燕尾槽设计及尺寸关系
机械设计手册燕尾槽介绍
机械设计手册燕尾槽介绍
燕尾槽(Dovetail Groove)是一种常见的机械连接结构,其形状类似于燕子尾巴的轮廓,因此得名。
燕尾槽通常用于连接两个零件,其中一个零件上有一个凸起的燕尾,另一个零件上有一个与之匹配的凹槽。
这种设计提供了良好的连接强度和稳定性,使零件能够在不易脱落的情况下连接在一起。
以下是有关燕尾槽的一些基本信息:
1.形状特征:
•燕尾槽的形状特征是一个斜向的槽,其横截面呈三角形或楔形。
凸起的燕尾与凹槽形成的角度通常为60度,但具
体的角度可能因特定应用而有所不同。
2.连接强度:
•燕尾槽设计提供了较大的连接面积,这有助于提高连接的强度。
它通常用于要求高连接强度和刚性的应用。
3.安装和拆卸:
•燕尾槽在设计时通常考虑到了安装和拆卸的方便性。
它可以通过滑动方式方便地将两个零件连接在一起,也可以通
过一定的拆卸工具将它们分离。
4.应用领域:
•燕尾槽广泛应用于各种机械系统,如机床、工具、模具以及其他需要高强度连接的领域。
燕尾槽的设计也可用于导
轨系统,提供稳定的运动控制。
5.材料和制造:
•燕尾槽可以由各种材料制成,包括金属、塑料、木材等,具体选择取决于应用的要求。
制造燕尾槽的方法包括铣削、
切割、雕刻等工艺。
总体而言,燕尾槽是一种有效且可靠的连接方式,适用于需要高强度、高稳定性连接的机械系统。
设计和制造燕尾槽需要仔细考虑材料特性、几何形状以及实际应用的工作环境和要求。
燕尾槽编程标准

燕尾槽编程标准
1. 66°*R0.8燕尾槽如图所示:
此燕尾槽用66°*R0.8刀片加工刀片宽度3.5MM 长度5.0MM,
刀片型号为:60021300 60021297
2.66°*R1.5燕尾槽如图所示:
以上两种燕尾槽用66°*R0.8刀片加工刀片宽度5.5MM 长度6.0MM,,刀片型号为: 60021299
60021298
3.66°*R2.3燕尾槽如图所示:
此燕尾槽用66°*R2.0刀片加工刀片宽度7.97MM 长度11.54MM,
刀片型号为:60021296 60021295
4.45°*R1.65燕尾槽如图所示:
此燕尾槽用45°*R1.5刀片加工刀片宽度9.65MM 长度10.8MM,
刀片型号为:60021303 60021301
5.15°*R0.8燕尾槽如图所示:
此燕尾槽用15°*R0.8刀片加工刀片宽度5.5MM 长度6.0MM,
刀片型号为:60031562 60031560
6. 15°*R0.8燕尾槽如图所示:
此燕尾槽用15°*R0.8刀片加工刀片宽度9.4MM 长度10.8MM,,
刀片型号为:60021294 60021286
7. 66°*R0.8燕尾槽特殊产品M27199如图所示:
此燕尾槽用66°*R0.8刀片加工,刀片型号为: 1838924R00
8. 重新设计后加工燕尾槽的刀片只有以上几种规格,编程方式为:Z向先车几刀,留0.2MM余量,最后走轨迹,这样加工出来的燕尾槽侧面光洁度比较好,刀片磨损也不大。
密封条燕尾槽设计标准

密封条燕尾槽设计标准
密封条燕尾槽设计标准是为了确保密封条能够正常安装和使用。
下面是一个密封条燕尾槽设计的标准要求:
1. 槽口尺寸:燕尾槽应具有与密封条相匹配的尺寸,确保密封条能够完全嵌入槽口中,并具备一定的压缩量,以保证密封效果。
槽口宽度和深度应符合相关行业标准。
2. 槽口形状:燕尾槽应具备一定的槽口形状,常见的有矩形、圆角矩形等。
槽口的形状应便于密封条的安装和拆卸,同时也应满足相关行业标准或客户要求。
3. 槽口表面处理:槽口的表面应进行适当的处理,以确保密封条与槽口之间的接触良好,并且不会出现泄漏的情况。
常见的处理方法有喷涂、喷砂、电镀等。
4. 材料选择:燕尾槽的材料应符合相关行业标准或客户要求。
常见的材料有硅胶、橡胶、塑料等,要考虑到其耐磨性、耐腐蚀性和耐温性等因素。
5. 密封条压缩量:燕尾槽的设计要考虑到密封条在安装后的压缩量。
压缩量不宜过大,以免导致密封条的变形或损坏;同时也不宜过小,以确保密封效果。
6. 安装方式:密封条燕尾槽的设计还需要考虑安装方式。
一般来说,密封条可以通过手动或机械方式安装。
设计时要保证安装方便、快捷,并且能够保证密封条的正确安装。
7. 密封性能:密封条燕尾槽的设计时需要保证其具备良好的密封性能。
设计时要考虑到密封条与槽口之间的补偿性能,以便在工作过程中能够有效地补偿和防止泄漏的发生。
综上所述,密封条燕尾槽设计的标准要求涉及槽口尺寸、槽口形状、槽口表面处理、材料选择、密封条压缩量、安装方式和密封性能等多个方面。
设计时要根据实际需求,遵循相关行业标准以及客户要求,确保密封条的正常安装和使用。
燕尾槽设计方案及尺寸关系

共14页/第1页高级技工考试课教案纸(首页)课题燕尾镶配件审阅签名授课日期2008年3月11——2008年3月11第三周星期二第一节至星期二第一节授课时数 3.5天教学目的1、掌握角度锉配和误差的检查方法。
2、掌握具有对称度要求工件的划线加工及测量方法;进一步提高锉削和锯削的技能操作。
3、了解燕尾的制作方法。
4、有关间接测量及计算的方法。
教学方法工艺讲解、动作演示、实操练习、巡回指导教学重点1、掌握角度锉配和误差的检查方法。
2、掌握具有对称度要求工件的划线加工及测量方法;进一步提高锉削和锯削的技能操作。
3、了解燕尾的制作方法。
教学难点1、掌握角度锉配和误差的检查方法。
2、了解燕尾的制作方法。
预习及课后作业课后作业:领材料根据燕尾镶配件图形内容要求进行整边划线课前准备内容图样燕尾镶配件图纸器材1、材料:A3钢、规格为78m m×70mm×8mm2、台虎钳、钻床、平板工量具1、工具:划针、锯弓、锯条、锉刀、什锦锉……2、量具:钢直尺、游标高度尺、游标卡尺、刀口直角尺、万能角度尺等3、辅助量具:测量棒¢10mm、V型铁块等。
共14页/第2页教学环节教学内容提要时间组织教学点名、严肃课堂纪律3min入门指导讲授一、图纸的熟悉及分析:1、图形2、精度要求及配分情况二、相关工艺的讲解:1、对称度的加工方法及要领;2、角度的尺寸计算及加工方法;3、锉配的工艺及方法三、有关基准转移和间接测量的技术讲解。
30min演示图示及模型件的展示8min布置课堂练习每人完成燕尾镶配件图形要求的练习件4min巡回指导整个工件的加工制作过程进行巡回指导14节结束指导工件完成后进行自测、自评,收缴后再总结,分析存在问题4节共14页/第3页教法进程入门指导内容一、组织教学(3min)二、相关工艺说明:(3+3 min)集中、点名、严肃课堂纪律。
1、图形分析燕尾镶配件是具有对称性,基轴制的明配件,其配合面之间具有关联性,应该一次性完成配合精度。
燕尾槽设计及尺寸关系

高级技工考试课教案纸(首页)课题燕尾镶配件审阅签名授课日期2008年3月11——2008年3月11第三周星期二第一节至星期二第一节授课时数 3.5天教学目的1、掌握角度锉配和误差的检查方法。
2、掌握具有对称度要求工件的划线加工及测量方法;进一步提高锉削和锯削的技能操作。
3、了解燕尾的制作方法。
4、有关间接测量及计算的方法。
教学方法工艺讲解、动作演示、实操练习、巡回指导教学重点1、掌握角度锉配和误差的检查方法。
2、掌握具有对称度要求工件的划线加工及测量方法;进一步提高锉削和锯削的技能操作。
3、了解燕尾的制作方法。
教学难点1、掌握角度锉配和误差的检查方法。
2、了解燕尾的制作方法。
预习及课后作业课后作业:领材料根据燕尾镶配件图形内容要求进行整边划线课前准备内容图样燕尾镶配件图纸器材1、材料:A3钢、规格为78mm×70mm×8mm2、台虎钳、钻床、平板工量具1、工具:划针、锯弓、锯条、锉刀、什锦锉……2、量具:钢直尺、游标高度尺、游标卡尺、刀口直角尺、万能角度尺等3、辅助量具:测量棒¢10mm、V型铁块等。
教学环节教学内容提要时间组织教学点名、严肃课堂纪律3min入门指导讲授一、图纸的熟悉及分析:1、图形2、精度要求及配分情况二、相关工艺的讲解:1、对称度的加工方法及要领;2、角度的尺寸计算及加工方法;3、锉配的工艺及方法三、有关基准转移和间接测量的技术讲解。
30min演示图示及模型件的展示8min布置课堂练习每人完成燕尾镶配件图形要求的练习件4min巡回指导整个工件的加工制作过程进行巡回指导14节结束指导工件完成后进行自测、自评,收缴后再总结,分析存在问题4节教法进程入门指导内容一、组织教学(3min)二、相关工艺说明:(3+3 min)集中、点名、严肃课堂纪律。
1、图形分析燕尾镶配件是具有对称性,基轴制的明配件,其配合面之间具有关联性,应该一次性完成配合精度。
它与上一次完成的工件角度样板只有单独一个角度配合,而这次燕尾镶配件的难度在原先的基础上提高了,就是工件变了双角度配合且有对称性。
燕尾槽设计及尺寸关系知识讲解

燕尾槽设计及尺寸关系高级技工考试课教案纸(首页)教法进程入门指导内容一、组织教学(3min)二、相关工艺说明:(3+3 min)集中、点名、严肃课堂纪律。
1、图形分析燕尾镶配件是具有对称性,基轴制的明配件,其配合面之间具有关联性,应该一次性完成配合精度。
它与上一次完成的工件角度样板只有单独一个角度配合,而这次燕尾镶配件的难度在原先的基础上提高了,就是工件变了双角度配合且有对称性。
2、工艺分析1)对称度的控制,应以外形基准面作测量基准,先加工一边,再加工另一边(特别注意强调),一步一步达到图纸要求的精度。
2)角度斜面尺寸控制,应借用辅助工具测量棒间接测量,得相关的计算方法。
用测量棒间接测量,得相关的计算方法M=B+d/2cota/2+d/2A(画线)=B+cota×C注:先做好底边达到精度要求,再采用间接测量来达到尺寸要求,必须正确换算和测量。
高级技工学校生产实习课教案纸(续页)有关直角三角形的计算:sin30°=1/2sin45°=2/2sin60°=3/2cos30°=3/2cos45°=2/2cos60°=1/2tan30°=3/3tan45°=1tan60°=3= 1.732cot30°=3cot45°=1cot60°=3/3高级技工学校生产实习课教案纸(续页)三、提问讨论(6+5 min)四、步骤(11+2min)(13+2min)(15+5min)给出毛坯讨论如何加工燕尾镶配件的工艺过程?(让同学们到讲台分析讲解)答:根据同学们的讲解总结分析,一步一步给同学讲解加工燕尾镶配件的工艺过程!一、检查工件的毛坯:1)用钢直尺检查外形尺寸是否有足够的加工余量;2)检查外形精度误差是否过大。
二、外形整理:(如图1.1)1)整边(平行度、垂直度、平面度)都附合图纸尺寸要求78m m×70mm×8mm ;2)形状精度是配合精度的基础。
燕尾槽设计及尺寸关系

高级技工考试课教案纸(首页)课题燕尾镶配件审阅签名授课日期2008年3月11——2008年3月11第三周星期二第一节至星期二第一节授课时数 3.5天教学目的1、掌握角度锉配和误差的检查方法。
2、掌握具有对称度要求工件的划线加工及测量方法;进一步提高锉削和锯削的技能操作。
3、了解燕尾的制作方法。
4、有关间接测量及计算的方法。
教学方法工艺讲解、动作演示、实操练习、巡回指导教学重点1、掌握角度锉配和误差的检查方法。
2、掌握具有对称度要求工件的划线加工及测量方法;进一步提高锉削和锯削的技能操作。
3、了解燕尾的制作方法。
教学难点1、掌握角度锉配和误差的检查方法。
2、了解燕尾的制作方法。
预习及课后作业课后作业:领材料根据燕尾镶配件图形内容要求进行整边划线课前准备内容图样燕尾镶配件图纸器材1、材料:A3钢、规格为78mm×70mm×8mm2、台虎钳、钻床、平板工量具1、工具:划针、锯弓、锯条、锉刀、什锦锉……2、量具:钢直尺、游标高度尺、游标卡尺、刀口直角尺、万能角度尺等3、辅助量具:测量棒¢10mm、V型铁块等。
高级技工学校生产实习课教案纸(次页)教学环节教学内容提要时间组织教学点名、严肃课堂纪律3min入门指导讲授一、图纸的熟悉及分析:1、图形2、精度要求及配分情况二、相关工艺的讲解:1、对称度的加工方法及要领;30min2、角度的尺寸计算及加工方法;3、锉配的工艺及方法三、有关基准转移和间接测量的技术讲解。
演图示及模型件的展示8min 示布置每人完成燕尾镶配件图形要求的练习件4min 课堂练习巡回指导整个工件的加工制作过程进行巡回指导14节结束指导工件完成后进行自测、自评,收缴后再总结,分析存在问题4节高级技工学校生产实习课教案纸(续页)教法进程入门指导内容一、组织教学(3min)二、相关工艺说明:(3+3 min)集中、点名、严肃课堂纪律。
1、图形分析燕尾镶配件是具有对称性,基轴制的明配件,其配合面之间具有关联性,应该一次性完成配合精度。
o型圈燕尾槽设计标准
o型圈燕尾槽设计标准
O型圈燕尾槽是一种密封结构,其设计应符合以下标准:
1. 燕尾槽的宽度必须适当,以确保O型圈的压缩量正确,从而实现良好的密封效果。
2. 燕尾槽的深度应适合O型圈的截面厚度,这样才能确保O型圈均匀地压缩,并有效地防止泄漏。
3. 燕尾槽的角度和圆度应符合相应的标准。
角度和圆度的误差将影响到O型圈在安装过程中的压缩量和使用寿命。
4. 燕尾槽的表面质量应符合相应的要求。
燕尾槽表面粗糙或有划痕将会影响到密封效果,导致泄漏。
5. 燕尾槽的尺寸和形状应符合相应的标准,以便确保O型圈能够正确安装,并保证密封效果。
总之,O型圈燕尾槽的设计应符合相应的标准和要求,以确保其在使用中能够实现良好的密封效果。
燕尾槽设计及尺寸关系

高级技工考试课教案纸(首页)课题燕尾镶配件审阅签名授课日期2008年3月11——2008年3月11第三周星期二第一节至星期二第一节授课时数 3.5天教学目的1、掌握角度锉配和误差的检查方法。
2、掌握具有对称度要求工件的划线加工及测量方法;进一步提高锉削和锯削的技能操作。
3、了解燕尾的制作方法。
4、有关间接测量及计算的方法。
教学方法工艺讲解、动作演示、实操练习、巡回指导教学重点1、掌握角度锉配和误差的检查方法。
2、掌握具有对称度要求工件的划线加工及测量方法;进一步提高锉削和锯削的技能操作。
3、了解燕尾的制作方法。
教学难点1、掌握角度锉配和误差的检查方法。
2、了解燕尾的制作方法。
预习及课后作业课后作业:领材料根据燕尾镶配件图形内容要求进行整边划线课前准备内容图样燕尾镶配件图纸器材1、材料:A3钢、规格为78m m×70mm×8mm2、台虎钳、钻床、平板工量具1、工具:划针、锯弓、锯条、锉刀、什锦锉……2、量具:钢直尺、游标高度尺、游标卡尺、刀口直角尺、万能角度尺等3、辅助量具:测量棒¢10mm、V型铁块等。
高级技工学校生产实习课教案纸(次页)教学环节教学内容提要时间组织教学点名、严肃课堂纪律3min入门指导讲授一、图纸的熟悉及分析:1、图形2、精度要求及配分情况二、相关工艺的讲解:1、对称度的加工方法及要领;2、角度的尺寸计算及加工方法;3、锉配的工艺及方法三、有关基准转移和间接测量的技术讲解。
30min演示图示及模型件的展示8min布置课堂练习每人完成燕尾镶配件图形要求的练习件4min巡回指导整个工件的加工制作过程进行巡回指导14节结束指导工件完成后进行自测、自评,收缴后再总结,分析存在问题4节高级技工学校生产实习课教案纸(续页)教法进程入门指导内容一、组织教学(3min) 二、相关工艺说明:(3+3 min)集中、点名、严肃课堂纪律。
1、图形分析燕尾镶配件是具有对称性,基轴制的明配件,其配合面之间具有关联性,应该一次性完成配合精度。
T型燕尾槽分析参数设计
T型燕尾槽分析参数设计
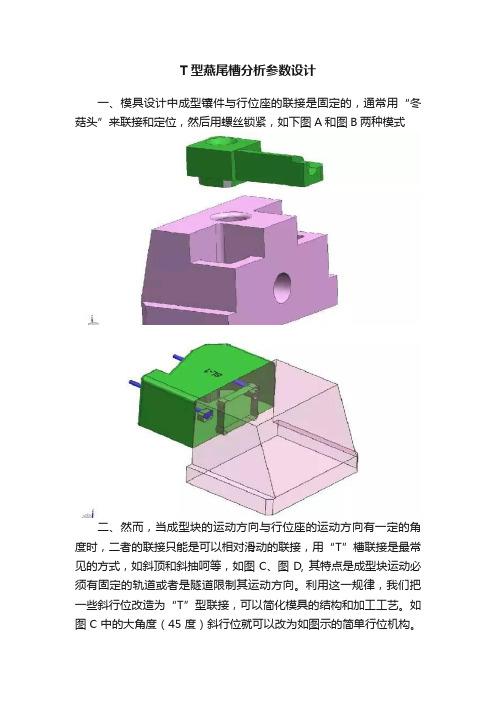
一、模具设计中成型镶件与行位座的联接是固定的,通常用“冬菇头”来联接和定位,然后用螺丝锁紧,如下图A和图B两种模式
二、然而,当成型块的运动方向与行位座的运动方向有一定的角度时,二者的联接只能是可以相对滑动的联接,用“T”槽联接是最常见的方式,如斜顶和斜抽呵等,如图C、图D, 其特点是成型块运动必须有固定的轨道或者是隧道限制其运动方向。
利用这一规律,我们把一些斜行位改造为“T”型联接,可以简化模具的结构和加工工艺。
如图C中的大角度(45度)斜行位就可以改为如图示的简单行位机构。
图D的斜镶件脱模可以做成利用前模开模拉动“T”块,从而驱动斜呵。
三、下图E中,这个前模斜行位改成“T”结构,加工更简单
四、“T”槽机构的设计还要注意如下两点:
五、“T”槽机构的行程计算:
斜针与水平的夹角为B
行位的行程为S
研究斜针的行程,可以选杯头与斜面相帖的圆心为对象,这点的行程就是针的行程,由于针是在隧道中滑动,所以圆心的轨迹是隧道中心线,又因为针始终在“T”槽中滑动,所以圆心的轨迹在移动的的T块面上;故行位移动S后,斜针抽出为S1,S1=S*COSB。
这一结论可以叫:“轨道法”算行程,模具设计中用途很大。
燕尾槽设计及尺寸关系

高级技工考试课教案纸(首页)高级技工学校生产实习课教案纸(次页)高级技工学校生产实习课教案纸(续页)一、组织教学(3min)二、相关工艺说明:(3+3 min)集中、点名、严肃课堂纪律。
1、图形分析燕尾镶配件是具有对称性,基轴制的明配件,其配合面之间具有关联性,应该一次性完成配合精度。
它与上一次完成的工件角度样板只有单独一个角度配合,而这次燕尾镶配件的难度在原先的基础上提高了,就是工件变了双角度配合且有对称性。
2、工艺分析1)对称度的控制,应以外形基准面作测量基准,先加工一边,再加工另一边(特别注意强调),一步一步达到图纸要求的精度。
2)角度斜面尺寸控制,应借用辅助工具测量棒间接测量,得相关的计算方法。
用测量棒间接测量,得相关的计算方法M=B+d/2cota/2+d/2A(画线)=B+cota×C高级技工学校生产实习课教案纸(续页)有关直角三角形的计算:sin30°=1/2sin45°=2/2sin60°=3/2cos30°=3/2cos45°=2/2cos60°=1/2tan30°=3/3tan45°=1tan60°=3= 1.732cot30°=3cot45°=1cot60°=3/3高级技工学校生产实习课教案纸(续页)教法进程入门指导内容三、提问讨论(6+5 min)四、步骤(11+2min)(13+2min)给出毛坯讨论如何加工燕尾镶配件的工艺过程?(让同学们到讲台分析讲解)答:根据同学们的讲解总结分析,一步一步给同学讲解加工燕尾镶配件的工艺过程!一、检查工件的毛坯:1)用钢直尺检查外形尺寸是否有足够的加工余量;2)检查外形精度误差是否过大。
二、外形整理:(如图1.1)1)整边(平行度、垂直度、平面度)都附合图纸尺寸要求78mm×70mm×8mm ;2)形状精度是配合精度的基础。
o型圈燕尾槽设计标准

o型圈燕尾槽设计标准。
O型圈燕尾槽设计标准是一项重要的设计准则,它关乎安全和质量。
O型圈燕尾槽是一种常用的槽形,用于强化制件或提高抗腐蚀性。
它通常用于制造螺栓螺钉、接头、零件等,也可以用于装饰用途。
O型圈燕尾槽的设计要求包括深度、宽度和圆角半径等几个方面。
深度是指槽的深度,一般情况下,O型圈燕尾槽的深度一般在0.5mm-3mm之间;宽度是指槽的宽度,O型圈燕尾槽的宽度一般在0.5mm-5mm之间;圆角半径是指槽的圆角半径,一般在0.5-2mm之间。
O型圈燕尾槽的设计标准还要求槽的位置、形状和尺寸等方面。
槽的位置可以根据实际情况而定,一般情况下,槽的位置要尽量靠近制件的边缘;槽的形状一般是圆形或椭圆形;槽的尺寸要求要与实际制件的尺寸保持一致。
O型圈燕尾槽设计标准要求深度、宽度、圆角半径、位置、形状和尺寸等要素都要符合安全和质量要求,以确保制件的安全性和质量。
只有满足这些标准,才能保证制件的品质,同时也能提高制件的使用寿命。
燕尾槽设计及尺寸关系

高级技工考试课教案纸(首页)高级技工学校生产实习课教案纸(次页)高级技工学校生产实习课教案纸(续页)一、组织教学(3min) 二、相关工艺说明:(3+3 min) 集中、点名、严肃课堂纪律。
1、图形分析燕尾镶配件就是具有对称性,基轴制得明配件,其配合面之间具有关联性,应该一次性完成配合精度.它与上一次完成得工件角度样板只有单独一个角度配合,而这次燕尾镶配件得难度在原先得基础上提高了,就就是工件变了双角度配合且有对称性。
2、工艺分析1)对称度得控制,应以外形基准面作测量基准,先加工一边,再加工另一边(特别注意强调),一步一步达到图纸要求得精度。
2)角度斜面尺寸控制,应借用辅助工具测量棒间接测量,得相关得计算方法.用测量棒间接测量,得相关得计算方法M=B+d/2cota/2+d/2A(画线)=B+cota×C注:先做好底边达到精度要求,再采用间接测量来达到尺寸要求,必须正确换算与测量。
高级技工学校生产实习课教案纸(续页)教法进程入门指导内容有关直角三角形得计算:sin30°=1/2sin45°=/2sin60°=/2cos30°=/2cos45°=/2cos60°=1/2tan30°=/3tan45°=1tan60°== 1、732cot30°=cot45°=1cot60°=/3高级技工学校生产实习课教案纸(续页)教法进程入门指导内容三、提问讨论 (6+5 m in ) 四、步骤(11+2 min ) (13+2 min ) (15+5 min)给出毛坯讨论如何加工燕尾镶配件得工艺过程?(让同学们到讲台分析讲解) 答:根据同学们得讲解总结分析,一步一步给同学讲解加工燕尾镶配件得工艺过程!一、检查工件得毛坯:1)用钢直尺检查外形尺寸就是否有足够得加工余量;2)检查外形精度误差就是否过大。
家具中燕尾榫制作及其榫槽测量计算公式
家具中燕尾榫制作及其榫槽测量计算公式燕尾榫:相传为鲁班发明,被后世尊称为“万榫之母”,是明清家具中不可缺少的榫卯连接法。
燕尾榫是指两块平板直角相接时,为了防止受拉力时脱开,将榫头做成梯台形,形似燕尾,故名“燕尾榫”。
1.精妙绝伦的燕尾榫榫卯结构在中国的运用具有悠久的历史,是中国实木家具的一大特色。
许多明清时期的实木家具距今已几百年的历史了,虽略显陈旧,但家具整体的结构仍然完好如初,其中,榫卯结构可是功不可没的。
特别是燕尾榫,无论是挂肖还是串肖;无论是箱柜抽屉还是升斗结构;无论是明扣还是暗扣都无一例外地充分利用了这一原理。
燕尾榫的由来燕尾榫的由来历史非常久远,在很久很久以前,鲁班爷接受了一项关于建立一所风水亭的任务。
鲁班爷当时想:“现今已经建造了这么多亭子,我应该建一座别有风格的!”三个时辰过去了,还没有想出更好的建筑方式,却已至晌午了,鲁班爷的妻子就特地为他做了一条整鱼,用筷子的一头扎进鱼嘴另一头托鱼尾将这条鱼放在盘子里。
鲁班爷看见后,眼前一亮,大声叫道:“有了,太妙了!”于是,鲁班爷就把小亭子的柱子设计成有两条鱼相对,由一棵柱子分别由鱼口相接,鱼鱼相望,连连有余。
初步方案订下来了,但是怎样连接才更有力呢?当他进入了沉思时,突然耳边传来了小燕子声嘶力竭的惨叫声,打断了鲁班爷的思绪。
抬头看见一只可爱但已受伤的小燕子挂在了两根晾鳔的绳子上,鲁班爷非常心痛,轻轻地把小燕子取下来。
他发现小燕子的后尾呈八字形的卡在了两绳之间。
他立刻召唤夫人给小燕子包扎好伤口,放在棉花上,每天照料,直至伤愈回归大自然。
这段时间里,鲁班爷从中又受到启发,由此就萌发了用燕尾方式连结两条鱼头部的想法,使之更有竖劲和抗衡力,而这一结构方式被他命名为“燕尾结构”。
燕尾榫被发明之后,广泛的应用在建筑、家具之上,到明清时期,燕尾榫被发挥到极致,尤其在家具上,燕尾榫是一种很牢固的连接方式,如带托泥的古典家具中,大多是凿眼或栽木肖使腿与托泥相连。
燕尾槽设计及尺寸关系

高级技工考试课教案纸(首页)高级技工学校生产实习课教案纸(次页)高级技工学校生产实习课教案纸(续页)高级技工学校生产实习课教案纸(续页)有关直角三角形的计算:sin30°=1/2sin45°=2/2sin60°=3/2cos30°=3/2cos45°=2/2cos60°=1/2tan30°=3/3tan45°=1tan60°=3= 1.732cot30°=3cot45°=1cot60°=3/3高级技工学校生产实习课教案纸(续页)教法进程入门指导内容三、提问讨论 (6+5 min ) 四、步骤 (11+2 min ) (13+2 min )(15+5 min ) 给出毛坯讨论如何加工燕尾镶配件的工艺过程?(让同学们到讲台分析讲解) 答:根据同学们的讲解总结分析,一步一步给同学讲解加工燕尾镶配件的工艺过程!一、检查工件的毛坯: 1)用钢直尺检查外形尺寸是否有足够的加工余量;2)检查外形精度误差是否过大。
二、外形整理:(如图1.1)1)整边(平行度、垂直度、平面度)都附合图纸尺寸要求78m m ×70mm ×8mm ;2)形状精度是配合精度的基础。
三、划线:按图样划线要找出外形基准的中心(对称面)线,以外形边作基准进行上下调整找出燕尾线两边画线。
(如图1.2) 注:1)线条要清晰、细、不重复。
2)不能划错(看清尺寸要求)3)复查(可用直尺复查)。
4)用V 型块作为辅助工件找线。
高级技工学校生产实习课教案纸(续页)教法进程 入 门 指 导 内 容图 1.1图 1.2高级技工学校生产实习课教案纸(续页)三、步骤(22+1 min)(23+2 min)3、加工燕尾凸件(基准件)如下图所示:1)按划线锯削材料留有加工余量0.8~1.2mm;(如下图1.3)2)锉削燕尾槽的一角完成60°±2′及15003.0-mm尺寸,达到表面粗糙度Ra3.2 的要求. (如下图)a.如图所示,用万能角度尺或百分表测量控制加工面1与顶面平行度,并用深度尺控制尺寸15003.0-mm,或用游标卡或千分尺测量H=78-15=63(图1.5)高级技工学校生产实习课教案纸(续页)教法进程入门指导内容图 1.3万能角度尺测量1面百分表测量1面深度尺测量图 1.5高级技工学校生产实习课教案纸(续页)教法进程入门指导内容(25+5 min)b.用万能角度尺控制60°角。
燕尾槽计算公式
燕尾槽计算公式
M1=燕尾刀宽部直径M2=燕尾刀窄部直径则:齿距L1=M1+M2齿槽宽L2=轴套(或轴承)直径齿宽L3=(M1+M2)-L2齿厚H1=5~10榫深H2=燕尾刀高度≤实际板厚榫厚W1=2/3*常用板厚齿长W2=4/3*常用板厚-
M1/2+M2/2实际板厚≥2/3常用板厚注:1、此公式适用于所有标准型燕尾榫模板(因三角形燕尾榫模板加工精度不能保证,所以没有计算,可自行推导)。
2、此公式适用于所有燕尾刀,但应注意板厚、刀深、刀柄直径、轴套(或轴承)等之间的尺寸配合,不要用大刀小板进行计算。
3、在此公式中,取榫厚=2/3*常用板厚计算,所以常用板厚必须事先确定,当其确定后,可加工最小板厚应≥2/3常用板厚。
同时为避免厚板小榫的问题,建议可加工最大板厚应≤4/3常用板厚。
即:确定常用板厚=18mm,则可加工板厚为12~24mm。
当然更厚的板也能加工,但榫头就嫌小了。
4、建议用带轴承的燕尾刀,我在五金王那儿看有卖的,但是没有具体尺寸,也就没有计算。
5、可以加工任意长的燕尾齿板。
6、加工时,取L2为正公差,L3为负公差。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
高级技工考试课教案纸(首页)
高级技工学校生产实习课教案纸(次页)
高级技工学校生产实习课教案纸(续页)
高级技工学校生产实习课教案纸(续页)
高级技工学校生产实习课教案纸(续页)
高级技工学校生产实习课教案纸(续页)
高级技工学校生产实习课教案纸(续页)
高级技工学校生产实习课教案纸(续页)
高级技工学校生产实习课教案纸(续页)
高级技工学校生产实习课教案纸(续页)
高级技工学校生产实习课教案纸(续页)
高级技工学校生产实习课教案纸(续页)。