燕尾型导轨CAD
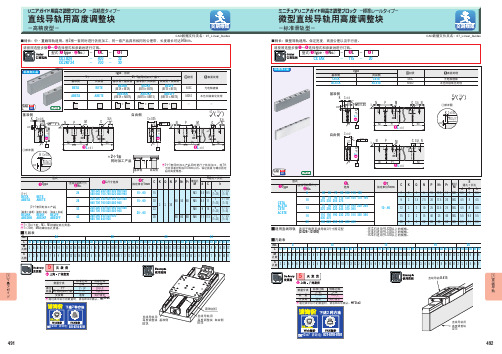
直线导轨用高度调整块
材质
表面处理
S45C A5052 -
无电解镀镍 本色阳极氧化处理 -
基准侧
1.6
K Q
C±0.02 C/2
6.3
0.02 A
1.6
1.6
N
P
M h M×2 d
G S孔 N
○部详图
T±0.02
K Q
C±0.05 C/2
0.02 A
1.6
N
P
M
h M×2
G
S孔 N
C±0.05 C/2
0.02 A
1.6
N
T 指定单位1mm 10~60 15~60
C
K
Q
N
P
N1 P1
螺纹孔 M M3
型式 (直线导轨H尺寸) No. 8 10 13 16 20 40 55 70 L 选择 85 100 115 130 T 指定单位1mm C 7 9 10~60 12 15 20 K 2 3 3 3 3 Q 1 1.5 2 3 4 N 5 7.5 10 15 20 P 15 20 25 40 60 N1 12.5 17.5 22.5 35 50 P1 15 20 25 40 60
(基准+基准) (基准+自由) BE2KK BE2KF ABE2KK ABE2KF
(自由+自由) BE2FF ABE2FF
20~60 28 80 60 80 M6 11 17.5
T=15以下时,M3、M5的螺纹底孔贯通。 T=20时,M6的螺纹底孔贯通。
孔数表
No. L M 3 孔数 S 2 孔数 24 28 33 42 160 220 280 340 400 460 520 580 640 700 760 820 880 940 220 280 340 400 460 520 580 640 700 760 820 880 940 220 280 340 400 460 520 580 640 700 760 820 880 940 280 360 440 520 600 680 760 840 920 4 3 5 4 6 5 7 6 8 7 9 10 11 12 13 14 15 16 4 8 9 10 11 12 13 14 15 3 5 4 6 5 7 6 8 7 9 10 11 12 13 14 15 16 4 8 9 10 11 12 13 14 15 3 5 4 6 5 7 6 8 7 9 10 11 12 13 14 15 16 4 8 9 10 11 12 13 14 15 3 5 4 6 5 7 6 8 7 9 10 11 12 8 9 10 11
燕尾槽设计及尺寸关系

高级技工考试课教案纸(首页)课题燕尾镶配件审阅签名授课日期2008年3月11——2008年3月11第三周星期二第一节至星期二第一节授课时数 3.5天教学目的1、掌握角度锉配和误差的检查方法。
2、掌握具有对称度要求工件的划线加工及测量方法;进一步提高锉削和锯削的技能操作。
3、了解燕尾的制作方法。
4、有关间接测量及计算的方法。
教学方法工艺讲解、动作演示、实操练习、巡回指导教学重点1、掌握角度锉配和误差的检查方法。
2、掌握具有对称度要求工件的划线加工及测量方法;进一步提高锉削和锯削的技能操作。
3、了解燕尾的制作方法。
教学难点1、掌握角度锉配和误差的检查方法。
2、了解燕尾的制作方法。
预习及课后作业课后作业:领材料根据燕尾镶配件图形内容要求进行整边划线课前准备内容图样燕尾镶配件图纸器材1、材料:A3钢、规格为78m m×70mm×8mm2、台虎钳、钻床、平板工量具1、工具:划针、锯弓、锯条、锉刀、什锦锉……2、量具:钢直尺、游标高度尺、游标卡尺、刀口直角尺、万能角度尺等3、辅助量具:测量棒¢10mm、V型铁块等。
高级技工学校生产实习课教案纸(次页)教学环节教学内容提要时间组织教学点名、严肃课堂纪律3min入门指导讲授一、图纸的熟悉及分析:1、图形2、精度要求及配分情况二、相关工艺的讲解:1、对称度的加工方法及要领;2、角度的尺寸计算及加工方法;3、锉配的工艺及方法三、有关基准转移和间接测量的技术讲解。
30min演示图示及模型件的展示8min布置课堂练习每人完成燕尾镶配件图形要求的练习件4min巡回指导整个工件的加工制作过程进行巡回指导14节结束指导工件完成后进行自测、自评,收缴后再总结,分析存在问题4节高级技工学校生产实习课教案纸(续页)教法进程入门指导内容一、组织教学(3min) 二、相关工艺说明:(3+3 min)集中、点名、严肃课堂纪律。
1、图形分析燕尾镶配件是具有对称性,基轴制的明配件,其配合面之间具有关联性,应该一次性完成配合精度。
机床导轨设计资料ppt课件
在整堂课的教学中,刘教师总是让学 生带着 问题来 学习, 而问题 的设置 具有一 定的梯 度,由 浅入深 ,所提 出的问 题也很 明确
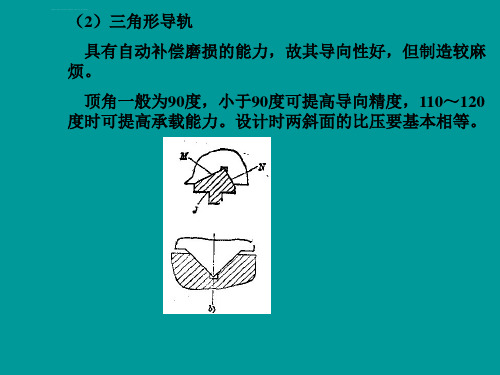
(3)燕尾形导轨 结构紧凑,高度较小,常用于多层次移动
部件中(如车床刀架)。 但制造较麻烦。不能自动补偿间隙。 必须有消除间隙装置。
在整堂课的教学中,刘教师总是让学 生带着 问题来 学习, 而问题 的设置 具有一 定的梯 度,由 浅入深 ,所提 出的问 题也很 明确
重型机床常采用双矩形 导轨。
中、小型车床床身采用 山形、矩形导轨组合。
要求导向精度高的,采 用双三角形导轨组合。
要求结构紧凑,高度小,调整方便的采用燕尾导轨。
从制造工艺性来看,矩形、圆形导轨好,三角形、燕尾形差。
在整堂课的教学中,刘教师总是让学 生带着 问题来 学习, 而问题 的设置 具有一 定的梯 度,由 浅入深 ,所提 出的问 题也很 明确
二、滑动导轨结构设计
1、导轨的截面形状
在整堂课的教学中,刘教师总是让学 生带着 问题来 学习, 而问题 的设置 具有一 定的梯 度,由 浅入深 ,所提 出的问 题也很 明确
二、滑动导轨结构设计
1、导轨的截面形状
在整堂课的教学中,刘教师总是让学 生带着 问题来 学习, 而问题 的设置 具有一 定的梯 度,由 浅入深 ,所提 出的问 题也很 明确
三、导轨结构尺寸的选择 导轨的跨距、导轨长度、导轨截面的宽度与厚度等尺寸的选择,
设计时查阅《机床设计手册》。
在整堂课的教学中,刘教师总是让学 生带着 问题来 学习, 而问题 的设置 具有一 定的梯 度,由 浅入深 ,所提 出的问 题也很 明确
在整堂课的教学中,刘教师总是让学 生带着 问题来 学习, 而问题 的设置 具有一 定的梯 度,由 浅入深 ,所提 出的问 题也很 明确
jcad中导轨曲面

一直以来,许多朋友都经常问我关于“导轨曲面”的定义,一直以来,我也尽量的帮朋友们解答,但是,对于这个命令,却没能有一个很好的详细的介绍跟定义。
而最近我刚刚想起我手头上的一份资料,呆我整理好后,就发表出来了。
希望能帮上大家一点小忙。
“导轨曲面”命令是JewelCAD中应用最广泛的命令。
大部分朋友要制作曲面都可以通过这个命令来实现。
它的原理是一个切面或者几个切面沿着一条导轨(曲线)或者几条导轨扫列成的曲面。
选择命令后,会弹出“导轨曲面”对话框,如下图所示,我们需要在对话框中选择所需要的切面量度,导轨属性和切面属性。
从上图中,我们可以看到,“导轨曲面”对话框由三个部分组成,分别是“导轨”,“切面”和“切面量度”。
也就是说,由这三部分来决定最终形成的曲面的状态。
下面来分别介绍一下这3部分的特点和应用。
1.导轨:导轨部分分别为单导轨,双导轨,三导轨和四导轨。
(1).单导轨:曲面是由一个切面沿一条导轨完成的。
它可以利用如下四种方式生成曲面。
◆纵向:这个选项只需要一条导轨就可以生成导轨曲面,另外一条导轨是视图中的垂直轴。
切面则在垂直轴与轨道曲线之间,根据垂直轴与轨道曲线之间的距离,这些切面将会自动放大或缩小。
◆横向:这个选项只需要一条导轨就可以生成导轨曲面,另外一条导轨是视图中的水平轴。
切面则在水平轴与轨道曲线之间,根据水平轴与轨道曲线之间的距离,这些切面将会自动放大或缩小。
◆迥圈(世界中点):这个选项除了一条朋友画的轨道曲线外,另外一条轨道是视图中世界坐标系的进出轴。
切面则在进出轴与轨道曲线之间。
切面的宽度(或高度,根据我们在“切面量度”中的选择)会根据进出轴与轨道曲线之间的距离自动放大或缩小,高度(或宽度)则不变。
◆迥圈(迥圈中心):此项与迥圈(世界中心)相同,不过进出轴被迥圈中心所取代。
(2)双导轨:双导轨是由两条导轨,一个或者多个切面来共同完成曲面创作。
双导轨有如下两种方式供我们选择。
◆合比例:这个命令在生成导轨曲面时切面被放置在两条导轨之间,根据两条导轨之间的距离,会被自动放大或缩小。
第4章 机床导轨设计_原第六章_

第四章机床导轨设计第一节 概 述一、导轨的功用和分类机床上两相对运动部件的配合面组成一对导轨副,不动的配合面为支承导轨,运动的配合面为动导轨。
导轨副的主要功用是导向和承载,为此,导轨副只许具有一个自由度。
导向原理如图4—1所示。
图4—1导向原理导轨副按下列性质分类。
1.运动轨迹(1) 直线运动导轨导轨副的相对运动轨迹为一直线。
如普通车床的溜板和床身导轨。
(2) 圆周运动导轨导轨副的相对运动轨迹为一圆,如立式车床的花盘和底座导轨。
2.摩擦性质(1) 滑动导轨其中有静压导轨、动压导轨和普通滑动导轨,它们的共同特点是导轨副工作面之间的摩擦性质为滑动摩擦。
(2) 滚动摩擦导轨副工作面之间装有滚动体,使两导轨面之间为滚动摩擦。
3.工作性质(1) 主运动导轨动导轨作主运动,导轨副间的相对运动速度高。
(2) 进给运动导轨动导轨作进给运动,导轨副之间的相对运动速度低。
(3) 移置导轨实现部件之间的相对位置调整,在机床工作时无相对运动。
(4) 卸荷导轨采用机械、液压或气压办法减轻支承导轨的负荷,降低静、动摩擦系数,以提高导轨的耐磨性、低速平稳性和运动精度。
二、导轨应满足的基本要求1.导向精度主要是指动导轨运动轨迹的精确度。
影响导向精度的主要因素有:导轨的几何精度和接触精度、导轨的结构形式、导轨及其支承件的刚度和热变形、静(动)压导轨副之间的油膜厚度及其刚度等。
2.精度保持性主要由导轨的耐磨性决定。
耐磨性与导轨的材料、导轨副的摩擦性质、导轨上的压强及其分布规律等因素有关。
3.刚度包括导轨的自身刚度和接触刚度。
导轨的刚度不足会影响部件之间的相对位置和导向精度。
导轨刚度主要取决于导轨的形式、尺寸、与支承件的连接方式及受力状况等因素。
4.低速运动平稳性动导轨作低速运动或微量位移时易产生摩擦自激振动,即爬行现象。
爬行会降低定位精度或增大被加工工件表面的粗糙度的值。
三、导轨的主要失效形式1.磨损①磨粒磨损。
这里的磨粒是指导轨面间存在的坚硬微粒,可能是落人导轨副间的切屑微粒或是润滑油带进的硬颗粒;也可能是导轨面上的硬点或导轨本身磨损所产生的微粒。
NSK 直线导轨 型录说明书

NSK's standard Linear Guide series, NH and NS series, attains a significant increase in durability, satisfies the requirements of every industry with its versatile performance and conforms to international standard dimensions. Features: Long operating life High speed Wide variety CAT. No.E3332 ( KB) NSK Online Interactive Catalogs and Tools give you the capability to select the correct bearings that best meet the needs of your application and equipment design. The selection tools for ball screws, NSK Linear Guides, and Megatorque Motors are also available. 2D/3D CAD data for NSK products is available through PARTcommunity. This free service is provided by CADENAS GmbH. Every care has been taken to ensure the accuracy of data in this publication, but NSK Ltd. accepts no liability for any loss or damage incurred from errors or omissions. As we pursue continuous improvement, all content (text, images, product appearances, specifications, etc.) contained in this publication is subject to change without notice. Unauthorized copying and/or use of the contents of this publication is strictly prohibited. Please investigate and follow the latest product export laws, regulations, and permit procedures when exporting to other countries. Please use the online catalog to select bearings. No catalog Spindelmutter und Spindelschaft sind separat erhältlich und universell austauschbar. DINKugelgewindetriebe für die Europäische Werkzeugmaschinen-industrie Cooling effects, internal Design, Cooling Structure, Improved Handling, Dimension Chart (Englsih version) PDF 860.2 kB High Speed SS Series PDF 1.4 MB Reduced varion of motion error helps imrpove quality of machined surface of machine tools and productivity of semiconductor manufacturing devices PDF 3.7 MB NSKTAC Series of Ball Screw Support Bearings for High-Load Applications, NSK Roller Guide RA Series (English version) PDF 9.1 MB Precision Rolled Ball Screws PR / LPR Series Spindle nut and spindle shaft are available separately and are universally exchangeable. DIN Ball Screws for the Machine Tool Industry Cooling effects, internal Design, Cooling Structure, Improved Handling, Dimension Chart (Englsih version) PDF 860.2 kB High Speed SS Series PDF 1.4 MB Reduced varion of motion error helps imrpove quality of machined surface of machine tools and productivity of semiconductor manufacturing devices PDF 3.7 MB NSKTAC Series of Ball Screw Support Bearings for High-Load Applications, NSK Roller Guide RA Series (English version) PDF 9.1 MB
《测控仪器设计》(第4章)《测控仪器设计(第3版)》精选全文
(3)滚动轴承导轨
– 摩擦力矩小 – 运动灵活 – 承载能力大 – 调整方便 – 用于大型仪器(如万工显、三座标、测长机等)
(二)滚动摩擦导轨的组合应用
(1)滚动与滑动摩擦导轨 的组合应用
– 滚动轴承导轨摩擦力 小 ,运动灵活 ,用做
导向
滚动轴承和滑动导轨的组合 1—平面滑动导轨 2—滚动轴承导轨
导轨的几何精度包括导轨在垂直平面内与水平面内的直线度,导轨面间 的平行度和导轨间的垂直度
(2)导轨的接触精度
垂直面内的直线度
水平面内的直线度
导轨面间的平行度
(二)导轨运动的平稳性
爬行现象:在其低速运动时,导轨运动的驱动指令是均匀的
而与动导轨相连的工作台却出现一慢一快,一跳一停的现象 产生爬行现象的主要原因有: ①导轨间的静、动摩擦系数差值较大; ②动摩擦系数随速度变化; ③系统刚度差
高
液体静压
高
导轨
空气静压
高
导轨
较好 较好
好 好
大 较低 较大 较低
差 较好
好
要求不 高
要求较 高
要求高
好 要求高
成本
低 较高
高 高
(二)标准导轨的选用
b) a)
直线球滑座系列导轨 a)直线球滑座导轨 b)球滑座LSP型结构示意图
• 1.滚珠导轨
▪ (1)双V形滚珠导轨
▪ 运动灵敏度较高,能承受 不大的倾复力矩
▪ (2)双圆弧滚珠导轨
▪ 计量光学仪器中(如小型 工具显微镜、投影仪等) 使用
▪ 接触面积较大,接触点 应力较小,变形也较小, 承载能力强、寿命长。
V形滚珠导轨 a)常用双V形滚珠导轨 b)V形小圆弧导轨
c)双圆弧导轨
《机械制造装备设计》期末考试试卷附答案

《机械制造装备设计》期末考试试卷附答案一、单项选择题(每小题2分,共20小题,共40分)1.称为机器人的机械本体,也称为主体的是 ( )A手臂 B.末端执行器 C.机座 D.操作机2.机床传动系统各末端执行件之间的运动协调性,和均匀性精度,称为()A.几何精度B.运动静度C.传动静度D.定位精度3.要求导轨导向性好,导轨面磨损时,动导轨会自动下沉,自动补偿磨损量,应选( ).A.矩形导轨B.三角形导轨C.燕尾形导轨D.圆柱形轨4.机床主运动空转时,由于传动件摩檫,搅拌,空气阻力等,使电动机消耗的部分功率,称为()。
A.切削功率 B.机械摩檫耗损功率 C.空载功率 D.额定功率5.把毛坯从料仓送到机床加工位置,称为()A.上料器 B.隔料器 C.减速器 D.分路器6.借用模具对板料施加压力,迫使板料按模具形状,尺寸进行剪裁或塑性变形,得到要求的金属板的设备,称为 ( )A.挤压机B.冲压机C.轧制机D.锻造机7.机床定位部件,运动达到规定位置的精度,称为( ).A.几何精度B.运动精度C.传动精度D.定位精度8.在自动引导小车(AGV)的导向系统中,有陀螺仪,该导航方式称为( ).A.电磁引导 B.惯性导航 C.光学引导 D.激光导航9.要求导轨可以承受较大的顚覆力矩,高度较小,结构紧凑,间隙调整方便,应选择()A.矩形导轨B.三角形导轨C.燕形导轨D.圆柱形导轨10.刀架定位机构要求定位精度高、重复定位精度高、定位刚度好,经常采用()。
A.圆锥销定位B.圆柱销定位C.端面齿盘定位11.使用要求相同的部件,另件,按现行的各种标准和规范,进行设计与制造,称为( ).A.产品系列化B.结构典型化C.通用化标准化D.另件通用化12.采用"消灭一切浪费”和”不断完善”, 以最优的质量和最低的成本的产品,提供给市场,这种制造模式被称为 ( )A.“传统模式”B.“精益生产” C.“敏捷制造” D.”并行工程”13.一组功能,工作原理和结构相同,而尺寸与性能参数不同的产品,称为( ).A.纵系列产品B.横系列产品C.跨系列产品D.基型产品.14.为了降低导轨面的压力,减少摩擦阻力,提高导轨的耐磨性和低速运动的平稳性,应选择( )A.滑动导轨B.卸荷导轨C.滚动导轨D.动压导轨15. 适应中等转速和切削负载较大,要求刚度高的机床,其主轴轴承配置形式,应选().A. 速度型B.刚度型 C速度刚度 D.抗振型16.要求导轨可以承受较大的顚覆力矩,高度较小,结构紧凑,间隙调整方便,应选择().A.矩形导轨B.三角形导轨C.燕形导轨D.圆柱形导轨17.普通机床主要性能指标(第二性能指标)是( )A.车床的最大回转半径B.最大工件长度18.称为机器人机械本体,也称为主体的是 ( )A手臂 B.末端执行器 C.机座 D.操作机19.数控机床主传动采用直流电机无级调速时,是采用的()的方式来得到主轴所需转速。
第二章 绘制燕尾槽零件三视图

左
右
下 学渣的网
机械制图
绘制物体三视图的步骤
绘制物体三视图 首先选择反映物体形状特征最明显的方向作为主视
积变小。这种投影特性 称为类似性。
学渣的网
机械制图
1.三投影面体系的建立
根据机械制图的有关标准和规定,用正投影法
绘制物体的图形称为视图。一般情况下,一个视图
不能确定物体的空间形状,如图所示。为了完整地
表达物体的形状,通常采用多个投影面进行投射,
工程上常选取互相垂直的三个投影面,称为三投影
体系。
形状不同的物体在同 一投影面上视图相同
学渣的网
机械制图
任务目标
1.理解投影法的概念,熟悉正投影的特性; 2.初步掌握三视图的形成、三视图之间的对应关
系和投影规律; 3.掌握简单形体三视图的作图方法; 4.能对照模型或简单零件识读三视图。
学渣的网
机械制图
当日光或灯光照射物体时,在 地面或墙壁上就会出现物体的影 子,这就是日常生活中常见的现 象。人们将这种现象进行科学的 概括与总结,形成了影子与物体 形状之间的对应的关系。
其展开的方法:V面保持不 动,先把H面绕OX轴向下 旋转90°与V面处于同一平 面内,然后把W面绕OZ轴 向右旋转90°与V面处于同 一平面内。
学渣的网
机械制图
三个投影面展开后,V面、H面和W面都处于同 一张图纸上,空间的y轴被分为两处,在H面上的用 YH,表示,在W面上的用YW表示。
学渣的网
机械制图
学渣的网
机械制图
三投影面体系的三投影面分别是:
正立投影面——正对观察者的投影面,简称正面, 用大写字母V表示;
水平投影面——水平位置的投影面,简称水平面, 用大写字母H表示;
机械制造装备设计试卷汇总(十一套带答案)

一、概念题(每题2分,共20分)1、柔性制造系统答:1)是一个以网络为基础,面对车间的开方式集成制造系统。
拥有CAD、数控编程、工夹具管理、质量管理、数据采集等功能,可根据制造任务与生产环境的变化,迅速调整,以适应多品种、中想批生产。
2、机床运动功能式答:表示机床的运动的个数、形式、功能及排列顺序。
床运动功能3、爬行答;当运动部件低速运动时,主动件匀速运动,从动件跳跃运动,这种不平稳的运动称为爬行。
4、级比和级比指数答:指主动轴转速数列公比称为级比。
级比的指数,称为级比指数。
5、模块化设计答:在对产品进行功能分析的基础上,划分并设计出一系列通用模块,根据市场需要,对模块选择组合,可构成不同功能、不同规格的变形产品。
6、工业机器人位姿工业机器人的位置与姿态,是指机器人末端执行器的位置坐标。
其姿态是指末端执行器的三个转动角度。
7、定位误差定位误差:加工工序基准,在加工方向上的,最大位置变动量。
8、机械制造系统中的物流答:原料进厂经储存、加工、装配、包装、出厂全过程的每一个环节的移动和储存,称为生产物流。
9、生产线节拍生产节拍:指在连续完成相同的两个产品,之间的间隔时间称为生产节拍。
即完成一个产品平均时间。
10、机器人自由度工业机器人的自由度与姿态:自由度,是指机器人末端执行器的三个移动自由度,。
其姿态是指末端执行器的三个转动自由度。
二、论述题(每题10分,共40分)1、机床主要设计内容有哪些?答1)总体设计(1)主要技术指标确定。
(2)总体设计:基本参数设计、传动设计、总体部局设计、控制设计。
2)祥细设计:技术设计、施工设计。
全部零件图、技术文件。
2、工业机器人的驱动方式有那些?如何选用驱动方式?答:驱动方式:电机驱动、液压驱动、气动。
(2分)负载在1 kw 以下的工业机器人,多采用电动机驱动。
(2分)直流伺服电机与步进电应用广泛。
(2分)交流服电机是新近的发展。
(2分)液压驱动用于重型机器人,轻负荷用气动。
燕尾导轨镶条[技巧]
![燕尾导轨镶条[技巧]](https://img.taocdn.com/s3/m/118691c5168884868662d659.png)
燕尾导轨镶条[技巧]导轨间隙的调整为保证导轨正常工作,导轨滑动表面之间应保持适当的间隙。
间隙过小会增大摩擦力,间隙过大又会降低导向精度。
为此常采用以下办法,以获得必要的间隙。
一、采用磨、刮相应的结合面或加垫片的方法,以获得合适的间隙如图I3-31a所示燕尾导轨,为了获得合适的间隙,可在零件1与2之间加上垫片3或采取直接铲刮承导件与运动件的结合面A的办法达到。
图I3-31 燕尾导轨应用举例二、采用平镶条调整间隙平镶条为一平行六面体,其截面形状为矩形(图I3-32a)或平行四边形(图I3-32b)。
调整时,只要拧动沿镶条全长均布的几个螺钉,便能调整导轨的侧向间隙,调整后再用螺母锁紧。
平镶条制造容易,但在全长上只有几个点受力,容易变形,故常用于受力较小的导轨。
缩短螺钉间的距离加大镶条厚度(h)有利于镶条压力的均匀分布,当L,h=3,4时,镶条压力基本上均布(图I3-32c)。
图I3-32 平镶条调整导轨间隙三、采用斜镶条调整间隙斜镶条的侧面磨成斜度很小的斜面,导轨间隙是用镶条的纵向移动来调整的,为了缩短镶条长度,一般将其放在运动件上。
图I3-33 用斜镶条调整导轨间隙图I3-33a的结构简单,但螺钉凸肩与斜镶条的缺口间不可避免地存在间隙,可能使镶条产生窜动。
图I3-33b所示的结构较为完善,但轴向尺寸较长,调整也较麻烦。
图I3-33c是由斜镶条两端的螺钉进行调整,镶条的形状简单,便于制造。
图I3-33d是用斜镶条调整燕尾导轨间隙的实例。
介绍导轨间隙调整知识南京飞利达导轨公司今天介绍导轨产品的间隙调整知识:矩形导轨需要在垂直和水平两个方向上调整间隙。
在垂直方向上,一般采用下压板调整它的低面间隙,其方法有:a)刮研或配磨下压板的结合面;b) 用螺钉调整镶条位置;c)改变垫片的片数或厚度;在水平方向上,常用平镶条或斜镶条调整它的侧面间隙。
圆形导轨的间隙不能调整。
为保证导轨正常工作,导轨滑动表面之间应保持适当的间隙。