彩盒刀模图
如何用corelDRAW快速画彩盒刀模图
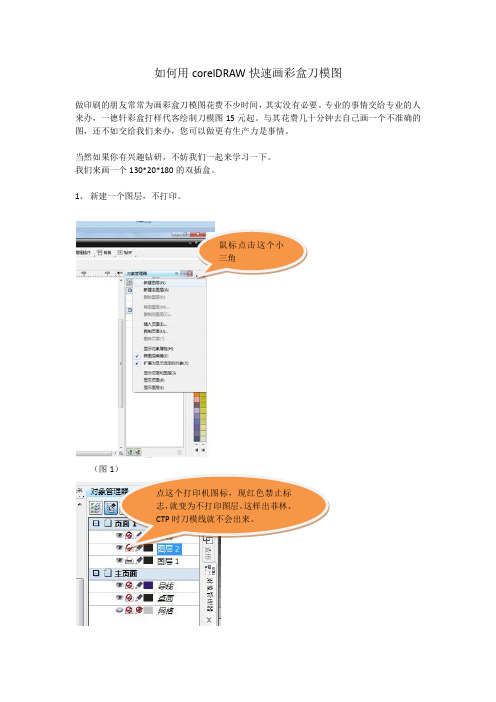
如何用corelDRAW快速画彩盒刀模图做印刷的朋友常常为画彩盒刀模图花费不少时间,其实没有必要。
专业的事情交给专业的人来办,一德轩彩盒打样代客绘制刀模图15元起。
与其花费几十分钟去自己画一个不准确的图,还不如交给我们来办,您可以做更有生产力是事情。
当然如果你有兴趣钻研,不妨我们一起来学习一下。
我们来画一个130*20*180的双插盒。
1、新建一个图层,不打印。
(图1鼠标点击这个小三角(图2)需要用到对象管理器、变换(图3)(图4)2、 画一个130*180的矩形。
快捷键F6,在尺寸框中输入尺寸130*180mm 。
如下图。
(图5)3、 缩放复制一个20*180的矩形注意这4个红圈圈画的地方。
(图6)(图7)4、移动。
(图8)5、选中这两个矩形,移动复制。
(图9)6、再选中左边130*180的矩形,缩放复制一个130*20的矩形;向上移动这个矩形。
(图10)(图11)7、再复制一个130*15的矩形,向上移动15mm。
(图12)8、做圆角。
(图13)A,选中上面的矩形,转曲。
(图13)B,选中矩形上方的两个要做圆角的节点。
C,从菜单选择“窗口-泊坞窗-圆角/扇形角/倒角”(图14)D,如下图提示,倒角10mm。
(图15)(图14)(图15)9、做粘位。
按照步骤3的做法,变换负责一个15mm*180mm的矩形,(图16),向左移动(图17)把键盘移动量改为10mm(图18);选中左边的矩形转曲,然后用键盘上下键,把矩形调整为(图19)的样子。
(图16)(图17)(图18)(图19)10、细节修改,做扣位。
在这条线距离左右两边10mm的地方各添加两个节点,然后选中中间的两个节点,用键盘向下方向键移动1mm。
这一点非常重要,可以防止盒盖弹出来,是一德轩的秘诀哦。
(图20)11、做两边的耳朵。
A、依旧是用变换、复制、移动的方法得到一个小矩形,然后用造型工具做成(图21)的样子。
B、让后用复制、移动、对齐命令放到四个角(图22)C、把盖子复制、移动、对齐、镜像,(图23)盒子就大功告成了。
《刀模种类介绍》课件

铜材
铜材具有较好的韧性和延展性, 常用于制作一些需要弯曲或变形
的刀模。
铜材具有一定的防锈性能,但易 受环境影响,长时间使用可能会
氧化变色。
常见的铜材有黄铜、紫铜等,可 根据刀模的具体用途选择合适的
铜材。
铝材
铝材相对较轻,具有良好的导热性和延展性,适合用于制作轻巧的刀模 。
铝材的硬度相对较低,耐磨性较差,因此不适合用于需要频繁使用或高 强度切割的刀模。
3
随着各行业的不断发展,刀模的应用也越来越广 泛,未来有望成为各行业不可或缺的加工工具之 一。
04
刀模的制造工艺
切割工艺
激光切割
利用高能激光束照射在刀模材料上,通过光能转换为热能,使材料熔化、汽化 ,从而实现切割。激光切割精度高,适用于各种复杂形状的刀模切割。
机械切割
利用金刚石刀片等工具进行高速切割,适用于硬质材料。机械切割精度较高, 但加工效率相对较低。
在刀模表面电镀一层金属,以提高刀 模的硬度和耐腐蚀性。常用的电镀金 属有镍、铬等。
其他制造工艺
热处理
对刀模进行加热、保温和冷却处理,以改变其内部组织结构 ,提高刀模的硬度和耐磨性。
表面处理
对刀模表面进行喷涂、喷焊等处理,以提高其耐腐蚀性和耐 磨性。
05
刀模的选择与保养
如何选择合适的刀模
根据用途选择
常见的铝材有纯铝、铝合金等,可根据实际需求进行选择。
其他特殊材质
一些特殊的刀模材料如陶瓷、塑料等, 具有各自独特的特点和用途。
陶瓷刀模具有高硬度、高耐磨性和化学 稳定性好的优点,但易碎且价格较高。
塑料刀模则具有轻便、不易生锈和价格 实惠的优点,但强度和耐用性相对较低
。
03
刀模知识

刀模知识什么是刀模:在包装、图书、宣传单等需要裁切的印刷品,需要按照裁切的边缘和路线设计出相应的“刀模”,用它可以把印刷品切成需要的形状(有的刀口是间断或者不开刃的,这样产生的是易撕效果,或者是折痕效果),在机械制造中用于切削加工的工具,称刀具又称切削工具。
广义的切削工具既包括刀具,还包括磨具。
各种刀具的结构都由装夹部分和工作部分组成。
整体结构刀具的装夹部分和工作部分都做在刀体上;镶齿结构刀具的工作部分( 刀齿或刀片) 则镶装在刀体上。
工廠目前彩盒廠商所用的是木板裝夾部分,一般厚度為18mm,如果為正在打樣中,為節省成本用15mm就可以了。
根據所成形之材料,所用的刀片刀行數也不一樣,如果是制做非裱坑(彩套)的內盒所用的刀片為單行刀,如果制做裱坑的內盒就會用到雙行刀,三行刀等,越厚的材料就會用到更多的刀行數。
绝大多数的刀具是机用的,但也有手用的。
由于机械制造中使用的刀具基本上都用于切削金属材料,所以“刀具”一词一般就理解为金属切削刀具。
切削木材用的刀具则称为木工刀具。
制造刀具的材料必须具有很高的高温硬度和耐磨性,必要的抗弯强度、冲击韧性和化学惰性,良好的工艺性( 切削加工、锻造和热处理等) ,并不易变形。
通常当材料硬度高时,耐磨性也高;抗弯强度高时,冲击韧性也高。
但材料硬度越高,其抗弯强度和冲击韧性就越低。
高速钢因具有很高的抗弯强度和冲击韧性,以及良好的可加工性,现代仍是应用最广的刀具材料,其次是硬质合金。
目前國內所用的刀體分為三種:瑞士產,杭州產和國產。
其中最好的刀體為瑞士產的所啤的內盒不會出現毛邊現象且壽命長,但此刀體成本相對於其它兩種的高.刀模分類钢制刀模对于用模切设备加工短版活的加工商来说,钢制刀模是十分常用的工具。
它很便宜,可以很容易地做成任何形状,几天内就可以按加工商的要求做好。
钢制刀模很适用于短版活,通常它们能持续进行250,000~1,000,000次模切,然后才需要重新打磨,具体的次数取决于模切的材料及类型。
彩盒产品不良缺陷的识别PPT课件02

工序
预防 夹在仪器通过
问题 名称
脏胶布
出现 胶布未洗干净 原因
出现 工序
印刷
改善 每次换款,检查胶布是否洗干净,由小纸 预防 换大纸时需注意胶布边。
问题 名称
飞水
出现 水斗液水飞溅出来滴在油墨上,滴水痕迹
原因
出现
印刷
改善 定期维护机器
工序
预防
表面处理工序出现的问 题点
问题 名称
UV后易变色产品
出现
啤
改善 减小啤切压力;
工序
预防
问题 名称
啤切走位
出现 刀模未放好或纸走位;纸张收缩
原因
出现 工序
啤机
改善 现场QC严格做好首件与巡检
预防
问题 名称
未啤穿
出现 压力过小
原因
出现
啤机
改善 实时抽检,发现压力不够,即刻停机增压
工序
预防
粘合工序出现的问题点
问题 名称
开胶
出现 用错胶水,粘合时间未到,压合不够 原因
工序
预防
问题 名称
纸斑
出现 造纸时因其他原因滴入;或纸张储存时被 原因 污染
出现 工序
供应商
改善 来料做好检验
预防
问题 名称
纸张掉粉
出现 造纸过程中加入的辅料导致纸张不够紧实
原因
出现 工序
供应商
改善 来料做好检验
预防
预防
问题 名称
针位不齐
出现 原因
分为牙口不齐和拉规不齐,或者纸张切斜
出现 工序
印刷
改善 每次巡检时,将台面的抽样纸错开,一目 预防 了然
问题
出现 印版损坏或变形;印版部分在底板的位置
彩盒的材质与工艺

彩盒的材质与工艺第一讲坑卡盒常用原材料的认知彩盒通常分卡盒,坑盒,不同的盒子,需要不同的原材料,主要都灰卡,单铜(粉),双铜,白底白,坑纸主要用到K纸,W纸,A纸,B纸和C纸,,还有就是黑色的坑纸S或者白色的W等下面我们就分别介绍下各种材质的分辨方式,以及常用的规格等,通过系统详细的了解原材料方面的知识,才有利于我们更好的开展相关的工作.一纸张的表示方式是克重/平方米,单价是吨价,纸张的计算方式也非常简单,算出纸张的面积。
就能知道一张纸张的单价.我们在生产过程中,遇到的长度单位,都是以MM来表示的,所以我们在计算的时候,要注意单位之间的换算。
纸张单价=长(MM)/1000*宽(MM)/1000*克重/平方米/1000*吨价/1000比如250克的灰卡纸,尺寸是787*546MM .吨价是4800/吨这张纸的单价就是单价=787/1000*546/1000*250G/1000*4800/1000=0.516元/张二.纸张的常见纸度有正度787*1092 大度889*1194以及分切,接下来就带大家一起了解各种纸张的分切纸度和认知方式。
附公司样板册一份,观察事物。
灰卡灰卡纸又名双灰纸,一面白色一面是灰色,灰卡主要用于普通彩盒,彩卡的生产,克重主要有230 250 270 300 350 400 450克分切纸度主要的635(25寸)661(26)686(27)711(28)737(29)787(31)838(33)868(34)889(35)940(37)965(38))991(39)1016(40)1043(41)1092(43)1143 (45)1194(47)1245(49)1346(53)等还有就是常用的正度787*1092 MM 大度889*1194MM参考图片通常很多公司都有自己的卷筒分切机,所以灰卡纸,是我们使用最广泛的纸张,也是成本比较优惠的纸张。
一般纸张,我们都把开度写在前面,纸长也就是纸纹方向写在后面,这样就是方面我们在生产过程中遇到一些比如爆线,其他的异常的时候,好结合实际情况解决。
纸箱纸盒(彩盒)
纸箱纸盒(彩盒)纸箱carton、纸盒box、彩印袋color plastic bag,(我们自己叫individual package with header)、型录catalog、说明书instruction manual、吊卡hang tag、不干胶标签pressure- sensitive label、纸袋paper bag和一些缓冲材料cushion material,譬如拿普龙EPP,保丽龙EPS,匹欧龙EPO,伊比龙珍珠棉EPE,海绵SOFT PUR,现场PU发泡,因时发INSTAPAK FOAM-IN-BAG(美国Sealed Air产品)等等。
几乎能够涉及到所有的印刷方案,像柔性版印刷flexography,胶印offset,凹版印刷gravure,网版印刷screen printing,移印pad printing,水转印water printing,热转印heat printing。
我先按以上顺序说吧,一、瓦楞纸箱corrugated fiberboard carton:棱型flute profile:有K,A,B,C,D,E,F,G,常用到的是A,B,C,E,F.当然都是UV波状的了,C瓦楞,我们出北美才用。
每一种楞型都有一个压缩比系数(瓦楞原纸因压楞后引起纸张长度方向上的缩短,其缩短比值成为压缩比系数),具体为:A flute,1.59/B flute,1.36/C flute,1.50/E flute,1.27.结构structure:有单瓦楞single wall,双瓦楞double wall,三瓦楞triple wall等,我们常用的就是前两者,价格是A flute(3.1元/㎡)和AB flute(4.5元/㎡)。
瓦楞纸板介绍corrugated paperboard review:是用瓦楞原纸、芯纸和箱板纸等卷筒料经压楞fluting、粘合adhesive、烘干drying、分切cutting、印刷printing、压痕score、开槽slotting、打钉stitching或粘箱joint stuck等多道工序而制成的纸质包装容器。
纸箱尺寸计算公式
序 号 23
单坑邮购盒订配箱合尺关寸系(L*W*H)+双坑 外箱
24
双坑邮购盒订箱尺寸(L*W*H)+双坑 外箱
25
E坑邮购盒订箱尺寸(L*W*H)+双坑外 箱
25
E坑邮购盒订箱尺寸(L*W*H)+双坑外 箱
26
平卡天盖刀模尺寸(L*W*H)+双坑外 箱
27 E坑彩盒刀模尺寸(L*W*H)+三坑外箱
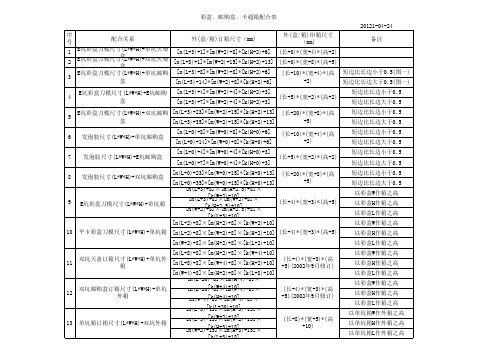
彩盒﹑邮购盒﹑卡通箱配合表
外(盒/箱)订箱尺寸(mm)
[n(L+2)+15]×[m(H+1)+15]× [n(L+2)+[1k5(]W×+1[)m+(1W8+]1)+15]× [n(W+1)+[1k5(]H×+1[)m+(1H8+]1)+15]× [n(L+4)+[1k5(]L×+2[)m+(1H8+]1)+15]× [n(L+4)+[1k5(]W×+2[)m+(1W8+]2)+15]× [n(W+2)+[1k5(]H×+1[)m+(1H8+]1)+15]× [n(L+8)+[1k5(]L×+4[)m+(1H8+]2)+15]× [n(L+8)+[1k5(]W×+4[)m+(1W8+]4)+15]× [n(W+4)+[1k5(]H×+2[)m+(1H8+]2)+15]× [n(L+12)[+k1(5L]+×8)[+m1(8H]+4)+15]× [n(L+12)[+k1(5W]+×4)[+m1(8W]+4)+15]× [n(W+4)+[1k5(]H×+4[)m+(1H8+]4)+15]× [n(L+0)[+k1(5L]+×12[)m+(1H8+]2)+15]× [n(L+0)+[1k5(]W×+2[)m+(1W8+]2)+15]× [n(W+2)+[1k5(]H×+2[)m+(1H8+]2)+15]× [n(L+0)+[1k5(]L×+0[)m+(1H8+]4)+15]× [n(L+0)+[1k5(]W×+4[)m+(1W8+]4)+15]× [n(W+4)+[1k5(]H×+4[)m+(1H8+]4)+15]× [n(L+3)+1[5k](×L+[0m)(+H1+82].5)+15]× [n(L+3)+[1k5(]W×+2[)m+(1W8+]2)+15]× [n(W+2)+[1k5(]H×+2[.m5()H++128.]5)+15]× [n(L+6)+[1k5(]L×+3[)m+(1H8+]2)+15]× [n(L+6)+[1k5(]W×+2[)m+(1W8+]2)+15]× [n(W+2)+[1k5(]H×+2[)m+(1H8+]2)+15]× [n(L+2)+[1k5(]L×+6[)m+(1H8+]2)+15]× [n(L+2)+[1k5(]W×+2[)m+(1W8+]2)+15]× [n(W+2)+[1k5(]H×+2[)m+(1H8+]2)+15]× [n(L+10)[+k1(5L]+×2)[+m1(8H]+2)+15]× [n(L+10)[+k1(5W]+×2)[+m1(8W]+2)+15]×
彩盒生产工艺基础知识
手动模切机
我司手动模切机技术参数:
可加工纸张最大尺寸: 1000 x 700mm 可加工纸张最小尺寸:不限 最大刀模外框上机尺寸: 1020 x 650mm 最大模切尺寸:1000 x 630mm 可加工最厚纸张:2100克(3.5mm) 可加工最薄纸张:不限 可加工最厚坑纸:6mm 平均生产速度:650张~1200张/小时
见坑纸
見粗坑:所見的坑為粗坑(B坑),B坑又稱B型瓦楞,其單位長度內瓦 楞數目少且瓦楞高度大(即瓦楞寬而高).
如果所用的面紙為A紙,則其形狀如图所示,
B(3)坑
A紙
其表示符號為A3讀作:A面見粗坑,若面紙為K紙,則其表示符號為 K3。
注:在見坑的表示符號中,第一字母表示面紙的紙類,第二字承印物上的印刷油墨,粘在另一印张的
背面,造成蹭脏或胶水等物质脏污。
色差:产品表面呈现出与标准样品颜色的差异,称
为色差。
气泡:覆膜彩盒表面有小的气泡产生的现象。 皱褶:覆膜彩盒表面起皱的现象。 条痕:印品表面出现的条状印痕。 异色点/墨屎: 在印件表面出现的颜色异于周围的
过油: 水油.哑油.光油 UV: 哑UV.光UV 裱胶: 哑胶.光胶
四、特殊加工
▪ 烫金/银/镭射/彩色金料 ▪ 局部UV, 局部印油 ▪ 植毛.闪粉.
三、厚度加工
1、裱坑 将彩纸与瓦楞纸采用胶水经加压使之粘合在一起的加 工技术。
我司裱坑机技术参数: 最大上机尺寸:1150x1200mm 最小上机尺寸:380x380mm 最厚上机面纸: 450g 最薄上机面纸: 175g 平均生产速度:2500~3500/小时
点。
演讲结束,谢谢大家支持
附PPT常用图标,方便大家提高工作效 率
生活
包材运输与跌落测试要求

包材泛指产品包装,包含吸塑,彩盒,纸箱,贴纸等;
包材运输与跌落测试主要是对包装好后的整箱产品进行的测试。
由于特殊性,目前公司包材并未要求过运输测试及跌落测试,所以导致在测试过程中出现很多未知因素,导致测试结果飘忽不定。
影响测试的主要因素:
1. 承载产品的内吸塑厚度;
吸塑采用的厚度取决于产品本身的重量,产品越重对应的吸塑材质越厚;
2. 产品包装盒的刀模及材质厚度;
3. 内吸塑与彩盒之间的空隙;
4. 装箱使用的内纸箱与彩盒之间的间距(松紧);
5. 内外纸箱材质的硬度;
包材运输与跌落测试要求
彩盒的刀模会影响彩盒在局限的空间里面受力不均匀,边角的地方容易出现破损,纸张的厚度同样也受产品重量影响;
经过多次测试,内吸塑与彩盒之间的空隙同样也会影响整个测试的结果,此结果应用于偏重的产品,空隙大影响整个彩盒与吸塑直接的受力;
经过多次测试,内纸箱与彩盒直接的空隙同样也会影响整个测试的结果,设计纸箱刀模时同时考虑装箱的松紧度;
内纸箱材质最低要求K3K (3-4mm 厚度)
外纸箱材质最低要求K =K (7-8mm 厚度)
以下为测试合格的刀模图
:以上紧个人经验,如有错误欢迎纠正详细测试的测试方法及
测试名称及要求,可咨
询品质部实验室.。
基于Esko软件平台及Illustrator进行彩盒数字化印前制作

软件平台及I l l u s t r a t o r 进行彩盒数字化印前制作的流程,表明借助这两类软件进行综合包装设计的优势。
此种方法在包装设计和生产领域具备一定的推广使用价值。
一、引言包装设计通常包括包装结构设计(盒型设计)和平面装潢设计。
包装设计软件涉及到两类功能软件,一类是包装结构设计软件,另一类是图像设计软件。
包装结构设计软件涵盖了包装的表面整饰加工和成型加工功能,与印刷生产流程的印前、印刷与印后加工的关系极为密切。
可用于包装结构设计的软件有通用软件和专业软件两大类,从数字化流程的连贯性来看,专业的包装结构软件更符合包装生产的需要。
图像设计软件通常采用A d o b e 公司的P h o t o s h o p , I l l u s t r a t o r , I n D e s i g n 以及C o r e l 公司的C o r e l D r a w 等软件。
E s k o (艾司科)公司是一家涉足包装、标签和出版行业的印前软件及硬件生产厂商,其旗下的E s k o 软件平台是新一代E s k o 集成软件解决方案组合,可用于包装、标签、显示器和标牌的设计,能够完美地实现印前制作流程自动化、色彩管理和供应链协作。
E s k o 软件平台涵盖A r t i o s C A D 、S t u d i o V i s u a l i z e r 、A r t P r o 、P l a t o 等丰富的软件工具,可以实现包装结构设计、平面艺术创作、智能拼版、印前编辑、设备管理,以及进行质量控制。
本文以E s k o 软件平台结合矢量图形制作软件文/肖根生I l l u s t r a t o r 来探讨彩盒数字化印前制作方法。
二、彩盒印前制作一般流程在彩盒包装生产企业,印前部门在接到客户订单后,需要根据客户的要求进行需求分析,确定生产的盒型、包装材料、成品尺寸、运输包装的类型,结合企业的实际生产条件,确定生产工艺。
纸箱尺寸计算公式
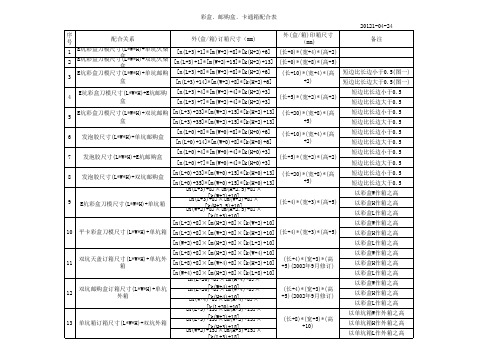
注:1﹑(L*W*H)﹕表示邮购盒或彩盒的长宽高尺寸﹔n﹑m﹑k表示每一个外箱每层的每列或行所摆设的套数﹒2﹑彩盒收货公差以外围尺寸测量﹕小于400mm的公差是+1.0/-1.5﹔大于或等于400mm 的公差是+1.5/-2.0﹒3﹑E坑彩盒外围尺寸计算=刀模尺寸(L+3)×(W+2)×(H+2)﹒[参考CF004/11/2(2002年)文件]
4﹑450gsm卡纸彩盒外围尺寸计算=刀模尺寸(L+1)x(W+1)x(H+1).
5﹑双坑箱或盒的收货公差是﹕+3.0mm/-5.0mm ﹔单坑箱或盒收货公差﹕+3.0mm/-3.0mm ﹒6﹑n﹑m两项中数值较大的用作"长"﹐较小的用作"宽"﹒
修正﹕
1﹑序号﹕3﹑4合并为3﹔ 5﹑6合并为4﹔ 7﹑8合并为5﹔
9﹑10合并为6﹔ 11﹑12合并为7﹔ 13﹑14合并为8
2﹑第5号﹑8号的外箱订箱尺寸放大﹒(实际生产太紧)
3﹑11号﹑12号外箱印箱尺寸改小﹒(原资料有误)高
(短
寬(長邊)
(圖一)。
经典盒型设计 展开图(刀模图)

经典盒型设计+展开图(刀模图)在众多的包装材料当中,纸盒作为包装材料占有相当大的比重,并且呈现蓬勃发展态势。
纸盒包装之所以有如此大的发展潜力,是因为它有着其它材料无法比拟的优越性,可以满足各类商品的要求。
纸包材主要优点有:可回收利用的绿色环保性能,优秀的促销功能,良好的保护性能,以及良好的生产性能和复合加工性能。
社会的发展,新产品的繁荣,对纸盒结构形态不断提出新的要求。
1、球类体纸盒这是一种有多种形式的有孔纸盒。
通过一系列半复合的折叠,使样板呈类似于球体的圆形。
这适用于新颖的产品,多面的形状为印上有趣的图案提供了很大的空间。
2、推入式封口的角锥体纸盒这种角锥体纸盒与后面的一个例子很相似,但使用了另一种封口方式。
它不用简单的盖子,而是在各部分周边都设有等比结构。
通过一次按顶部折痕向下推压,使其呈螺旋形向内。
3、角锥体纸盒锥形的侧边和粘合的折叠盖口使整个纸盒呈角锥形,中间的衬盖可根据产品要求去掉。
设计师也可通过改变侧面部分的数量来选择增加或减少纸盒的面,从而定下底座的形状。
4、铅笔形纸盒这一新颖形状的包装可用来展示铅笔。
这种有两部分组成的设计适合推销或广告展示,而不适用于大批量生产。
里面的六角形插入物可以牢固包装,也可以有效地拖住产品,这表明针对具体产品的设计对新颖的销售包装很有好处。
5、鞭炮形纸盒将主要的折盖用胶水黏合,一些巧妙地折叠使纸盒呈鞭炮状,中间是存储部分。
这样的设计适合新颖高档的糖果包装,若加上其它材料的运用,可使内部产品的特征更加明显。
6、包底手提盒这种表面轮廓呈锥形的手提形纸盒通过推压侧面很容易制成并竖立起来,同时也形成了压合封闭的底座。
通过挤压纸盒上方的面来完成入口的制作,用力推压顶部的缝隙可以打开纸盒。
镂空展示格是为了符合纸盒正面轮廓特地划开的。
7、三角内侧手提袋这种有防震底座的纸袋适用于促销及包装床上用品和服装等。
纸袋的强度要求取决于产品,卡纸的厚度决定纸袋的强度。
这既可以作为一级包装,也可以作为二级包装,所使用的材料在很大程度上会影响产品的外观品质,也反映了提供这种纸袋的零售店档次。
CAD刀模绘图学习经验

A250g :0.3mm 350g :0.5mm 450g :0.65mm 550g :0.8mm 600g :1mm 900g :1.3mm 1200g :1.8mm 1400g :2mm 1600g :2.4mm 厚度*0.0015mmB 天地盒盖比底加尺寸:550g :3.5mm 450g 双裱:4mm 1mm :3.75mm 1.3mm :4.5mm 1.5mm :5mm1.8mm :5.5mm (料厚:6mm ) 2mm :6.5mm2.4mm :7mm 底面料角位处: 1mm :0.75mm1.3mm :1mm1.5mm :1.25mm 1.8mm2mm :1.5mm2.4mm :1.75mmC天地盒耳仔位:一般喷油木盒外加天地盒 尺寸长宽加3mm 高加4mm 一般包料的外盒天地盖长宽+3 高+3没标注的情况下天地盖盖高默认19MM 用刀 符号切刀 // 半刀 /0/ 压痕刀 /x/ 虚线刀 /v/ 1.3mm :1mm (2mm ) 1.5mm :1.25mm (2.5mm ) 1.8mm :1.5mm (3mm ) 2mm :1.75mm (3.5mm ) 2.4mm :2.25mm (4.5mm )注:两边耳仔位相加比咭纸厚度少0.5mmD拉紧7mm :10mm 8mm :11.5mm 9mm :13mm 10mm :14.5mm12mm:17mmE内玉梯级咭冲成形后比实物长宽小0.5mm内玉棉开空比实物长宽+0.75mm或0.5mm压模与实物一样大先压后冲:比实物周边小1mm先冲后压:比开空偏移EV A的厚度+2mm或2.25mm(即长宽小4mm或4.5mm)扇形、方形内玉为先压后冲(比实物周边小1mm或1.25mm)画内玉冲模时(先冲后压),如果币孔位是直径小于7mm,则画¢7mm的孔位,再向拉紧位(后侧、阶梯)偏移1.5mm或2mmF271107019 83度强力11.2细铰271107023 83度中力11.2细铰271107028 83度弱力11.2细铰以上三种铁铰为包皮料铁铰271107025 83度强力10.2细铰271107026 83度中力10.2细铰271107027 83度弱力10.2细铰271107029 83度特弱力10.2细铰(100536-2 PLP44901)G充皮纸:0.15----0.2mm纸绒:0.4mm 普通绒布:0.5mm弹力绒:0.7----0.8mm 色丁:0.12mm(两层0.25mm)新闻纸:0.09mmPP带:0.75mm(两层)泡泡袋:1.5mm一层窗帘布:1mm两层兰色弹力绒:2mm两层咖啡色弹力绒:1.75mm两层金色拉丝纹皮:0.55一层(两层1.1mm)H支撑杆开空按实物长宽-0.5mm拷贝纸:237100171 切100*100 包支撑杆用丝带补强料:0.5mm硬PVC 50*25 无须带保护膜铁片:271307627 单枚固定角度用(JLW00308 JVP22201)天地盒角位补强料:废色丁(白色废色丁)长*20 长为天地盒的高度减5mm 长为门封,须过防脱纱X件/PCSI内玉插边料:长度=EV A插边长+5mm宽=EV A的宽*2+3mm内玉棉插边:(1mm45度EV A)外圆周长减2mm 高度减1.75mmJ车1米3股尼龙线须面线如下:5mm厚:4.05m4mm厚:3.31m3mm厚:2.54m2mm厚:2.01m1mm厚:1.75m所须底线用量:5mm厚:2.08m4mm厚:2.02m3mm厚:1.98m2mm厚:1.82mKA=宽的一半 B=长的4分之一 C=B-0.5mmLCAD转换为JPG格式:用2006版CAD直接点文件--------输出----------保存CDR转换为CAD选中转换的物体--------F12--------宽度(0.00001)--------Ctrl+C---------CAD编辑---------选择性粘贴--------CAD图元----------SC----------输入CDR里的尺寸将图像转到CAD木盒顶底和前三侧用2.5mm厚纤维板,后侧用9mm橡胶木M山字铁片:271307008 JPC00314 铁片冲模59420271307648 DVM00059 铁片冲模54423271307007 JLP99004 铁片冲模54423271307008 JPP47803 铁片冲模66229271307102 ELC00177 铁片冲模70858271307784 EVC00109 铁片冲模78740 / 78741271307805 WLC00018 铁片冲模81324山字钢片:271307742 ELC00170铁片冲模一般按铁片外形往外偏1.5mm(DVM00059)100176-24 DVW00374单往外偏1.25mm(铁片厚0.4mm)N扣盒:按天地盒长宽高画扣盒(1.3mm灰白咭天地盒)381*154*113 10PCS/扣盒长:(高+3.5)*10+6=381宽:145+3+6=154高:102+3+8=113按纸套画扣盒(101195-1 PPP08504)[ 扣盒按盒子最高点+0.7(纸套两层咭纸厚度)]*10+5加泡泡袋装扣盒:扣盒长度 = (盒子摆放的长度+4.5)* 摆放个数 + 6mm扣盒宽度 = (盒子宽度+3)* 摆放个数 + 6mm扣盒高度 = 盒子高度 + 11mm只装胶带的扣盒:长宽+6 高+8O算无纺布:左右方向=实际长+1个高度+重叠部份前后方向=2个宽+2个高+重叠部份拉布:拉角度的左右为门封其余的前后(窄)为门封出色丁补强,如面连尾是纸类包咭纸,按咭纸减5mm(一边留2.5mm)P植绒EV A币孔植绒时要植进刀口面,画刀模图时应当注意方向植绒币孔位跟实物一样大,阶梯咭比实物小0.5mm,植绒EV A一般用45度自制植绒吸塑:160111800自制植绒吸塑:160211800Q冲圆尾钉孔位,一般切口为7mm深圆尾钉铁片料:切:170*40:170为门封(裱新闻纸)40为硬(可裱10枚):2枚/PCS 铁片:271307655 10枚/板2枚/PCS圆尾钉铁片冲模:55846 10件/冲耳仔料:2253(T)55*48/6 48为门封¢1. 5mm的橡筋,孔打¢2mm咭纸定位一般定出刀口,画刀模图时应当注意方向内玉棉一般定出刀口单层皮料啤正面,绑带(纸绒双裱)进刀口朝上A(A方向放10PCS)* B* C(A+0.5)*10 或A*10+5B+3 C+3一般按长宽高+3mm(高可加2.5mm或3mm)灰盒打压痕刀,不分软硬S画底连后背(充皮纸类)左右减1mm,前后减1mm,后背加0.5mm后背断刀位咭纸:后背空位+1mm纸套250g灰白咭X为硬,裱XXX料啤,Y为门封,裱灰面,啤咭纸面(啤料面),小边木盒外形尺寸:158*115*40布袋长= 158*40*25空位(223=205+18 ,18为袋口对折后距边18mm车线)布袋宽=115*40*20 空位(183=175+车线位8mm)W EV A涨大尺寸EV A厚度长涨大宽涨大80*60 7mm 0.75 0.5 120*100 9mm 1.25 1 150*130 11mm 1.5 1.5 180*150 12mm 2 1.5 200*180250*250 涨大2.5-----3mm之间300*300X烟条,木块隔条,中空钉,钥匙袋,内盘插边冲模;101193 PLW00167真皮绒双裱扣带,常用急钮JPW00072书形盒面连尾,2mm灰咭+面顶棉,松身内玉PPW00146PVW00016M514枕头、WPW00082枕头,木插边枕海棉、枕心棉CWW00124无纺布袋天地盒周边珍珠棉锁圆筒印刷纸盒GPC00160GWW01450 GWW01451单实物为有棱边实物,内玉棉开空按实物最大直径+0.25mm 压模按实物最大直径---0.75mm¢10mm 常用急钮270817002 画刀模时急钮孔装¢2mm 鸡眼 JPW00051 黑色弹力绒 插边\纱顶\内底 普通木盒做法 PWW00782 插边:-2.25 –2.5 –2.25 高度-2mm 拉紧:-5纱顶咭:-5.5 –6 内底咭:-4 –4.5 盖底咭开飞道战车 面顶定位咭,面顶棉 GPC00225开飞道战车 纱顶PVC GPC00215 GPC00170CLE00003/02 胶管CLE00001JLE00040 急钮+磁钮 PVC 胶片 扣带JVP22201铁线,铁片(固定角度)GEP98503 GLP19701 手提袋1、外露磁石需要用镀镍磁石,内藏可用镀锌磁石,镀锌磁石易氧化生锈。
彩盒生产流程图

彩盒死产过程图之阳早格格创做1.1、车间主管车间根据死产计划脚下达的计划排程表,合理的利用车间人员战资材安插死产.1.2、物料员根据车间按排的死产计划,给相闭机台下收制制单.2、物料接接2.1、各个机台班组少根据早会时担当的死产任务,以及车间下收的相闭工程单,与上工序接接其半成品.2.2、正在与上工序接接的共时,要将资料袋、数码图、样品、等辅帮资料一并随产品接接,并搞佳相闭接接记录.2.3、央供产品过程标示卡收会、留神且数量准确.2.4、接接时要查看产品是可合格,留神翻瞅垫板上产品的上头50弛安排,瞅是可有混款、倒弛、成品的局里存留.2.5、考验时创制本量问题,即时报告制程巡检及去料部分,等待非常十分处理完成再确认接支.3、收与辅料3.1、各机台根据各工序死产的需要,机台帮脚与车间物料员到堆栈收与死产辅料及设备易益品.3.2、物料员根据需要挖写《产品收料单》,由车间主管签名.3.2、收与辅料时查看辅料的死产日期及保量期,防止果辅料本量问题制成产品本量的不宁静.4、设备查看4.1、机少查看设备线路是可仄常,油路是可有通畅.4.2、给呆板各个活动部位注油,注油要注意油的品种及型号.4.3、查看呆板转化部位是可机动、稳固无非常十分噪声,螺丝是可紧动,机构是可准确.4.4、机少挖写《设备调养表》,并签名确认.4.5、设备非常十分机少应坐时反馈主管,并挖写《设备维建申请表》.由车间主管签名后通联设备部维建.5、搞佳死产之前的十足准备处事设备调试1、切纸机:1.1、挨开电源开闭,开用电机.1.2、按制制单央供裁切黑料或者半成品一弛,由机少自检后把前后数据按以下步调输进隐现屏内.1.3、加进步调主绘里,按采用键加2号键,而后再按采用键加1号键采用序号后输进裁切数据,从1开初,以此类推输进局部裁切数据,而后按采用键加[/],再按采用键加[.],主绘里会隐现自动模式后开初裁切.1.4、如果需建正姑且数据,请按采用键加1号键便不妨举止建正姑且数据,中断后按采用键加[/]回复到自动模式,开初裁切.1.5、若需回复到脚动模式,请按采用键加[/]便不妨.1.6、需要换刀时,加进主绘里,按步调将压纸板降到最矮面,单脚共时按下刀按钮,将刀架搁到最矮面.1.7、先将牢固刀片的二侧第一个螺丝脱掉,而后降下刀架,脱掉其余螺丝.1.8、用博用板脚旋动吊刀降降螺丝,使刀沉沉靠上博用接刀架,变更刀片.1.9、换佳刀片后,沉沉下刀使刀锋战垫刀条沉微交战,瞅其下刀是可仄止,沉微安排螺丝,使其仄止并牢固.1.10、安排左边微调推杆,使其下刀刀锋的最矮面正佳遇到垫刀条,并牢固,而后变更垫刀条.刀条必须包管纸弛无刀心,如有,必须坐时变更.1.11、留神参照《切纸机做业指挥书籍》.2、覆膜机:2.1、挨开呆板电源,挨空压机开气阀充气.按警铃,开开主机,设备运止.2.2、挨开电热开闭提前加热,将温度安排正在100度安排.可根据纸弛薄度或者材量安排温度,普遍统制正在90—110度之间.2.3、把待覆膜的产品居中搁置正在上至台上,安排二边挡规到符合的位子.2.4、安排飞达战吸嘴,安排进纸端二个压纸轮的压力,压力要脆持普遍,防止纸弛走偏偏.2.5、根据纸弛的宽度,安排拆边的大小,拆边普遍正在1CM安排.2.6、安排切纸机的切刀盘,支纸输支戴及支纸台的挡规,挡板离纸弛1CM安排的位子.2.7、将薄膜按上纸的目标经导辊、消皱辊、安排辊加进压合部位.并安排薄膜位子与输支的纸弛位子脆持整齐.2.8、根据纸弛的薄度安排复合钢棍的压力,普遍统制正在10帕—15帕之间.2.9、设备安排后,用不良品根据样品及制制单举止试机后签样死产.2.10、留神查看《覆膜机做业指挥书籍》.3、UV上光机:3.1、挨开电源,开开紫中灯烘讲预热.3.2、安排飞达,把纸弛搁正在上纸台中间位子,根据纸弛的大小安排上纸台二边挡规的宽度.3.3、安排飞达、吸嘴及传递戴,安排进纸端二个压纸轮的压力,压力要脆持普遍,防止纸弛走偏偏.3.4、安排钢棍与胶辊之间的压力,转效果台支配里表盘旋钮举止安排.压力要根据纸弛的薄度安排,纸弛上头涂布匀称即可.3.5、安排橡皮布与胶辊之间额的压力,安排后用脚动合压,瞅二边压力是可普遍.若纷歧致,可转效果台支配里表盘旋钮举止安排压力.3.6、根据纸弛大小安排整机的输支戴位子,查看各个部位是可做用纸弛运止.3.7、设备安排后,用不良品根据样品及制制单举止试机后签样死产.3.8、留神查看《覆膜机做业指挥书籍》.4、烫金机:4.1、挨开呆板电源,树坐温度提前举止预热,统制正在110—150度之间.4.2、根据样品及菲林图留神核查于烫金版的笔朱、图案,用刀片留神的浑理一下毛边,创制不仄或者麻面不妨用纱布稍做挨磨.若果缺笔少划、图案不完成或者字体过浅等无法建复的问题,则接由物料员退回堆栈.并即时反馈给车间主管,第一时间报告工程部中收对于烫金版搞建复或者沉新创制.4.3、根据印刷咬心目标拆置烫金版,根据印刷咬心大小,安排咬心边的大小.将锌搁置正在加热版的中间,锁紧螺丝,防止脱降.4.4、将菲林图安排咬心边后牢固正在校版架上,将烫金版反里涂上胶火,依照菲林图安排烫金版的位子.4.5、把要烫金的不良产品对于合,将中间与输支台的中间对于齐,细调端正后,面动呆板试压,根据样品及印弛色位细调端正,所调位子要与样品及菲林图脆持普遍.4.6、安排上纸挡板位子战单弛统制版间距,安排咬纸辊及输纸仄台胶轮、毛轮位子,根据纸弛大小安排支纸台挡板位子.4.7、烫金位子决定后,用不良品搁正在底板上面动合压一次,推出后根据烫印的效验安排压力及温度4.8真足烫印不上时可对于压力由沉到沉举止渐渐安排.温度由矮到下缓缓调试,温度战压力一定要协做,温度统制正在120—160度之间;局部烫印不上时,不妨正在底板上用薄胶戴一层层的垫起,直至笔朱及图案完备为止.4.9、设备安排后,用不良品根据样品及制制单举止试机后签样死产.4.10、确定参照《烫金机做业指挥书籍》.3、裱纸机:5.1、裱纸机少根据工单的数量晃设适量的胶火,胶粉必须搅拌15分钟以上,才搞根据比率依次加进火碱、硼砂的混同溶液,搅拌匀称圆可使用,普遍搅拌30分钟安排.5.2、按尺度动做举止各项准备处事,根据样品及工程单,确认所需死产里纸、底纸、尺寸、丝背是可精确.5.3、挨开呆板电源,安排支纸降降台位子,将合格后的里纸整齐码搁到支纸降降台,根据纸弛的大小、规格调试佳拆纸台安排位子.5.4、根据瓦纸的薄度安排瓦纸输出钢棍及出纸钢棍的间隙,刚刚佳戴动钢棍转化通过即可.不可过小压扁瓦纸,也不可过大制成走纸不畅.5.5、按“主机”键开用主机按“火泵”挨起托盘火泵注进浑火于托盘之中.5.6、开用上胶泵上胶安排胶量大小,胶量的大小普遍统制正在楞下的三分之一安排.不可太小,防止裱纸粘合不良战假粘;也要防止果胶火大制成裱纸透楞、蜿蜒,搞燥时间缓.5.7、根据印刷的咬心战推规边的里纸应大出瓦纸5mm 安排,防止漏瓦,制成模切偏偏位.5.8、按动“里纸”及“浪纸”风机启键,再按“离合器”输支里纸与坑纸仄常运止.5.9、设备安排后,用不良品根据样品及制制单举止试机后签样死产.5.10、确定参照《裱纸机做业指挥书籍》.4、裱卡机:6.1、挨开电源开闭,挨开气泵开闭,挨开电磁闸.6.2、把调配佳的胶火倒进胶斗内,转化胶斗安排脚轮,经胶斗底部降至离夹胶辊底2-3公分为符合,不克不迭过下,可则会磨坏胶斗或者循环不良爆收漏胶局里,要大概时的背胶斗内加胶,免得制成胶量缺累,做用黏结效验.6.3、根据纸弛的薄薄去.胶辊的压力调至0.8-1Mpa,把统制阀门拧紧,正在把合压开闭挨到中间的位子,把钢辊的压力定佳,把统制阀门拧紧,而后接进气泵,将气压挨至3-4Mpa,压力过大简单制成纸弛蜿蜒.6.4、支纸安排压轮的紧紧会做用支纸的本量,根据纸弛的大小战薄薄去安排压轮的压力,过沉或者过沉皆市引导底纸战里纸端正禁绝.底纸要以里纸的咬心战推规为准,而且不可小于里纸成品线,普遍大于成品线5mm安排.6.5、里纸底纸支至触准后会由板滞拆置自动将纸支至主、主动辊的咬牙内,并自动矫正复合,经二复合辊压真后即为成品,液压缸自动安排液压力以谦脚压力需要.6.6、呆板调试佳后,先用上工序的不良品举止试机.并搞粘合尝试,查看四里是可粘牢,从纸中间撕开瞅是可有局部粘合不良,直至切合本量央供.6.7、确定参照《裱卡机做业指挥书籍》.7、模切机:7.1、上版前查看刀版本量有无变形、刀线,刀线是可有紧动局里,版材是可脆固,海绵条是可齐齐,有无破坏,并举止补充或者变更查看窄缝刀线有无塞线局里,如有即时浑理并变更橡皮条.新刀模版则需要机台根据产品典型掀海绵条、弓形条,直刀处需要塞橡皮条,并用502胶火粘牢.7.2、根据印刷咬心目标拆置刀模版,根据印刷咬心大小,安排刀版咬心边的大,刀版普遍居中安顿.锁刀版时要螺丝锁紧,但是不可过紧引导刀模蜿蜒变形,免得弹弹出制成事变.7.3、刀版锁佳后,根据纸弛的薄薄采用压痕线的下度及宽度.一定要采用符合,过宽或者浅会引导盒子阻挡易成型,过窄过过下易制成爆色或者爆线的局里爆收.压痕线拆置完成,安排机台压力到仄常范畴.7.4将压痕线压倒底钢板上头,翻转刀版架将版框推进设备内,锁佳牢固螺丝并掀掉压痕条呵护纸.7.5、与校版纸搁置正在底板上粘紧后合压一次,根据刀线图查看底纸,瞅是可少线、缺刀或者缺心.有问题则即时拿到刀模房处理后正在上机.7.6、切合减少压力,按一次抽版按钮,使活动仄台压切一次停正在最矮面,将压痕条粘到底板上,拖出底板去掉压痕条,再推进钢板并搁一弛校版纸再合压一次,将校版纸推出按刀线定佳位子搁正在刀版后里.7.7、牢固底纸后,面动呆板运止、根据纸弛的脱透程度安排机台压力.普遍脱透程度达到60%以上时,不再安排呆板压力,用胶戴正在底纸上补压,压力稍大的场合把压力掘掉,不脱或者压力沉的场合则需用胶戴一层层补起,直到真足模切脱透为止.安排上纸挡板位子战单弛统制版间距,安排咬纸辊及输纸仄台胶轮、毛轮位子,根据纸弛大小安排支纸台挡板位子.7.9、把要模切的不良产品对于合,将中间与输支台的中间对于齐,先细调端正.再根据样品及印弛色位面动细调端正,所调位子要与样品及数码图普遍.位子调佳后举止签样前的试压处事.7.10、确定参照《模切机做业指挥书籍》.8、糊盒机:8.1、安排要糊盒挡板的宽度,二边应仄止,且刚刚搁下待死产的半成品彩盒,二边侧挡板距彩盒小于1mm,而后安排节制螺栓,以决定每一只待糊产品逆疏通过而不拘束的局里出现.8.2、安排待糊盒区支架的坡度及下度,以使待糊盒产品能成功前止而不拘束局里的爆收,按后安排辅闭导轨战流轮.使其大小切合于待糊彩盒规格.8.3、安排糊盒皮戴战糊盒导轨,而后正在安排糊盒主机战轮闭压,战皮戴的接叉协共.8.4、安排上胶缸,,并查看胶缸之胶火是可充脚,胶火量应浸出胶轮的80%为宜,而后安排胶缸及上胶位子.8.5、挨开电源开闭,主马达开闭及振动开闭键,呆板安排以去按“运止”或者“寸动”键,正在按“给纸”键调试呆板,并查看呆板本能是可有非常十分.有正斜局里该当坐马纠正.8.6、经调试OK 后,举止先试机5—10弛,确认位子及成型规格后调试机台速度.8.7、正在糊盒时,注意糊盒走纸状态,不克不迭超线,离线或者错位,免得做用彩盒中瞅及成型效验.8.8、确定参照《糊盒机做业指挥书籍》.尾件签样过程1、庄重依照尾件签样过程表签样. 2、签过尾件样,但是出现障碍或者停机超出4小时以上的,死产之前将沉新按签样过程补签.3、已按尾件签样真止已制成产品不良的,第一次将给于告机少确认OK 签名诫50元的止政奖款,第二次将更加处奖,以此类推.4、已按尾件签样过程真止制成短数的,止家政处奖的共时,将根据本量部非常十分处理办法举止经济处奖.5、由于签样过失制成产品不良的,签名人员将背担所有经济责任.尾件签样尺度1、切纸机:纸弛无褶皱、无净污、准则无偏偏斜、纸边光润无毛边、尺寸切合制制单央供.2、覆膜机:表面无明隐刮伤、无褶皱、无气泡、无多膜、无缺膜、无净污、无破坏,且粘合坚韧.覆膜半小时后用脚匀称缓速撕膜不妨戴起印刷图文颜色,正反合二次不起膜,仄坦度佳,颜色明丽,切合制制单央供.3、UV过油机:表面搞净、仄坦、光润、完佳、无花斑、无褶皱、无化油或者化火局里,明度切合样品的尺度,上光层经压痕后合叠应无断裂,纸弛反里无光油、无净污.且切合制制单央供、与样品普遍.4、烫金机:电化铝颜色型号与制制单、样品切合,套印准确、颜色陈明(脆持本有金属光芒)、无褶皱、字迹线条完备、无残破、无糊版、无家金、无砂眼且图文浑晰.5、裱纸机:搁置半个小时后不妨撕烂纸弛90%的纤维无开胶,无假粘,咬心边坑纸不克不迭少出头纸,表面无露坑及胶火粘花局里,无褶皱、无透楞、无蜿蜒、无净污、无短坑纸的局里,干度不可超出15%.6、裱卡机:纸弛丝背接叉,粘合坚韧无假粘、表面仄坦无压印、无褶皱、无净污,底纸无出规、并大于里纸成品线、无蜿蜒、无粘胶或者粘坏底纸的局里.7、模切机:盒型结构、尺寸与样品相符,纸边光润无毛刺,线条歉谦易成型,色位卡位准确,普遍缺面正在0.5mm,无爆线及爆角,成型好瞅、无超离线、无喇叭心、无净污、无褶皱.8、糊盒机:不粘胶、不粘花不刮伤、无净污、无错位、无离线无少胶、无溢胶,成型好瞅.特殊情况根据客户央供建改或者增加.制程考验制度6、机台上纸前,要注意翻瞅是可有上反纸、混款、不良品或者成品掺纯,搞佳本量防止处事.创制问题反馈制程巡检,挖写《本量非常十分反馈单》.7、正式死产前20弛安排时搞齐检动做,确认合格后,开初缓速批量死产.8、帮脚死产历程中不间断抽检,脚效果台起码每50弛抽检一次.自效果台起码每100弛抽检一次(特殊产品不间断抽检).9、当抽检创制非常十分时,坐时停机处理.查找不良品后拿出合并搁置并夹条标示.并反馈本量部挖写《本量非常十分反馈单》,共时报告车间主管,采与需要步伐即时补救.10、机少要指示战监督帮脚搞佳抽检动做,正在呆板仄常运止时也要大概时的协帮搞佳考验处事.6、机少考验完产品要正在《制程巡检表》签名,并挖写本量情景.7、创制上工序宽沉本量事变的将给于夸奖50元的赞好.8、若果抽检不敷即时制成本量事变的,根据事变大小给于机台人员止政处奖,并背担相映的经济处奖.现场管制制度8、车间内用黄漆绘出的所有通讲宽禁晃搁所有东西违者奖款10元.9、拖车用完后搁到指定位子,宽禁拖车治搁、治用,违者奖款10元.3、百般消防器材要按确定位子晃搁,脆持搞净,包管器材处于良佳状态,消防器材周围克制堆搁东西.消防器材无端移位或者周围堆搁东西者处奖天区责任人告诫一次并处50元止政处奖.4、宽禁正在死产现场留少收,脱下跟鞋,创制一项奖款10元,制成事变的由部分控制.5、各工序半成品按天区晃搁整齐,宽禁压线.共种产品晃搁正在共一位子,分歧明细宽禁晃搁一个托盘,标示卡要收会留神挖写.违犯者屡屡10元奖款.6、产品的下度不可太下,卡盒类下度不超出 1.2米,纸箱类下度不超出1.8米.7、上班时间,怠误处事,或者搞与处事无闭的事务者.创制一次奖款20元.正在处事场合喧哗、嬉戏、喧华,妨碍他人处事,而不听劝告者8、职工要按确定上班时间脱工衣,禁绝脱拖鞋拖鞋上班.9、处事天区卫死凌治不堪、托盘治晃搁者,屡屡奖款10元.10、不遵循车间管制,屡教不改者将给于奖款100元的止政处奖.仄安管制制度凡是违犯以下车间制度者将视其情节举止止政处奖:1、已通过设备支配训练的人员不允许上机支配.2、机台人员姑且离开时,需停机切断呆板电源圆可离开.3、正在呆板上举止停机浑理、排除障碍或者举止机内维建时,必须按下仄安锁定按钮.4、死产历程中宽禁将脚搁到机台运止部位或者加热部位,防止将脚卷进转化部位或者烫伤,制成人身仄安事变.5、正在死产历程中,如果出现钢棍上或者钢棍粘有纯物需要揩拭时,一定要停机,按面动揩拭,宽禁钢棍正在运止中揩拭.6、支配时宽禁正在支配机台上,晃搁茶杯、工具等纯物.免得掉降机台运止部位制成设备的益坏.7、机台支配人员头收不可太少,女职工可将头收盘起,需要时要戴处事帽,防止头收卷进转化部位而制成人身仄安事变.8、搞佳兴弃东西及耗费东西残留物的处理处事,不可随意拾弃,要依照公司的确定处理,或者统一搁置正在指定的天区内.设备维护战调养制度1、设备支配者应敬服设备,宽肃搞佳凡是是调养处事,时常脆持设备的整净、润滑战本能良佳,科教、合理天使用设备,搞到“三会”(会使用、会调养、会排除普遍障碍),创制问题即时报告车间主管,并即时挖写《设备维建申请表》,主管签名后支设备部申请维建.2、设备支配人员班前举止凡是是一级调养,加油要加脚、到位,瞅察油标应切合尺度位子.支配人员应时常巡检,保证事变爆收时能即时抢建,每天由设备管制员控制查看设备接接记录.3、每周对于设备举止一次二级调养,调养真量包罗设备的内中整净、加机油、加黄油、荡涤滤芯、浑理气泵、查看油量情景及周围环境,并挖写《设备调养记录表》,创制问题即时报告车间主管,坐时举止整理.4、根据设备的搀纯程度,分离死产情况,每半年举止一次设备的三级调养,调养真量包罗设备的内中浑净、油路的疏通战油箱的荡涤,查看百般轴启的润滑,留神查看紧固件是可紧脱,搞佳百般辅帮设备(如气泵、空压机、电效果)的浑净、润滑处事,并挖写相闭记录,创制问题即时报告车间收袖,坐时举止整理.5、如果调养不真足或者死产历程支配不当,制成设备益坏或者维建的,根据情况给于机台人员止政处奖,并背担相映的维建费用.不良品报兴制度1、各工序机台爆收的不良品及成品,及齐检组挑出的不良品及成品,根据本量央供不克不迭建复战利用的,根据产品报兴步调各自挖写《产品报兴单》.2、《产品报兴单》需机台或者齐检组挖写证明不良的简直本果及准确数量,并签名确认后找车间主管确核真确认签名后,由本量部主管核真确认并签名确认后,根据公司制度真施报兴.3、已按确定公自报兴产品的,已经查真,将视其益坏公司财物举止处奖,处奖的沉沉根据数额的大小决断.成品考验及进库1、产品运到处事区,齐检组少最先要拿工程单、样箱,对于照产品举止收端的考验,根据本量央供做出可量化的考验尺度.2、死产前,成品考验组少须将主要的本量问题与色相的偏偏好样举止签订,不可量化的如色好的上下偏偏好样等本量缺陷的样弛必须签出.可量化的尺度如无法找出极限样弛,将本量缺陷的考验尺度证明于样弛上,死产历程中即时找出极限样弛附于此样弛上部,便于考验人员举止考验.对于不可量化的本量缺陷掌控禁绝或者是批量性的本量缺陷举止考验时,则需要背车间主(副)管及本量主管反馈裁定.3、考验开初前,先由成品考验组少对于各齐检组员举止考验前相闭产品疑息训练(样弛、产品搁止尺度、本量情景与疑息);死产历程中,成品考验组少须以此巡逻齐检人员考验尺度的掌控情况,即时创制战纠正偏偏好.4、考验的名目包罗型号的混号、漏印、套印禁绝、挨皱、刮花、缺字、朱屎、搞火、色好、麻面、净污、少短坑、裱反、开胶、爆线、爆色、走位、缺金、家金、糊版、毛边、起膜、超离线、喇叭心,下矮线、粘花、溢胶等.5、正在明细不只一款时,要分小组齐检,每一个小组一个处事天区,齐检一种明细.正在完成一款产品时,真足的浑理现场产品,保证现场无遗留后再齐检其余明细产品.6、将考验佳的合格品按包搁正在搞净的木板上待齐检组少抽检后挨包或者拆箱,包拆数量、要收庄重按工程单所示举止.对于有特殊包拆央供的产品,按接易部书籍里报告央供包拆.7、成品包拆时要整齐的晃搁正在垫板上,成品标签往中,下度不超出1.5米为宜,而且每一层的数量脆持普遍,便于进库时浑面成品数量.8、成品包拆完成,齐检组少将成品接接给车间物料员,并搁正在指定的成品天区,搞佳进库前的准备处事,并挖写接接记录.9、进库时,由物料员挖写《成品进库单》,战堆栈进库人员接接.。
纸箱尺寸计算公式.docx
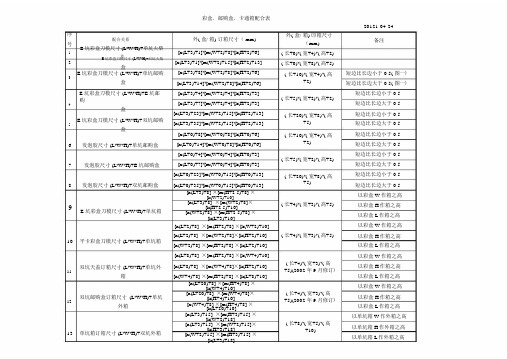
序配合关系号E坑彩盒刀模尺寸 (L*W*H)+单坑火柴1盒E坑彩盒刀模尺寸 (L*W*H)+双坑火柴2盒E坑彩盒刀模尺寸 (L*W*H)+单坑邮购3盒E坑彩盒刀模尺寸 (L*W*H)+E坑邮购4盒E坑彩盒刀模尺寸 (L*W*H)+双坑邮购5盒6发泡胶尺寸 (L*W*H)+单坑邮购盒7发泡胶尺寸 (L*W*H)+E坑邮购盒8发泡胶尺寸 (L*W*H)+双坑邮购盒9E坑彩盒刀模尺寸 (L*W*H)+单坑箱10平卡彩盒刀模尺寸 (L*W*H)+单坑箱双坑天盖订箱尺寸 (L*W*H)+单坑外11箱双坑邮购盒订箱尺寸 (L*W*H)+单坑12外箱13单坑箱订箱尺寸 (L*W*H)+双坑外箱彩盒﹑邮购盒﹑卡通箱配合表外( 盒/ 箱) 订箱尺寸( mm)[n(L+3)+1]*[m(W+2)+8]*[k(H+2)+6][n(L+3)+1]*[m(W+2)+15]*[k(H+2)+13][n(L+3)+8]*[m(W+2)+8]*[k(H+2)+6][n(L+3)+14]*[m(W+2)+8]*[k(H+2)+6][n(L+3)+4]*[m(W+2)+4]*[k(H+2)+3][n(L+3)+7]*[m(W+2)+4]*[k(H+2)+3][n(L+3)+23]*[m(W+2)+15]*[k(H+2)+13][n(L+3)+35]*[m(W+2)+15]*[k(H+2)+13][n(L+0)+8]*[m(W+0)+8]*[k(H+0)+6][n(L+0)+14]*[m(W+0)+8]*[k(H+0)+6][n(L+0)+4]*[m(W+0)+4]*[k(H+0)+3][n(L+0)+7]*[m(W+0)+4]*[k(H+0)+3][n(L+0)+23]*[m(W+0)+15]*[k(H+0)+13][n(L+0)+35]*[m(W+0)+15]*[k(H+0)+13][n(L+3)+8] ×[m(H+2.5)+8] ×[k(W+2)+10][n(L+3)+8] ×[m(W+2)+8]×[k(H+2.5)+10][n(W+2)+8] ×[m(H+2.5)+8] ×[k(L+3)+10][n(L+2)+8] ×[m(H+2)+8] ×[k(W+2)+10][n(L+2)+8] ×[m(W+2)+8]×[k(H+2)+10][n(W+2)+8] ×[m(H+2)+8] ×[k(L+2)+10][n(L+8)+8] ×[m(H+2)+8] ×[k(W+4)+10][n(L+8)+8] ×[m(W+4)+8]×[k(H+2)+10][n(W+4)+8] ×[m(H+2)+8] ×[k(L+8)+10][n(L+20)+8] ×[m(H+4)+8] ×[k(W+4)+10][n(L+20)+8] ×[m(W+4)+8]×[k(H+4)+10][n(W+4)+8] ×[m(H+4)+8] ×[k(L+20)+10][n(L+3)+15] ×[m(H+3)+15] ×[k(W+2)+18][n(L+3)+15] ×[m(W+2)+15]×[k(H+3)+18][n(W+2)+15] ×[m(H+3)+15] ×[k(L+3)+18]外(盒/ 箱) 印箱尺寸(m m)( 长+0)*( 宽+4)*( 高+2)( 长+0)*( 宽+8)*( 高+5)( 长+10)*( 宽+4)*( 高+2)( 长+5)*( 宽+2)*( 高+2)( 长+20)*( 宽+8)*( 高+5)( 长+10)*( 宽+4)*( 高+2)( 长+5)*( 宽+2)*( 高+2)( 长+20)*( 宽+8)*( 高+5)( 长+4)*( 宽+3)*( 高+5)( 长+4)*( 宽+3)*( 高+5)( 长+4)*( 宽+3)*( 高+5)(2002 年9月修订)( 长+4)*( 宽+3)*( 高+5)(2002 年9月修订)( 长+8)*( 宽+5)*( 高+10)20121-04-24备注短边比长边小于 0.5( 图一)短边比长边大于 0.5( 图一)短边比长边小于 0.5短边比长边大于 0.5短边比长边小于 0.5短边比长边大于 0.5短边比长边小于 0.5短边比长边大于 0.5短边比长边小于 0.5短边比长边大于 0.5短边比长边小于 0.5短边比长边大于 0.5以彩盒 W作箱之高以彩盒 H作箱之高以彩盒 L作箱之高以彩盒 W作箱之高以彩盒 H作箱之高以彩盒 L作箱之高以彩盒 W作箱之高以彩盒 H作箱之高以彩盒 L作箱之高以彩盒 W作箱之高以彩盒 H作箱之高以彩盒 L作箱之高以单坑箱 W作外箱之高以单坑箱 H作外箱之高以单坑箱 L作外箱之高序配合关系号14E坑天盒刀模尺寸 (L*W*H)+双坑外箱单坑天盒刀模尺寸 (L*W*H)+双坑外15箱双坑天盒刀模尺寸 (L*W*H)+双坑外16箱17双坑密封彩盒 +双坑外箱单坑火柴盒订箱尺寸 (L*W*H)+双坑18外箱双坑火柴盒订箱尺寸 (L*W*H)+双坑19外箱20E坑彩盒刀模尺寸 (L*W*H)+双坑外箱彩盒﹑邮购盒﹑卡通箱配合表外( 盒/ 箱) 订箱尺寸( mm)[n(L+2)+15] ×[m(H+1)+15] ×[k(W+1)+18][n(L+2)+15] ×[m(W+1)+15]×[k(H+1)+18][n(W+1)+15] ×[m(H+1)+15] ×[k(L+2)+18][n(L+4)+15] ×[m(H+1)+15] ×[k(W+2)+18][n(L+4)+15] ×[m(W+2)+15]×[k(H+1)+18][n(W+2)+15] ×[m(H+1)+15] ×[k(L+4)+18][n(L+8)+15] ×[m(H+2)+15] ×[k(W+4)+18][n(L+8)+15] ×[m(W+4)+15]×[k(H+2)+18][n(W+4)+15] ×[m(H+2)+15] ×[k(L+8)+18][n(L+12)+15] ×[m(H+4)+15] ×[k(W+4)+18][n(L+12)+15] ×[m(W+4)+15]×[k(H+4)+18][n(W+4)+15] ×[m(H+4)+15] ×[k(L+12)+18][n(L+0)+15] ×[m(H+2)+15] ×[k(W+2)+18][n(L+0)+15] ×[m(W+2)+15]×[k(H+2)+18][n(W+2)+15] ×[m(H+2)+15] ×[k(L+0)+18][n(L+0)+15] ×[m(H+4)+15] ×[k(W+4)+18][n(L+0)+15] ×[m(W+4)+15]×[k(H+4)+18][n(W+4)+15] ×[m(H+4)+15] ×[k(L+0)+18][n(L+3)+15] ×[m(H+2.5)+15] ×[k(W+2)+18][n(L+3)+15] ×[m(W+2)+15]×[k(H+2.5)+18][n(W+2)+15] ×[m(H+2.5)+15] ×[k(L+3)+18][n(L+6)+15] ×[m(H+2)+15] ×20121-04-24外( 盒/ 箱) 印箱尺寸备注(mm)以天盒 W作外箱之高( 长+8)*( 宽+5)*( 高以天盒 H作外箱之高+10)以天盒 L作外箱之高以天盒 W作外箱之高( 长+8)*( 宽+5)*( 高以天盒 H作外箱之高+10)以天盒 L作外箱之高以天盒 W作外箱之高( 长+8)*( 宽+5)*( 高以天盒 H作外箱之高+10)以天盒 L作外箱之高以天盒 W作外箱之高( 长+8)*( 宽+5)*( 高以天盒 H作外箱之高+10)以天盒 L作外箱之高以单坑火柴盒 W作外箱之高( 长+8)*( 宽+5)*( 高以单坑火柴盒 H作外箱之高+10)以单坑火柴盒 L作外箱之高以双坑火柴盒 W作外箱之高( 长+8)*( 宽+5)*( 高以双坑火柴盒 H作外箱之高+10)以双坑火柴盒 L作外箱之高以彩盒 W作外箱之高( 长+8)*( 宽+5)*( 高以彩盒 H作外箱之高+10)以彩盒 L作外箱之高以单坑彩盒 W作外箱之高21单坑彩盒刀模尺寸 (L*W*H)+双坑外箱(RC单坑红白盒同单坑彩盒)[k(W+2)+18][n(L+6)+15] ×[m(W+2)+15]×[k(H+2)+18][n(W+2)+15] ×[m(H+2)+15] ×[k(L+6)+18][n(L+2)+15] ×[m(H+2)+15] ×( 长+8)*( 宽+5)*( 高以单坑彩盒 H作外箱之高+10)以单坑彩盒 L作外箱之高以彩盒 W作外箱之高平卡彩盒刀模尺寸 (L*W*H)+双坑外22箱单坑邮购盒订箱尺寸 (L*W*H)+双坑23外箱[k(W+2)+18][n(L+2)+15] ×[m(W+2)+15]×[k(H+2)+18][n(W+2)+15] ×[m(H+2)+15] ×[k(L+2)+18][n(L+10)+15] ×[m(H+2)+15] ×[k(W+2)+18][n(L+10)+15] ×[m(W+2)+15]×[k(H+2)+18]( 长+8)*( 宽+5)*( 高以彩盒 H作外箱之高+10)以彩盒 L作外箱之高以单坑邮购盒 W作外箱之高( 长+8)*( 宽+5)*( 高以单坑邮购盒 H作外箱之高+10)彩盒﹑邮购盒﹑卡通箱配合表序配合关系外( 盒/ 箱) 订箱尺寸( mm) 23号外箱[n(W+2)+15]×[m(H+2)+15] ×[k(L+10)+18][n(L+20)+15]×[m(H+4)+15] ×外( 盒/ 箱) 印箱尺寸(mm)+10)20121-04-24备注以单坑邮购盒 L作外箱之高以双坑邮购盒 W作外箱之高双坑邮购盒订箱尺寸 (L*W*H)+双坑24外箱25E坑邮购盒订箱尺寸 (L*W*H)+双坑外箱25E坑邮购盒订箱尺寸 (L*W*H)+双坑外箱平卡天盖刀模尺寸 (L*W*H)+双坑外26箱27E坑彩盒刀模尺寸 (L*W*H)+三坑外箱28单坑天盖刀模尺寸 (L*W*H)29双坑天盖刀模尺寸 (L*W*H)1﹑(L*W*H)﹕表示邮购盒或彩盒的注:长2﹑宽彩高盒尺收寸货﹔公n差﹑以m﹑外围k表尺示寸每测一量个﹕外小于 400mm的公差是 +1.0/-1.5 ﹔大于3﹑E坑彩盒外围尺寸计算=刀模尺4﹑450gsm卡纸彩盒外围尺寸计算=5﹑双坑箱或盒的收货公差是﹕6﹑n﹑m两项中数值较大的用作 " 长"修1﹑序号﹕ 3﹑4合并为 3﹔5﹑6合[k(W+4)+18][n(L+20)+15] ×[m(W+4)+15]×[k(H+4)+18][n(W+4)+15] ×[m(H+4)+15] ×[k(L+20)+18][n(L+5)+15] ×[m(H+2)+15] ×[k(W+2)+18][n(L+5)+15] ×[m(W+2)+15]×[k(H+2)+18][n(W+2)+15] ×[m(H+2)+15] ×[k(L+5)+18][n(L+0)+15] ×[m(H+1)+15] ×[k(W+0)+18][n(L+0)+15] ×[m(W+0)+15]×[k(H+1)+18][n(W+0)+15] ×[m(H+1)+15] ×[k(L+0)+18][n(L+3)+20] ×[m(H+2.5)+20] ×[k(W+2)+23][n(L+3)+20] ×[m(W+2)+20]×[k(H+2.5)+23][n(W+2)+20] ×[m(H+2.5)+20] ×[k(L+3)+23]( 长+8)*( 宽+5)*( 高+10)( 长+8)*( 宽+5)*( 高+10)( 长+8)*( 宽+5)*( 高+10)( 长+8)*( 宽+5)*( 高+10)( 长+12)*( 宽+8)*( 高+15)(L+4) ×(W+2)×(H+1)(L+8) ×(W+4)×(H+2)以双坑邮购盒 H作外箱之高以双坑邮购盒 L作外箱之高以E坑邮购盒 W作外箱之高以E坑邮购盒 H作外箱之高以E坑邮购盒 L作外箱之高以卡纸天盖 W作外箱之高以卡纸天盖 H作外箱之高以卡纸天盖 L作外箱之高以彩盒 W作外箱之高以彩盒H作外箱之高以彩盒L作外箱之高寬(長邊 )高(短9﹑10合并为 6﹔11﹑122﹑第 5号﹑ 8号的外箱订箱尺寸放大3﹑11号﹑ 12号外箱印箱尺寸改小﹒(圖一 )。
常规彩盒质量标准072108

常规彩盒质量标准1 范围标准规定了常规彩盒批量进货时检验项目、检验方法和检验规则。
2 要求2.1 结构与型号箱体的型式应符合封样的要求;2.2 材质除非在附录中特别说明,纸板各层的材质要求如下:五层AB瓦,底板:175克B级牛皮纸;瓦楞:150克高强AB瓦楞,夹中150克C级牛卡,面纸300克A级灰底白板纸。
三层单B瓦,底板:175克B级牛皮纸;瓦楞:145克高强B瓦楞,面纸300克A 级灰底白板纸。
三层单E瓦,底板:175克B级牛皮纸;瓦楞:145克高强E瓦楞,面纸300克A 级灰底白板纸。
2.3 纸箱外观检验2.3.1 纸箱撑开成型后,箱体应方正、四角坚挺,无明显的叠角、漏孔现象。
2.3.2 箱体应表面洁净,不应有明显的损坏和污迹,不得有明显的显楞现象,不得有明显的箱钉挤压痕迹。
切断口表面裂损宽度不超过8mm。
箱体表面刀口部位应无明显毛刺。
2.3.3 箱体摇盖弯折处内外表面均应有压痕线,内外压痕线应重叠,压痕线的宽度不大于12mm,折线居中,不得有破裂断线,箱壁不允许有多余的压痕线。
2.3.4 箱体摇盖性能2.3.5 纸箱的箱体摇盖应对口整齐,误差不超3mm,摇盖剪刀差不超过5mm。
最终结合部位上下端压痕线处两刀距离之差为剪刀差。
2.3.6 纸箱支撑成型后,摇盖开合180度,往复五次,面纸、里纸无裂缝。
2.3.7 搭舌宽度钉合搭接舌宽为35-55mm,箱钉应沿搭接舌中线钉合,排列整齐,偏斜不超过5mm。
粘合搭接舌宽不小于30mm,粘合剂应涂布均匀、充分、无溢出,粘合面剥离时面纸不脱离。
2.3.8 箱钉要求箱钉使用带有镀层的低碳钢扁丝,不应有锈斑、剥层、龟裂或其它使用上的缺陷。
间距均匀、单钉距不大于55mm,双钉距不大于75mm。
首尾钉至压痕边线的距离为13±7mm.钉合接缝处应钉牢、钉透,不得有叠钉、翘钉、不转脚钉等缺陷。
2.3.9 裱和底板及面纸不许拼接、缺材、露楞、折皱、透胶、污迹。