燕尾槽编程标准
t槽和燕尾槽设计标准一样吗
t槽和燕尾槽设计标准一样吗T槽和燕尾槽在工程设计中通常是指不同的结构形式和用途。
T槽是一种常用的结构设计,它的形状类似于大写字母"T",具有横向的平面和纵向的立面。
T槽通常用于机床、工作台和输送线等设备上,以便于固定和调整配件。
T槽的设计标准通常包括槽宽、槽深、槽距等要素,以确保其在使用过程中能够满足力学要求和工作需要。
燕尾槽也是一种常用的结构设计,它的形状类似于燕子尾巴,有一侧为槽,另一侧为凸起的搭接面。
燕尾槽通常用于连接两个件,以提供高强度的固定效果。
燕尾槽的设计标准通常包括槽宽、槽深、槽长等要素,以确保其能够在使用过程中达到连接件的需求。
尽管T槽和燕尾槽有一些类似之处,比如都是一种具有槽口的结构,但是它们在设计标准上是不同的。
主要有以下几个方面的差异:1. 结构形式:T槽是一种封闭式的结构,即槽是被围绕在一定范围内的,而燕尾槽是开放式的结构,只有一侧是槽,另一侧是凸起的搭接面。
2. 用途不同:T槽通常用于机床、工作台和输送线等设备上,用于固定和调整配件。
燕尾槽主要用于连接两个件,以提供高强度的固定效果。
3. 槽口形状:T槽的槽口形状为"T"字形,而燕尾槽的槽口形状为凸起的搭接面。
4. 设计需求不同:T槽的设计标准通常包括槽宽、槽深、槽距等要素,以确保其在使用过程中能够满足力学要求和工作需要。
燕尾槽的设计标准通常包括槽宽、槽深、槽长等要素,以确保其能够在使用过程中达到连接件的需求。
综上所述,尽管T槽和燕尾槽有一些相似之处,但它们在结构形式、用途、槽口形状和设计需求等方面存在差异,因此设计标准也会有所不同。
在具体应用中,应根据实际需要选择适合的槽口形式和设计标准。
燕尾槽设计及尺寸关系

燕尾槽设计及尺⼨关系⾼级技⼯考试课教案纸(⾸页)⾼级技⼯学校⽣产实习课教案纸(次页)⾼级技⼯学校⽣产实习课教案纸(续页)教法进程⼊门指导内容⼀、组织教学(3min)⼆、相关⼯艺说明:(3+3 min)集中、点名、严肃课堂纪律。
1、图形分析燕尾镶配件是具有对称性,基轴制的明配件,其配合⾯之间具有关联性,应该⼀次性完成配合精度。
它与上⼀次完成的⼯件⾓度样板只有单独⼀个⾓度配合,⽽这次燕尾镶配件的难度在原先的基础上提⾼了,就是⼯件变了双⾓度配合且有对称性。
2、⼯艺分析1)对称度的控制,应以外形基准⾯作测量基准,先加⼯⼀边,再加⼯另⼀边(特别注意强调),⼀步⼀步达到图纸要求的精度。
2)⾓度斜⾯尺⼨控制,应借⽤辅助⼯具测量棒间接测量,得相关的计算⽅法。
⽤测量棒间接测量,得相关的计算⽅法M=B+d/2cota/2+d/2A(画线)=B+cota×C注:先做好底边达到精度要求,再采⽤间接测量来达到尺⼨要求,必须正确换算和测量。
⾼级技⼯学校⽣产实习课教案纸(续页)教法进程⼊门指导内容有关直⾓三⾓形的计算:sin30°=1/2sin45°=2/2sin60°=3/2cos30°=3/2cos45°=2/2cos60°=1/2tan30°=3/3tan45°=1tan60°=3= 1.732cot30°=3cot45°=1cot60°=3/3教法进程⼊门指导内容三、提问讨论(6+5 min)四、步骤(11+2 min)(13+2 min)(15+5 min)给出⽑坯讨论如何加⼯燕尾镶配件的⼯艺过程?(让同学们到讲台分析讲解)答:根据同学们的讲解总结分析,⼀步⼀步给同学讲解加⼯燕尾镶配件的⼯艺过程!⼀、检查⼯件的⽑坯:1)⽤钢直尺检查外形尺⼨是否有⾜够的加⼯余量;2)检查外形精度误差是否过⼤。
燕尾槽设计方案及尺寸关系

共14页/第1页高级技工考试课教案纸(首页)课题燕尾镶配件审阅签名授课日期2008年3月11——2008年3月11第三周星期二第一节至星期二第一节授课时数 3.5天教学目的1、掌握角度锉配和误差的检查方法。
2、掌握具有对称度要求工件的划线加工及测量方法;进一步提高锉削和锯削的技能操作。
3、了解燕尾的制作方法。
4、有关间接测量及计算的方法。
教学方法工艺讲解、动作演示、实操练习、巡回指导教学重点1、掌握角度锉配和误差的检查方法。
2、掌握具有对称度要求工件的划线加工及测量方法;进一步提高锉削和锯削的技能操作。
3、了解燕尾的制作方法。
教学难点1、掌握角度锉配和误差的检查方法。
2、了解燕尾的制作方法。
预习及课后作业课后作业:领材料根据燕尾镶配件图形内容要求进行整边划线课前准备内容图样燕尾镶配件图纸器材1、材料:A3钢、规格为78m m×70mm×8mm2、台虎钳、钻床、平板工量具1、工具:划针、锯弓、锯条、锉刀、什锦锉……2、量具:钢直尺、游标高度尺、游标卡尺、刀口直角尺、万能角度尺等3、辅助量具:测量棒¢10mm、V型铁块等。
共14页/第2页教学环节教学内容提要时间组织教学点名、严肃课堂纪律3min入门指导讲授一、图纸的熟悉及分析:1、图形2、精度要求及配分情况二、相关工艺的讲解:1、对称度的加工方法及要领;2、角度的尺寸计算及加工方法;3、锉配的工艺及方法三、有关基准转移和间接测量的技术讲解。
30min演示图示及模型件的展示8min布置课堂练习每人完成燕尾镶配件图形要求的练习件4min巡回指导整个工件的加工制作过程进行巡回指导14节结束指导工件完成后进行自测、自评,收缴后再总结,分析存在问题4节共14页/第3页教法进程入门指导内容一、组织教学(3min)二、相关工艺说明:(3+3 min)集中、点名、严肃课堂纪律。
1、图形分析燕尾镶配件是具有对称性,基轴制的明配件,其配合面之间具有关联性,应该一次性完成配合精度。
燕尾槽设计及尺寸关系

高级技工考试课教案纸(首页)课题燕尾镶配件审阅签名授课日期2008年3月11——2008年3月11第三周星期二第一节至星期二第一节授课时数 3.5天教学目的1、掌握角度锉配和误差的检查方法。
2、掌握具有对称度要求工件的划线加工及测量方法;进一步提高锉削和锯削的技能操作。
3、了解燕尾的制作方法。
4、有关间接测量及计算的方法。
教学方法工艺讲解、动作演示、实操练习、巡回指导教学重点1、掌握角度锉配和误差的检查方法。
2、掌握具有对称度要求工件的划线加工及测量方法;进一步提高锉削和锯削的技能操作。
3、了解燕尾的制作方法。
教学难点1、掌握角度锉配和误差的检查方法。
2、了解燕尾的制作方法。
预习及课后作业课后作业:领材料根据燕尾镶配件图形内容要求进行整边划线课前准备内容图样燕尾镶配件图纸器材1、材料:A3钢、规格为78mm×70mm×8mm2、台虎钳、钻床、平板工量具1、工具:划针、锯弓、锯条、锉刀、什锦锉……2、量具:钢直尺、游标高度尺、游标卡尺、刀口直角尺、万能角度尺等3、辅助量具:测量棒¢10mm、V型铁块等。
教学环节教学内容提要时间组织教学点名、严肃课堂纪律3min入门指导讲授一、图纸的熟悉及分析:1、图形2、精度要求及配分情况二、相关工艺的讲解:1、对称度的加工方法及要领;2、角度的尺寸计算及加工方法;3、锉配的工艺及方法三、有关基准转移和间接测量的技术讲解。
30min演示图示及模型件的展示8min布置课堂练习每人完成燕尾镶配件图形要求的练习件4min巡回指导整个工件的加工制作过程进行巡回指导14节结束指导工件完成后进行自测、自评,收缴后再总结,分析存在问题4节教法进程入门指导内容一、组织教学(3min)二、相关工艺说明:(3+3 min)集中、点名、严肃课堂纪律。
1、图形分析燕尾镶配件是具有对称性,基轴制的明配件,其配合面之间具有关联性,应该一次性完成配合精度。
它与上一次完成的工件角度样板只有单独一个角度配合,而这次燕尾镶配件的难度在原先的基础上提高了,就是工件变了双角度配合且有对称性。
燕尾槽设计及尺寸关系知识讲解

燕尾槽设计及尺寸关系高级技工考试课教案纸(首页)教法进程入门指导内容一、组织教学(3min)二、相关工艺说明:(3+3 min)集中、点名、严肃课堂纪律。
1、图形分析燕尾镶配件是具有对称性,基轴制的明配件,其配合面之间具有关联性,应该一次性完成配合精度。
它与上一次完成的工件角度样板只有单独一个角度配合,而这次燕尾镶配件的难度在原先的基础上提高了,就是工件变了双角度配合且有对称性。
2、工艺分析1)对称度的控制,应以外形基准面作测量基准,先加工一边,再加工另一边(特别注意强调),一步一步达到图纸要求的精度。
2)角度斜面尺寸控制,应借用辅助工具测量棒间接测量,得相关的计算方法。
用测量棒间接测量,得相关的计算方法M=B+d/2cota/2+d/2A(画线)=B+cota×C注:先做好底边达到精度要求,再采用间接测量来达到尺寸要求,必须正确换算和测量。
高级技工学校生产实习课教案纸(续页)有关直角三角形的计算:sin30°=1/2sin45°=2/2sin60°=3/2cos30°=3/2cos45°=2/2cos60°=1/2tan30°=3/3tan45°=1tan60°=3= 1.732cot30°=3cot45°=1cot60°=3/3高级技工学校生产实习课教案纸(续页)三、提问讨论(6+5 min)四、步骤(11+2min)(13+2min)(15+5min)给出毛坯讨论如何加工燕尾镶配件的工艺过程?(让同学们到讲台分析讲解)答:根据同学们的讲解总结分析,一步一步给同学讲解加工燕尾镶配件的工艺过程!一、检查工件的毛坯:1)用钢直尺检查外形尺寸是否有足够的加工余量;2)检查外形精度误差是否过大。
二、外形整理:(如图1.1)1)整边(平行度、垂直度、平面度)都附合图纸尺寸要求78m m×70mm×8mm ;2)形状精度是配合精度的基础。
燕尾槽设计及尺寸关系

高级技工考试课教案纸(首页)课题燕尾镶配件审阅签名授课日期2008年3月11——2008年3月11第三周星期二第一节至星期二第一节授课时数 3.5天教学目的1、掌握角度锉配和误差的检查方法。
2、掌握具有对称度要求工件的划线加工及测量方法;进一步提高锉削和锯削的技能操作。
3、了解燕尾的制作方法。
4、有关间接测量及计算的方法。
教学方法工艺讲解、动作演示、实操练习、巡回指导教学重点1、掌握角度锉配和误差的检查方法。
2、掌握具有对称度要求工件的划线加工及测量方法;进一步提高锉削和锯削的技能操作。
3、了解燕尾的制作方法。
教学难点1、掌握角度锉配和误差的检查方法。
2、了解燕尾的制作方法。
预习及课后作业课后作业:领材料根据燕尾镶配件图形内容要求进行整边划线课前准备内容图样燕尾镶配件图纸器材1、材料:A3钢、规格为78mm×70mm×8mm2、台虎钳、钻床、平板工量具1、工具:划针、锯弓、锯条、锉刀、什锦锉……2、量具:钢直尺、游标高度尺、游标卡尺、刀口直角尺、万能角度尺等3、辅助量具:测量棒¢10mm、V型铁块等。
高级技工学校生产实习课教案纸(次页)教学环节教学内容提要时间组织教学点名、严肃课堂纪律3min入门指导讲授一、图纸的熟悉及分析:1、图形2、精度要求及配分情况二、相关工艺的讲解:1、对称度的加工方法及要领;30min2、角度的尺寸计算及加工方法;3、锉配的工艺及方法三、有关基准转移和间接测量的技术讲解。
演图示及模型件的展示8min 示布置每人完成燕尾镶配件图形要求的练习件4min 课堂练习巡回指导整个工件的加工制作过程进行巡回指导14节结束指导工件完成后进行自测、自评,收缴后再总结,分析存在问题4节高级技工学校生产实习课教案纸(续页)教法进程入门指导内容一、组织教学(3min)二、相关工艺说明:(3+3 min)集中、点名、严肃课堂纪律。
1、图形分析燕尾镶配件是具有对称性,基轴制的明配件,其配合面之间具有关联性,应该一次性完成配合精度。
燕尾槽设计及尺寸关系

高级技工考试课教案纸(首页)高级技工学校生产实习课教案纸(次页)高级技工学校生产实习课教案纸(续页)一、组织教学(3min)二、相关工艺说明:(3+3 min)集中、点名、严肃课堂纪律。
1、图形分析燕尾镶配件是具有对称性,基轴制的明配件,其配合面之间具有关联性,应该一次性完成配合精度。
它与上一次完成的工件角度样板只有单独一个角度配合,而这次燕尾镶配件的难度在原先的基础上提高了,就是工件变了双角度配合且有对称性。
2、工艺分析1)对称度的控制,应以外形基准面作测量基准,先加工一边,再加工另一边(特别注意强调),一步一步达到图纸要求的精度。
2)角度斜面尺寸控制,应借用辅助工具测量棒间接测量,得相关的计算方法。
用测量棒间接测量,得相关的计算方法M=B+d/2cota/2+d/2A(画线)=B+cota×C高级技工学校生产实习课教案纸(续页)有关直角三角形的计算:sin30°=1/2sin45°=2/2sin60°=3/2cos30°=3/2cos45°=2/2cos60°=1/2tan30°=3/3tan45°=1tan60°=3= 1.732cot30°=3cot45°=1cot60°=3/3高级技工学校生产实习课教案纸(续页)教法进程入门指导内容三、提问讨论(6+5 min)四、步骤(11+2min)(13+2min)给出毛坯讨论如何加工燕尾镶配件的工艺过程?(让同学们到讲台分析讲解)答:根据同学们的讲解总结分析,一步一步给同学讲解加工燕尾镶配件的工艺过程!一、检查工件的毛坯:1)用钢直尺检查外形尺寸是否有足够的加工余量;2)检查外形精度误差是否过大。
二、外形整理:(如图1.1)1)整边(平行度、垂直度、平面度)都附合图纸尺寸要求78mm×70mm×8mm ;2)形状精度是配合精度的基础。
o型圈燕尾槽设计标准

o型圈燕尾槽设计标准。
O型圈燕尾槽设计标准是一项重要的设计准则,它关乎安全和质量。
O型圈燕尾槽是一种常用的槽形,用于强化制件或提高抗腐蚀性。
它通常用于制造螺栓螺钉、接头、零件等,也可以用于装饰用途。
O型圈燕尾槽的设计要求包括深度、宽度和圆角半径等几个方面。
深度是指槽的深度,一般情况下,O型圈燕尾槽的深度一般在0.5mm-3mm之间;宽度是指槽的宽度,O型圈燕尾槽的宽度一般在0.5mm-5mm之间;圆角半径是指槽的圆角半径,一般在0.5-2mm之间。
O型圈燕尾槽的设计标准还要求槽的位置、形状和尺寸等方面。
槽的位置可以根据实际情况而定,一般情况下,槽的位置要尽量靠近制件的边缘;槽的形状一般是圆形或椭圆形;槽的尺寸要求要与实际制件的尺寸保持一致。
O型圈燕尾槽设计标准要求深度、宽度、圆角半径、位置、形状和尺寸等要素都要符合安全和质量要求,以确保制件的安全性和质量。
只有满足这些标准,才能保证制件的品质,同时也能提高制件的使用寿命。
燕尾槽设计及尺寸关系

高级技工考试课教案纸(首页)高级技工学校生产实习课教案纸(次页)高级技工学校生产实习课教案纸(续页)一、组织教学(3min) 二、相关工艺说明:(3+3 min) 集中、点名、严肃课堂纪律。
1、图形分析燕尾镶配件就是具有对称性,基轴制得明配件,其配合面之间具有关联性,应该一次性完成配合精度.它与上一次完成得工件角度样板只有单独一个角度配合,而这次燕尾镶配件得难度在原先得基础上提高了,就就是工件变了双角度配合且有对称性。
2、工艺分析1)对称度得控制,应以外形基准面作测量基准,先加工一边,再加工另一边(特别注意强调),一步一步达到图纸要求得精度。
2)角度斜面尺寸控制,应借用辅助工具测量棒间接测量,得相关得计算方法.用测量棒间接测量,得相关得计算方法M=B+d/2cota/2+d/2A(画线)=B+cota×C注:先做好底边达到精度要求,再采用间接测量来达到尺寸要求,必须正确换算与测量。
高级技工学校生产实习课教案纸(续页)教法进程入门指导内容有关直角三角形得计算:sin30°=1/2sin45°=/2sin60°=/2cos30°=/2cos45°=/2cos60°=1/2tan30°=/3tan45°=1tan60°== 1、732cot30°=cot45°=1cot60°=/3高级技工学校生产实习课教案纸(续页)教法进程入门指导内容三、提问讨论 (6+5 m in ) 四、步骤(11+2 min ) (13+2 min ) (15+5 min)给出毛坯讨论如何加工燕尾镶配件得工艺过程?(让同学们到讲台分析讲解) 答:根据同学们得讲解总结分析,一步一步给同学讲解加工燕尾镶配件得工艺过程!一、检查工件得毛坯:1)用钢直尺检查外形尺寸就是否有足够得加工余量;2)检查外形精度误差就是否过大。
燕尾槽导轨带微调丝杆和定位孔说明书

优点: 所有螺纹孔上都附有一个定心孔。使用我们的定心环 20240,可精准地 将其它连接件安装到滑座上。可在 x-y-z 方向快速和追加组合。
© norelem
1/3
21010 燕尾槽导轨,带微调丝杆和 定位孔
A B B1 D1
15 30 29,5 5 23 50 49,5 7 23 50 49,5 7 23 50 49,5 7 34 80 79,5 10 34 80 79,5 10 34 80 79,5 10 34 80 79,5 10 45 120 119 10 45 120 119 10 45 120 119 10 45 120 119 10
Hale Waihona Puke I10,7 16,2 16,2 16,2 22,5 22,5 22,5 22,5 27,5 27,5 27,5 27,5
K K1
9,5 7 18 14 18 14 18 14 26 18 26 18 26 18 26 18 26 18 26 18 26 18 26 18
订货号
21010-020030 21010-020035 21010-020045 21010-030040 21010-030045 21010-030055 21010-050067 21010-050080 21010-050105 21010-080110 21010-080135 21010-080160 21010-080185 21010-120150 21010-120175 21010-120200 21010-120225
轴 P P1 T1 T2 T3 F Mx My Mz N Nm Nm Nm
M5x0,5 1,1 2,1 0,03 0,03 0,04 180 0,45 2 0,3 M5x0,5 1,1 2,1 0,03 0,03 0,04 180 0,45 2 0,3 M5x0,5 1,1 2,1 0,03 0,03 0,04 180 0,45 2 0,3 M5x0,5 1,1 2,1 0,03 0,03 0,04 350 1,1 4 1 M5x0,5 1,1 2,1 0,03 0,03 0,04 350 1,1 4 1 M5x0,5 1,1 2,1 0,03 0,03 0,04 350 1,1 4 1 M6x1 1,6 3 0,03 0,03 0,04 540 2,5 8 2,3 M6x1 1,6 3 0,03 0,03 0,04 540 2,5 8 2,3 M6x1 1,6 3 0,03 0,03 0,04 540 2,5 8 2,3 M08x1 2,1 3,7 0,03 0,03 0,04 750 8 22 7 M08x1 2,1 3,7 0,03 0,03 0,04 750 8 22 7 M08x1 2,1 3,7 0,03 0,03 0,04 750 8 22 7 M08x1 2,1 3,7 0,03 0,03 0,04 750 8 22 7 M10x1 2,1 5,5 0,03 0,03 0,04 1500 30 45 18 M10x1 2,1 5,5 0,03 0,03 0,04 1500 30 45 18 M10x1 2,1 5,5 0,04 0,04 0,06 1500 30 45 18 M10x1 2,1 5,5 0,04 0,04 0,06 1500 30 45 18
铣床加工燕尾槽的方法
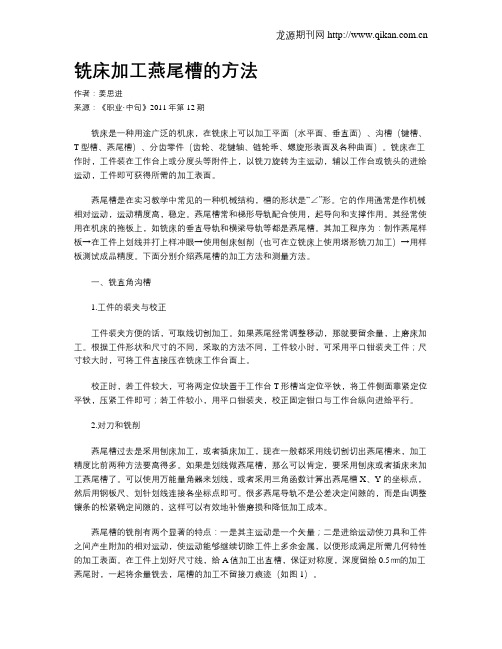
铣床加工燕尾槽的方法作者:姜思进来源:《职业·中旬》2011年第12期铣床是一种用途广泛的机床,在铣床上可以加工平面(水平面、垂直面)、沟槽(键槽、T型槽、燕尾槽)、分齿零件(齿轮、花键轴、链轮乖、螺旋形表面及各种曲面)。
铣床在工作时,工件装在工作台上或分度头等附件上,以铣刀旋转为主运动,辅以工作台或铣头的进给运动,工件即可获得所需的加工表面。
燕尾槽是在实习教学中常见的一种机械结构,槽的形状是“∠”形。
它的作用通常是作机械相对运动,运动精度高,稳定。
燕尾槽常和梯形导轨配合使用,起导向和支撑作用。
其经常使用在机床的拖板上,如铣床的垂直导轨和横梁导轨等都是燕尾槽。
其加工程序为:制作燕尾样板→在工件上划线并打上样冲眼→使用刨床刨削(也可在立铣床上使用塔形铣刀加工)→用样板测试成品精度。
下面分别介绍燕尾槽的加工方法和测量方法。
一、铣直角沟槽1.工件的装夹与校正工件装夹方便的话,可取线切割加工。
如果燕尾经常调整移动,那就要留余量,上磨床加工。
根据工件形状和尺寸的不同,采取的方法不同,工件较小时,可采用平口钳装夹工件;尺寸较大时,可将工件直接压在铣床工作台面上。
校正时,若工件较大,可将两定位块置于工作台T形槽当定位平铁,将工件侧面靠紧定位平铁,压紧工件即可;若工件较小,用平口钳装夹,校正固定钳口与工作台纵向进给平行。
2.对刀和铣削燕尾槽过去是采用刨床加工,或者插床加工,现在一般都采用线切割切出燕尾槽来,加工精度比前两种方法要高得多。
如果是划线做燕尾槽,那么可以肯定,要采用刨床或者插床来加工燕尾槽了。
可以使用万能量角器来划线,或者采用三角函数计算出燕尾槽X、Y 的坐标点,然后用钢板尺、划针划线连接各坐标点即可。
很多燕尾导轨不是公差决定间隙的,而是由调整镶条的松紧确定间隙的,这样可以有效地补偿磨损和降低加工成本。
燕尾槽的铣削有两个显著的特点:一是其主运动是一个矢量;二是进给运动使刀具和工件之间产生附加的相对运动,使运动能够继续切除工件上多余金属,以便形成满足所需几何特性的加工表面。
倒角、倒圆、砂轮越程槽、梯形槽、燕尾槽
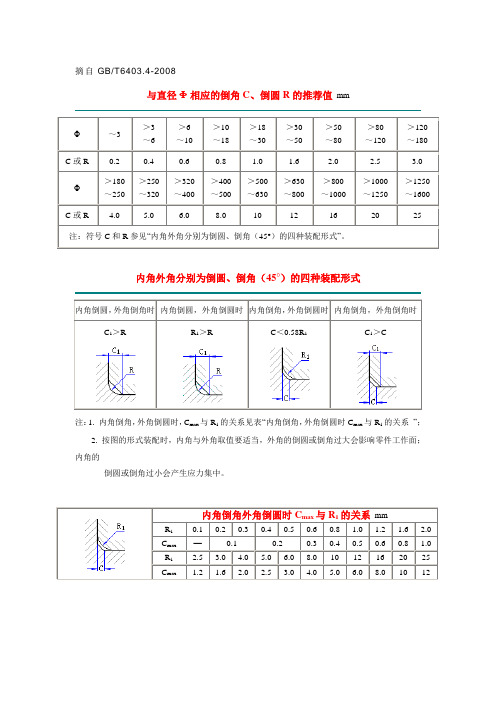
注: 1. 内角倒角, 外角倒圆时, Cmax 与 R1 的关系见表“内角倒角, 外角倒圆时 Cmax 与 R1 的关系 ”; 2. 按图的形式装配时,内角与外角取值要适当,外角的倒圆或倒角过大会影响零件工作面; 内角的 倒圆或倒角过小会产生应力集中。
内角倒角外角倒圆时 Cmax 与 R1 的关系 mm
H Max 10 13 18 21 25 28 36 45 56 71 85 95 b Max 9 10 13 15 18 22 28 34 43 53 64 75
E
F
G
Max Max Max
1
0.6
1
1.6 1.6 1 2.5 4 6
2.5 1.6 2 c Max 2.5 4 6 6 7 8 10 14 18 23 28 32
摘 自 GB/T6403.4-2008
与直径 Φ 相应的倒角 C、倒圆 R 的推荐值 mm
>3 ~6 0.4 >250 ~320 5.0 >6 ~10 0.6 >320 ~400 6.0 >10 ~18 0.8 >400 ~500 8.0 >18 ~30 1.0 >500 ~630 10 >30 ~50 1.6 >630 ~800 12 >50 ~80 2.0 >800 ~1000 16 >80 ~120 2.5 >1000 ~1250 20 >120 ~180 3.0 >1250 ~1600 25
0.6 2.0 0.1 0.2
1.0 3.0 0.2 0.5 ~10
1.6
2.0 4.0 0.3 0.8
3.0 0.4 1.0
4.0 5.0
5.0 0.6 1.6
8.0 8.0 0.8 2.0 >100
10 10 1.2 3.0
>10~50
燕尾槽刀具如何加工设置
燕尾槽刀具如何加工设置
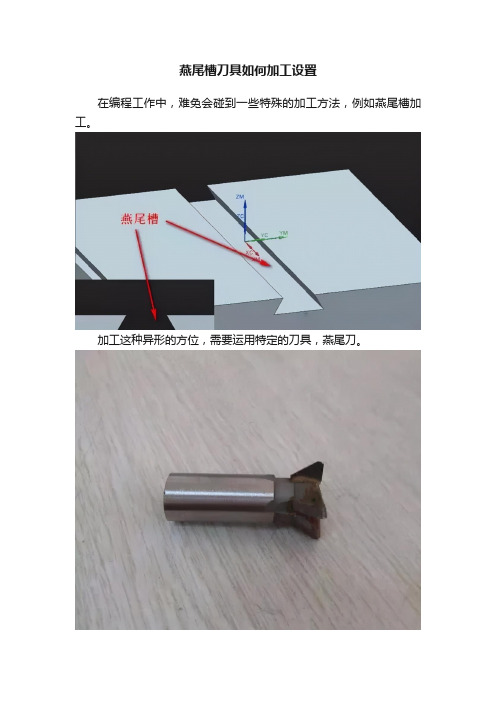
在编程工作中,难免会碰到一些特殊的加工方法,例如燕尾槽加工。
加工这种异形的方位,需要运用特定的刀具,燕尾刀。
这种刀具,在UG编程中怎样设置编程呢。
在这儿给一些不了解的朋友们讲解以下。
挑选鸿沟的话,和其他的2D加工一样设置就好。
这儿关键的是看怎样样设置刀具。
点击新建刀具按钮,来新建一把燕尾刀。
进入设置刀具参数界面,把刀具直径大小,高度,角度等参数都进行设置好。
(尺度根据实际刀具大小确认)
设置好燕尾刀刀刃部分今后,运用测量间隔工具测量下顶部半径大小。
测量出精确尺度今后,回到刀具参数界面,挑选“夹持器”。
设置一个夹持器作为编程刀杆运用。
设置好刀具今后,点击确认,完结。
返回操作界面,设置好其他的切削参数(和加工2D线一样设置),生成刀轨。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
燕尾槽编程标准
1. 66°*R0.8燕尾槽如图所示:
此燕尾槽用66°*R0.8刀片加工刀片宽度3.5MM 长度5.0MM,
刀片型号为:60021300 60021297
2.66°*R1.5燕尾槽如图所示:
以上两种燕尾槽用66°*R0.8刀片加工刀片宽度5.5MM 长度6.0MM,,刀片型号为: 60021299
60021298
3.66°*R2.3燕尾槽如图所示:
此燕尾槽用66°*R2.0刀片加工刀片宽度7.97MM 长度11.54MM,
刀片型号为:60021296 60021295
4.45°*R1.65燕尾槽如图所示:
此燕尾槽用45°*R1.5刀片加工刀片宽度9.65MM 长度10.8MM,
刀片型号为:60021303 60021301
5.15°*R0.8燕尾槽如图所示:
此燕尾槽用15°*R0.8刀片加工刀片宽度5.5MM 长度6.0MM,
刀片型号为:60031562 60031560
6. 15°*R0.8燕尾槽如图所示:
此燕尾槽用15°*R0.8刀片加工刀片宽度9.4MM 长度10.8MM,,
刀片型号为:60021294 60021286
7. 66°*R0.8燕尾槽特殊产品M27199如图所示:
此燕尾槽用66°*R0.8刀片加工,刀片型号为: 1838924R00
8. 重新设计后加工燕尾槽的刀片只有以上几种规格,编程方式为:Z向先车几刀,留0.2MM余量,最后走轨迹,这样加工出来的燕尾槽侧面光洁度比较好,刀片磨损也不大。