涤纶生产中的侧吹风工艺参数设定
DTY生产工艺与参数设定

DTY 生产工艺及参数设定DTY是有POY (预取向丝)通过假捻而形成的,我们公司的DTY设备是TMT公司的ATF-1500SZ 加弹机,加弹机是由拉伸变形区、定型区、卷绕区所组成的。
整个流程是:原丝架一切丝器一第一罗拉(FR1)-生头杆导丝器一第一加热箱(H1 )-冷却板f假捻器f力器f第二罗拉(FR2)f网络喷嘴f第二罗拉A(FR2A)f第二加热箱(H2 )f第三罗拉(FR3)f探丝器(感应器)f上油轮f卷绕成型装置。
一、设备简述第一罗拉为喂入罗拉,其装置有两种组成方式。
一个是喂丝罗拉和皮圈,另一个是喂丝罗拉和皮辊,皮圈的优点接触面积大、握持力大、可减少轴承磨损,其缺点是易损坏。
而皮辊的优点是耐磨且可多次使用,其缺点是握持力不足,须在辊上绕圈弥补。
我司设备是由喂丝罗拉和皮辊组成的,在FR2上必须绕两圈,在加工细旦时还需在FR1上绕两圈(移丝间距一般为5-10mm )来弥补力不足。
丝条通过第一罗拉到升头杆,升头杆顶部有个止捻器装置,作用是将丝条固定在第一热箱顶部,起到防止丝逃捻或回捻。
第一热箱又叫变形热箱,它是接触式加热方式(与第二热箱不同),其作用是加热丝条呈塑化状态,更容易拉伸变形,它的温度越高蓬松性和卷曲性越好,染色变浅。
其长度为2.5m (加弹机分为两种型,“ M ”型和“ V”型,我司的加弹机属于“ M ”型,而“V”型的长度为2m )。
它是由真空密封联苯蒸汽和电加热复合加热。
定型区主要是第二热箱又叫定型热箱,是非接触型空气加热,它是由热媒加热的。
第二罗拉A与第三罗拉之间的超喂比,即定型超喂,主要控制丝条在相对松驰状态下定型。
假捻器(叠盘式摩擦假捻器)是整个加弹机的核心部位,它是通过摩擦盘的转向对丝条进行加捻和解捻从而形成一个假捻的作用(我们公司一般做“Z ”捻)。
一般摩擦盘分软盘(聚氨酯PU盘等)和硬盘(瓷盘、砂盘等),软盘摩擦系数高、表面柔软、对丝条损伤小、“雪花少” 但使用寿命短成本贵;而硬盘与软盘反之。
涤纶短纤维外环吹风工艺探讨
1 . 3 测试 仪器
收稿 日期 : 2 0 1 5—0 1 —2 1
作者简介 : 张运启 ( 1 9 8 7一) , 男, 助理工程师 , 从 事 聚 酯 纤维 生产 技 术 管 理 工 作 , 电话 : ( 0 3 7 9 ) 6 6 9 9 7 8 2 3 。
河 南 化 工 H E N A N C H E M I C A L I N D U S T R Y
2 0 1 5年
第3 2卷
置, 在 环 吹筒 出 口处 空 气 最 高 温度 约 为 5 0℃, 初 生
骤 冷风 相 对 湿 度 在 8 4 %时 , 丝 束 的 抖 动 和 静 电最
小 于 6个 。 1 . 2 主 要设 备
段拉伸倍数
后加工速度/ m・ mi n
后 加 工 上 油 辊 比率
装置采用美 国杜邦公 司专利技术 , 纺丝主要设
备 由美 国康 泰斯 公 司成 套 提供 , 最 大纺丝 速度 2 0 0 0 m / m i n ; 后 纺 设备 由德 国 F l e i s s n e r 公 司提 供 , 加 工 丝 束总 纤度 可达 到 6 0 0万 d t e x , 操作速度为 2 5 0~2 7 0
决定性因素 , 影 响着纤维的结构和纺丝线上的各种
分布 , 成 为一 系列不 均 匀产 生 的根 源 , 尤其 是对 拉伸
性 能 的影 响 。本文 着重 讨论 环 吹风工 艺 中冷却 风 的
机 一上 油一叠丝机 一卷 曲蒸汽箱 卷 曲机 一松 弛热 定 型一 切 断机一 打 包
1 . 5 工 艺参数
POY、FDY一体联合试验机纺FDY的工艺
参 考文献
[ ] 魏 建 ,汤 以范 .化 纤 卷 绕 机 的研 究 与 发 展 [ ] 合 成 1 J.
纤 维 ,0 3 6 :6 20 ( )2.
[ ] 刘 永 胜 .涤 纶 熔 体 直 纺 F Y 断 头 影 响 因 素 探 讨 2 D [] J .聚 酯 工 业 ,0 3 1 ( ) 5 . 20 ,6 6 :9
丝 温 度 是 纺 F Y 的关 键 ,因为 纺 丝 温 度 与 熔 体 D 黏 度 、丝 束 的线 密 度 、纺 丝 速 度 等 有关 。较 高 的
用 ,然 后 丝 条在 第 一 热 辊 上进 行 拉 伸 ,在 第 二 热
辊 上 进行 丝 束定 型 , 处 的 分 丝辊 对 热 辊 具 有极 此 好 的 高速 追 随性 ,使 牵伸 张力 更加 稳 定 。
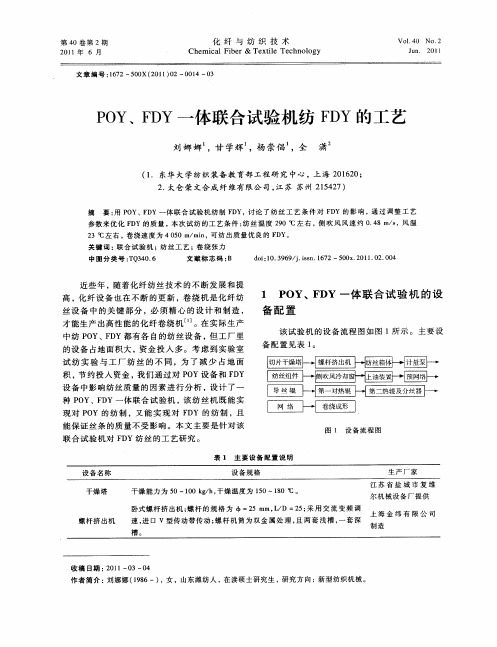
该 试验 机 的设 备 流程 图如 图 1 示 。主 要设 所 备 配 置见表 1 。
中纺 P Y、F Y都 有各 自的纺 丝设 备 ,但 工 厂里 O D
的设 备 占地 面积 大 ,资 金 投入 多 。考 虑 到实 验室 试 纺 实 验 与 工 厂 纺 丝 的 不 同 ,为 了减 少 占地 面 积 , 约投 入资 金 , 节 我们 通过 对 P Y设 备 和 F Y O D 设 备 中影 响纺丝 质量 的 因素 进 行 分 析 , 计 了一 设 种 P Y、F Y一体 联合 试 验机 ,该 纺 丝机 既 能 实 O D
过 大 ,卷装 较 紧 ,容 易 出 现蛛 网丝 ,并 带 来 一 定 的生 头 困难 。在该 次试 纺 中 ,卷 绕 张力 的 大小
毛 丝 和 断头 增 加 ; 速 度过 高 ,纤 维 的 剩余 伸 长 若
过 大 , 色 性能 和 条干不 均 率 变 差 。在 生产 试 染 验 中 ,第一 、二 热辊 都 有一 升 速 过 程 , 一 热 辊 第 升 速后 的速 度 为 23 0 m mi ,第 一 热 辊 的温 度 0 / n 为 拉伸 温度 , 合 的 拉伸 温度 可 以提 高丝 条 的拉 适 伸 性能 ,减少 断头 ,第一 热辊 的温度 控 制在9 I 1c =
LTG空调系统的改
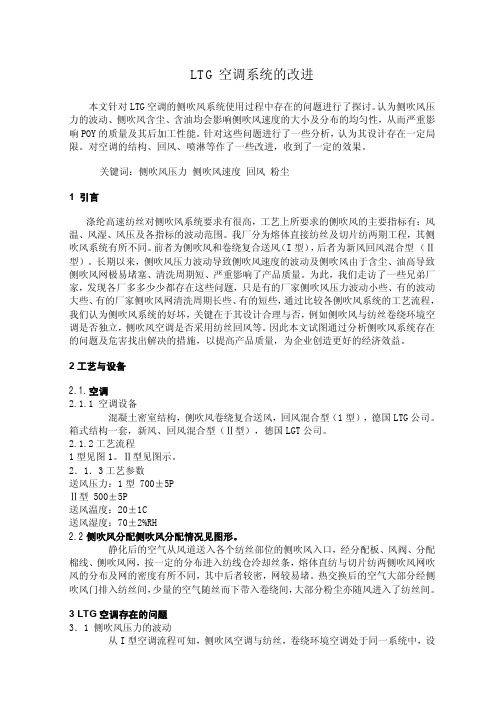
LTG空调系统的改进本文针对LTG空调的侧吹风系统使用过程中存在的问题进行了探讨。
认为侧吹风压力的波动、侧吹风含尘、含油均会影响侧吹风速度的大小及分布的均匀性,从而严重影响POY的质量及其后加工性能。
针对这些问题进行了一些分析,认为其设计存在一定局限。
对空调的结构、回风、喷淋等作了一些改进,收到了一定的效果。
关键词:侧吹风压力侧吹风速度回风粉尘1 引言涤纶高速纺丝对侧吹风系统要求有很高,工艺上所要求的侧吹风的主要指标有:风温、风湿、风压及各指标的波动范围。
我厂分为熔体直接纺丝及切片纺两期工程,其侧吹风系统有所不同。
前者为侧吹风和卷绕复合送风(I型),后者为新风回风混合型(Ⅱ型)。
长期以来,侧吹风压力波动导致侧吹风速度的波动及侧吹风由于含尘、油高导致侧吹风网极易堵塞、清洗周期短、严重影响了产品质量。
为此,我们走访了一些兄弟厂家,发现各厂多多少少都存在这些问题,只是有的厂家侧吹风压力波动小些、有的波动大些、有的厂家侧吹风网清洗周期长些、有的短些,通过比较各侧吹风系统的工艺流程,我们认为侧吹风系统的好坏,关键在于其设计合理与否,例如侧吹风与纺丝卷绕环境空调是否独立,侧吹风空调是否采用纺丝回风等。
因此本文试图通过分析侧吹风系统存在的问题及危害找出解决的措施,以提高产品质量,为企业创造更好的经济效益。
2工艺与设备2.1.空调2.1.1 空调设备混凝土密室结构,侧吹风卷绕复合送风,回风混合型(1型),德国LTG公司。
箱式结构一套,新风、回风混合型(Ⅱ型),德国LGT公司。
2.1.2工艺流程1型见图1。
Ⅱ型见图示。
2.1.3工艺参数送风压力:1型 700±5PⅡ型 500±5P送风温度:20±1C送风湿度:70±2%RH2.2侧吹风分配侧吹风分配情况见图形。
静化后的空气从风道送入各个纺丝部位的侧吹风入口,经分配板、风阀、分配棉线、侧吹风网,按一定的分布进入纺线仓泠却丝条,熔体直纺与切片纺两侧吹风网吹风的分布及网的密度有所不同,其中后者较密,网较易堵。
120 dtex/144f涤纶直纺预取向丝生产工艺探讨
,
衰 3 不 同纺 丝 温度 条 件下 的 生产 情况 和物 理指标 纺丝 温度 伸 长
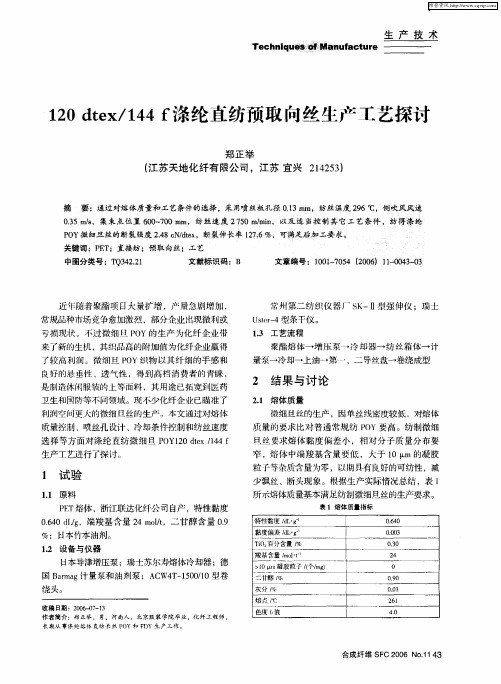
了较高 利润 。徽细 旦 P Y织 物 以其纤 细的手 感和 O
聚 酯熔体一 增 压 泵一 冷 却器一 纺 丝箱体 一计
量泵一冷 却一上油一第~ 一、二 导丝盘一卷绕成型
良好的悬垂性 、透 气性 ,得到 高档 消费者 的青睐 ,
是制造休 闲服装的上 等面料 其 用途 已拓宽到医药
卫生和国防等不 同领域 。现不少化纤 企业已瞄准 了 利润空间更人的微细旦丝的生产 。本 文通过对熔体
摘 要:通过对熔体质量和工艺条件的选择 ,采 用喷丝板孔径o 1 m . m,纺丝温度 2 6o , 3 9 侧吹风风速 C
O5 , . 8 3 m ,集束点位置 60 70m ,纺丝速度 2 5 mn 0-0 m 70n i d ,以及适当控制其它工艺条件,纺得涤纶
P Y微细旦丝的断裂强度 2 8c / e ,断裂伸长率 17 O . Nd x 4 t 2; 6%,可满足后加工要求。 关键词:P T E ;直接纺;预取向丝 ;工艺 中圈分类号 : Q 4 .1 T 32 2 文献标识码:B 文章编号:IO 一 04 (06 O i75 20 )儿一 30  ̄ -3
●
维普资讯
生 产 技 术 T c nq ∞ … n fc u e e h iu o Ma ua t r f
10de / 4 涤纶直纺预取 向丝生产 工艺探讨 2 tx 14f
涤纶长丝生产工艺简介
涤纶长丝生产工艺简介1. 预结晶切片干燥过程中需要加热到140℃以上,而普通切片的软化点很低,在80℃以下即软化发粘,容易粘结成块堵塞干燥装置或输料管(俗称结块),为了提高切片的软化点,必须提高切片的结晶度,使其软化点达到200℃左右,这样干燥工序才能顺利进行。
预结晶采用120~170℃左右的热空气对切片加热,为了防止切片粘结成块(俗称结块),一般采取以下三种方式:1.利用沸腾床等装置,将热空气从下往上吹向切片,使得切片呈现沸腾状,切片粒子之间的位置一直处于快速波动之中,有效防止了切片之间的粘结。
一般将这种方式称为BM式。
2.利用搅拌装置,对处于预结晶过程中的切片不断搅拌,使得切片粒子之间无法粘结或者粘结后随即被打散。
一般将这种方式称为KF式。
利用震动装置,使得处于预结晶过程中的切片高频震动,粒子之间的位置快速变化,从而无法相互粘结。
一般与BM式结合使用。
熔体直纺没有预结晶流程。
2.干燥涤纶生产过程中,PET切片需要在290℃左右的高温下熔融,在此高温下,如果切片的含水率达到一定程度(比如100ppm以上),熔体会发生水解现象使得熔体质量下降,从而使纺丝工序难以顺利进行甚至导致成品丝品质下降。
将经过脱湿处理的干燥空气(露点降到-20℃以下)加热到160℃左右,从干燥塔底部输送到干燥塔中与切片逆向接触使切片迅速脱水,干空气将水分从干燥塔顶部带出。
切片一般在干燥塔中停留4~8小时,当工艺条件(干燥温度、干空气露点、干空气流量、切片在干燥塔中的停留时间)合适时,切片的含水率可以降低到50ppm以下,满足纺丝要求。
不同的生产工艺和品种对切片的含水率要求有明显差异:UDY-DT : 目标含水率≤100ppmPOY-DTY: 目标含水率≤50ppmFDY : 目标含水率≤30ppm常规品种含水率可以偏高一点,但是异型丝和细旦、超细旦丝对含水率要求很高,一般要求含水率≤20ppm。
切片含水率偏高时,熔融后熔体降解程度大,纺丝工段容易出现毛丝、断头、飘丝等异常现象,丝的强度会降低,断裂伸长率升高。
涤纶生产中的侧吹风工艺参数设定
涤纶生产中的侧吹风工艺参数设定
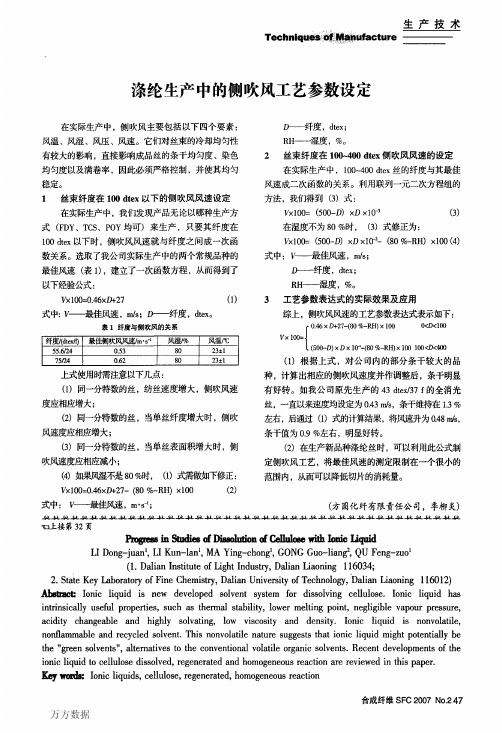
在实际生产中,侧吹风主要包括以下四个要素: 风温、风湿、风压、风速。它们对丝束的冷却均匀性 有较大的影响,直接影响成品丝的条干均匀度、染色 均匀度以及满卷率,因此必须严格控制,并使其均匀 稳定。
1 2
生产技术
沪—钎度,dtex;
H以,
(4)如果刚孟坏是80%时,
(1)式需f掀口下修正:
(2)
范围内,从而可以降低切片的消耗量。
式中:卜—咱群馓,m.s-1;
勘上接第32页
y×100=0.46×—D+27一(80%一RH)×100
(方圆化纤有限责任公司,季柳炎)
jILjtj屯J止.‘屯.‘IL.‘IL.‘IL.址JL4上..‘止“址.‘ILjIL4L4上.4‘JILjIL.‘ILj‘L.‘‘LjIL—止—止4L.址.址.址.址.‘IL.址4_LJILJIL-‘ILJILjlL.‘lL|‘lL|‘lL.‘屯
as
116012)
liquid has
solvent
system
for dissolVing
cellulose.
Ionic
intrinsically useful pmperties,such and highly
the珊al
stability,lower melting
viscosity
nature
l纤度,(dt“固
55.6,24 75,24
最佳侧吹风风速,m.s.z
O.53 O.62
风湿,%
80
80
风温/℃
23士l
23±l
y×loo=』
L(500—D)×D×104一(80%一R}I)×100 100<D<400
55dtex/24f有光三叶形涤纶FDY生产工艺探讨
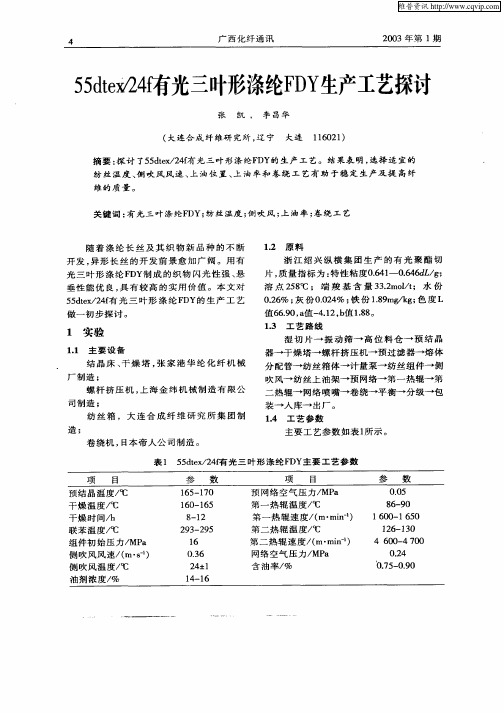
片熔融后 , 熔体易 在喷丝孔壁上产生滑移 , 其 流 动 不 稳 定 , 融 效 果 差【 熔 l 。通 过 提 高纺 丝 温 度 来 强 化 混 炼 效 果 , 少 不 规 则 流 动 , 提 高 减 可 熔 体 的 流 变 性 能 。 若 温 度 过 高 , 使 聚 合 物 但 会 发生 热氧化 降解 , 成凝 胶 , 弹性积 累 , 形 使 可
改 善 初 生 丝 条 的 可 拉 伸 性 能 , 定 运 行 。 但 稳
形 丝 采 用 圆形 丝 上 油 工 艺 ,则 必 然 使 丝 表 面
上 油 不 足 , 合 力 弱 , 丝严 重 , 抱 毛 易缠 辊 断 头 。 另 一 方 面 , 表 面 积 越 大 , 丝 时 与 空 气 的摩 比 纺
叶 形 丝 比表 面 积 远 大 于 圆形 丝 ,若 有 光 三 叶
丝 的 比 表 面 积 比 圆形 丝 要 大 , 相 同 的 冷 却 在 条 件 下 , 却 速 率 快 , 条 的 凝 固点 上 移 , 冷 丝 丝 条 的 大 分 子 取 向 度 和 结 晶 度 增 加 ,丝 条 易 断 , 运 行 变 得 不 稳 定 , 以 生 产 异 形 涤 纶 使 所 丝 侧 吹 风 温 度 可 适 当偏 高 些 , 吹 风 风 速 也 侧 应 适 当 降 低 ,使 丝 条 得 到 相 对 缓 和 的 冷 却 ,
时 , 择 风 速 在 03 — .8 / , 温 2 + o 选 .2 03 m s 风 4 1 C,
F Y时 , 含 油 率 应 控 制 在 08 %一 09 %之 D .0 .0 间 , 丝 上 油 油 嘴 距 喷 丝 板 1 12 可 减 少 纺 — .m, 毛丝 , 高 纺 丝 稳 定 性 及 产 品 的 物理 指标 。 提
纺丝工考试:纺丝工考试考试卷及答案(最新版).doc

纺丝工考试:纺丝工考试考试卷及答案(最新版) 考试时间:120分钟 考试总分:100分遵守考场纪律,维护知识尊严,杜绝违纪行为,确保考试结果公正。
1、判断题 高温下油剂的挥发,会使上油量减少,产生焦油或油滴。
本题答案: 2、单项选择题 热媒炉工作压力的上限一般为( )。
A.0.1MPa B.0.2MPa C.0.3MPa D.0.4MPa 本题答案: 3、判断题 火灾报警系统中,红外线报警原理是障碍物遮挡。
本题答案: 4、单项选择题 工艺管道配管单线图的主要作用是( )A.指导管道安装 B.指导管道设计 C.指导管道操作 D.指导管道保温 本题答案: 5、单项选择题 纺丝系统开车前( )小时,联苯热媒温度升到工艺设定值。
A.5~10 B.10~15姓名:________________ 班级:________________ 学号:________________--------------------密----------------------------------封 ----------------------------------------------线----------------------C.15~20D.20~25本题答案:6、单项选择题导丝盘(辊)的作用是()。
A.增加张力B.减小张力C.调节张力D.稳定张力本题答案:7、单项选择题引起侧吹风温风湿波动的原因不可能是()。
A.新风温度波动B.新风湿度波动C.新风使用比例波动D.流速波动本题答案:8、判断题纺丝设置缓冷加热区的目的是为了延缓丝条冷却速率。
本题答案:9、单项选择题游标卡尺是应用()制成的。
A.螺旋微动原理B.游标读数原理C.旋转原理本题答案:10、判断题双转子更换轴承后,可以直接上机使用。
本题答案:11、判断题产品断裂强度高,长丝在加工过程中容易断头。
本题答案:12、判断题空调系统回风的作用主要是为了节能。
涤纶长丝生产工艺简介

涤纶长丝生产工艺简介1. 预结晶切片干燥过程中需要加热到140℃以上,而普通切片的软化点很低,在80℃以下即软化发粘,容易粘结成块堵塞干燥装置或输料管(俗称结块),为了提高切片的软化点,必须提高切片的结晶度,使其软化点达到200℃左右,这样干燥工序才能顺利进行。
预结晶采用120~170℃左右的热空气对切片加热,为了防止切片粘结成块(俗称结块),一般采取以下三种方式:1.利用沸腾床等装置,将热空气从下往上吹向切片,使得切片呈现沸腾状,切片粒子之间的位置一直处于快速波动之中,有效防止了切片之间的粘结。
一般将这种方式称为BM式。
2.利用搅拌装置,对处于预结晶过程中的切片不断搅拌,使得切片粒子之间无法粘结或者粘结后随即被打散。
一般将这种方式称为KF式。
利用震动装置,使得处于预结晶过程中的切片高频震动,粒子之间的位置快速变化,从而无法相互粘结。
一般与BM式结合使用。
熔体直纺没有预结晶流程。
2.干燥涤纶生产过程中,PET切片需要在290℃左右的高温下熔融,在此高温下,如果切片的含水率达到一定程度(比如100p pm以上),熔体会发生水解现象使得熔体质量下降,从而使纺丝工序难以顺利进行甚至导致成品丝品质下降。
将经过脱湿处理的干燥空气(露点降到-20℃以下)加热到160℃左右,从干燥塔底部输送到干燥塔中与切片逆向接触使切片迅速脱水,干空气将水分从干燥塔顶部带出。
切片一般在干燥塔中停留4~8小时,当工艺条件(干燥温度、干空气露点、干空气流量、切片在干燥塔中的停留时间)合适时,切片的含水率可以降低到50ppm以下,满足纺丝要求。
不同的生产工艺和品种对切片的含水率要求有明显差异:UDY-DT : 目标含水率≤100ppmPOY-DTY: 目标含水率≤50ppmFDY:目标含水率≤30ppm常规品种含水率可以偏高一点,但是异型丝和细旦、超细旦丝对含水率要求很高,一般要求含水率≤20ppm。
纺丝工考试:纺丝工考试考试题预测模拟考试练习_0.doc
纺丝工考试:纺丝工考试考试题预测模拟考试练习 考试时间:120分钟 考试总分:100分遵守考场纪律,维护知识尊严,杜绝违纪行为,确保考试结果公正。
1、问答题 已知POY 生产品种A 的卷绕速度为3300m/min ,导丝辊速度为3390m/min ,生产B 品种时卷绕速度为2900m/min ,导丝辊速度为3000m/min ,比较A.B 两个卷绕超喂率大小。
本题答案: 2、单项选择题 当干切片含水率过高时,不可能出现的问题是( )。
A.组件压力高 B.毛丝 C.飘丝 D.染色不匀 本题答案: 3、多项选择题 空调侧吹风机的主要构成包括( )。
A.风机 B.风机机架 C.驱动电机 D.机箱 本题答案: 4、多项选择题 熔体管道的加热介质可以是( )。
A.三甘醇 B.氢化三联苯 C.联苯-联苯醚姓名:________________ 班级:________________ 学号:________________--------------------密----------------------------------封 ----------------------------------------------线----------------------D.对二甲苯本题答案:5、单项选择题计量泵电机风扇故障时,会导致电机()。
A.立即跳停B.温度升高C.转速异常D.电压异常本题答案:6、单项选择题高速纺丝的螺杆挤压机各区温度一般比低速纺丝高()。
A.0~5℃B.5~10℃C.10~15℃D.15~20℃本题答案:7、判断题处理螺杆挤压l本题答案:12、单项选择题油剂现场槽温度高于工艺要求值,调整方法()。
A.提高槽的液位B.加大冷冻水流量C.降低槽的液位D.减少冷冻水流量本题答案:13、判断题组件内的过滤材料及密封材料都必须保持清洁。
本题答案:14、判断题增压泵出口压力不允许有波动。
本题答案:15、多项选择题长丝生产过程中,造成增压泵出口压力波动的原因()。
DTY生产工艺及参数设定
DTY生产工艺及参数设定DTY是有POY(预取向丝)通过假捻而形成的,我们公司的DTY设备是TMT公司的ATF-1500SZ加弹机,加弹机是由拉伸变形区、定型区、卷绕区所组成的。
整个流程是:原丝架→切丝器→第一罗拉(FR1)→生头杆导丝器→第一加热箱(H1)→冷却板→假捻器→张力器→第二罗拉(FR2)→网络喷嘴→第二罗拉A(FR2A)→第二加热箱(H2)→第三罗拉(FR3)→探丝器(感应器)→上油轮→卷绕成型装置。
一、设备简述第一罗拉为喂入罗拉,其装置有两种组成方式。
一个是喂丝罗拉和皮圈,另一个是喂丝罗拉和皮辊,皮圈的优点接触面积大、握持力大、可减少轴承磨损,其缺点是易损坏。
而皮辊的优点是耐磨且可多次使用,其缺点是握持力不足,须在辊上绕圈弥补。
我司设备是由喂丝罗拉和皮辊组成的,在FR2上必须绕两圈,在加工细旦时还需在FR1上绕两圈(移丝间距一般为5-10mm)来弥补张力不足。
丝条通过第一罗拉到升头杆,升头杆顶部有个止捻器装置,作用是将丝条固定在第一热箱顶部,起到防止丝逃捻或回捻。
第一热箱又叫变形热箱,它是接触式加热方式(与第二热箱不同),其作用是加热丝条呈塑化状态,更容易拉伸变形,它的温度越高蓬松性和卷曲性越好,染色变浅。
其长度为2.5m(加弹机分为两种型,“M”型和“V”型,我司的加弹机属于“M”型,而“V”型的长度为2m)。
它是由真空密封联苯蒸汽和电加热复合加热。
定型区主要是第二热箱又叫定型热箱,是非接触型空气加热,它是由热媒加热的。
第二罗拉A与第三罗拉之间的超喂比,即定型超喂,主要控制丝条在相对松驰状态下定型。
假捻器(叠盘式摩擦假捻器)是整个加弹机的核心部位,它是通过摩擦盘的转向对丝条进行加捻和解捻从而形成一个假捻的作用(我们公司一般做“Z”捻)。
一般摩擦盘分软盘(聚氨酯PU盘等)和硬盘(陶瓷盘、砂盘等),软盘摩擦系数高、表面柔软、对丝条损伤小、“雪花少”但使用寿命短成本贵;而硬盘与软盘反之。
纺丝工考试:纺丝工考试考试题及答案模拟考试.doc

纺丝工考试:纺丝工考试考试题及答案模拟考试 考试时间:120分钟 考试总分:100分遵守考场纪律,维护知识尊严,杜绝违纪行为,确保考试结果公正。
1、单项选择题 POY 规格为260dtex/48f ,每个位8个头,卷绕速度3200m/min ,一个位升头产生废丝量为( )。
A.416g B.3328kg C.2850g D.1664g 本题答案: 2、单项选择题 涤纶长丝生产侧吹风风速一般应控制在( )。
A.3~7m/s B.30~70m/s C.0.3~0.7m/s D.0.03~0.07m/s 本题答案: 3、单项选择题 游标卡尺是应用( )制成的。
A .螺旋微动原理 B .游标读数原理 C .旋转原理 本题答案: 4、单项选择题 按照( )可以将涤纶长丝生产分为常规纺丝工艺、中速纺丝工艺和高速纺丝工艺。
A.聚酯原料姓名:________________ 班级:________________ 学号:________________--------------------密----------------------------------封 ----------------------------------------------线----------------------B.纺丝速度C.工艺流程D.产品类型本题答案:5、判断题切片预结晶的目的是提高了的软化点,防止在干燥过程中结块。
本题答案:6、多项选择题侧吹风窗拆卸后,同时应将进风口的()进行更换。
A.蜂窝网B.无纺布C.金属网D.密封垫本题答案:7、单项选择题侧吹风窗安装过程中应注意()。
A.网面是否破损B.四周密封是否完好C.是否安装紧固D.是否有漏点本题答案:8、多项选择题计算油剂消耗时必须使用的数据有()。
A.原油使用量B.油剂浓度C.油剂泵转速D.产量本题答案:9、单项选择题轴流风机工作时主要是通过叶轮旋转产生的()进行送风。
涤纶长丝侧吹风装置结构探讨
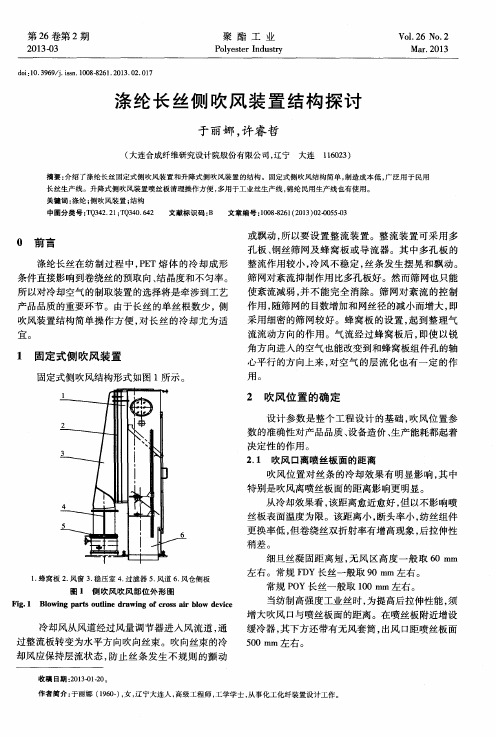
或 飘动 , 所 以要 设 置整 流装 置 。整 流 装 置 可采 用 多 孔板 、 钢丝 筛 网及 蜂 窝板 或 导 流 器 。其 中多孔 板 的 整 流作 用较 小 , 冷风 不 稳 定 , 丝 条 发 生摆 晃 和 飘 动 。 筛 网对 紊流 抑制作 用 比多孔 板好 。然 而筛 网也 只能
缓冷器 , 其下方还带有无风套筒 , 出风 口距喷丝板面
5 0 0 mm左 右 。
作者简介 : 于丽娜 ( 1 9 6 0 一 ) , 女, 辽宁大连人 , 高级工程师 , 工学学士 , 从事化工化纤装 置设计工作 。
5 6
2 . 2 吹风面 离 丝条 的距离
聚 酯 工 业 3 . 2 . 1 不锈 钢筛 网安装 形式
所以对冷却空气的制取装置的选择将是牵涉到工艺 产 品 品质 的重要环 节 。 由于长 丝 的单 丝根 数少 ,侧
吹 风装 置结 构简单 操 作 方 便 , 对 长 丝 的 冷却 尤 为 适
宜。
使紊流减弱 , 并不能完全 消除。筛 网对紊流的控制 作用 , 随筛 网 的 目数增 加和 网丝 径 的减 小 而增大 , 即 采用细密的筛网较好。蜂窝板的设置 , 起到整理气
2 吹风 位 置 的确 定
设计参数是整个工程设计 的基础 , 吹风位置参 数 的准 确性对 产 品品质 、 设备 造价 、 生产 能耗 都起 着 决定 性 的作用 。 2 . 1 吹 风 口离喷 丝板面 的距 离 吹风位置对丝条 的冷却效果有明显影响, 其中 特别是吹风离喷丝板面的距离影响更明显。
关键词 : 涤纶 ; 侧吹风装置 ; 结构 中图分类号 : T Q 3 4 2 . 2 1 ; T Q 3 4 0 . 6 4 2 文献标识码 : B 文章编号 : 1 0 0 8 82 - 6 1 ( 2 0 1 3 ) 0 2 - 0 0 5 5 - 0 3
化纤侧吹风技术方案

化纤侧吹风技术方案1. 引言化纤侧吹风技术是指在化纤生产过程中,使用一种特殊的吹风技术,将高温气流侧向吹向纤维产生加热、蒸发、烘干等效果,以提高生产效率和质量。
本文档将介绍化纤侧吹风技术的原理、应用范围、工作流程以及相关的技术参数和注意事项。
2. 技术原理化纤侧吹风技术使用高温气流对纤维进行加热和蒸发的原理是将热空气通过侧向出口喷向纤维,使纤维表面产生高温和纤维内部产生蒸汽。
通过调节喷嘴的角度、气流速度和温度等参数,可以控制纤维的加热和蒸发效果。
这种侧吹风技术可以提高加热均匀性、加速纤维干燥速度、减少纤维结块等现象。
3. 技术应用化纤侧吹风技术广泛应用于化纤生产过程中的各个环节,例如聚合、纺丝、拉伸、卷绕等。
通过对不同工艺环节的侧吹风技术的应用,可以实现以下几个方面的优化:•加热均匀性:由于侧吹风技术可以将热空气均匀地喷向纤维,因此可以提高纤维的加热均匀性,减少产生结块或不均匀加热的现象。
•干燥速度:通过侧吹风技术可以加快纤维的干燥速度,提高生产效率。
•减少纤维拉断风险:纤维在拉伸过程中容易发生断裂,通过侧吹风技术可以控制纤维表面温度,减少拉断的风险。
•提高纤维质量:侧吹风技术可以减少纤维结块和气泡等缺陷,提高纤维的质量。
4. 技术工作流程化纤侧吹风技术的工作流程主要包括以下几个步骤:1.设定技术参数,包括喷嘴的角度、气流速度和温度等。
2.启动侧吹风系统,将热空气通过侧向喷嘴喷向纤维。
3.监控纤维的加热和蒸发效果,根据需要进行调整。
4.完成加热、蒸发或干燥等工艺环节后,停止侧吹风系统。
5. 技术参数与注意事项化纤侧吹风技术的实际应用中需要注意以下几个技术参数和注意事项:•喷嘴角度:喷嘴角度的大小会影响热空气的喷射范围和喷射速度,需要根据具体工艺来进行调整。
•气流速度:气流速度会影响纤维表面的受热和纤维内部的蒸发效果,需要根据不同工艺环节进行调整。
•温度控制:温度控制是非常重要的,需要根据纤维的材料和工艺要求来设置合适的温度范围。
涤纶长丝侧吹风过程控制
涤纶长丝侧吹风过程控制
皮亚卿;卜卫林
【期刊名称】《合成纤维工业》
【年(卷),期】1997(020)005
【摘要】依据空气焓湿图,按送风目标状态对侧吹风空调各功能焓值状态进行逆向分析,得到喷淋功能段前的目标温度计算模型。
将新风温度与此模型计算值进行比较,得到了3种不同控制的正确选择。
在送风目标的约束范围内,通过冷热能源的非交替控制和变频调速控制,使侧吹风过程能源消耗最低。
【总页数】4页(P6-9)
【作者】皮亚卿;卜卫林
【作者单位】岳阳石油化工总厂涤纶厂;岳阳石油化工总厂涤纶厂
【正文语种】中文
【中图分类】TQ342.206
【相关文献】
1.选择合适的侧吹风吹出点是提高涤纶长丝质量的重要环节 [J], 宋文明
2.涤纶长丝侧吹风空调节能技术回顾与探讨 [J], 万仁里
3.涤纶长丝侧吹风装置设计的节能措施设想 [J], 冷正平
4.涤纶长丝侧吹风装置结构探讨 [J], 于丽娜;许睿哲
5.涤纶长丝国产线侧吹风空调的经济运行 [J], 王延恒;王静
因版权原因,仅展示原文概要,查看原文内容请购买。
涤纶长丝侧吹风空调节能技术回顾与探讨

-1 ・ 7
2 世纪 8 年代末 , 国有些空调制造厂, 0 0 我 在有
如果按最大送风量 2 0 / 计算 , 08 h 0 不考虑送 风经旁通闽返回的混合作用 , 各换热器 的运行参数 分别为 : 一次加热器进 出口风温 一 f 45℃ ; 二次加热
2 世纪 8 0 0年代初 , 国各省市兴起 了一股争 我 上涤纶长丝项 目的热潮。由于丝束冷却技术对丝束
器、 表冷器 、 喷淋室、 再加热器 、 送风机 、 精过滤器、 旁 通管以及控制仪表等部件组成, 见图 l 。
三
圈 l
粗、 精过滤器按 A H A s R E标准 5 —7 制造 , 7 6 捕
捉率分别为 9 %和 9 .%, 5 99 效率分别是 5 % ~ 5 5 6%
霰 管 磊 暴 9年 t 工师高工师 西 纺 工 科设 院39 翥 螽 ;∈ 4 生 总 程 、 程 ・ 省 织 业研 计 ,0 副 级 江 32 0
维普资讯
建 筑热能 通风 空调
维普资讯
20 年 第 2期 02
涤 纶长 丝 侧 吹风 空 调 节 能 技 术 回顾 与探 讨
万仁 里
( 江西省纺织工业科研设计院 )
【 摘要 】 顾回 了我国涤纶长丝倒吹风 空调 系统的发展历程 , 分析了三个典型系统的能耗情况
指 出了倒 吹风 与卷绕 组合 空调 系统 是创新 与 节能 系统。
质量的重要性 以及对其认识 的肤浅, 我们 只有走全
套 引进 的路 子 。当 时 的 U WA L G和 K AVZ等 d 、T R 1I 公 司是我们 引进设 备的主要 几家 生产 厂商。 18 93年 , 涤纶 长丝 工程 中 引进 了 LG公 司的 某 T
涤纶热吹温度200
涤纶热吹温度200
【实用版】
目录
1.涤纶热吹温度的概念和重要性
2.涤纶热吹温度的控制方法和影响因素
3.涤纶热吹温度的实际应用和效果
正文
涤纶热吹温度是指在涤纶生产过程中,通过热风吹拂涤纶纤维,使其达到一定的温度,以实现纤维的拉伸和定型。
这个温度对于涤纶纤维的品质和性能有着至关重要的影响,因此,涤纶热吹温度的控制是涤纶生产中的重要环节。
涤纶热吹温度的控制方法主要有两种,一种是通过调节热风的温度来控制,另一种是通过调节吹拂的时间来控制。
其中,热风的温度是最直接的影响因素,过高或过低的温度都会影响涤纶纤维的品质。
此外,吹拂的时间也会对涤纶纤维的性能产生影响,过短或过长的时间都会使纤维的性能有所偏差。
涤纶热吹温度的实际应用主要体现在涤纶纤维的生产和加工过程中。
通过合理的热吹温度控制,可以使涤纶纤维具有良好的拉伸性和韧性,提高纤维的强度和耐磨性。
此外,合理的热吹温度还可以提高涤纶纤维的染色性和柔软性,使其更适合用于各种纺织品的生产。
总的来说,涤纶热吹温度对于涤纶纤维的生产和加工具有重要的影响。
第1页共1页。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
本文链接:/Periodical_hcxw200702013.aspx
式(FDY、TCs、POY均可)来生产,只要其纤度在
100
在湿度不为80%时,
(3)式修正为:
dtex以下时,侧吹风风速就与纤度之间成一次函
恢100=(500—D)×D×10-3-(80%一RH)×100(4)
数关系。选取了我公司实际生产中的两个常规品种的 最佳风速(表1),建立了一次函数方程,从而得到了 以下经验公式:
TechnIq谳j蟛≥!l爨釉uI-acture
涤纶生产中的侧吹风工艺参数设定
在实际生产中,侧吹风主要包括以下四个要素: 风温、风湿、风压、风速。它们对丝束的冷却均匀性 有较大的影响,直接影响成品丝的条干均匀度、染色 均匀度以及满卷率,因此必须严格控制,并使其均匀 稳定。
1 2
生产技术
沪—钎度,dtex;
H以,
(4)如果刚孟坏是80%时,
(1)式需f掀口下修正:
(2)
范围内,从而可以降低切片的消耗量。
式中:卜—咱群馓,m.s-1;
勘上接第32页
y×100=0.46×—D+27一(80%一RH)×100
(方圆化纤有限责任公司,季柳炎)
jILjtj屯J止.‘屯.‘IL.‘IL.‘IL.址JL4上..‘止“址.‘ILjIL4L4上.4‘JILjIL.‘ILj‘L.‘‘LjIL—止—止4L.址.址.址.址.‘IL.址4_LJILJIL-‘ILJILjlL.‘lL|‘lL|‘lL.‘屯
RH——湿度,%。 丝束纤度在100一400 dtex侧吹风风速的设定 在实际生产中,100~400 dtex丝的纤度与其最佳 风速成二次函数的关系。利用联列一元二次方程组的 方法,我们得到(3)式:
’7×100=(500一D)×D×10。3 (3)
丝束纤度在100 dtex以下的侧吹风风速设定 在实际生产中,我们发现产品无论以哪种生产方
l纤度,(dt“固
55.6,24 75,24
最佳侧吹风风速,m.s.z
O.53 O.62
风湿,%
80
80
风温/℃
23士l
23±l
y×loo=』
L(500—D)×D×104一(80%一R}I)×100 100<D<400
(1)根据上式,对公司内的部分条干较大的品 种,计算出相应的侧吹风速度并作调整后,条干明显 有好转。如我公司原先生产的43
as
116012)
liquid has
solvent
system
for dissolVing
cellulose.
Ionic
intrinsically useful pmperties,such and highly
the珊al
stability,lower melting
viscosity
nature
y×100=0.46×D}27 (1)
式中:v一最佳风速,州s; D一纤度,dtex;
RH——湿度,%。
3
工艺参数表达式的实际效果及应用 综上,侧吹风风速的工艺参数表达式表示如下:
r
式中:卜—最佳风速,“s;D一纤度,dtex。
表1纤度与侧吹风的关系
O.46×D+27一(80%一RH)×loo
0(D<100
point,negl培ible
Ionic liquid
vapour pressure, is
solVating,
low
and
d
noⅢ1ammable and recycled
solVent.nis
to
nonVolatile
suggests that ionic liquid might potentially be
(1.Dalian
_Ll强由暇c匕 Ionic liquid
acidity changeable
is new
2.State Key Labomtory of Fine ChemisⅡy,DaLlian University of Technolog)r,Dalian“aoning deVeloped
dte】【/37
上式使用时需注意以下几点: (1)同一分特数的丝,纺丝速度增大,侧吹风速 度应相应增大; (2)同一分特数的丝, 当单丝纤度增大时,侧吹 风速度应相应增大; (3)同一分特数的丝, 当单丝表面积增大时,侧 吹风速度应相应减小;
f的全消光
丝,一直以来速度均设定为o.43 r眺,条干维持在1.3% 左右,后通过(1)式的计算结果,将风速升为0.48 条干值为0.9%左右,明显好转。 (2)在生产新品种涤纶丝时,可以利用此公式制 定侧吹风工艺,将最佳风速的测定限制在一个很小的
h螂瑚8
in&妇0f功翻0l】吐ion C.皿皿明e稍lh蛐U驰遍
0f Institute of Light Industry,Dalian Liaoning 1 16034;
U Dong_juanl,U Kun—lanl,MA Ying—chon91,GONG Guo—lian92,QU Feng—zu01
the¨green solvents”,aLltematiVes ionic liquid
to
the conVentional volatile o唱anic solvents.Recent developments of the
are
cellulose dissolVed,regenemted and homogeneous reaction
reViewed in this paper.
:K匆w呻凼:
Ionic liquids,cellulose,regenerated,homogeneous reaction 合成纤维SFC 2007 No-247
万 方数据
涤纶生产中的侧吹风工艺参数设定
作者: 作者单位: 刊名: 英文刊名: 年,卷(期): 季柳炎 方圆化纤有限责任公司 合成纤维 SYNTHETIC FIBER IN CHINA 2007,36(2)