注塑模具技术细则协议
注塑模具制作合同协议书范本.doc正规范本(通用版)

注塑模具制作合同协议书范本一、合同背景本合同由甲方(公司名称)和乙方(公司名称)双方共同订立,双方在平等自愿、协商一致的基础上,就注塑模具制作事宜达成协议。
二、合同内容1. 项目概述1.1 甲方根据产品开发需求,委托乙方制作注塑模具。
模具的详细要求和工艺流程将在附件《注塑模具制作要求》中注明。
1.2 甲方需提供乙方所需的产品样品或详细的设计图纸,并与乙方共同确认产品规格、尺寸和质量要求。
2. 工期与交付2.1 乙方应按照双方确认的工期计划,合理安排制作进度,并保证按时交付完好的模具产品。
2.2 如乙方因自身原因无法按时交付模具,乙方应提前书面通知甲方,并承担由此产生的违约责任。
3. 价格与付款方式3.1 模具的制作费用为人民币(RMB)X元。
双方同意按方式进行付款:•预付款:合同签订后,甲方应支付总金额的30%作为预付款给乙方。
•进度款:根据合同约定的进度规定,甲方应按照实际完成进度进行支付。
•终付款:模具制作完成并通过甲方验收合格后,甲方应支付剩余款项给乙方。
3.2 付款方式:甲方通过银行转账方式支付款项给乙方。
款项到账后,甲方应提供银行回单作为付款凭证。
4. 质量保证与售后服务4.1 模具制作过程中,乙方应严格按照甲方的要求和行业标准进行操作,确保模具的质量符合甲方的需求。
4.2 模具制作完成后,乙方应与甲方一同进行验收。
如模具存在质量问题,乙方应配合甲方进行修复或重新制作。
4.3 乙方应对模具提供一定期限的免费维修保养服务,具体期限及服务内容由双方另行约定。
5. 保密条款5.1 乙方应对甲方提供的产品样品、设计图纸和其他相关信息进行严格保密,不得将其泄露给第三方或用于其他非授权用途。
5.2 甲方在模具制作过程中获取到的乙方技术信息,也应进行保密处理,不得无授权地透露给第三方。
6. 违约责任6.1 如一方未按合同约定履行其义务,造成对方损失的,应承担违约责任。
6.2 如乙方违约,甲方有权要求乙方退还已支付的款项,并可以向乙方索赔。
注塑模具合同协议书

注塑模具合同协议书这是小编精心编写的合同文档,其中清晰明确的阐述了合同的各项重要内容与条款,请基于您自己的需求,在此基础上再修改以得到最终合同版本,谢谢!注塑模具合同协议书甲方:__________乙方:__________鉴于甲方需要使用乙方提供的注塑模具进行生产,为确保双方的权利和义务,经甲乙双方友好协商,特订立本合同,内容如下:一、模具设计与制造1. 乙方根据甲方的要求,设计并制造符合甲方产品要求的注塑模具。
2. 模具设计周期为____个工作日,制造周期为____个工作日。
3. 乙方保证模具的设计和制造质量,确保模具的稳定性和耐用性。
二、模具交付与验收1. 模具制造完成后,乙方应将模具交付给甲方,并按照甲方的要求进行安装和调试。
2. 甲方应在收到模具后____个工作日内进行验收,并将验收结果通知乙方。
3. 如甲方对模具的质量或性能不满意,应在验收合格后____个工作日内向乙方提出,并提供详细的质量问题描述。
乙方应在收到问题描述后____个工作日内解决。
三、模具维护与维修1. 乙方应在模具使用期间提供必要的维护和维修服务。
2. 模具出现故障或损坏时,乙方应在接到甲方通知后____个工作日内到达现场进行维修。
3. 维修费用按实际情况另行协商。
四、合同价格与支付1. 模具的设计与制造费用为人民币____元(大写:____________________元整)。
2. 甲方应在本合同签订后____个工作日内向乙方支付合同金额的____%,即人民币____元(大写:____________________元整)。
3. 剩余的合同金额甲方应在乙方完成模具交付并验收合格后支付。
五、违约责任1. 任何一方违反本合同的约定,应承担相应的违约责任,向对方支付违约金,并赔偿因此给对方造成的损失。
2. 如乙方未按约定时间完成模具的设计或制造,甲方有权按逾期天数向乙方追讨违约金,违约金计算方式为:人民币____元/天。
注塑模具加工制作协议书

注塑模具加工制作协议书一、协议的目的和背景注塑模具是一种用于制造塑料制品的重要工具。
为了确保注塑模具的质量和生产效率,我们(以下简称甲方)与您(以下简称乙方)达成以下协议,以确保双方的合作顺利进行。
二、协议的内容和要求1. 注塑模具的设计甲方将向乙方提供详细的注塑模具设计要求和技术规范。
乙方应根据这些要求和规范进行模具设计,并确保设计方案符合甲方的需求和期望。
2. 注塑模具的制造乙方应根据甲方提供的设计方案和技术规范,按时、按质、按量进行注塑模具的制造。
乙方应确保模具的材料选择合理,加工工艺正确,以确保模具的质量和使用寿命。
3. 注塑模具的质量检验乙方应在模具制造完成后进行严格的质量检验。
乙方应确保模具的尺寸精度、表面光洁度和使用功能等符合甲方的要求和标准。
如有不符合的情况,乙方应及时进行修复或更换。
4. 注塑模具的交付和安装乙方应按照约定的时间将注塑模具交付给甲方。
乙方应协助甲方进行模具的安装和调试,并确保模具能够正常运行。
如有需要,乙方应提供相关的技术培训和支持。
5. 注塑模具的售后服务乙方应提供一定的售后服务,包括模具的维修、保养和更新等。
乙方应确保在甲方提出维修或保养需求时能够及时响应,并提供相应的解决方案。
三、协议的期限和费用1. 协议的期限本协议自双方签署之日起生效,有效期为两年。
双方可协商决定是否续签。
2. 协议的费用乙方应根据注塑模具的设计和制造工作量,向甲方提供详细的费用报价。
费用应包括设计、制造、检验、交付、安装等各个环节的费用。
双方应在协议签署时确定具体的费用支付方式和时间。
四、协议的违约和解决方式1. 协议的违约若一方违反了本协议的任何条款,另一方有权要求违约方进行补救,并承担由此造成的损失和责任。
2. 协议的解决方式双方应友好协商解决因本协议引起的任何争议。
如无法协商解决,双方同意提交至所在地法院进行诉讼解决。
五、协议的生效和变更1. 协议的生效本协议经双方签字盖章后生效,并成为双方之间的法律文件。
注塑模具技术协议
注塑模具技术协议开模模技术协议书一、总体工艺技术要求1.模具使用寿命为50万次(在正常使用,定期保养的前提条件下)。
2.按甲方批准提供的3D数模开发模具。
3.项目开发的模具生产的专用注塑件的外观及尺寸精度达到甲方审核和确认的产品零件图及检验标准要求。
4.模具的总体结构应便于直接安装、拆卸、使用与维修,并有足够刚度、强度。
5.模具的所有标准必须采用公制标准件。
6.模具设计图纸满足设计规范,结构。
7.交付验收时的模具必须与模具设计图保持一致,要求实物和图纸相符。
二、模具技术要求1.模具外观。
1.1 铭牌内容打印模具编号、模具重量(KG)、模具外形尺寸(mm),字符均用1/8英寸的字码打上,字符清晰、排列整齐。
1.2 标识英文的字符和数字大写(5/6″),位置在水嘴正下方10mm处,字迹清晰美观、整齐、间距均匀。
1.3模具顶出孔符合指定的注塑机。
1.4 定位圈可靠固定,尺寸按注塑机规格,高出顶板10mm。
如合同有特殊要求,按合同。
1.5 定位圈安装孔为沉孔,不能直接贴在模架顶面上。
1.6浇口套球R大于注塑机喷嘴球R。
1.7 浇口套入口直径大于喷嘴注射口直径。
1.8 模架表面没有凹坑、锈迹,多余不用的吊环、进出水、气、油孔等及其他影响外观的缺陷。
1.9 如注塑机采用延伸喷嘴,定位圈内部有足够大的空间,以保证标准的注塑机加喷嘴带加热圈可以伸入。
1.10所有斜顶都可以从一个通过底板和顶针底板的且其角度与斜顶角度一致的孔卸。
1.11 螺丝安装孔底面为平面。
1.12 大型模具采用重量超过5吨的模具安装在注塑机上时,用穿孔方式压螺丝。
螺丝孔外面须开通,不得单独压压板。
2.顶出复位、抽插芯、取件2.1 顶出时顺畅、无卡滞、无异响。
2.2 斜顶表面抛光,斜顶面低于型芯面0-0.15mm。
2.3斜顶有导滑槽,材料为69黄铜,内置在后模模架内,用螺丝固定,定位销定位。
2.4 顶杆端面低于型芯面0-0.1mm。
2.5滑动部件有油槽(顶杆除外),表面进行氮化处理,硬度HV700。
注塑模具开发技术协议

注塑模具开发技术协议篇一:注塑模标准及技术协议Dongfeng Visteon(Shi Yan)_ Mold_Standard Version:2006.11.10注塑模工程技术标准Engineering Specification forInjection Molds拟定Prep.:________________校对Proof:________________审核Auditing:________________批准Approval:________________日期Date :________________Dongfeng Visteon(Shi Yan)_ Mold_Standard Version:20061110Catalogue目录1 GENERAL INFORMATION 概述 (4)1.1TECHNICAL DESCRIPTION 技术描述 (4)1.2MOLD BUILD 模具制造 (5)1.3TRYOUT 试模 (6)1.3.1 PART APPROV AL 产品认可 (6)1.3.2 DIMENSIONS AND PART APPROV AL 尺寸和零件认可 (6)1.4MOLD CAPABILITY 模具能力 (6)1.5CONTROL SYSTEM 控制系统 (7)1.6PRELIMINARY DESIGN LINE–UP 初始设计准备 (7)1.7MOLD PRELIMINARY DESIGN REVIEW 模具初始设计审核 (7)1.8FINAL DESIGN APPROVAL IS REQUIRED BEFORE PROCEEDING WITH MOLDBUILD 在模具制造前需要最终设计认可 (8)1.9MOLD BUILD PROGRESS REPORT 模具制造进展报告 (9)1.10 DETAILS EASILY WORN OUT 易损零部件 (9)1.11 STEEL SPECIFICATION 钢规格.................................... 9 2 INJECTION MOLD DESIGN / APPROVAL PROCESS注塑模设计/批准过程 (10)Dongfeng Visteon(Shi Yan)Auto Trim Systems Co., Ltd. Dongfeng Visteon(Shi Yan)_ Mold_Standard Version:200611102.1PRELIMINARY DESIGN 初始设计 (10)2.1.1 MOLD CLAMP DESIGN 模具安装设计 (10)2.1.2 FULL AUTOMATION 完全自动化 (10)2.1.3 SAFETY HOIST RINGS 安全吊环 (11)2.1.4 NAME PLATE FOR MOLD 模具铭牌 (11)2.1.5 MOLD SAFETY STRAP 模具安全连接板 (11)2.1.6 CONNECTORS 连接器............................................112.2DIE COMMITTEE APPROV AL FORM -PRELIMINARY 初步模具认可表 (13)2.3PRELIMINARY MOLD DESIGN REVIEW 初步模具设计审核 (13)2.4FINAL DESIGN 最终设计 (13)2.5FINAL MOLD APPROV AL FORM 最终模具认可表 (13)2.6FINAL MOLD DESIGN REVIEW 最终模具设计审核 (16)3 DRAWINGS AND DESIGN STANDARDS 图纸和设计标准 (21)3.1DRAFT DESIGN 草图设计 (21)3.2DIMENSION STANDARDS 尺寸标准 (21)3.3OUTLINES 外形 (22)3.4DESIGN SHEET SEQUENCE 设计图顺序 (22)3.5MOLD DESIGN REVIEW模具设计审核 (23)3.5.1 PLAN VIEW OF MOVING MOLD 动模的平面图 (23)3.5.2 PLAN VIEW OF CA VITY 型腔平面图 (24)3.5.3 SECTIONAL VIEWS 剖面图.......................................25Dongfeng Visteon(Shi Yan)Auto Trim Systems Co., Ltd. Dongfeng Visteon(Shi Yan)_ Mold_Standard Version:200611103.6PRODUCT LABEL 产品标签.......................................264 WATER COOLING SYSTEM 冷却水系统............................... 275 EJECTION SYSTEM --- HYDRAULIC AND DESIGN顶出系统—液压和设计................. . (28)6 EJECTION SYSTEM –ELECTRICAL 顶出系统—电气 (29)7 CORE PULL SYSTEM -- HYDRAULIC 抽芯系统—液压 (29)8 CORE PULL SYSTEM–ELECTRICAL 抽芯系统—电气 (30)9 CORE PULL SEQUENCE 抽芯顺序 (30)10 GATING SYSTEM 浇口系统.......................................3010.1 GENERAL REQUIREMENT 总的要求 (30)10.2 ELECTRICAL CONNECTOR 电器接头 (31)10.3 MATERIAL LIST FOR HOT RUNNER 热流道的材料清单................ 31 11 HOT RUNNER MANIFOLD SYSTEM -- ELECTRICAL SCHEMATICS热流道系统—电气图 (31)12 INJECTION MOLD BUILD COMPLETION 注塑模制造完成 (32)12.1 SURFACE FINISH 表面抛光......................................3212.2 SHIPPING CHECK LIST运货检查清单 (33)12.3 MOLD PAINT SPECIFICATION 模具涂装标准 (34)12.4 MOLD TRYOUT 试模.............................................3513 ACCEPTANCE PROCEDURE 验收步骤 (36)13.1 PRELIMINARY MOLD ACCEPTANCE 初步模具验收 (36)Dongfeng Visteon(Shi Yan)Auto Trim Systems Co., Ltd. Dongfeng Visteon(Shi Yan)_ Mold_Standard Version:2006111013.2 PRELIMINARY TOOL ACCEPTANCE CHECK LIST 初步模具验收检查清单.. 3713.3 FINAL TOOL ACCEPTANCE 最终模具验收 (38)13.4 FINAL TOOL ACCEPTANCE CHECK LIST 最终模具验收检查清单 (39)14 TECHNICAL SERVICE 技术服务 (41)1 GENERAL INFORMATION 概述The specification contains design requirements, build requirements and mold tryout standards.本标准包括设计要求, 制造要求和试模标准.Any deviation from this specification must be approved by the responsible engineer of Dongfeng Visteon (shiyan). It shall be the mold Supplier’s responsibility to understand and implement the specification.本标准的不符合项必须得到东风伟世通(十堰)模具工程师的批准.模具供应商有责任理解并执行本标准.The explanation right to all the issues relating the specification belongs to Dongfeng Visteon (shiyan). All questions concerning the specification shall be directed to responsible engineer of Dongfeng Visteon (shiyan).与本标准相关的所有问题的解释权属于东风伟世通(十堰).1.1 Technical Description 技术描述See 《Technical Specification For the Injection Mold》见《注塑模具采购技术要求》Dongfeng Visteon(Shi Yan)Auto Trim Systems Co., Ltd. 篇二:模具技术协议模具技术协议书Mold Technology Agreement项目名称:Project甲方:Party A乙方:Party B签定日期:Sign Date有效日期:Life of Contract(以下简称甲方)((以下简称乙方)就乙方为甲方加工制造如下模具有关事宜,进行友好的协商,并达成以下协议:一、模具清单mold list :一二、甲方向乙方提供的技术资料:Documents 1、甲方向乙方提供锁定的产品数据..产品2D图纸.2、乙方按照甲方提供的产品3D数据和产品2D图纸公差要求制作模具。
注塑模具技术协议6篇

注塑模具技术协议6篇篇1甲方(委托方):XXX公司乙方(受托方):XXX模具厂根据《中华人民共和国合同法》及相关法律法规的规定,甲乙双方在平等、自愿、公平、诚实信用的基础上,就甲方委托乙方制作注塑模具事宜,达成如下协议:一、项目背景与目的甲方因生产需要,委托乙方制作注塑模具。
乙方将根据甲方的需求,提供专业的注塑模具制作服务,确保模具的质量和性能符合甲方的要求。
二、模具要求与规格1. 模具尺寸:按照甲方提供的图纸尺寸制作,确保尺寸精度。
2. 模具材料:采用优质钢材制作,确保模具的耐用性和安全性。
3. 模具结构:设计合理,易于操作和维护,提高生产效率。
4. 模具表面处理:进行抛光处理,确保模具表面的光滑度和耐磨性。
三、制作周期与交货期1. 制作周期:乙方将在合同签订之日起,尽快安排模具的制作,确保在XX天内完成。
2. 交货期:乙方将按照甲方的要求,将模具按时交付给甲方,并确保模具的完好无损。
四、质量保证与验收标准1. 乙方将严格按照国家相关质量标准制作模具,确保模具的质量符合要求。
2. 甲方在收到模具后,将按照合同约定的验收标准进行验收,确保模具的性能和质量符合甲方需求。
五、价格与付款方式1. 价格:乙方将根据模具的复杂程度和材料成本等因素,向甲方报价。
甲方同意支付乙方的报价金额。
2. 付款方式:甲方将通过银行转账的方式向乙方支付款项。
具体流程如下:(1)甲方在合同签订之日起,支付乙方预付款,金额为合同总金额的XX%。
(2)甲方在收到模具并进行验收合格后,支付乙方剩余款项,金额为合同总金额的XX%。
六、违约责任与纠纷解决1. 违约责任:若乙方未能按时交付模具或模具质量不符合合同要求,乙方将承担相应的违约责任,并赔偿甲方因此造成的损失。
2. 纠纷解决:甲乙双方在履行合同过程中,若发生纠纷或争议,应首先通过友好协商的方式解决。
协商不成的,任何一方均可向甲方所在地有管辖权的人民法院提起诉讼。
七、其他事项1. 保密条款:乙方应对甲方提供的所有图纸、技术资料和商业机密保密,不得擅自泄露或提供给第三方。
注塑模具加工合同协议书

甲方(以下简称“甲方”):地址:__________________乙方(以下简称“乙方”):地址:__________________根据《中华人民共和国合同法》及相关法律法规的规定,甲乙双方在平等、自愿、公平、诚实信用的原则基础上,就甲方委托乙方进行注塑模具加工事宜,经友好协商,达成如下协议:一、加工内容1.1 甲方委托乙方加工的注塑模具为:____________________(以下简称“模具”),具体技术要求详见附件一《注塑模具技术要求》。
1.2 模具数量:____________________套。
二、加工期限2.1 乙方应在接到甲方提供的图纸和技术资料后,按照约定的质量标准、技术要求,在____________________日内完成模具加工。
2.2 乙方在加工过程中,如因特殊情况需延长加工期限,应提前向甲方提出书面申请,经甲方同意后方可延长。
三、加工费用及支付方式3.1 模具加工费用总额为:人民币____________________元(大写:____________________元整)。
3.2 甲方在签订本协议后,向乙方支付模具加工费用的____________________%作为预付款。
3.3 乙方在模具加工完成后,甲方在验收合格后支付模具加工费用的____________________%。
3.4 剩余的模具加工费用在模具交付使用后一个月内由甲方支付给乙方。
四、质量保证4.1 乙方保证模具加工质量符合国家相关标准及甲方要求。
4.2 乙方在模具交付使用前,对模具进行自检,确保模具质量合格。
4.3 甲方在收到模具后,有权对模具进行验收,如发现质量问题,乙方应无条件进行返工或更换,直至符合甲方要求。
五、知识产权5.1 甲方提供的图纸、技术资料等知识产权归甲方所有,乙方不得擅自复制、泄露或用于其他用途。
5.2 乙方在模具加工过程中产生的技术成果,如专利、著作权等,归乙方所有,甲方不得侵犯。
注塑加工协议书7篇
注塑加工协议书7篇第1篇示例:注塑加工协议书甲方:(公司名称)乙方:(公司名称)鉴于甲方需要进行注塑加工业务,乙方具备相关资质和技术能力,甲、乙双方经友好协商,达成如下协议:一、加工产品及要求1.甲方委托乙方进行注塑加工生产的产品为(产品名称),产品的生产数量、质量标准、交付时间等具体要求详见附件《产品加工要求书》。
2.乙方应确保按照甲方提供的产品要求进行加工生产,保证产品质量符合标准,交付时间准确。
二、价格及结算方式1.甲方与乙方的加工费用为(具体金额),乙方应按照甲方的要求进行生产,不得私自变动加工费用。
2.结算方式为(具体结算方式),双方可根据实际情况灵活调整。
三、保密协议1.双方同意在合作过程中保护对方的商业秘密,不得泄露商业机密及产品技术信息。
2.乙方应加强对生产线的监管,防范外部人员获取商业机密。
四、违约责任1.如乙方未按照甲方要求完成产品加工,导致质量问题或无法按时交付的,应承担相应的违约责任。
五、争议解决1.双方如发生争议,应友好协商解决;协商不成的,应通过法律途径解决。
2.本协议自签署之日起生效,有效期为(具体时间),如需延长,双方应在到期前协商签订新的协议。
六、其他1.本协议一式两份,双方各执一份,具有同等法律效力。
2.本协议中未尽事宜,双方可另行协商解决。
甲方:(盖章)日期:年月日以上为注塑加工协议书,甲、乙双方应遵守协议内容,共同维护合作的良好关系。
第2篇示例:注塑加工协议书甲方:【公司名称】(以下简称甲方)乙方:【公司名称】(以下简称乙方)为了规范双方在注塑加工合作中的合作关系,保障双方的合法权益,特订立本协议。
一、合作内容1. 乙方将按照甲方的要求,对甲方提供的塑料原料进行注塑加工,生产成指定的塑料制品。
2. 注塑加工包括但不限于模具设计制作、注塑成型、产品后处理等环节。
3. 甲方需提供完整的产品设计图纸和出厂审图文件,并保证其合法合规。
二、合作方式1. 乙方需按照甲方的生产计划和质量要求,按时按量完成产品的注塑加工,并确保产品的质量达到甲方的标准。
注塑模具加工制作协议5篇

注塑模具加工制作协议5篇篇1甲方:[甲方公司名称]乙方:[乙方公司名称]根据《中华人民共和国合同法》的相关规定,甲乙双方在平等、自愿、公平、诚实信用的基础上,就甲方委托乙方进行注塑模具加工制作事宜,达成以下协议:一、协议标的本协议标的为注塑模具的加工制作。
具体包括但不限于以下几个方面:1. 模具的设计、制造与调试。
2. 模具的原材料采购与验收。
3. 模具的组装与装配。
4. 模具的调试与优化。
5. 模具的验收与交付。
二、工作范围和要求1. 乙方应根据甲方提供的产品设计图纸和技术要求,进行模具的设计、制造与调试。
2. 乙方应确保所采购的原材料符合甲方要求,并经过甲方验收。
3. 乙方应确保模具的组装与装配质量符合甲方要求。
4. 乙方应对模具进行调试与优化,确保模具能够满足甲方的技术要求。
5. 乙方应在完成模具制作后,及时通知甲方进行验收与交付。
三、加工制作周期本协议加工制作周期为XX天。
乙方应在协议签订后XX天内完成模具的制作,并通知甲方进行验收与交付。
如因甲方原因或不可抗力因素导致延期,双方应友好协商解决。
四、费用及支付方式1. 本协议总费用为人民币XX元整(大写:XX元整)。
该费用包括模具的设计、制造、调试等全部费用。
2. 甲方应在协议签订后XX天内向乙方支付XX%的预付款,即人民币XX元整(大写:XX元整)。
剩余款项在验收与交付后XX天内支付完毕。
3. 乙方在收到甲方预付款后,应尽快安排模具的制作,确保按时完成协议标的。
五、质量保证和验收标准1. 乙方应确保所制作的模具质量符合甲方要求,并符合相关行业标准。
如因乙方原因导致质量不符合要求,乙方应负责进行修复或重新制作,并承担相应的费用。
2. 甲方应在收到乙方交付的模具后,尽快进行验收。
验收标准为甲方提供的产品设计图纸和技术要求。
如验收不符合要求,甲方应及时向乙方提出,乙方应负责进行修复或重新制作,并承担相应的费用。
3. 验收合格后,甲方应向乙方出具验收报告,并确认验收结果。
注塑模具加工制作协议书5篇

注塑模具加工制作协议书5篇篇1甲方(委托方):XXXXXX公司乙方(加工方):XXXXXX模具厂根据《中华人民共和国合同法》的相关规定,甲乙双方在平等自愿、协商一致的基础上,就甲方委托乙方加工制作注塑模具事宜,达成如下协议:一、模具加工制作内容乙方需根据甲方提供的注塑模具设计图纸,按照甲方的要求,加工制作注塑模具。
具体内容包括:1. 模具的设计与制造;2. 模具的试模与修改;3. 模具的包装与运输。
二、加工制作要求乙方需严格按照甲方提供的注塑模具设计图纸进行加工制作,确保模具的精度、稳定性和可操作性。
具体要求如下:1. 模具的设计与制造需符合甲方的技术要求和质量标准;2. 模具的试模与修改需及时完成,并确保试模效果符合甲方要求;3. 模具的包装与运输需符合国家相关运输规定,确保安全、完整地送达甲方指定地点。
三、加工制作周期乙方需在收到甲方支付的预付款之日起,尽快安排加工制作,并在双方约定的交货期内完成模具的加工制作和试模工作。
具体交货期需在合同中明确约定。
四、合同价款与支付方式1. 合同价款:根据双方协商确定的注塑模具加工制作费用,甲方需在合同签订之日起支付乙方预付款,预付款金额需在合同中明确约定。
2. 支付方式:甲方需通过银行转账或支票等方式向乙方支付合同价款,具体支付方式需在合同中明确约定。
乙方需提供相应的收款账户信息。
五、违约责任1. 甲方违约责任:甲方如未按照合同约定支付合同价款,乙方有权要求甲方支付违约金,违约金金额为未支付部分的合同价款的XX%。
2. 乙方违约责任:乙方如未按照合同约定完成模具的加工制作和试模工作,甲方有权要求乙方支付违约金,违约金金额为合同总价的XX%。
六、争议解决如甲乙双方在履行本合同过程中发生争议,应首先通过友好协商解决;协商不成的,任何一方均可向甲方所在地有管辖权的人民法院提起诉讼。
七、其他事项1. 本合同自双方签字盖章之日起生效,合同期满后自动失效。
如需续签合同,双方应提前一个月协商并签订新的合同。
注塑模具加工合作协议5则范文
注塑模具加工合作协议5则范文第一篇:注塑模具加工合作协议合同附件注塑模具技术合作协议一、合作内容:1.甲方负责交付给乙方执行合同所需的产品设计2D及3D图纸和其他相关技术资料,并且负责技术方面及加工方面的协调工作。
2.乙方负责根据甲方提供的产品设计2D及3D图纸和其他相关技术资料进行模具的设计和制造,且按照合同按时完成符合甲方产品要求的模具。
乙方在模具制造完成后,由乙方对模具进行打样验证确认,且送样于甲方进行检验。
3.乙方应确保所承制的模具生产出的产品能够达到甲方的图样外观、尺寸与内在的品质要求,模具由甲方认证合格后,才能通过验收。
4.如甲方对产品进行后续的更改,则由乙方负责模具的修理和维护,所产生的费用双方协商。
5.双方提出修改产品或模具设计(设计变更),应书面提出并得到对方认可,费用、周期由双方协商解决。
二、合作保密条款1.本协议所涉及的产品造型及甲方提供的产品图纸和其他资料中所包含的知识产权为甲方所拥有,乙方不得向任何单位和个人泄漏,否则由此产生的一切损失由乙方负责;甲方仅同意乙方基于本协议项下的模具制作、产品小批量试模时使用甲方所提供的一切资料和信息。
2.乙方同意其不会将甲方所提供的产品图纸和其他资料或信息用于非本协议以外的其他目的,否则甲方有权追究乙方相应的责任;未经甲方书面许可,乙方不得以书面、口头形式涉及乙方提供或已提供之任何资料和信息。
3.未经甲方书面许可,乙方禁止使用本模具向除甲方以外的其他客户供货,否则由此产生的一切直接损失和间接损失一律由乙方负责。
4.本协议系甲、乙双方的商业秘密,甲、乙双方均不得将本协议的内容向任何第三方泄露。
5.其它未尽保密事项,甲、乙双方可视情况另行签订“保密协议”执行。
三、模具所有权1.本合同所涉及的全部模具和夹具及其组装图和零件图(包括2D和3D)的所有权,均归甲方所有。
2.甲方付清模具款后,要求将模具从乙方处转出时,乙方有义务对模具进行组装、防锈和包装处理,并发运至甲方定的地点。
塑料件注塑技术协议书模板
协议编号:___________签订日期:___________甲方(委托方):____________________地址:____________________联系人:____________________联系电话:____________________乙方(服务方):____________________地址:____________________联系人:____________________联系电话:____________________鉴于甲方需要通过注塑技术生产塑料制品,乙方具备相应的技术能力和设备条件,双方经友好协商,就以下事项达成协议:一、技术要求1. 甲方要求乙方按照以下技术参数进行注塑生产:- 塑料材料:____________________- 模具规格:____________________- 注塑机型号:____________________- 注塑工艺:____________________- 产品质量标准:____________________2. 乙方需保证注塑生产的产品符合甲方要求的技术参数和质量标准。
二、技术支持与培训1. 乙方应向甲方提供注塑技术相关的咨询和指导,包括但不限于注塑工艺、模具设计、设备操作等方面。
2. 乙方应在必要时对甲方人员进行技术培训,确保甲方人员能够熟练操作注塑设备。
三、知识产权1. 乙方在注塑过程中产生的技术成果,包括但不限于工艺参数、模具设计等,归乙方所有。
2. 未经甲方同意,乙方不得将上述技术成果泄露给任何第三方。
四、保密条款1. 双方对本协议内容负有保密义务,未经对方同意,不得向任何第三方泄露。
2. 保密期限自本协议签订之日起至协议终止之日止。
五、费用及支付方式1. 甲方应向乙方支付注塑技术服务费,具体金额及支付方式如下:- 服务费总额:____________________- 支付方式:____________________- 付款期限:____________________六、违约责任1. 任何一方违反本协议的约定,应承担相应的违约责任。
注塑模具技术协议

注塑模具技术协议甲方:XXXX模塑有限公司乙方:项目名称:涵盖产品及技术要求:见下表本协议的一般条款如下:1. 甲方向乙方提供如下技术资料:1.1. 产品的3D数据。
1.2. 产品模具适配的注塑机设备规格,包括墙板平面图、抽芯组数及位置、冷却水管位置及尺寸;1.3. 产品将使用的塑料、原材料的技术参数,包括原材料的收缩率及相应的后处理要求。
(签定合同后1日内由项目负责人提供)2. 乙方向甲方提供的模具须满足的如下基本要求:a) 模具的质量应保证可每年正常生产20万只产品;b) 模具的启动以甲方授权人签字的正式书面启动文件为准,并在两个工作日内提交相应的详细的开发时间进度;c) 乙方有义务每两周向甲方相应联络人提交更新的时间进度及相应的模具问题清单;d) 乙方在收到正式开模启动通知后对相应的产品数据进行检查,并在3个工作日内提出相应可能的开模问题;e) 乙方在得到参考数模后及签订合同前须进行相应的流动分析,浇口与拼缝线的位置必须经过甲方同意;f)模具采用普通热流道,建议使用”东球”牌的;g) 乙方应对甲方相应的工程更改要求在三个工作日内给出相应的更改可行性分析及相应报价,并在收到甲方确认后即刻启动相应的工作;h) 乙方按国家模具标准的要求制作,当甲方或客户有要求时,乙方应派代表参加甲方或客户的PDT会议及设计评审;i) 乙方应保证无偿对甲方相应的模具进行三次正式的试模,并生产出不少于50只合格的产品。
j) 甲方负责提供3次试模用的原材料,若由于模具供应商原因而导致增加的试模次数的原材料由乙方负责提供或乙方向甲方采购。
k) 乙方应保证模具按数据要求进行开发,并对每次试模产品出具测量报告,并对模具问题进行尽快的整改;l) 乙方应保证模具在甲方确认的相应机台上正常生产,并生产出符合检具要求的产品,在得到最终客户的认可后模具将最终认可;m) 模具的成型周期:不适用。
n) 模具在生产过程中使用行车吊装模具,模具上须设置合适、安全的吊装装置;起吊后,模具必须趋于平衡。
塑料件注塑技术协议书范本

塑料件注塑技术协议书范本甲方(委托方):____________________乙方(受托方):____________________鉴于甲方拥有塑料件注塑技术需求,乙方拥有相应的技术能力,双方本着平等互利、诚实信用的原则,就塑料件注塑技术合作事宜达成如下协议:第一条合作内容1.1 甲方委托乙方提供塑料件注塑技术服务,包括但不限于注塑成型、模具设计、材料选择、工艺优化等。
1.2 乙方应根据甲方提供的技术要求和标准,完成塑料件的注塑生产。
第二条技术要求2.1 甲方应向乙方提供塑料件的详细技术参数、设计图纸及相关技术文件。
2.2 乙方应按照甲方提供的技术要求进行注塑生产,并确保产品质量符合甲方标准。
第三条质量保证3.1 乙方保证所提供的注塑产品符合甲方的质量要求,并在交付前进行严格的质量检验。
3.2 如产品存在质量问题,乙方应在接到甲方通知后____天内进行免费修复或更换。
第四条交付与验收4.1 乙方应在约定的时间内完成注塑产品的生产,并按照甲方指定的方式和地点进行交付。
4.2 甲方应在收到产品后____天内完成验收,如发现问题应及时通知乙方。
第五条费用及支付方式5.1 甲方应按照本协议约定向乙方支付技术服务费用,具体金额为人民币(大写)___________________元。
5.2 支付方式为:甲方在合同签订后____天内支付____%的预付款,余款在产品交付并验收合格后____天内一次性支付。
第六条保密条款6.1 双方应对在合作过程中获知的对方商业秘密和技术秘密负有保密义务,未经对方书面同意,不得向第三方泄露。
6.2 保密期限为自本协议签订之日起至合作结束之日起____年。
第七条违约责任7.1 如一方违反本协议约定,应向守约方支付违约金,违约金的数额为违约行为所涉及金额的____%。
7.2 违约方应赔偿守约方因违约行为所遭受的一切损失。
第八条争议解决8.1 本协议在履行过程中如发生争议,双方应首先通过友好协商解决;协商不成时,任何一方均可向甲方所在地人民法院提起诉讼。
注塑模具技术协议
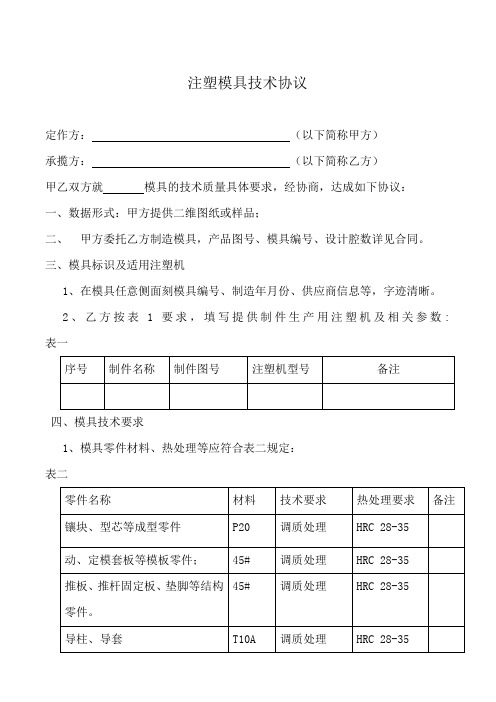
注塑模具技术协议定作方:(以下简称甲方)承揽方:(以下简称乙方)甲乙双方就模具的技术质量具体要求,经协商,达成如下协议:一、数据形式:甲方提供二维图纸或样品;二、甲方委托乙方制造模具,产品图号、模具编号、设计腔数详见合同。
三、模具标识及适用注塑机1、在模具任意侧面刻模具编号、制造年月份、供应商信息等,字迹清晰。
2、乙方按表1要求,填写提供制件生产用注塑机及相关参数: 表一四、模具技术要求1、模具零件材料、热处理等应符合表二规定:表二2、所有模具零件不得存在裂纹,成型零件表面不允许有划伤、压伤、锈蚀、补焊等缺陷,成型零件表面及浇注系统表面粗糙度≤0.4μm。
3、模架设计应符合GB/T12556-2016国家标准。
4、总装技术要求4.1推杆、复位杆应分别与型腔面、分型面齐平,推杆允许凸出型腔面,但不大于0.1mm;复位杆允许低于分型面,但不大于0.05mm。
推杆滑动时,应保证与推杆孔有合适的滑动配合长度,一般不小于25mm。
4.2模具的各活动零件装配后应灵活,在室温状态下用手施力时,各相互关联的活动配合部分不应产生卡住现象,要求固定的零件不得相对窜动。
4.3推杆在推杆固定板中应灵活转动,允许有轴向串动量,但需保证不大于0.1mm。
4.4滑块运动应平稳,合模后滑块与楔紧块应压紧,接触面积不小于四分之三,开摸后定位准确可靠。
4.5模具上下方分别在动、定模套板侧面均应有起重用的吊钩或吊环螺钉孔。
4.6模具分型面上不允许有穿通的螺钉孔、销钉孔,模具上的工艺孔和辅助孔都应阻塞,并与分型面齐平。
五、模具的验收制件确认合格后,由乙方按技术协议对模具进行初验,经甲方复检合格后方可办理入库手续。
六、其它要求1、乙方必须将在模具设计和制造过程中出现的质量、技术方面的信息随时反馈给甲方,同样,甲方对产品图纸或相关技术标准修改时应提前书面通知乙方,以便双方及时协商处理。
2、乙方在交付模具及试模样件时必须同时向甲方提供以下物件(每缺一项扣乙方模具款100-500元):a)模具图纸(包括模具总装图、易损件图、浇口套图)一套;b)关键原材料供应商及所供材料质量合格证明文件c)模具关键零部件及模具总装质量检测报告。
注塑外加工协议书范本(3篇)

第1篇甲方:(注塑产品需求方全称)地址:(注塑产品需求方地址)联系人:(注塑产品需求方联系人姓名)联系电话:(注塑产品需求方联系电话)乙方:(注塑加工方全称)地址:(注塑加工方地址)联系人:(注塑加工方联系人姓名)联系电话:(注塑加工方联系电话)鉴于甲方需要乙方提供注塑加工服务,以生产出符合甲方要求的产品,双方本着平等互利、诚实信用的原则,经友好协商,达成如下协议:第一条协议标的1.1 甲方委托乙方进行注塑加工的产品为:[产品名称]1.2 产品规格、数量、技术要求等详见附件一:《注塑产品技术规格书》。
第二条加工要求2.1 乙方应严格按照甲方提供的技术文件和样品进行生产,确保产品符合甲方要求。
2.2 乙方应确保注塑加工过程中的质量控制,确保产品达到国家或行业标准。
2.3 乙方应按时完成甲方委托的注塑加工任务,并保证交货质量。
第三条技术文件与样品3.1 甲方应在签订本协议之日起[时间]内向乙方提供完整的注塑产品技术文件,包括但不限于:产品设计图、模具设计图、材料清单、加工工艺等。
3.2 甲方应向乙方提供[数量]套样品,样品应符合甲方的设计要求和质量标准。
第四条加工费用及支付方式4.1 加工费用:乙方根据甲方提供的订单数量和实际加工成本计算加工费用,具体费用如下:- 单价:[单价]- 总计:[总价]4.2 支付方式:- 甲方在签订本协议之日起[时间]内向乙方支付[预付款比例]的加工费用,即[预付款金额]。
- 乙方完成产品加工并经甲方验收合格后,甲方在[时间]内向乙方支付剩余[尾款比例]的加工费用,即[尾款金额]。
- 如因甲方原因导致订单取消或变更,甲方应按照乙方已完成的加工进度支付相应费用。
第五条交货与验收5.1 乙方应在[时间]内完成产品加工,并通知甲方进行验收。
5.2 甲方在收到乙方通知后[时间]内进行产品验收,验收合格后视为产品交付。
5.3 如甲方在规定时间内未进行验收,视为产品已验收合格。
5.4 验收标准:以国家或行业标准、甲方提供的技术文件和样品为准。
注塑件技术协议书6篇

注塑件技术协议书6篇篇1甲方:_________乙方:_________经甲、乙双方友好协商,就甲方委托乙方进行注塑件设计、制造等相关事宜达成如下协议:一、协议内容1. 甲方委托乙方进行注塑件的设计、制造及相关技术支持。
2. 乙方应根据甲方的需求,提供合理的设计方案和技术支持。
3. 甲方需向乙方提供必要的技术资料和设计要求。
4. 乙方应按照甲方的要求,按时完成设计、制造任务。
5. 甲方应按时向乙方支付设计、制造费用。
二、技术要求1. 乙方需提供的设计方案应符合甲方的技术要求和质量标准。
2. 在设计过程中,乙方应确保注塑件的结构合理、工艺可行。
3. 乙方应保证制造出的注塑件质量稳定、性能可靠。
4. 甲方有权对设计、制造过程进行监督,并提出改进意见。
三、费用及支付方式1. 甲方应向乙方支付设计费用为人民币_________元,制造费用为人民币_________元,合计人民币_________元。
2. 甲方应在协议签订后,向乙方支付总费用的_________%,即人民币_________元,作为预付款。
剩余款项在验收合格后支付。
3. 乙方应提供正规的发票和收据作为凭证。
四、验收标准和方法1. 验收标准:按照甲方提供的技术要求和行业标准进行验收。
2. 验收方法:由甲方组织相关技术人员进行验收,确保各项指标符合要求。
3. 验收时间:在协议签订后,乙方完成设计、制造任务后,由甲方安排验收时间。
4. 如验收不合格,乙方应负责进行整改,直至验收合格为止。
五、违约责任1. 甲方如未按时向乙方支付设计、制造费用,应按协议规定向乙方支付违约金。
具体违约金数额为未支付金额的_________%。
2. 乙方如未按时完成设计、制造任务,应按协议规定向甲方支付违约金。
具体违约金数额为未完成金额的_________%。
3. 因不可抗力因素导致违约的,双方应友好协商解决。
六、争议解决方式1. 甲、乙双方应友好协商解决协议执行过程中出现的争议问题。
塑料注塑模具制造协议(范本文)

塑料注塑模具制造协议1. 引言本协议为塑料注塑模具制造过程中,供应商与买方之间达成的协议。
双方共同遵守本协议的相关条款,确保模具制造的顺利进行。
2. 协议双方供应商:(公司名称)买方:(公司名称)3. 协议内容1.模具设计 1.1供应商应根据买方提供的产品样品或图纸,进行模具设计。
1.2设计稿经买方确认后方可开始制造模具。
1.3设计稿的修改需要双方共同协商决定,获得双方认可后方可进行调整。
2.模具制造 2.1模具制造期限:(具体期限根据双方协商决定)。
2.2供应商应确保模具制造过程中材料的品质和规格符合买方要求,并提供相应的材料合格证明。
2.3供应商应确保模具制造过程中遵守相关的安全生产标准和法律法规要求。
2.4供应商应定期向买方提供模具制造的进展情况,并及时沟通解决可能出现的问题。
2.5模具制造完成后,供应商应进行检验,并提供相应的检验报告。
3.模具交付 3.1模具制造完成后,供应商应根据买方要求,对模具进行包装,确保模具不受损坏。
3.2供应商应安排专业的物流公司,负责模具的运输到买方指定的地点。
3.3模具交付后,买方应进行验收,如发现问题应及时与供应商联系,共同解决。
4.保修和售后服务 4.1 供应商提供最少 1年的免费保修期,保修期内对因供应商制造问题导致的模具损坏,供应商负责修复或更换。
4.2保修期外,如模具需要维修或更换,双方应协商解决。
4.3供应商应提供模具的维护保养指导,并在需要时提供相关技术支持。
5.保密条款 5.1双方在合作过程中会互相了解到对方的商业机密和技术机密,双方应承诺对相关信息保密,并严格限制其使用范围,不得擅自泄露或提供给第三方。
5.2在合作结束后,双方应归还或销毁所有对方提供的机密信息,并不得保留任何副本。
6.纠纷解决 6.1双方在合作过程中如有任何争议或纠纷,应通过友好协商解决。
若协商不成,双方可依法向相关司法机关申请仲裁或诉讼。
7.其他条款 7.1本协议未尽事宜,双方可根据实际情况进行补充协商。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
本细则为编号承揽合同的附件。
注塑模具技术细则协议
定作方:(以下简称甲方)
承揽方:(以下简称乙方)
甲乙双方就模具的技术质量细节,经协商达成如下协议:
一、数据形式:甲方提供:产品数字模型(三维□、二维□、格式);模具数字模型(三维
□、二维□、格式);图纸(产品□、模具□);实物□;其它技术资料□;
委托乙方设计:产品数字模型(三维□、二维□、格式)。
对提供文件的说明:资料应明确,数据的有效性,明确的技术要求,和与之相对应的检验方法和验收标准。
当甲方提供的数据变动时,经双方协商交货期可以相应顺延。
二、甲方委托乙方制造模具为一模腔。
(图纸号:模具号:)。
三、乙方设计制造的模具应符合产品图纸或技术资料的要求。
四、乙方应向甲方提供制定完毕的设计方案,在制造前取得甲方书面确认(要□不要□)。
确认时间为____
天,因甲方原因超过时间则模具的交货期顺延。
并向甲方提供模具制造计划、质量控制计划等,向甲方提供实施过程实况反馈。
五、设计依据:
1.产品:
(1)注塑原料:;牌号;色;透明□半透明□不透明□。
(2)收缩率: /1000;(短部 /1000)平均壁厚: mm ±。
(3)设计基准:。
(4)注塑机:。
(5)注塑品后加工:喷涂□印刷□热烫□其他。
(6)对产品确认的内容:几何尺寸、翘曲、缩痕、色痕、熔结痕位置、脱模斜度、无飞边、特殊注塑法:
其他:。
(7)雕刻:(凹□凸□)底稿:。
2.模具结构:
(1)流道:普通□;热流道□ ,热流道牌号:外热□、浇口热流道□、阀式□;
点,板形加热器□;相 V;端子座位置。
(2)定位圈:直径Φ×h .喷嘴R 喷嘴直径Φ;乙方自定□。
(3)浇口:侧向□点式□直接□潜伏式□:(固定□;可动□)浇口数:点,浇口直径Φ:其他;乙方自定□。
(4)顶出方法:,油缸顶出□:(接头规格:)
强制复位口(复位方式:);乙方自定□。
(5)抽芯方式:斜导柱□汽缸□油缸□;限位开关□(接触式□机械式□);乙方自定□。
(6)安装方法:直接□夹紧□左右□上下□(确认导杆孔);其它。
(7)模具材料:型腔:材料牌号:生产厂商:
热处理要求:;
型芯:材料牌号:生产厂商:
热处理要求:;
特别指定要求:乙方推荐认可□。
(8)模具标准件要求:按标准。
模架:其他标准件:乙方推荐认可□。
(9)型腔表面处理:皮纹□;粗糙度□;亚光□;
镀层□;渗氮□;其他。
(10)加热:整体□;型芯□;型腔□;隔热板□。
(11)水管接头:;水管类型:集中配管(位置);
回路数(型腔;型芯)。
(12)注塑件取出方法:手动□;机械手□;自动落下□。
(13)排气:有□;无□。
(14)模具吊装螺孔直径φ;设置图:甲方提供□;乙方提供□。
(15)冷却系统:乙方提供,甲方认可□甲乙双方商定:。
六、模具的验收方法和验收标准。
1.验收产品□验收模具□。
2.具体验收标准及方式、方法:
(1)对产品检验:(以设计依据为准)。
(2)对模具检验:(以设计依据为准)。
(3)测量手段:。
(4)型腔表面不得焊补。
如模具因各种原因,确需焊补,应事先征得甲方书面认可。
(5)模具备件:。
(6)总体验收标准、验收合格的确认方式以及其它要求,甲乙双方可以另以书面对内容、格式的确定。
七、试模:试模地点:;原料甲方提供□原料到达时间,
原料到达地点;乙方自备□。
费用:甲方承担□、乙方承担□;寄送品费:甲方承担□,乙方承担□;
试模工艺参数:甲方承担□,乙方承担□;
试样件数,试样寄送地点:。
八、关于修改产品或模具设计的有关约定:
1.双方提出修改产品或模具设计(设计变更),应书面提出并得到对方认可,费用、周期由双方协商
解决。
当设计变更在试模以前并且没有改变模具结构,制造工作量没有明显增加时,乙方可以不要求甲方增加费用或延长交货期。
变更幅度大的,例如模具结构发生变化或因设计变更需更换模具材料等,甲乙双方可以协商乃至重新签订合同和技术协议。
2.乙方若在技术质量协议已签订,客户提供资料已确认后因制造工艺问题,向甲方提出修改设计,并
且该设计变更得到甲方书面同意的,其费用和时间双方协商解决。
九、本技术质量细则经由双方签字盖章后,合同有效。
十、本技术细则协议与承揽合同具有同等法律效力。
十一、未尽事宜,超出本细则范围的,双方可另行签订技术协议。
定作方:承揽方:
代表:代表:
年月日年月日。