防错装置
006-BIQS-06防错和防错装置验证

• 如:对计量探测型防错设备测量结果的准确性进行检查,属于校验/校准; • 基于计量探测型防错设备的测量结果,自动对产品进行处置,属于防错;
Built In Quality Supply-based BIQS-供应商实施 BIQS-06Error proofing /Detection Verification -5
• 用于计量型错误探测装置的防错验证样件,建立防错验证探测允差范围,并用 于与防错验证结果的比对,能更有效的保证防错装置的可靠性和有效性;
• 对建立的“好/坏”样件进行有效的管理,包括但不限于:建立校验标准、实施 定期校验、有效期标识和管理;
• 良好的样件防护和存储管理(5S 3定);
Built In Quality Supply-based BIQS-供应商实施 BIQS-06Error proofing /Detection Verification -6
BIQS-06防错和防错装置验证Error proofing /Detection
Verification
▪ 明确定义防错验证的频次、验证方法和防错验证失效时的反应计划:
• 至少每班开班前进行防错验证,保留并展示完整的记录; • 关注设备故障维修后、异常停机后恢复生产前等状态下的防错验证要求的识别和定义; • 建立对应的防错验证标准化操作指导书,明确定义防错验证的操作要求; • 每次防错验证都要保留完整有效的验证记录;
BIQS要求介绍
BIQS-06防错和防错装置验证 Error proofing /Detection Verification
防错装置应用作业指导书
1 目的:规定了本公司防错装置(防止不合格产品的制造、防止不合格产品传输的装置)设计的思路,防错装置使用中的要点。
2 适用范围:适用于本公司制造过程防错装置的使用。
3 职责:工程部:产品制造过程中防错装置的设计、装配部门。
品质部:负责防错装置设计装配完成的验证。
生产部:负责防错装置的日常管理工作。
4 管理要求4.1 在设计和开发阶段,防错装置的落实。
4.1.1 工程部在设计和开发阶段,应在同类工厂防错装置的基础上,在设计过程中落实防错方法,建立产品检验、生产中的防错装置。
原则上但不限于在以下个方面设立防错装置:①涉及性能、安全方面的;②风险系数和严重度高的;③特殊特性估先考虑防错装置的使用。
4.1.2 公司现有的常用防错装置见下表:4.1.3在进行PFMEA时,考虑防错方法、防错装置的建立。
4.1.4 应将防错方法、防错装置整合到《控制计划》中,应规定对防错装置进行验证试验的频率,并针对防错装置的失效,制定的反应计划。
4.2 防错装置的验证4.2.1 在小批量生产时,工程部、品质部、生产部等应对新的防错装置进行验证验收,需保留防错装置验收记录,验证合格的防错装置,才能正式投入使用,工程部应将防错装置记入设备台帐内。
4.2.2 生产部每班次上班前,应按《控制计划》或《设备点检作业指导书》要求对设备、防错装置等进行点检确认,符合要求正式生产,不符合要求联络工程部进行异常处理。
4.2.3 生产部会同工程部技术人员应定期采用失效操作或模拟失效操作,检查防错装置的功能是否有效,并做好相应的验证记录《设备检查记录表》。
4.3 防错装置失效时的处理4.3.1 防错装置失效时,应按反应计划的要求进行处理。
4.3.2 生产部作业员应立即停机,联络班长,等待处理。
4.3.3 受影响的在制品应进行100%的人工检测,或采用其它替代方法继续作业。
5 支持性文件《控制计划》《设备点检作业指导书》6 记录无。
防错装置应急预案

一、编制目的为有效预防和减少因防错装置失效或操作不当导致的事故发生,保障员工的生命财产安全,维护公司生产秩序,特制定本预案。
二、适用范围本预案适用于公司所有涉及防错装置的作业场所和操作环节。
三、预案组织架构1. 预案领导小组:负责预案的编制、修订、实施和监督。
2. 应急指挥部:负责组织协调应急响应行动,指挥现场救援。
3. 应急救援小组:负责现场应急处置和救援。
四、防错装置定义及分类1. 定义:防错装置是指用于预防操作错误,防止事故发生的装置。
2. 分类:根据防错装置的功能和特点,可分为以下几类:(1)物理防错装置:通过限制操作空间、改变操作顺序等方式,防止操作错误。
(2)视觉防错装置:通过标识、警示等方式,提醒操作人员注意安全。
(3)声音防错装置:通过发出警报声,提醒操作人员注意安全。
(4)程序防错装置:通过程序设计,防止操作错误。
五、应急预案1. 预警与报告(1)当发现防错装置失效或操作不当的迹象时,应立即向应急指挥部报告。
(2)应急指挥部接到报告后,应立即启动应急预案,并通知相关部门和人员。
2. 应急处置(1)应急救援小组根据现场情况,采取以下措施:①切断电源、气源等危险源;②隔离事故区域,防止事故扩大;③对受困人员进行救援;④对事故现场进行检测,确认安全后恢复生产。
(2)对防错装置失效或操作不当的原因进行调查分析,制定整改措施。
3. 应急响应(1)应急指挥部根据事故情况,启动相应级别的应急响应。
(2)各部门、各岗位人员按照预案要求,迅速响应,配合应急处置。
4. 信息发布(1)应急指挥部负责对外发布事故信息,及时向员工、家属和社会公布事故进展。
(2)事故信息发布应真实、准确、及时,避免造成恐慌。
六、预案演练1. 定期组织防错装置应急预案演练,提高员工应对突发事件的能力。
2. 演练内容应包括:预警与报告、应急处置、应急响应、信息发布等环节。
3. 演练结束后,对演练过程进行总结评估,不断完善预案。
常见设计防错装置示例通用课件
经济性意味着在满足功 能和性能要求的同时, 降低制造成本并提高生 产效率。例如,使用标 准化和经过验证的部件 和材料可以降低成本, 同时提高设备的可靠性 和寿命。
环保性是指设备或系统 在制造、使用和处置过 程中对环境的影响程度 。
设计师应考虑使用环保 的材料和方法,如可再 生和可回收的材料,减 少能源消耗和排放,以 及采用节能和低碳的设 计。此外,应考虑设备 的处置和回收问题,以 减少对环境的影响。
实例三:气动定位器的应用案例与评估
总结词
气动定位器是一种通过气压变化来实现物体 定位的装置。
详细描述
气动定位器的工作原理是通过改变气体的压 力和流量来实现物体的定位。这种装置具有 高精度、高速度和高可靠性等优点,被广泛 应用于自动化生产线和物流运输等领域。但 是,气动定位器也存在着一些问题,例如需 要定期检查气路是否畅通、定位精度受到气
总结词
机械防错装置是使用机械结构来实现防错的装置,通常包括机械开关、传感器等。
详细描述
机械防错装置通常具有结构简单、易于维护、可靠性高等优点,常用于防止设备在运行过程中出现错误或故障。 例如,在冲压机械中,常使用机械防错装置来检测模具状态,避免模具出现故障时继续运行,从而保护设备和操 作人员的安全。
设计防错装置的未
05
来发展趋势与挑战
技术创新与发展趋势
智能化
随着人工智能、物联网等技术的 发展,设计防错装置将更加智能 化,能够实时监测、预警和纠正
错误。
模块化
将防错装置的各个模块标准化、集 成化,方便用户根据需要进行组合 和扩展。
多样化
针对不同行业和领域的需求,设计 防错装置将更加多样化与优势
要点一
总结词
要点二
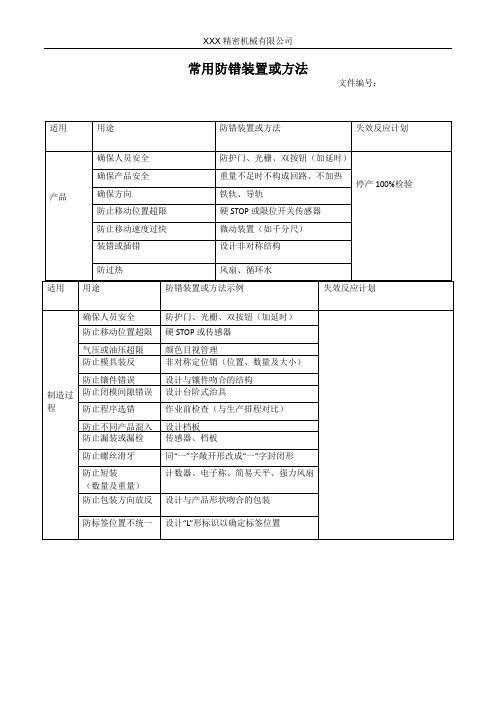
常用防错装置或方法

防止不同产品混入
设计档板
防止漏装或漏检
传感器、档板
防止螺丝滑牙
同“一”字敞开形改成“一”字封闭形
防止短装
(数量及重量)
计数器、电子称、简易天平Байду номын сангаас强力风扇
防止包装方向放反
设计与产品形状吻合的包装
防标签位置不统一
设计“L”形标识以确定标签位置
适用
用途
防错装置或方法
备注
管理过程
防过热
风扇、循环水
适用
用途
防错装置或方法示例
失效反应计划
制造过程
确保人员安全
防护门、光栅、双按钮(加延时)
停产100%检验
防止移动位置超限
硬STOP或传感器
气压或油压超限
颜色目视管理
防止模具装反
非对称定位销(位置、数量及大小)
防止镶件错误
设计与镶件吻合的结构
防止闭模间隙错误
设计台阶式治具
防止程序选错
防遗漏
检查清单、模板
防突发事件
备份、快捷方式
防格式错误
列印前检查
防会议缺席
会议室锁门
防效率低下
会议室装噪音喇叭
防发错料
类似品分区域、容器及不同标签
先进先出
通道防错、扫描系统
库存不足
安全库存与目视管理结合
防旧版文件未回收
文件分发一览表先回收再发行新版本
设计变更漏处理
ECR及ECN表单中增加相应项目
品质异常漏处理
常用防错装置或方法
QR8.5.1-10NO.2016
适用
用途
防错装置或方法
失效反应计划
常见设计防错装置示例

发现不良的名人是谁?
作业人员总是觉得“自己进行的作业是正确的”。 即使安装了错误的物品,在错误的位置打了孔,依然觉得自己是对的。 于是作业人员犯的错就转化为不良。 如果在犯错的时候,就能让作业人员加以注意的话,就不会有不良产生了。 「防错装置」能承担此大任。
使用者在用过之后才注意到是不良品。 在这世上,最能发现不良的名人其实就是消费者(使用者)。 居于其次的名人就是使用此物品的后工序(使用者)。 因此,制造完之后就立刻送往后工序的做法(1个流的生产)是十分必要的。
• 不是所有一切都要进行机械化;而是要细致 分析人的作业,在每部分上努力下功夫的 同时导入防错装置
「改善前」 切割段长度不均
金属软管 制品
软管
导向装置
「改善后」 切割段长度均一
改善后的导向装置
切割机
软管
(一定要通过导向装置的最底边)
「改善前」
使用树脂试验装置进行试验片的产品测试。
品种繁多,且每次都要边看计量仪边设定温度、时间、压力等,由于看错或者理解错标准 书的内容,会造成组装失误。
(异常时) 1.接触基准导板 2.限位开关:OFF 3.传送带停止
基准导板
(正常时) 限位开关:两边都ON
(异常时) 1.限位开关:只有一边ON 2.传送带停止
「改善前」
点检吊车时(要爬到梯子上端进 行),第3方人员起动吊车后发生 事故。
限位开关一旦打开,吊车就无法运转。
「改善后」 【点检时】
点检员为了爬上去,将踏板放下(限位开关打开)
「改善后」
钻头
夹具
钻头 夹具
2夹具和量具的合二为一
「改善前」
1.安装销子的作业
销子
2.用量具进行测定
防错装置管理办法

1目的1.1 本标准规定了防错装置设计和使用要求,使其能够达到预防因疏忽及错误的方法,所造成的不良发生,实现零缺陷生产。
2适用范围公司内所有用于生产制造的工装、设施、设备。
3 术语定义防止加工或装配不合格品的装置4职责4.1技术部负责在产品开发的初期及中期,依据类似产品的经验来考虑防错装置的设立。
4.2技术部负责制订《防错装置作业指导书》(如需要)。
4.3品管部负责对防错装置进行验证。
4.4生产部设备工装负责人,负责建立防错装置履历,并进行防错装置的维修、维护保养等管理工作。
4.5生产部负责批量后防错装置的点检及日常检查工作。
5内容要求5.1开发阶段防错装置的设立5.1.1在产品开发的初期,依据类似产品的经验(产品不合格报告、顾客意见和抱怨、服务中反馈的信息、市场调研的信息、管理评审中的信息、质量体系审核中的信息收集产品存在的问题)、同类厂家的设立情况等来考虑防错装置的设立。
原则上但不限于以下几方面应考虑设立防错装置。
(1)涉及性能、安全方面的;(2)风险系数和严重度高的;(3)左右件的防错;(4)关键特殊特性优先考虑防错装置的使用。
5.1.2在设计和设计验证阶段,防错是 FMEA(过程失效模式及后果分析)的关键输出。
5.1.2 所有在设计和设计验证阶段输出的防错应整合到控制计划中,并在批量生产阶段被严格执行,同时对其可靠性进行确认。
5.2防错装置的分类5.2.1接触型:接触类型的传感器,如果接触到,就会传输一个信号,并中断过程和/或发出报警信号;5.2.2能量型:如果某个物体中断了能量的传输,设备就发出信号,并自动中断;5.2.3报警型:一旦发生问题,就自动使用诸如颜色、警报、灯光等方式向操作者发出信号。
这种方式可能同时采用接触开关和能量传感器来实现。
5.2.4机械型:通过物理设计而避免出错的方式。
5.3防错装置作业指导书5.3.1技术部门应为每个防错装置视操作复杂程度制订详细和清晰的《防错装置作业指导书》,作业指导书内容应包括:(1)防错装置的编号;(2)工作原理;(3)检查方法;(4)检查频次。
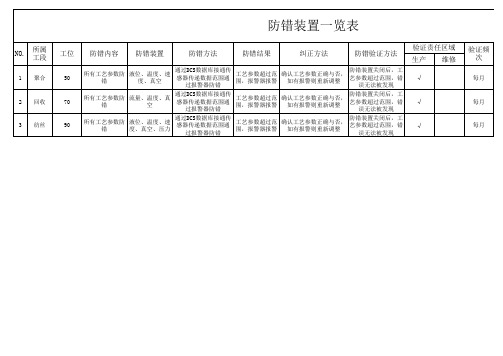
防错装置一览表
防错装置一览表
NO.
所属 工段
1 聚合
2 回收
3 纺丝
工位
50 70 90
防错内容 防错装置
防错方法
防错结果
纠正方法
防错验证方法
所有工艺参数防 错
液位、温度、速 度、真空
通过DCS数据库接通传 感器传递数据范围通
过报警器防错
工艺参数超过范 围,报警器报警
确认工艺参数正确与否, 如有报警则重新调整
防错装置关闭后,工 艺参数超过范围,错
过报警器防错
工艺参数超过范 围,报警器报警
确认工艺参数正确与否, 如有报警则重新调整
防错装置关闭后,工 艺参数超过范围,错
误无法被发现
验证责任区域 生产 维修 √
√
√
验证频次
每月 每月 每月
验证班次
执行人
验证人
所有 工艺参数设置人员 韩树林
所有 工艺参数设置人员 许甲
所有 工艺参数设置人员 韩树林
误无法被发现
所有工艺参数防 错
流量、温度、真 空
通过DCS数据库接通传 感器传递数据范围通
过报警器防错
工艺参数超过范 围,报警器报警
确认工艺参数正确与否, 如有报警则重新调整
防错装置关闭后,工 艺参数超过范围,错
误无法被发现
所有工艺参数ห้องสมุดไป่ตู้ 错
液位、温度、速 度、真空、压力
通过DCS数据库接通传 感器传递数据范围通
防错装置及标准样件清单
防错 检查
表
防误装置失 效反应计划
2006
有
2008.1
有
该工序或产品使 用的设备名称
该设备或工 装的数量
该设备或工装的防 错型式:机械,电 子式或其它
防错装置等级 1,预防型, 2,探测型, 3,人工判断。
防错装置 名称
防错装置上防 错的内容
防错装置组成要素: -检查什么
特性检查 计数检查 次序检查 -检验地点 判断法 信息反馈型
后续检验法 自检法 来源法 -反馈方法 警告法 控制/中断法
防错装置是否需要Ok 或NG 件进行验证,如果是,就打 勾
防错装置验证频率:1次/每 班,或1次/天,或者其它周 期
该防错装置从 何时开始使用
防错装置防错本 身起到的效果和 作用,字母说明
该防错装置是 否有可视化图
防错装置是否有防 错检查表以验证防 错装置好坏。
防错装置防错失效 后,如何进行反应, 要有说明
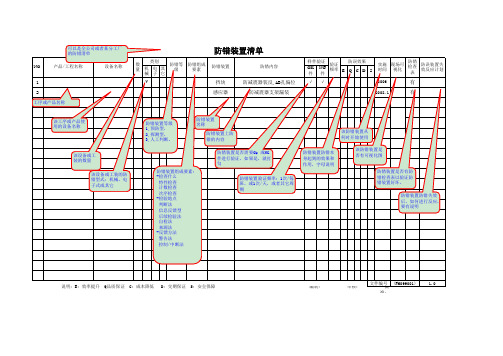
说明:E:效率提升 Q品质保证 C:成本降低 D:交期保证 S:安全保障
编制:
审核:
文件编号 批
(FM099001)版本号:1.20008-
准:
可以是全公司或者某分工厂 的防错清单
NO.
产品/工程名称
设备名称
1 2 工序或产品名称
防错装置清单
数
类别
防错等 防错组成
量 机 电其 级要素械 子它来自V防错装置 挡块
防错内容 防减震器装反,AB孔偏位
感应器
防减震器支架漏装
样件验证 验证 防误效果
OK 件
NG 件
频率
E
Q
C
D
S
√√
实施 时间
现场可 视化
常用防错装置或方法
防遗漏
检查清单(如进料检验报告列出检验项目,设备点检表中列出点检项目)品质异常单:考虑在途及库存的原材料、半成品、成品的数量及处置方式,采取纠正措施之后的效果验证ECR/ECN:考虑在途及库存的原材料、半成品成品的数量及处置方式,变更之后的效果验证
防错判
出货检查报告使用电子表格列印而非手写,储存格中设计相应的条件格式,当输入数据超出规格时自动显示成不同颜色,每个单项的判定也由计算机自动判定
防止不同产品混入
设计档板
防止漏装或漏检
传感器、档板
防止螺丝滑牙
同“一”字敞开形改成“一”字封闭形
防止短装
(数量及重量)
计数器、电子称、简易天平、强力风扇
防止包装方向放反
设计与产品形状吻合的包装
防标签位置不统一
设计“L”形标识以确定标签位置
适用
用途
防错装置或方法
备注
管理过程
防遗漏
检查清单、模板
防突发事件
备份、快捷方式
防格式错误
列印前检查
防会议缺席
会议室锁门
防效率低下
会议室装噪音喇叭
防发错料
类似品分区域、容器及不同标签
先进先出
通道防错、扫描系统
库存不足
安全库存与目视管理结合
防旧版文件未回收
文件分发一览表先回收再发行新版本
设计变更漏处理
ECR及ECN表单中增加相应项目
品质异常漏处理
品质异常单加增加相应的项目
适用
用途
防错装置或方法示例
失效反应计划
制造过程
确保人员安全
防护门、光栅、双按钮(加延时)
停产100%检验
防止移动位置超限
硬STOP或传感器
防错装置清单及记录表--技术部

精加工作业指导书 精加工作业指导书
在锯浇口工装上增加两个定位销,当销 子孔缺损或折弯时产品无法放入夹具内
压铸作业指导书
2014.7.25 产品外形
精加工
根据产品外形装防错销,避免装错 精加工作业指导书
2014.9.10 铜套压力机 精加工 铜套压力机上安装销子防止有压铸隔皮 精加工作业指导书
精加工作业指导书
增加防错销(改善)
精加工作业指导书
增加防错销(改善)
精加工作业指导书
备注
编制人:
2014.9.20
2015.8.10 数控车床
精加工
数控车床大平面内孔夹具
精加工作业指导书
2015.5.15 数控车床 2015.9.30 四轴加工中心 2015.5.10 加工中心 2016.7.12 加工中心
精加工 精加工 精加工 精加工
数控车床小平面内孔夹具
精加工作业指导书
四轴加工中心有快换功能,外形防错, 内腔防错
车间名称:
工序
所属车间
防错功能
作业指导书
锯浇口 压力机 压力机 锯浇口
压铸 精加工 精加工 压铸
在锯浇口工装上增加两个定位销,当销 子孔缺损或折弯时产品无法放入夹具内
压铸作业指导书
在压力机上装圆环尺寸控制为φ 68.98,超差件无法放入设备内。
在压力机上装两只防错销,在生 产过程中对有隔皮的产品无法装
序号 1 2 3
ห้องสมุดไป่ตู้
防错装置名称 定位销 圆环尺寸 防错销
4
定位销
5
防错销
6
销子
7
红外线
8
防错销
9
防错销
10
防错装置
防错装置
虽然生产线上要求自己检查、全数检查,但仍然会有作业员因“一时疏忽或发呆”,而忘掉某项作业
动作,以致有“人为错误”的发生。
防止之道是以胎具、机构等等做出能自动防止人为错误的装置,
这就是防错装置,是以检查的自动化为追求目的的。
具体而言,防错装置要能做到:
(1)作业忘记或误失时,制品无法装入机器的胎具内;
(2)作业忘记时或误失时,机器无法启动;
(3)加工误失时,在滑道上就人停止,不会流到下一个制程;
(4)加工误失时,警报器或蜂鸣器会启亮鸣叫;
(5)即使加工异常的产品流入生产线,也不会被误装。
对防错装置要作各种不同角度的测试,以确定其可靠性。
每天早上必须检查防错装置,力求以简单、
容易的方式来达到实际的效果。
要在花费最小,而且最有效果的地方装置,以零不良为追求目的。
战术六:充分有效的自动化
对零不良而言,自动化是指可自动检查控制而且当品质产生异常时立刻停止的设备及生产线。
特别是
在制品公差很严格,而且设备能力不足的场合,这种自动检查停止的做法是很重要的。
以当前先进的
科技水平而言,这种自动化检查的做法只要用心去做一定可以做得到。
IATF16949防错法知识答疑

IATF16949防错法知识答疑
防错法知识答疑
IATF16949:2016标准“10.2.4条款”中规定防错装置失效或模拟失效的试验,应保持记录。
若使⽤挑战件,则应在可⾏时对挑战件进⾏标识、控制、验证和校准。
防错装置失效应有⼀个反应计划。
1、⾸先搞清楚什么是防错装置?
防⽌不合格产品制造或装配的装置。
(⽆法造成缺陷)
或防⽌不合格产品传输的装置(例如100%在线检测设备)。
(⽆法通过或接受缺陷)
如:为防⽌混料在物料上线前扫码,属于第⼀种防⽌不合格品制造
如:SMT的AOI测试设备,属于第⼆种防⽌不合格品传输的装置
2、为什么要防错验证?
防错装置可能失效、磨损、移位或超出范围,这样会导致缺陷产品制造或传递,为了确保防错装置的使⽤能达到预期的功能。
3、如何进⾏防错验证呢?
使⽤挑战件(已知好/坏零件)通过防错装置,检查防错装置的功能是否有效。
模拟失效操作,检查防错装置的功能是否有效。
防错验证不是校准、也不是调整(如:调零位),是验证装置的功能性。
4、什么是挑战件?
IATF16949:2016术语中“3.1.5 挑战件具有已知规范、经校准并且可追溯到标准的零件,其预期结果(通过或不通过)⽤于确认防错装置或检具(如通⽌规)的功能性。
”
注解:经过校准的好/坏的零件(标准件),⽤于检查防错装置的功能。
06_防错装置清单
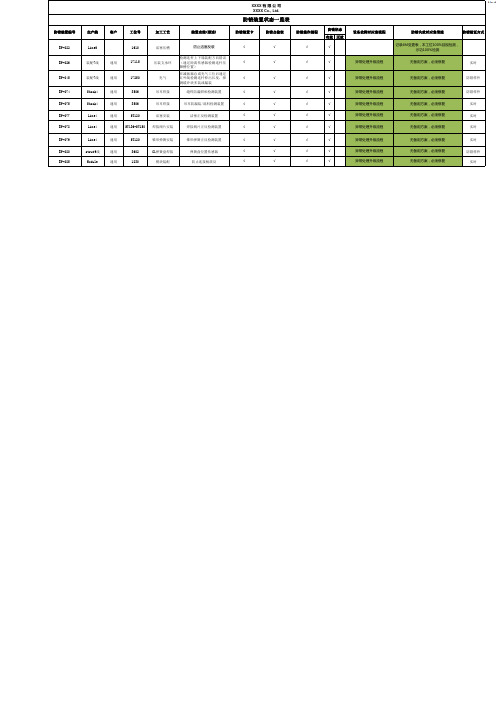
防错失效时应急措施
防错验证方式
记录4M变更表,本工位100%目视检测, 示功100%检测
无备用方案,必须修复
实时
无备用方案,必须修复 无备用方案,必须修复 无备用方案,必须修复 无备用方案,必须修复 无备用方案,必须修复
防错样件 防错样件
实时 实时 实时EP-079Fra bibliotekLine4
通用
ST120
锥形弹簧安装
防错状态 有效 无效
√
√
√
√
√
√
√
√
√
√
√
√
√
√
√
√
通用
3506
吊耳焊接
吊耳防漏装/混料检测装置
√
√
√
√
通用
ST120
活塞安装
活塞正反检测装置
√
√
√
√
通用 ST136-ST150 焊接阀片安装
焊接阀片正反检测装置
√
√
√
√
设备故障时应急流程
异常处理升级流程 异常处理升级流程 异常处理升级流程 异常处理升级流程 异常处理升级流程 异常处理升级流程
锥形弹簧正反检测装置
√
√
EP-080
strut9线
通用
3602
C1弹簧盘焊接
弹簧盘位置传感器
√
√
EP-085
Module
通用
1830
模块装配
防止连接板放反
√
√
√
√
√
√
√
√
异常处理升级流程 异常处理升级流程 异常处理升级流程
无备用方案,必须修复 无备用方案,必须修复 无备用方案,必须修复
常见设计防错装置示例
常见设计防错装置示例设计防错装置是一种常见的安全措施,通过增加制动、报警、检测等功能,保障设备、系统或过程的安全可靠运行。
以下是一些常见的设计防错装置示例。
1.制动系统:制动系统是一种常见的防错装置,在交通工具、机械设备、工业生产线等方面广泛应用。
它通过传感器或人工操作,感知到需要制动的情况,向设备或系统发送制动信号,使其停止运行或减速。
制动系统的例子包括汽车刹车、电梯制动、工业生产线紧急停机装置等。
2.火灾报警系统:火灾是一种可能造成人员伤亡和财产损失的重大事故。
火灾报警系统通过烟雾、火焰或温度传感器检测到火灾的存在,发出声光报警信号,提醒人们采取适当措施。
火灾报警系统还可以与其他装置集成,如自动喷水灭火系统、烟雾排风系统等,以最大程度地减少火灾风险。
3.化学泄漏监测装置:化学泄漏是一种常见的安全威胁,可能导致人员中毒、环境污染等问题。
化学泄漏监测装置通过气体传感器或其他检测方法,及时监测到有害气体的存在,并发出警报或采取其他措施,如断电、关闭阀门等,以最小化损失。
化学泄漏监测装置广泛应用于化工厂、实验室、储罐区等地方。
4.安全防护装置:在机械设备或工业生产线上,安全防护装置是一种常见的防错装置。
它通过传感器或判别装置,实时监测设备运行状态,当监测到危险情况时,自动采取措施,如停止设备、关闭电源等。
安全防护装置还可以包括物理屏障、安全光幕等,以防止人员误入危险区域。
5.输送带紧急停机装置:在物流、生产线等领域,输送带是一种常见的设备。
为了防止输送带事故,常常会设置紧急停机装置。
当发生意外情况时,如卡住、滑移等,人员可以按下紧急停机按钮,使输送带停止运行,避免更大的事故发生。
总之,设计防错装置是保障设备、系统或过程安全的重要手段。
通过制动系统、报警装置、监测装置、安全防护装置等,可以最大程度地减少事故的发生,保障人员和财产的安全。
在设计中,应根据实际情况选择合适的防错装置,并确保其性能可靠、操作简便,以最大程度地提高安全性。
防错方法和防错装置
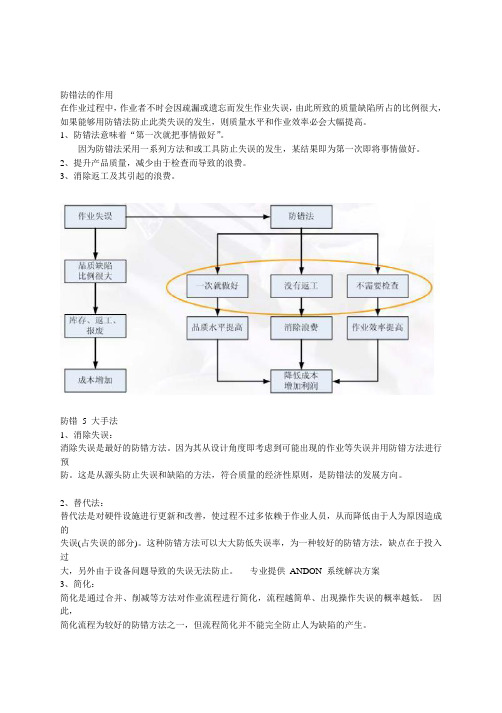
防错法的作用在作业过程中,作业者不时会因疏漏或遗忘而发生作业失误,由此所致的质量缺陷所占的比例很大,如果能够用防错法防止此类失误的发生,则质量水平和作业效率必会大幅提高。
1、防错法意味着“第一次就把事情做好”。
因为防错法采用一系列方法和或工具防止失误的发生,某结果即为第一次即将事情做好。
2、提升产品质量,减少由于检查而导致的浪费。
3、消除返工及其引起的浪费。
防错 5 大手法1、消除失误:消除失误是最好的防错方法。
因为其从设计角度即考虑到可能出现的作业等失误并用防错方法进行预防。
这是从源头防止失误和缺陷的方法,符合质量的经济性原则,是防错法的发展方向。
2、替代法:替代法是对硬件设施进行更新和改善,使过程不过多依赖于作业人员,从而降低由于人为原因造成的失误(占失误的部分)。
这种防错方法可以大大防低失误率,为一种较好的防错方法,缺点在于投入过大,另外由于设备问题导致的失误无法防止。
-专业提供ANDON 系统解决方案3、简化:简化是通过合并、削减等方法对作业流程进行简化,流程越简单、出现操作失误的概率越低。
因此,简化流程为较好的防错方法之一,但流程简化并不能完全防止人为缺陷的产生。
4、检测:检测是在作业失误时自动提示的防错方法, 大都通过计算器软件实现, 为目前广泛使用的防错方法。
5、减少:从减少由于失误所造成的损失的角度出发, 即发生失误后, 将损失降至最低或可接受范围, 目前许多智能设备均或多或少具备该功能。
几类常见防错装置1、防错装置:查检表查检表可以防止人为疏漏,如出货查检表,包装查检表,5S 查检表等,示意如下:说明: 查检表在各个企业的使用相当普遍,是最基本的一种防错方法之一。
-专业提供ANDON 系统解决方案2、防错装置:光学传感器原理为靠工件阴断光路产生信号,示意如下图:说明: 当无工件时,光线由发射端直接射入接收端,传感器无输出,当工件处于传感器的发射端和接收端之间时,工件遮住了光线,接收端输出信号。
工装设计基础知识培训 防错装置

工装设计基础知识培训防错装置下载提示:该文档是本店铺精心编制而成的,希望大家下载后,能够帮助大家解决实际问题。
文档下载后可定制修改,请根据实际需要进行调整和使用,谢谢!本店铺为大家提供各种类型的实用资料,如教育随笔、日记赏析、句子摘抄、古诗大全、经典美文、话题作文、工作总结、词语解析、文案摘录、其他资料等等,想了解不同资料格式和写法,敬请关注!Download tips: This document is carefully compiled by this editor. I hope that after you download it, it can help you solve practical problems. The document can be customized and modified after downloading, please adjust and use it according to actual needs, thank you! In addition, this shop provides you with various types of practical materials, such as educational essays, diary appreciation, sentence excerpts, ancient poems, classic articles, topic composition, work summary, word parsing, copy excerpts, other materials and so on, want to know different data formats and writing methods, please pay attention!工装设计基础知识培训:防错装置引言工装设计作为制造行业中不可或缺的一环,其质量直接影响产品生产的效率和质量。
常见设计防错装置示例
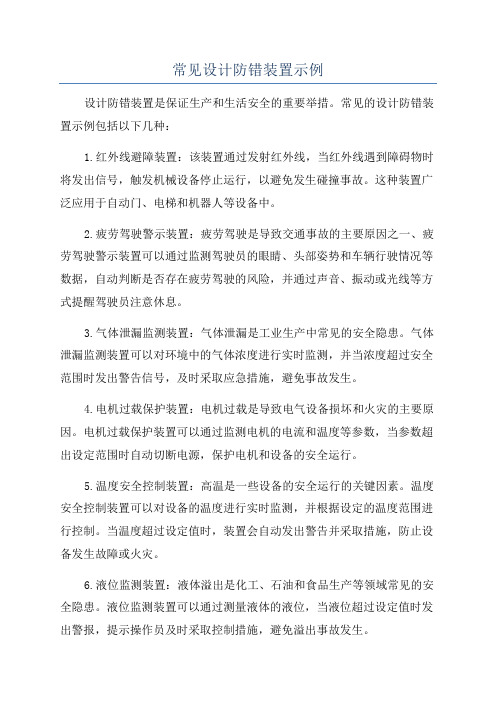
常见设计防错装置示例设计防错装置是保证生产和生活安全的重要举措。
常见的设计防错装置示例包括以下几种:1.红外线避障装置:该装置通过发射红外线,当红外线遇到障碍物时将发出信号,触发机械设备停止运行,以避免发生碰撞事故。
这种装置广泛应用于自动门、电梯和机器人等设备中。
2.疲劳驾驶警示装置:疲劳驾驶是导致交通事故的主要原因之一、疲劳驾驶警示装置可以通过监测驾驶员的眼睛、头部姿势和车辆行驶情况等数据,自动判断是否存在疲劳驾驶的风险,并通过声音、振动或光线等方式提醒驾驶员注意休息。
3.气体泄漏监测装置:气体泄漏是工业生产中常见的安全隐患。
气体泄漏监测装置可以对环境中的气体浓度进行实时监测,并当浓度超过安全范围时发出警告信号,及时采取应急措施,避免事故发生。
4.电机过载保护装置:电机过载是导致电气设备损坏和火灾的主要原因。
电机过载保护装置可以通过监测电机的电流和温度等参数,当参数超出设定范围时自动切断电源,保护电机和设备的安全运行。
5.温度安全控制装置:高温是一些设备的安全运行的关键因素。
温度安全控制装置可以对设备的温度进行实时监测,并根据设定的温度范围进行控制。
当温度超过设定值时,装置会自动发出警告并采取措施,防止设备发生故障或火灾。
6.液位监测装置:液体溢出是化工、石油和食品生产等领域常见的安全隐患。
液位监测装置可以通过测量液体的液位,当液位超过设定值时发出警报,提示操作员及时采取控制措施,避免溢出事故发生。
7.振动监测装置:振动是机械设备故障的常见征兆之一、振动监测装置可以实时检测设备的振动状况,并及时发出警报,提醒操作员检修设备,避免设备故障导致生产事故。
8.启动条件监测装置:对于一些危险设备,必须满足特定条件才能启动,以确保操作员的安全。
启动条件监测装置可以监测这些条件,并在条件不满足时阻止设备启动,防止意外发生。
以上是常见的设计防错装置示例,这些装置可以提高生产和生活的安全性,降低事故风险,是现代社会中不可或缺的一部分。
防错装置管理规定
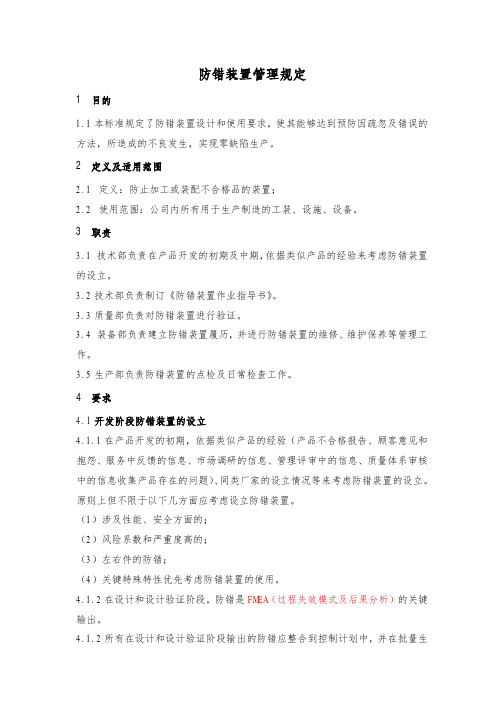
防错装置管理规定1 目的1.1本标准规定了防错装置设计和使用要求,使其能够达到预防因疏忽及错误的方法,所造成的不良发生,实现零缺陷生产。
2 定义及适用范围2.1定义:防止加工或装配不合格品的装置;2.2使用范围:公司内所有用于生产制造的工装、设施、设备。
3 职责3.1 技术部负责在产品开发的初期及中期,依据类似产品的经验来考虑防错装置的设立。
3.2技术部负责制订《防错装置作业指导书》。
3.3质量部负责对防错装置进行验证。
3.4 装备部负责建立防错装置履历,并进行防错装置的维修、维护保养等管理工作。
3.5生产部负责防错装置的点检及日常检查工作。
4 要求4.1开发阶段防错装置的设立4.1.1在产品开发的初期,依据类似产品的经验(产品不合格报告、顾客意见和抱怨、服务中反馈的信息、市场调研的信息、管理评审中的信息、质量体系审核中的信息收集产品存在的问题)、同类厂家的设立情况等来考虑防错装置的设立。
原则上但不限于以下几方面应考虑设立防错装置。
(1)涉及性能、安全方面的;(2)风险系数和严重度高的;(3)左右件的防错;(4)关键特殊特性优先考虑防错装置的使用。
4.1.2在设计和设计验证阶段,防错是FMEA(过程失效模式及后果分析)的关键输出。
4.1.2所有在设计和设计验证阶段输出的防错应整合到控制计划中,并在批量生产阶段被严格执行,同时对其可靠性进行确认。
4.2防错装置的分类4.2.1接触型:接触类型的传感器,如果接触到,就会传输一个信号,并中断过程和/或发出报警信号;4.2.2能量型:如果某个物体中断了能量的传输,设备就发出信号,并自动中断;4.2.3报警型:一旦发生问题,就自动使用诸如颜色、警报、灯光等方式向操作者发出信号。
这种方式可能同时采用接触开关和能量传感器来实现。
4.3《防错装置作业指导书》4.3.1技术部门应为每个防错装置制订详细和清晰的《防错装置作业指导书》,作业指导书内容应包括:(1)防错装置的编号;(2)工作原理;(3)检查方法;(4)检查频次。
防错装置管理规范
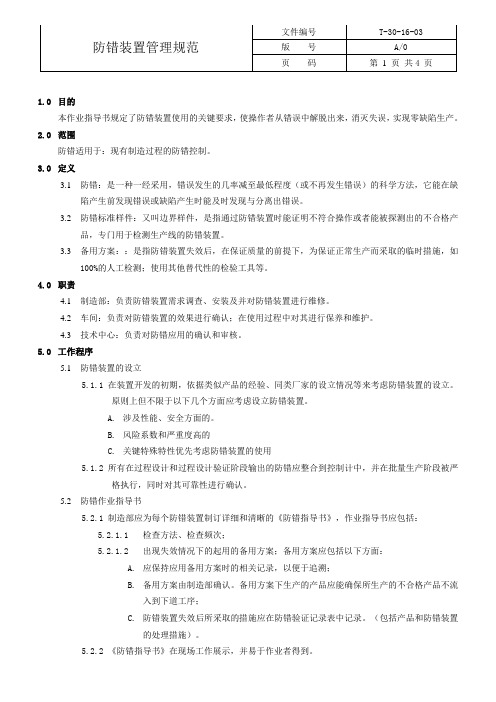
1.0目的本作业指导书规定了防错装置使用的关键要求,使操作者从错误中解脱出来,消灭失误,实现零缺陷生产。
2.0范围防错适用于:现有制造过程的防错控制。
3.0定义3.1防错:是一种一经采用,错误发生的几率减至最低程度(或不再发生错误)的科学方法,它能在缺陷产生前发现错误或缺陷产生时能及时发现与分离出错误。
3.2防错标准样件:又叫边界样件,是指通过防错装置时能证明不符合操作或者能被探测出的不合格产品,专门用于检测生产线的防错装置。
3.3备用方案::是指防错装置失效后,在保证质量的前提下,为保证正常生产而采取的临时措施,如100%的人工检测;使用其他替代性的检验工具等。
4.0职责4.1制造部:负责防错装置需求调查、安装及并对防错装置进行维修。
4.2车间:负责对防错装置的效果进行确认;在使用过程中对其进行保养和维护。
4.3技术中心:负责对防错应用的确认和审核。
5.0工作程序5.1防错装置的设立5.1.1在装置开发的初期,依据类似产品的经验、同类厂家的设立情况等来考虑防错装置的设立。
原则上但不限于以下几个方面应考虑设立防错装置。
A.涉及性能、安全方面的。
B.风险系数和严重度高的C.关键特殊特性优先考虑防错装置的使用5.1.2所有在过程设计和过程设计验证阶段输出的防错应整合到控制计中,并在批量生产阶段被严格执行,同时对其可靠性进行确认。
5.2防错作业指导书5.2.1制造部应为每个防错装置制订详细和清晰的《防错指导书》,作业指导书应包括:5.2.1.1检查方法、检查频次;5.2.1.2出现失效情况下的起用的备用方案;备用方案应包括以下方面:A.应保持应用备用方案时的相关记录,以便于追溯;B.备用方案由制造部确认。
备用方案下生产的产品应能确保所生产的不合格产品不流入到下道工序;C.防错装置失效后所采取的措施应在防错验证记录表中记录。
(包括产品和防错装置的处理措施)。
5.2.2《防错指导书》在现场工作展示,并易于作业者得到。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
對過程的作業條件進行檢測和確認,以 保證在作業之前就滿足高品質生產所 需的條件
三種基本的檢查方法的比較
什麼是防錯
10
日常生活中的例子
你能看出哪個開關控制哪個爐頭
11
日常生活中的例子 你應如何開門
軟盤反了放不進去
12
防錯技術與過程控制方法的主要區別
可以對全部的產品實行檢查 .生產過程的透明,性不會增加操作員的額外負擔 .要求所有產品都必須通過這种錯誤防範的設盉,否則工序操作就 無法完成 實施成本很低(有時可以沒有成本) 檢查結蛤可以馬上反饋給操作員
防錯裝置選擇的標準
可靠,耐用,易維護,杜絕重犯不影響操作,設計精巧,易用好使,便宜 (500元以下) 32
第五,實施方案
盡可能快地實施防錯計劃,不要苛求防錯方案可以100%的解決問 題,如果有50%的有效性就值得嘗試 在實施中要注意: 1.得到所有相親人員的承諾,鼓勵大家說出自已的疑問不要肓從. 一旦取得共識.大家就要全力以赴,達成目標 2.自始至終使用相同人員,零件.設備和程序,以便減少差異,方便查 找故障原因,盡量使方案能夠完全消除缺陷 3.檢查方案實施過程中是否滿足同期時間的要求,生產成本是否 增加,有沒有新的問題出現等 4.根據顧客的反饋來決定缺陷是否已經消除 5.用惡心的試驗來驗證防誤措施,惡心的試驗是幫意造成一些錯 誤以試驗防錯措施是否有效,可以縮短試時間,對所采取的措施 及時得到反應
4
錯動
1.調查表明,當發現質量問題時40%的人會採取”批評並培訓員 工”的對策. 2.類似”以后要小心一點” “重點檢查” “加強培訓”的警勂對於人 為的犯錯來說收效甚微,特別是重複性的操作中
人為錯誤
簡單的錯誤— 造成缺陷的原因中最常見---是不可預測的….. 我們的目標是 “零缺陷”,要確保合適的並受 控的工作條件,以生產出100%的合格產品
33
第六,運行和評估
收集數據並與實施前相比較: -操作工是距生產線最近的人,最適合觀察記錄和工作 -工業工程師實地評測 -質量工程師跟蹤產品質量的變化 不要急於結束工作,改進小組還要定時召開會議,並收集數據與實施 前相比校,檢查缺陷是否已經消除並沒有新的問題產生
第七,標準與推廣
對防錯過程進行評審,前面的過程和結果進行總結.歸樑並補充數據 探討方案能否復制,推礦其它類似設備彧生產廠 特別要強調的是改進工作的標準化,它包括: 為新的系統/裝置建立文檔.圖紙 更新現有文檔,清理無用的文檔 重新評估現有的工作程序(包括操作.維護.檢查等)並進行必要的修定 對相人員進行培訓 34
百一/翰碩寬頻科技(深圳)有限公司
零缺陷製造之防错装置 POKA-YOKE
制 作:尹紀兵 2009年2月9日 课时:2H,用于SMT線長組長,工程技術人員的培训
1
目
錄
1.零缺陷 2. 缺陷与錯誤 3. 什么是人為失誤 4. 如何發現錯誤 5. 什么是“防錯” 6.防錯技術的類型 7. 防錯技技術的應用實例 8.防錯技技術的實施流程
31
第四,評估選擇可行方案
對方案進行成本/效益分析,評審行動方案,選擇最優方案, 在此基礎上提出實施計劃 -投資 -收益 -回收周期 -後期維護成本 實施時間 -風險 -可持續性 然後確定工鄰上的更改,選擇全適的防錯裝置. 制定責任及時間表分配所需的資源需特別注意的是改進團隊 要與每一位相關人員進行交流,使他們了解項目的目的
28
七.步防錯實施方法
防錯技術是實踐性佷強的改進方法,主要依靠現場工作人員的經 驗來發現和實施,這在很大程度上妨礙了防錯技術的推廣實施,為了 更好地普及防錯技術,一方面需要不斷積累已有的應用案列,另外一 方面還要考虙提供一個一般性的改進實施流程,幫助大家以現和解決 問題.
第一,識別現有的潛在缺陷
用FEMA(潛在失效模式分析)的方法對過程進行分析找出 1.可能發生失誤的地方 2.SPC數據 3.客戶投訴 4.日常生產問題
29
FMEA的工作流程
30
第二,缺陷分析
找出缺陷發生的源頭,用質量管理七工具和五個W方法找出根 本原因: -涉及到生產中的哪些要素 -失誤屬於哪種類型 -失誤會造成什麼缺陷 -找出失誤和缺陷之間的聯繫
第三,提出防錯裝置方案
腦力風暴是一種可以激發小組成員產生大量有創意的點子的方法 利用防錯裝置數據庫檢索相關的防錯裝置 用四種防錯方法(信息加強法.接觸法.計數法和動作順序控制法) 確定所需用到的防錯裝置
2.保險原理
借用二個以上的動作必需共同彧依序執行才能完成工作
例: 操作衝床之工作,為預防操作人員不小心被手夾傷,所以設計 一雙手必須同時按操作鈕下去才能執行工作 22
3.自動原理
23
4.相符原理
24
5.順序原理
避免工作之順序或流程前後倒置,可以編號順序排列, 減少錯誤發生. (1)以“編號”方式來完成 例:流程單上所計載之工作順序,依數目字之順序編碼列下去, 例:ㄦ童之勞作教材,加以編號依序工作,總能完成模型玩具. (2)以“斜線”方式來完成 例“許多擋案歸檔在資料櫃內,每次拿出來看之後,再放回去時, 方錯了地方,可用斜線標誌的方式來改善這个聞題
防錯思路
21
防錯裝置十個原理
1.斷根原理 2.保險原理 3自動原理 4.相符原理 5.順序原理 6.隔離原理 7.複製原理 8.層別原理 9.警告原理 10緩和原理
1.斷根原理
將會造成錯誤的原因從根本上排除掉,使絕不發生錯誤 (1)錯排除的方法來達成 例:錄音帶上若有重要的資料想永久保存時,則可將側邊防再錄 孔之一小塊塑料片剝下,便能防止再錄音
8
沒有完美的系統,但是我們能不斷的改進
---微軟的理念
三種基本的檢查方法
檢查的類型 判斷型 信息型 溯源型 類型說明 具體檢查方法
通過對產品的檢測和挑選,將不合格品 從合格品中挑選出來
通過抽樣方法取的檢測數據,並利用此 數據,來監控生產過程的穩定性
一般的質量控制所進行的 檢驗和測試
統計過程控制,后一工序檢 查,自檢,互檢,抽檢 防錯技術
7
人為操作與操作失誤的關係
因 健忘 誤解 識別錯誤 缺乏經驗 隨意 漏燒程序 上錯料 調錯程式 用錯鋼网 未及時接板,爐后卡板 果
馬虎 拖拖拉拉 缺乏標準 出乎意料
蓄意的
用錯錫膏 錫膏未按先進先出管理 轉板不小心,倒板 埋尾時補多种料,致混料 佈頂針時頂到元件
裝板時,已打過的元件面向上,致 頂破鋼網
防錯裝置推廣
制定培訓方案,對員工進行防錯理論和應用的培訓和教育.首先要 根據防錯的一般理論和方法,結合自已的生產工藝條件和已有的 防錯案例編寫適合的防錯培訓教材料.所有的操作工人.工程人員 和管理人員都要經過防錯概念和應用方面的培訓 培訓的目的是:通過個人和團隊的實踐,將 防錯與日常工作相聯繫
6
十種人為錯誤 健忘 誤解 識別錯誤 缺乏經驗 隨意 馬虎 拖拖拉拉 缺乏標準 出乎意料 蓄意的
這些問題會發生在員工身上
漏燒程序 元件上反向 元件放錯位置 上錯料 調錯程式 用錯鋼网 未及時接板,爐后卡板 用錯錫膏 錫膏未按先進先出管理 轉板不小時,倒板 埋尾時補多种料,致混料 佈頂針時頂到元件 裝板時,已打過的元件面向上,致頂破鋼網 ……
什麼是錯誤
一種經過計算觀察或測量面得到的值或狀態同真實 的.指定的或理論的值或狀態之間的差別. 因為錯誤是造成缺陷的原因,故可通過消除或控制錯 誤來消除缺陷
什么是人為錯誤
1.人不能按照規定的精度,順序或時間執行預定的 動作,造成設備或財產的損失,或影響正常操作 2.有作業指導書但因長久或不小心作業沒有按作 業指導書作業
2
1-10-100原理
為防止缺陷流至客戶(下 工段),問題發現的趨晚所 花的費用就會趨大.防错 技术:源於日本丰田公司, 应用防错装置(POKAYOKE),防止人、材料 和机器可能出现的错误, 达到零缺陷的目的.
缺陷是由什麼造成的
除了人為錯誤, 其它問題是可以 預料到並可采取 糾正行動消除的
法 機 料 機 人3
防錯的主要方法和分類
根據防錯的效果,防錯技術可分為三個等級: 不制造缺陷的防錯,即不可能制造出壞零件,可能損壞的零件數為零: 不傳遞缺陷的防錯,即不可能將壞零件傳遞到下一工位,預先假设所 有零件是坏的,然后琢個審核通過,可能損壞的零件數為1: 不接受缺陷的防錯,即後續工位不接受壞零件,預先假設所有零件是 壞的,然後琢個審核通過,可能損壞的零件數大於1.
27
9.警告原理
如有不正常的現象發生,能以声光或其它方式顯示出 各種”警告“的訊號,以避免錯誤的發生. 例:車子速度過高時,警告燈就亮了. 例:安全帶沒系好,警告燈就亮了,或車速開不快了. 例:操作計算機時,按錯鍵時,發生警告聲音.
10.緩和原理
以借各種方法來減少錯誤發生後所造成的損害,雖然不能完全排除 錯誤的發生,但是可以降低其損害的程度 例:雞蛋之隔層裝運盒減少搬運途中的損傷 例:汽車之安全帶,騎機車戴安全帽 例:原子筆放在桌上老是被別人不經意中拿走.怎麼辦呢? 貼上姓名條彧加條繩子固定在桌上
7.複製原理
26
8.層別原理
為避免將不同之工作做錯,而設法加以區別出來.
(1)以線條之粗細或形狀加以區別 例:所得稅之申報單 將申報人必需填寫與之數據範圍計載在粗線框內, 例:回函條請沿虛線之位置撕下 (2)以不同之顏色來代表不同之同之意 例:公文卷宗紅色:代表緊急文件 白色:代表正常文件 黃色:代表機密文件 例:在生產在線將不良品挂上“紅色”指標貼 將重修品挂上“黃色”指標貼 將良品挂上“綠色”指標貼
6.隔離原理
用分隔不同區域的方式,來達到保藿目些地區,使其不造成危險或 錯誤的現象發生,隔離原理亦秤保貨原理. 例:家庭中危險的物品放入專門知貴子中鎖并置與高處,預防蕪知的 小孩取用而造成危險. 例:家庭中之鍋鼎把手煮菜時太熱,加上電木隔熱不夠時,仍需戴手套 或取濕布來拿鍋鼎以保獲之作用. 例:電動圓鋸有一保獲鋸片套.以防止鋸到手 25