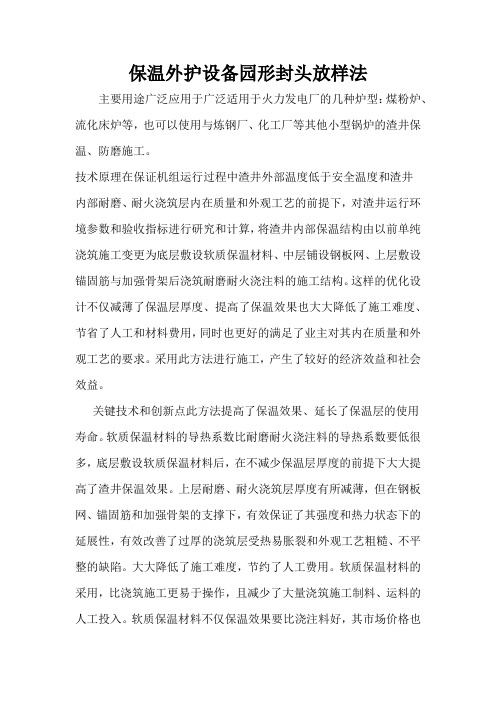
保温外护设备园形封头放样法主要用途广泛应用于广泛适用于火力发电厂的几种炉型:煤粉炉、流化床炉等,也可以使用与炼钢厂、化工厂等其他小型锅炉的渣井保温、防磨施工。
技术原理在保证机组运行过程中渣井外部温度低于安全温度和渣井内部耐磨、耐火浇筑层内在质量和外观工艺的前提下,对渣井运行环境参数和验收指标进行研究和计算,将渣井内部保温结构由以前单纯浇筑施工变更为底层敷设软质保温材料、中层铺设钢板网、上层敷设锚固筋与加强骨架后浇筑耐磨耐火浇注料的施工结构。
这样的优化设计不仅减薄了保温层厚度、提高了保温效果也大大降低了施工难度、节省了人工和材料费用,同时也更好的满足了业主对其内在质量和外观工艺的要求。
采用此方法进行施工,产生了较好的经济效益和社会效益。
关键技术和创新点此方法提高了保温效果、延长了保温层的使用寿命。
软质保温材料的导热系数比耐磨耐火浇注料的导热系数要低很多,底层敷设软质保温材料后,在不减少保温层厚度的前提下大大提高了渣井保温效果。
上层耐磨、耐火浇筑层厚度有所减薄,但在钢板网、锚固筋和加强骨架的支撑下,有效保证了其强度和热力状态下的延展性,有效改善了过厚的浇筑层受热易胀裂和外观工艺粗糙、不平整的缺陷。
大大降低了施工难度,节约了人工费用。
软质保温材料的采用,比浇筑施工更易于操作,且减少了大量浇筑施工制料、运料的人工投入。
软质保温材料不仅保温效果要比浇注料好,其市场价格也要比浇筑料低得多,节约了材料成本。
抓钉的布置与焊接抓钉应每平米9—12个呈“米”字型均匀布置,焊接应牢固。
一般来说,耐火渣井的总保温厚度约为200mm左右。
为保证浇筑层的强度和使用寿命,软质保温材料的厚度不应大于80mm。
软质保温材料敷设单层应敷设严密,多层应注意同层错缝、层间压缝敷设,避免施工过程中造成通缝而导致渣井外部超温。
钢板网应铺设于软质保温材料层和浇注层之间,铺设应平整、实落。
锚固筋与渣斗内壁的焊接长度不应小于50mm,两边均应满焊,不应虚焊、漏焊。
封头模具操作规程(3篇)
第1篇一、前言封头模具是制造各种容器、管道等封闭端部的重要工具,其操作规程的制定旨在确保操作人员的人身安全,提高生产效率,保证产品质量。
以下为封头模具操作规程的具体内容:二、操作前的准备工作1. 检查封头模具的完整性,确保无损坏、裂纹等缺陷。
2. 检查模具的润滑系统,确保润滑充足,减少磨损。
3. 检查模具的安装情况,确保安装牢固,无松动现象。
4. 检查设备运行状态,确保设备运行正常。
5. 确认操作人员已熟悉本规程,并掌握相关操作技能。
三、操作步骤1. 启动设备,待设备运行正常后,调整设备至合适的位置。
2. 将待加工材料放置于模具上,确保材料平整、无变形。
3. 根据产品要求,调整模具的加工参数,如压力、速度、行程等。
4. 启动模具,使材料经过模具进行封头加工。
5. 加工过程中,密切观察设备运行状态,发现异常情况立即停止操作,排查原因。
6. 加工完成后,关闭模具,取出成品,检查产品质量。
7. 如发现不合格品,及时调整模具参数,重新加工。
四、操作注意事项1. 操作人员必须穿戴好个人防护用品,如安全帽、工作服、手套等。
2. 操作过程中,严禁操作人员站在模具附近,以免发生意外。
3. 操作人员应保持良好的工作环境,避免油污、灰尘等对设备造成损害。
4. 检查模具及设备时,注意防止触电、烫伤等安全事故。
5. 操作人员应严格遵守操作规程,不得擅自更改设备参数。
6. 操作结束后,关闭设备,清理现场,保持工作环境整洁。
五、操作后的保养与维护1. 定期检查模具的磨损情况,及时更换磨损严重的零部件。
2. 清理模具表面,去除油污、灰尘等杂物。
3. 检查润滑系统,确保润滑充足,减少磨损。
4. 定期对设备进行维护保养,确保设备运行正常。
六、总结封头模具操作规程的制定,旨在提高操作人员的安全意识,确保生产效率,保证产品质量。
操作人员应严格遵守本规程,加强自我保护意识,共同维护生产安全。
第2篇一、操作前的准备工作1. 检查模具及设备是否完好,确认设备各部件是否正常运转。
放样计算公式
& BASIC中国化学工程第四建设公司高用全目录前言…………………………………………………………………………………( 3 )第一部分两体相贯展开………………………………………………………………( 5 )1 .封头与圆管相贯………………………………………………………………… (5 )2 .方管与封头垂直体相贯………………………………………………………… (9 )3 .直管与封头水平相贯…………………………………………………………… (12 )4 .直角二节弯头…………………………………………………………………… (14 )5 .任意角度二节弯头……………………………………………………………… (15 )6 .任意角度四节弯头……………………………………………………………… (17 )7 .虾米弯管托……………………………………………………………………… (19 )8 .圆锥体弯头……………………………………………………………………… (21 )9 .圆筒上直管……………………………………………………………………… (24 )10 .圆管与圆筒中心线平行相贯及开孔……………………………………………(25 )11 .圆台与圆筒相贯…………………………………………………………………(28 )12 .直管与圆筒体斜相贯……………………………………………………………(32 )13 .特殊形状圆变方与圆筒相贯……………………………………………………(34 )14 .特殊形体圆变圆与圆筒相贯一…………………………………………………(38 )15 .特殊形体圆变圆与圆筒相贯二…………………………………………………(41 )16 .圆锥与直管垂直相贯……………………………………………………………(45 )17 .直管与圆锥水平相贯……………………………………………………………(48 )18 .直管与圆锥相贯开孔……………………………………………………………(50 )19 .圆管与圆台中心线平行相贯……………………………………………………(53 )20 .球体与圆柱相贯(球罐柱腿)…………………………………………………(55 )第二部分单形体展开…………………………………………………………………(58 )21 .天圆地方…………………………………………………………………………(58 )22 .倾斜天圆地方……………………………………………………………………(60 )23 .天圆地方二………………………………………………………………………(63 )24 .圆台体大圆弧展开法……………………………………………………………(66 )25 .偏心大小头 (69)26 .马蹄形体 (72)27 .斜圆台 (75)附:BASIC 语言程序计算值……………………………………………………………… 78)第一部分两体相贯展开1 .封头与圆管相贯已知:R 、r 、 a 、b 、H ,求:圆管素线实长(展开圆管实形)椭圆封头上的节管是石油化工容器设备上常见的一种,这里计算的是节管的下料长度。
封头的放样方法
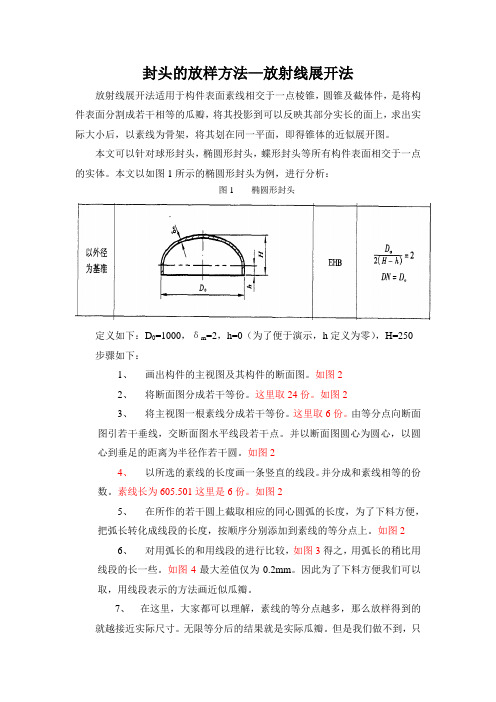
封头的放样方法—放射线展开法放射线展开法适用于构件表面素线相交于一点棱锥,圆锥及截体件,是将构件表面分割成若干相等的瓜瓣,将其投影到可以反映其部分实长的面上,求出实际大小后,以素线为骨架,将其划在同一平面,即得锥体的近似展开图。
本文可以针对球形封头,椭圆形封头,蝶形封头等所有构件表面相交于一点的实体。
本文以如图1所示的椭圆形封头为例,进行分析:图1 椭圆形封头定义如下:D0=1000,δm=2,h=0(为了便于演示,h定义为零),H=250 步骤如下:1、画出构件的主视图及其构件的断面图。
如图22、将断面图分成若干等份。
这里取24份。
如图23、将主视图一根素线分成若干等份。
这里取6份。
由等分点向断面图引若干垂线,交断面图水平线段若干点。
并以断面图圆心为圆心,以圆心到垂足的距离为半径作若干圆。
如图24、以所选的素线的长度画一条竖直的线段。
并分成和素线相等的份数。
素线长为605.501这里是6份。
如图25、在所作的若干圆上截取相应的同心圆弧的长度,为了下料方便,把弧长转化成线段的长度,按顺序分别添加到素线的等分点上。
如图26、对用弧长的和用线段的进行比较,如图3得之,用弧长的稍比用线段的长一些。
如图4最大差值仅为0.2mm。
因此为了下料方便我们可以取,用线段表示的方法画近似瓜瓣。
7、在这里,大家都可以理解,素线的等分点越多,那么放样得到的就越接近实际尺寸。
无限等分后的结果就是实际瓜瓣。
但是我们做不到,只能根据实际情况,按照客户或其他原因,选取n的等分点进行放样。
如图2如图3如图4于2010年3月30日星期二孟庆玉。
铝皮保温封头放样方法
铝皮保温封头放样方法
铝皮保温封头放样是在冷却塔制作施工过程中的重要程序,其内容主要是将冷却塔的铝皮组装到原有的保温封头上,以实现冷却塔保温性能的最大化。
一般而言,铝皮保温封头放样要分为初始和中期操作,本文现主要介绍铝皮保温封头的初始放样方法。
首先,要确定封头配接处的封头套筒直径与铝皮圈宽度的比率,并根据封头上预设封头螺栓位置将封头套筒做标记,以便留意铝皮圈的横断面形状。
其次,要将封头套筒套接在冷却塔上,并将其固定在支架上,以便利于放样操作。
接着,要将封头套筒上的铝皮圈垫上铝皮,以便铝皮圈性能的最大化。
要确保铝皮圈上的铝皮没有裂痕,并将其固定在封头表面,以便铝皮圈做到防水防温。
在此基础上,要将铝皮圈整体压缩,以便放样封头与铝皮圈完美匹配。
在压缩时,应以均匀的贴色为主,以便放样封头实现最佳封头效果。
此时,铝皮圈外部要充分包裹在封头表面,以保证封头的完整性。
最后,要将铝皮圈放置在保温砌块上,并加用螺栓固定,以实现冷却塔保温性能的最大化。
以上就是完整的铝皮保温封头放样方法,通过使用该方法,可以更好的实现冷却塔的保温能力。
另外,要放样前,需要做好设计计算工作,以确保封头放样质量。
放样下料计算

球面经线法近似放样下料说明本例为球罐按经线法近似放样下料的构件。
球面为不可展曲面,因此分近似法和拱曲法两种放样方法作展开图计算。
经线法近似放样是将球面的经线方向分成若干等分按多边形来计算下料,按此制作后是多边形的近似球面,外形不够美观,但具有加工简单、对工人的技术要求不高、成本低等优点,等分数较大时,可接近球状。
示意图中d为球罐的内径,b为板材厚度。
要求d、b>0,以上数据由操作者确定后输入。
球罐经线方向须分成n1等分,纬线方向须分成n2等分来计算每一条素线的实长,n1、n2的数值由操作者根据直径和精度要求自定,但必须取4的整倍数,n1、n2的数值越大,展开图的精度越高,但画展开图的工作量相应增加。
用人工画线一般取n1、n2=16~36已可比较准确下料,用数控切割机下料或是刻绘机按1:1画样板,n1、n2值可取大一些。
展开图所输出数据已作板厚处理,操作者可直接根据数据在板材上下料,具体可参照展开示意图按如下方法放样:(1)、画一任意线段,长度等于ls,将线段分成n2等份,每份长度等于m2。
(2)、过各等分点在线段的两侧画垂直线,按图在各垂直线上对称依次量取ms(1)~ms(n2/2+1)长度。
(3)、用光滑曲线连接量取的各点,即为球罐一片的展开图,共需画n1片同样的展开图,弯曲后拼接起来即成近似的球罐。
球面经线法拱曲放样下料说明本例为球罐按经线法拱曲放样下料的构件,由于球面为不可展曲面,拱曲法每块料中线按球面尺寸计算下料,边线则加一定的收缩量,加工时用热胀冷缩或压延的办法使边线收缩中间拉伸拱曲成球面形状,用压延方法加工,要有大型压力机和模具,用热胀冷缩法对工人的技术要求高,成本费用大。
使用哪种方法放样下料,须根据构件的要求,工人的技术水平,设备状况以及成本的高低来确定。
示意图中d为球罐的内径,d1为球罐顶圆直径,b为板材厚度。
要求d1、b>0、d1<d,以上数据由操作者确定后输入。
.固定管板式换热器的封头设计 - (2)
.固定管板式换热器的封头设计- (2)银川能源学院《过程装备制造与检测》课程设计说明书题目:固定管板式换热器筒体工艺设计学生姓名 : 刘媛学号 : 1210140026院(系) : 石油化工学院专业 : 过程装备与控制工程班级 : 1201指导教师 : 肖东彩2015年6月9日目录前言 (7)一、设计任务书 (7)1. 设计题目 (8)2. 设计原始参数 (8)3.设计内容 (8)二、概述 (9)三、材料的预处理 (9)1.净化处理 (9)1.1喷砂处理的原理 (9)1.2喷砂处理的原料 (10)1.3特点 (10)1.4注意事项 (11)2.矫形 (12)2.1原理 (12)2.2矫形原因 (12)2.3矫形方法 (12)四、筒体的计算 (13)1.筒体的下料长度宽度计算 (13)五.号料(放样 (13)1放样的概念 (13)2.筒体弯卷变形率的计算 (16)3.筒节的弯卷成型 (16)3.1 工作原理 (16)4 筒节弯卷的回弹估算 (17)5. 封头的的成形 (18)6. 焊接 (19)六、检测 (21)1.检测方式 (21)2.超声波的介绍 (21)3.超声波检测的原理 (21)4.坡口类型 (22)5. 焊接工艺 (24)5.1. 焊前准备 (24)5.2. 焊接顺序 (26)5.3. 焊接注意事项 (27)5.4. 焊接方法的分类 (29)5.5. 埋弧自动焊的特点................................. 错误!未定义书签。
5.6. 焊后热处理 (32)5.7. 无损检测 (33)七.小结 (34)参考文献 (34)前言换热器是化工、石油、动力、冶金、交通、国防等工业部门重要工艺设备之一,其正确的设置,性能的改善关系各部门有关工艺的合理性、经济性以及能源的有效利用与节约,对国民经济有着十分重要的影响。
换热器的型式繁多,不同的使用场合使用目的不同。
其中常用结构为管壳式,因其结构简单、造价低廉、选材广泛、清洗方便、适应性强,在各工业部门应用最为广泛。
sw钣金球形封头建模与展开方法

sw钣金球形封头建模与展开方法English Answer:## Modeling and Development of a Spherical Head in SW Sheet Metal.### Introduction.Sheet metal forming is a manufacturing process that involves shaping metal sheets into various forms. One common application is the creation of spherical heads, which are used in a wide range of industries. This article presents a comprehensive guide to modeling and developing a spherical head in SolidWorks (SW) Sheet Metal.### Modeling the Spherical Head.1. Create a New Part: Launch SW and create a new part document.2. Sketch the Profile: Sketch the profile of the spherical head using the "Sketch" tool. This profile can be a circle, ellipse, or any other desired shape.3. Extrude the Profile: Extrude the sketch to create a solid body. The extrusion depth will determine the heightof the spherical head.### Developing the Spherical Head.1. Create a Base Flange: Create a base flange aroundthe perimeter of the spherical head using the "Flange" tool. This flange will provide the material for bending and shaping the head.2. Bend the Flange: Use the "Bend" tool to bend the flange upward by 90 degrees. Adjust the "Angle" and "Radius" settings to achieve the desired bend angle and curvature.3. Add Relief Cuts: To prevent the sheet metal from tearing during bending, add relief cuts along the bendlines using the "Cut" tool.4. Loft the Cut: Use the "Loft" tool to create a smooth transition between the relief cuts and the spherical head.5. Unbend the Flange: Unbend the flange by 90 degrees to complete the development process.### Additional Considerations.Material Selection: Choose an appropriate sheet metal material that meets the strength and formability requirements of the application.Bend Allowance: Consider the bend allowance when defining the flange size to ensure accurate bending.Tooling: Use appropriate tooling to perform the bending and cutting operations precisely.Surface Finish: Specify the desired surface finish on the spherical head to meet aesthetic or functionalrequirements.### Conclusion.By following the steps outlined above, you can successfully model and develop a spherical head in SW Sheet Metal. This process involves creating the profile, extruding the body, developing the flange, bending the flange, and adding relief cuts. With careful attention to details and proper considerations, you can create spherical heads that meet the exact specifications of your application.Chinese Answer:## SW钣金球形封头建模与展开。