封头的锻造方式
封头加工工艺流程
封头加工工艺流程
嘿,朋友们!今天咱就来讲讲封头加工工艺流程呀!
你想想,一个封头就像是一个保护罩,它要经过好多道工序才能变得坚固又完美呢!首先啊,得选好材料,就像给要出征的战士挑一件好铠甲一样重要!咱得精挑细选,可不能马虎哟!“这材料行不行啊?”师傅们常常会这样互相问。
然后呢,就是切割啦!把那一大块材料切割成合适的形状,“咔嚓咔嚓”,这声音听起来是不是特别带劲!就像理发师精心修剪头发一样,得剪出个漂亮的造型来。
接下来呀,可到了关键的一步——冲压成型!哇,这就好比是给封头
来个大变身,“嘭”的一下,封头就初步有了自己的模样,是不是很神奇?师傅们都瞪大了眼睛看着呢,生怕出一点差错。
再接着是焊接,把各个部分焊接在一起,这焊接就像是给房子打地基,得牢固才行啊!“可别出啥漏洞呀!”大家都在心里默念着。
之后还有热处理等一系列环节呢!一步步地,封头就变得越来越厉害啦!
你们说,这封头加工工艺流程是不是特别有趣又充满挑战呀?就像是一场精彩的冒险,每一步都不容小觑!
我觉得呀,封头加工工艺流程真的太神奇了,看着一块普通的材料经过这么多道工序最后变成那么重要的封头,真的让人感叹人类的智慧和创造力!这就是制造业的魅力所在呀!。
封头制作方法

封头制作方法
封头是一种常见的工业制品,广泛应用于各种容器、管道、锅炉等设备中。
封头的制作方法有很多种,下面我们就来介绍一下其中的几种常见方法。
一、冷冲压法
冷冲压法是一种常见的封头制作方法,它适用于制作直径较小的封头。
具体制作过程如下:
1. 首先,将一块厚度适中的金属板材放在冲床上,用模具将其压成圆形。
2. 然后,再用模具将圆形金属板压成半球形。
3. 最后,将半球形金属板的边缘用模具压成所需的形状,即可得到封头。
二、热冲压法
热冲压法是一种适用于制作大直径封头的方法。
具体制作过程如下:
1. 首先,将一块厚度适中的金属板材放在加热炉中加热至一定温度。
2. 然后,将加热后的金属板材放在冲床上,用模具将其压成圆形。
3. 接着,再用模具将圆形金属板压成半球形。
4. 最后,将半球形金属板的边缘用模具压成所需的形状,即可得到封头。
三、旋压法
旋压法是一种适用于制作高精度封头的方法。
具体制作过程如下:
1. 首先,将一块厚度适中的金属板材放在旋压机上。
2. 然后,用旋压机将金属板材旋转,并用模具将其压成所需的形状。
3. 最后,将压制好的封头进行抛光和清洗,即可得到高精度的封头。
以上就是封头制作的几种常见方法,不同的方法适用于不同的封头制作需求。
在制作封头时,需要根据具体情况选择合适的方法,并注意安全操作,以确保制作出高质量的封头。
不锈钢封头的加工方法

不锈钢封头的加工方法嘿,咱今儿就来聊聊不锈钢封头的加工方法。
你可别小瞧了这小小的封头,它在好多地方可都起着大作用呢!不锈钢封头的加工,就像是一场精心编排的舞蹈。
首先呢,得有合适的材料,就像跳舞得有好的舞鞋一样。
不锈钢,那可是硬骨头,得好好对付。
一种常见的方法就是冲压成型啦。
想象一下,就像给面团塑形一样,用大力气把不锈钢板压成我们想要的封头形状。
这可不是随随便便就能做到的,得掌握好力度和角度,不然可就压歪啦!还有旋压成型呢,这就好比是在给不锈钢做一次温柔的按摩。
通过旋转和挤压,慢慢地让它变成封头的样子。
这需要耐心和技巧,就像一个优秀的按摩师,得知道轻重缓急。
焊接成型也是常用的办法哦。
把几块不锈钢板焊接在一起,组成封头。
这就好像搭积木一样,不过这积木可不好搭,得保证焊接得牢固,不能有缝隙,不然以后会出问题的呀!在加工过程中,那可得注意好多细节呢!温度就是个关键,太热了不行,太冷了也不行,得恰到好处。
就像做饭火候掌握不好,饭菜就不好吃啦。
还有加工的精度,差一点都不行,这封头以后可是要承担重任的呀!而且啊,加工不锈钢封头可不是一件容易的事儿,得有经验丰富的师傅来操作。
他们就像是舞台上的主角,熟练地掌握着每一个动作,每一个步骤。
他们知道什么时候该用力,什么时候该轻一点,什么时候该调整角度。
你说这不锈钢封头是不是很神奇?从一块平平无奇的不锈钢板,经过一系列的加工,就变成了一个能发挥大作用的封头。
这就像是一个丑小鸭变成了白天鹅呀!总之呢,不锈钢封头的加工方法有很多种,但每一种都需要精心对待,就像对待一件珍贵的艺术品一样。
只有这样,才能做出高质量的封头,让它们在各个领域发光发热呀!所以,可别小看了这小小的封头哦!。
大型蒸汽发生器封头锻造工艺分析及模拟
Abstract
With the development of China's social economy, pressure vessels in nuclear power, coal chemical, oil refining, petrochemical and other industries have shown a large-scale development trend, and new requirements have been placed on the manufacturing industry. At present, there are still gaps in the manufacturing capacity and level of large forgings in China, especially in the case of some high-end products under severe working conditions, which still cannot meet the requirements and become a bottleneck restricting China's major engineering construction and equipment manufacturing. The head and the barrel part are important parts of the pressure vessel, and the quality directly affects the life of the whole equipment.
摘要
随着我国社会经济的发展,核电、煤化工、炼油、石化等行业的压力容器呈现 出大型化的发展趋势,对制造行业提出了新的要求。目前我国大型锻件制造能力和 水平与国外相比还存在差距,尤其是一些严酷工况条件下的高端产品仍然无法满足 要求,成为制约我国重大工程建设和装备制造业的瓶颈。而封头和筒体部分作为压 力容器的重要零部件,其质量直接影响着整个设备的寿命。
旋转模压法封头锻造工艺及性能评价

・2 1・ 2
旋转 模 压 法 封 头锻 造 工 艺及 性 能评 价
焦 少 阳 路 晓 晖 司晨 亮 , 巩 固。 陈 明。 , , 程 ,
( 中国核 电工程有限公司 , 1 北京 10 4 ; 中国第二重 型机 械集 团公 司 , 阳 6 8 0 ; 机械科学研究总院 , 0802 德 1 00 3 北京 1 0 4 ) 00 4
s n c e a n t n r s lsd s l s se c l n t r a u l y o i x mi a i e u t ico e i x el ti e n l a i .Th s t a e f u d t a h e h i u fr t t g d e o t e n q t u ,i c n b o n h tt et c n q eo o a i i n
n o sc e c 1dsr u in;t eme h nc 1 e t g rs lss o t a h c a ia r p risa i ee tp rsme t e u h mia iti t b o h c a ia si e ut h w h tt eme h nc l o ete tdf rn a t e t n p f t esiuae e urme t n a eio r p h rce it ;mealg a hcmirsr cu ea i ee tp rsa duta h t ltd rq ie n sa dh v s to yc aa trsi p c tl rp i o co tu t r t f rn a t n lr— d f
摘 要
用稳压器对 1MN 5 6 D 封头锻件不 同部位进行化 学成分分析 , 结果表 明Байду номын сангаас, 和锻件不 同部 位的成品 分 钢锭
封头制造工艺

封头制造工艺
嘿,朋友们!今天咱来聊聊封头制造工艺这档子事儿。
你说这封头啊,就像是个圆滚滚的保护帽,给各种容器啊、设备啊戴上,让它们更牢固、更安全。
想象一下,要是没有封头,那这些容器不就跟没戴帽子在大太阳下的人一样,总觉得少了点啥,心里不踏实呀!
那封头是怎么制造出来的呢?这可得好好讲讲。
首先得有合适的材料,就像做菜得有好食材一样。
然后根据要做的封头的大小形状,把材料裁剪成合适的尺寸。
这一步可不能马虎,要是裁错了,那可就前功尽弃啦!
接下来就是加工啦。
可以用冲压的办法,就像给面团揉造型一样,“砰”的一下,封头的形状就出来啦。
或者用旋压的方法,慢慢地把材料旋成封头的样子,这可需要耐心和技巧呢。
在制造过程中,质量可太重要啦!要是封头质量不过关,那容器还能安全吗?就好比鞋子质量不好,走路都不踏实呀!所以每一个环节都得严格把控,不能有一点马虎。
还有啊,不同的封头有不同的用途。
有的封头要能承受高压,有的要耐腐蚀,这就像不同的人有不同的本领一样。
咱得根据具体的需求来选择合适的制造工艺和材料。
制造封头的师傅们就像是魔法师,他们用自己的双手和技艺,把普通的材料变成一个个坚固可靠的封头。
他们得有一双敏锐的眼睛,能发现任何细微的问题;还得有一双灵巧的手,能把封头打造得完美无瑕。
你说这封头制造工艺是不是很神奇?它虽然看似普通,但却在很多行业里发挥着至关重要的作用呢!没有它,那些大型设备、容器可怎么正常运转呀!所以啊,可别小看了这小小的封头和它背后的制造工艺哦!这就是封头制造工艺的魅力所在,它让我们的生活更加安全、可靠,也让我们的世界变得更加精彩!。
压力容器封头制造工艺指导

压力容器封头制造工艺指导压力容器封头作为压力容器的必要部件,必须具有良好的密封性和强度。
在封头制造过程中,加工工艺和技术是关键因素。
封头的种类很多,常见的有球形封头、外凸式封头、平封头、锥封头、翻边封头等。
针对不同的封头类型,制造工艺也有所不同。
对于球形封头,通常采用热成形方法加工。
具体来说,首先将钢板或者钢板带经过定型,然后送入球面成形机中进行冲压成形。
注意,成形工艺中的加热温度需要精确控制,以保证成形过程中的材料力学性能符合要求。
对于外凸式封头,常用的方法是半球体冲压成形。
具体来说,将钢板放入冲压模具中进行冲压成形。
由于该类型封头内部是空心的,所以在成型过程中需要进行压力控制,以避免造成材料过度拉伸而导致的变形。
平封头的生产工艺相对简单,通常采用剪板和弯曲冲压的方法进行加工。
简单来说,先通过剪板机将钢板裁切成所需的尺寸,然后通过弯曲成形后,再由机器设备进行冲压加工。
锥封头是一种有锥角的封头,其加工工艺常采用注塑成形法制作。
具体来说,首先制作挖塑板,然后注入铝合金材料,等到材料固化后,再将模具分离,除去多余的材料,就可以制作出所需封头。
需要注意的是,锥封头注塑成形时的注塑温度、压力、时间等因素要仔细控制。
翻边封头通常采用切割和冲压成形加工。
首先通过剪切机将钢板切割成所需形状,然后在冲压模具中进行冲压成形。
需要注意的是,翻边封头的生产过程中需要对刀口细节进行精确控制,以保证密封性能。
总之,不同种类的压力容器封头都有不同的制造工艺,对于生产者来说需要有精确的工艺和技术支持,才能够满足各种不同场景的应用需求。
定制专属于自己的封头也是一个很重要的选项,可以更好地满足需求。
封头制作方法
封头制作方法
封头是一种用于封闭管道或容器的部件,它的制作方法不仅决定了封头的质量,还会影响到封头的使用寿命、密封性能等方面。
以下是一些常见的封头制作方法:
1. 冷加工法:这种方法使用压力或冲压机械将金属板冷压成封头形状,具有成本低、生产效率高等优点。
但是,由于冷加工过程中金属板会发生塑性变形,因此封头的表面会出现明显的变形痕迹,需要进行后续的修整和加工。
2. 热加工法:这种方法使用高温热处理技术,将金属板热加工成封头形状。
热加工法可以使金属板更加均匀地变形,从而得到表面更加光滑的封头,且具有较好的强度和耐压性能。
但是,热加工法生产成本较高,需要使用专门的设备和工艺。
3. 焊接法:这种方法将多个金属板进行钎焊或氩弧焊接,形成一个整体的封头。
焊接法可以制作出各种形状和尺寸的封头,具有良好的密封性能和强度。
但是,焊接过程需要控制温度和焊接参数,否则会影响封头的质量。
4. 压力成形法:这种方法利用高速旋转的模具,将金属板成功压成封头形状。
压力成形法可以制作出表面光滑且精度高的封头,但是需要使用高性能的设备和工艺,成本较高。
总之,不同的封头制作方法各有优缺点,需要根据具体要求进行选择。
- 1 -。
大封头制造工艺
大封头制造工艺大封头制造工艺,这可是个挺有趣又挺有门道的事儿呢。
咱先说说这大封头是啥。
就好比一个超级大的锅盖,不过这个锅盖可不简单,它得能承受很大的压力,就像一个大力士顶着重物一样。
大封头在很多大型的容器设备里都起着关键的作用,它要是出了问题,那就好比房子的屋顶破了个大洞,整个设备都得乱套。
制造大封头啊,材料的选择那可是重中之重。
这材料得像一个坚强的战士,要有足够的强度和韧性。
就像咱们挑建房子的材料,不能选那些软趴趴的木头,得选结实耐用的。
一般来说,钢材是比较常见的选择,可这钢材也分三六九等呢。
有些钢材质量好,就像名门正派的高手,内功深厚,能够抵御各种压力和腐蚀。
在选择钢材的时候,就得仔细考察它的各种性能指标,这就跟选对象似的,得全方位了解,不能只看外表。
有了材料,接下来就是切割了。
切割可不能像切菜似的乱切一气。
它得精确,就像裁缝裁剪布料,差一点尺寸这衣服就没法穿了。
现在有很多先进的切割技术,比如说激光切割。
激光切割就像一把超级锋利又无比精准的宝剑,能够按照设计好的形状和尺寸把材料切割得妥妥当当。
不过这激光切割也不是万能的,有时候还得结合传统的切割方法,就像武林高手有时候也得用点普通的招式。
切割完了就得进行成型了。
成型就像是把一块平平的面团捏成一个碗的形状。
有好几种成型的方法呢,像冲压成型。
冲压成型就像是用一个巨大的模具用力地把材料压成想要的形状。
这过程就像做月饼似的,把月饼皮放进模具里,一压,一个漂亮的月饼形状就出来了。
但是这个过程可没做月饼那么轻松,要考虑到材料的变形、应力等问题。
要是应力没处理好,那大封头就像一个带着内伤的人,说不定啥时候就出问题了。
成型之后还得进行焊接。
焊接就像把断开的骨头接起来一样重要。
焊接的质量直接关系到整个大封头的质量。
好的焊接就像天衣无缝的拼图,严丝合缝。
焊工师傅就像艺术家,拿着焊枪在材料上作画。
他们得控制好焊接的速度、温度、电流等参数,哪一个环节出了问题,就像画画的时候颜料涂错了地方,整个作品就毁了。
封头的制造
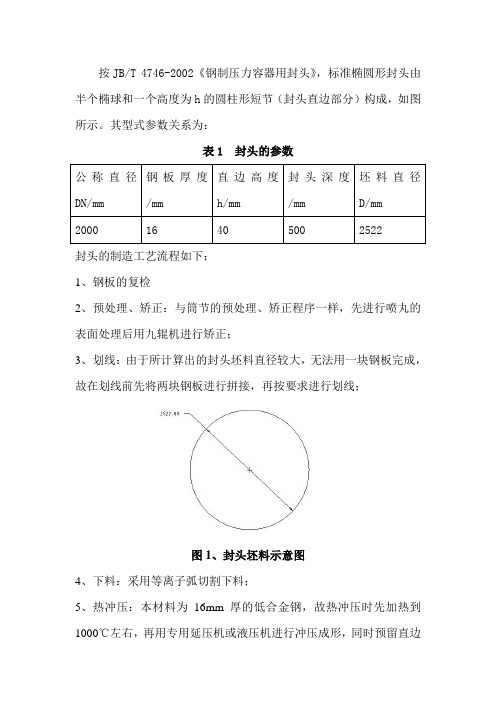
按JB/T 4746-2002《钢制压力容器用封头》,标准椭圆形封头由半个椭球和一个高度为h的圆柱形短节(封头直边部分)构成,如图所示。
其型式参数关系为:
表1 封头的参数
公称直径DN/mm 钢板厚度
/mm
直边高度
h/mm
封
头深度
/mm
坯料直径
D/mm
2000 16 40 500 2522
封头的制造工艺流程如下:
1、钢板的复检
2、预处理、矫正:与筒节的预处理、矫正程序一样,先进行喷丸的表面处理后用九辊机进行矫正;
3、划线:由于所计算出的封头坯料直径较大,无法用一块钢板完成,故在划线前先将两块钢板进行拼接,再按要求进行划线;
图1、封头坯料示意图
4、下料:采用等离子弧切割下料;
5、热冲压:本材料为16mm厚的低合金钢,故热冲压时先加热到1000℃左右,再用专用延压机或液压机进行冲压成形,同时预留直边
加工余量;
6、二次划线:量取直边高度40mm划线,同时对Ф25*4mm的孔划线。
如图所示
图2、封头液面计接口示意图
7、切割:利用等离子弧切割直边长度
8、钻孔:用手扶电钻进行钻孔
9、检验:按照图纸进行尺寸、质量等的检验。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
封头的锻造方式
封头对金属坯料(不含板材)施加外力,使其产生塑性变形、更改尺寸、形状及改善性能,用以制造机械零件、工件、工具或毛坯的成形加工方法。
锻造的种类和特点
当温度超过300—400℃(钢的蓝脆区),达到700—800℃时,变形阻力将急剧减小,变形能也得到很大改善。
依据在不同的温度区域进行的锻造,针对锻件质量和锻造工艺要求的不同,可分为冷锻、温锻、热锻三个成型温度区域。
原来这种温度区域的划分并无严格的界限,一般地讲,在有再结晶的温度区域的锻造叫热锻,不加热在室温下的锻造叫冷锻。
在低温锻造时,锻件的尺寸变化很小。
不锈钢封头在700℃以下锻造,氧化皮形成少,而且表面无脱碳现象。
因此,只要变形能在成形能范围内,冷锻简单得到很好的尺寸精度和表面干净度。
只要掌控好温度和润滑冷却,700℃以下的温螺纹管件,对焊管件,不锈钢管件锻也可以获得很好的精度。
热锻时,由于变形能和变形阻力都很小,可以锻造形状多而杂的大锻件。
要得到高尺寸精度的锻件,可在900—1000℃温度域内用热锻加工。
另外,要注意改善热锻的工作环境。
锻模寿命(热锻2—5千个,温锻1—2万个,冷锻2—5万个)与其它温度域的锻造相比是较短的,但它的自由度大,成本低。
坯料在冷锻时要产生变形和加工硬化,使锻模承受高的荷载,因此,需要使用高强度的锻模和采纳防止磨损和粘结的硬质润滑膜处理方法。
另外,为防止坯料裂纹,需要时进行中心退火以保证需要的变形本领。
为保持良好的润滑状态,不锈钢封头可对坯料进行磷化处理。
在用棒料和盘条进行连续加工时,目前对断面还不能作润滑处理,正在讨论使用磷化润滑方法的可能。
依据坯料的移动方式,锻造可分为自由锻、镦粗、挤压、模锻、闭式模锻、闭式镦锻。
闭式模锻和闭式镦锻由于没有飞边,材料的利用率就高。
用一道
工序或几道工序就可能完成多而杂锻件的精加工。
由于没有飞边,锻件
的受力面积就削减,所需要的荷载也削减。
但是,应注意不能使坯料完
全受到限制,为此要严格掌控坯料的体积,掌控锻模的相对位置和对锻
件进行测量,努力削减锻模的磨损。
依据锻模的运动方式,锻造又可分
为摆辗、摆旋锻、辊锻、楔横轧、不锈钢封头辗环和斜轧等方式。
摆辗、摆旋锻和辗环也可用精锻加工。
为了提高材料的利用率,辊锻和横轧可
用作修长材料的前道工序加工。
与自由锻一样的旋转锻造也是局部成形的,它的优点是与锻件尺
寸相比,锻造力较小情况下也可实现形成。
包括自由锻在内的这种锻造
方式,加工时材料从模具面相近向自由表面扩展,因此,很难保证精度,所以,将锻模的运动方向和旋锻工序用计算机掌控,就可用较低的锻造
力获得形状多而杂、精度高的产品。
例如生产品种多、尺寸大的汽轮机
叶片等锻件。