水轮机过流部件空蚀分析及预防
水电站水轮机磨蚀原因及防护措施

水电站水轮机磨蚀原因及防护措施[摘要]水轮机中的过流部件,如水轮机叶片、转轮本体、导叶、尾水管等,往往会受到水沙的磨蚀而导致过流部件表面的金属流失,使设备在运行中产生振动和噪音,造成设备运行效率低下、大修频繁、使用寿命缩短,严重影响机组的稳定和安全。
文章主要针对水电站水轮机磨蚀原因及防护措施进行探讨。
【关键词】水轮机过流部件;磨蚀;防护方法水轮机磨蚀是指水轮机在汽蚀破坏与泥沙磨损的联合作用下的破坏现象,这个问题长期困扰着运行在多泥沙河流上的水电站。
多年来,许多水利水电工程技术人员和科研工作人员做了大量的研究工作,从磨蚀原因的研究到对磨蚀的防护以及治理措施技术等方面都取得一定的成果,对我国水轮机应用与防护做出了很大的贡献,但是目前仍然有许多问题难以解决。
本文在这里对水轮机的磨蚀以及防护措施加以研究。
1、磨蚀发生机理的研究1.1 气蚀及其机理汽蚀是指水轮机的过流通道中水压过低使水汽化产生汽泡和水压高时汽泡的凝结破灭过程所引起的一系列物理化学现象对机器表面的破坏。
这种破坏是一种高压细射流冲击、金属氧化和电解,对机器表面的损坏较为严重。
我们经常见到的机器表面针孔形状、麻面和海绵状等都是由于汽蚀所造成的。
汽蚀在机器材料表面的破坏无明显的方向性,我们不能小看这种破坏,在破坏严重的时候会使水轮机的叶片很快失效。
1.2 泥沙磨损泥沙磨损是指水流中含有的泥沙对水轮机过流部件造成的磨损破坏。
高速含沙水流经过部件表面时,会造成摩擦和切削作用,含沙水流冲击部件表面的瞬间,可产生高温高压使金属表面氧化,急剧的温度变化会引起金属保护膜的破坏而导致局部冲蚀。
在泥沙的反复冲击下,产生交变应力加速保护膜的破坏。
在冲蚀过程中不同材料的冲蚀规律随冲蚀角的变化而异。
当冲蚀角较低时,材料的冲蚀率有一峰值,这是因为韧性材料的微切削是冲蚀的主要机理,抗冲蚀性能的关键因素是水轮机叶片的弹性模量;此外流速、沙粒直径和介质流态等也是重要的影响因素。
水轮机过流部件磨蚀问题的研究与防护
水轮机过流部件磨蚀问题的研究与防护小水电2006年第1期(总第127期)技术交流水轮机过流部件磨蚀问题的研究与防护熊茂涛卢池杨昌明(西华大学能源与环境学院四川成都610039)陈次昌(西南石油学院四川成都610500)【摘要】针对我国高含沙水流中运行的水轮机组的过流部件的磨蚀这个长期存在的疑难问题,开展研究工作,在分析水轮机过流部件泥沙磨损,空化破坏各自的磨损机理,特点,影响因素,预测模型等的基础上,总结出水轮机过流部件的磨蚀主要是泥沙磨损,空化破坏及它们的联合作用,提出水轮机过流部件磨蚀的主要防护措施,为最终解决水轮机过流部件磨蚀问题提供了理论依据.图6幅,表1个.【关键词1泥沙水轮机磨蚀机理磨损空化l引言我国水能资源丰富,据2000年的数据,我国可开发水能资源为4.1324亿kW,2000年末我国水电装机总量达到75OO万kW,占全国总装机容量的24%_1】.同时我国河流的特点之一是含沙量大,年平均输沙量在1000万t以上的河流就有115条,每年直接人海泥沙总量达到19.4亿t[2】.因此在我国的水电开发中,存在着突出的泥沙问题.据不完全统计,在我国建成的装机7500kW以上的各类型大中小水电站中,有泥沙磨损的约占4o%[3J,由此产生的磨损,空化破坏严重,不仅影响了水电机组的安全经济运行,造成巨大的经济损失,而且威胁电网的安全运行,成为水电生产中急待解决的难题.表1为我国部分大型水电站水轮机磨蚀情况,其他河流上的水电站也存在着严重的磨蚀问题(见表1).表1我国部分大型水电站水轮机磨蚀简况河名,水电站名水轮机泥沙磨蚀情况90%的泥沙通过机组下泄,过机含沙量多年平均值为1.60ks/m3,汛期多年平黄河,刘家峡箬车翁簇赣嘉篷l泥沙大增,磨损,空化破坏空前加剧….多年平均含沙量为1.2kg/m~,最大含沙.…量1O.5kg,m3,水轮机转轮采用长江,葛洲坝0Crl3Ni4Mo和0Crl3Ni5Mo不锈钢铸造. 首台机组运行两个汛期就发现明显的磨损,空化破坏….1983年汛期后,沉沙库容所剩无几,过大渡河/龚嘴机泥沙数量猛增,水轮机开始进入严重的磨蚀损坏期.基金项目:国家自然基金项目资助(NO.90410013)由于磨蚀问题的复杂性和研究手段的制约,磨蚀的破坏机理至今看法不一.有鉴于此,通过分析水轮机泥沙磨损,空化各自的破坏机理,总结出高含沙水流中水轮机过流部件磨蚀机理及主要防护措施,为解决水轮机过流部件的磨蚀问题提供理论依据,对于提高水电站的经济效益和延长机组寿命,促进国民经济的发展有着极其重要的意义.2水轮机磨蚀破坏特征2.1水轮机的泥沙磨蚀携带泥,沙,石的高速水流,在通过水轮机流道时,对水轮机过流表面产生的破坏称之为磨蚀.通常情况下水轮机某一过流表面局部的破坏,往往不是单一因素造成的,多数情况下,它包括泥沙磨损和空化破坏及其联合作用.2.2水轮机过流部件的磨蚀部位及其特点1)混流式水轮机:叶片正面磨蚀表现为上轻下重,叶片正面靠进水边的边缘磨蚀一般较严重;下部靠出水边出现沟槽和锯齿状;叶片背面亦是普遍磨蚀,尤其是叶片下部靠近下环处和叶片出水边靠下环转弯处,均出现针孔,鱼鳞状凹坑等.图1为轴流式水轮机转轮叶片磨损情况示意图(见图1).圈1轴流式水轮机转轮叶片磨损情况示意图3l?技术交流SMAILHn)R0POWER2006Nol.TotalNo127 图2混流式水轮机转轮磨损部位示意图2)轴流式水轮机:叶片正面靠出水边缘特别是叶片外边缘,叶片背面亦严重磨蚀;转轮室下部半球形部分,转轮体及泄水锥的外表面等出现磨损.图2为混流式水轮机转轮磨损部位示意图(见图2).3)冲击式水轮机:引水管道,针阀,水斗内表面和喷嘴环等处容易受到泥沙磨蚀.3磨损破坏机理研究3.1磨损理论水轮机工作水流中含有泥沙颗粒时,具有一定动能的坚硬沙粒将有可能垂直冲击水轮机部件的过流表面的金属材料,材料在沙粒的冲击压力下,产生弹性变形,进入塑性流动状态.此后,表面弹性变形部分将恢复,而塑性变形被保留,形成冲击凹坑.在凹坑边缘有塑性变形中挤出的材料堆积物在沙粒不断冲击下,堆积物将重新受挤压变形和移位而有可能从材料表面剥落.同时,在合适的沙粒冲击角度下,堆积物易受剪切折断,形成材料的磨损量.某些金属有很强的冷作硬化能力,具有较高的硬度和脆性,可能产生变形裂纹.在足够的冲击能量下,冲击凹坑边缘和坑壁就常可能存在径向裂纹,即使沙粒冲击能量较小,不足以直接产生材料剥落,但经过长期反复冲击,也会导致材料的疲劳剥落.上述即为金属表面受沙粒冲击后,因弹一塑性变形引起的微体积损失过程,称之为变形磨损. 当沙粒以小冲角撞击材料表面,接触点很小的面积上将集中很高的压力.此冲击压力的垂直分量使沙粒压人材料表面.同时,沙粒在小冲角下有较大的水平动能分量,将使其沿大致水平于材料表面的方向移动.材料在沙粒尖角水平移动时.产生接触点的横向塑性流动,切出一定量的微体积材料. 这种材料的微体积损失称为微切削磨损.高含沙水流中含有不同形状的沙粒,流动也表-32-现为紊流形态,沙粒颗粒群体的运动方向可能是任意的,因此,高含沙水流中水轮机过流表面的实际磨损过程为上述变形磨损和微切削磨损的复合作用引.3.2泥沙磨损的破坏形态破坏轻微处有沿水流方向的划痕和麻点;严重时,表面呈波纹状或沟槽状,并常形成鱼鳞状凹坑;磨损强烈发展时,可使过流部件穿孔,成块崩落.磨损有明显的方向性,与水流特征一致;磨损表面密实,呈金属阴暗光泽L4J.3.3水轮机泥沙磨损的影响因素泥沙对磨损的影响因素:沙粒的特征,包括颗粒尺寸,硬度,形状等;含沙水流的特征,包括相对速度,冲击角等;金属材料的特征,包括硬度,韧性,破断强度等;水轮机的设计,如负荷选择,水头变化频率等等(见图3-5).圈3水轮机磨损的影响因素3.4水轮机泥沙磨损的预测水轮机过流表面的磨损行为十分复杂,到目前为止还没有一个公认的,普遍适用的机理和公式可以预}贝5水轮机材料的抗磨损性能.其中Finnie的微切削模型在验证塑性材料的冲蚀磨损规律方面有较好的效果L6】.cM厂(D)-r.式中:为冲蚀磨损量(kn);M为沙粒颗粒的质量(kg);U为沙粒的速度(rrds);P为金属材料的屈服应力;c为经验系数;a为入射角.国外,已有水轮机制造厂(如伏依特公司)利用TASCflow等商用软件计算泥沙颗粒运动轨迹,并预测泥沙磨损.但是,其颗粒运动轨迹计算量有限,不能得出分散相运动特性,预测泥沙磨损还需小水电2006年第1期(总第127期)大量经验数据.4空化破坏机理研究4.1空化理论空化存在两种物理变化过程:水流在流道里高速运动过程中,速度和压力都会变化.当速度增加压力降低时,水流中就会产生气泡,气泡集中的区域叫空穴,这种变化叫空化;挟带气泡的水流在高速流动过程中当速度降低压力增加时,气泡就会溃. 灭,气泡溃灭时会产生高温高压的微射流,靠近流道边壁的微射流长期对边壁作用,就会使边壁的固体物质产生疲劳破坏,使材料大量流失,这种变化过程叫空化.对流道边壁产生破坏作用的是后一种物理变化….图4为微射流引起的空化示意图(见图4).圈4微射流引起的空化示意图4.2空化的部位与特点空化破坏常常会出现在叶片的背面等低压区.轻微的空化使过流表面失去光泽而变暗,进而发展为麻点,麻面,针孔状等;较重的空化使表面变得十分疏松成为蜂窝状;空化严重时转轮叶片出水边较薄的地方就会穿孔,甚至整块脱落,过流部件很快就破坏失效.4.3空化的影响因素影响空化的因素主要是:硬度,断裂应变能,韧性及材料的抗腐蚀性能,流体速度,工件的表面粗糙度,流体的温度和气体含量等.但由于目前尚没有完全掌握空化机理,还不能准确预测各类材料耐空化性能.4.4水轮机空化的预测目前仍没有一种非常完善的评判水轮机空化状态的标准,尤其水轮机在实际运行过程中,无法直接确定其叶片的空化破坏程度,极大地制约了水轮机状态检修技术的发展.通常水电厂都是根据水轮技术交流机实际运行吸出高度的大小,能量特性的变化及振动状况来判断水轮机的空化状态,但这仅仅是一种趋势性分析,并没有确定的标准可依哺].5泥沙磨损,空化联合作用泥沙磨损和空化联合作用,就是含沙掺气高速水流产生的复合磨损破坏(即为磨蚀),其原理是:高含沙水流以混合体(压力水携带泥沙颗粒)高速冲击水轮机过流部件,其冲击强度随气泡大小可达上千个大气压,造成复合形式的磨损.其中,有气泡的空化,也有高速水滴和泥沙颗粒的冲蚀磨损及其交互作用.在水轮机过流部件的磨蚀破坏过程中,当水流中气泡爆裂产生的带有巨大冲击波的微射流射到泥沙颗粒上时,就使得泥沙颗粒从微射流上得到了速度.受到微射流冲击的泥沙颗粒由于微射流的速度远大于悬移质的速度,所以泥沙颗粒一般是以旋转状态沿着接近微射流的方向高速前进,旋转着的高速沙粒与边壁相遇时,金属材料除了受空化产生的脉冲式法向应力的重复作用外,还受泥沙颗粒的非法向力的切削作用.材料表面气泡溃灭时产生的微射流除直接蚀损材料外.还以冲击波的形式作用于泥沙颗粒上,极大地增加了泥沙颗粒的冲击速度,提高了对材料的切削作用,致使材料表面出现麻点,麻面,凹坑,甚至使泥沙颗粒嵌入材料表面形成凹凸不平,从而改变材料表面的平整度.当沙粒有锐利的棱角时,其切削作用则更加明显.这种切削作用使得金属表面的氧化膜不断受到冲击而产生崩落,既而引起水中腐蚀性介质对金属表面的进一步侵蚀.大量试验表明,含沙水流由于泥沙裂隙挟带气泡进入水流中,增加了水中气核,促使气泡初生提前发生.但气泡初生后,含沙水流对从气泡生长,溃灭到对过流表面的破坏机理,尚存在较大分歧.一般认为磨损促进了空化,空化又促进了磨损,但哪一个起主导作用尚未完全搞清楚.图5,图6即为葛洲坝水电站水轮机叶片典型的磨蚀表面,显示出分布规则的鱼鳞坑[6].这种磨蚀表面形貌与纯泥沙磨损和纯空化破坏得到的磨损表面有非常巨大的差别.说明我国高含沙水流中水轮机的磨蚀机理既不是简单的泥沙磨损也不是纯粹的空化破坏,而是泥沙磨损和空化联合作用对水轮机过流部件的破坏作用.33?技术交流SMAIHu)R()POWF~2O06Ⅳ0,TotalNo127 图5被严重磨损的叶片边缘6泥沙磨蚀防护措施6.1水电站的排沙措施与运行方式合理排沙,减少过机沙量是有效减轻水轮机泥沙磨蚀的重要措施.水库在设计时,就应该做好枢纽布置及科学调度的规划,以减少通过水轮机的泥沙.我国已总结出许多减少水库淤积,延长水库寿命的措施,包括在流域内大力开展水土保持工作; 合理布置电站取水口;设置导沙坝,冲沙闸,沉沙池等排沙设施.另外,利用水库采取调水调沙,蓄清排浑,泄洪排沙,异重流排沙等方式,都是行之有效的.6.2水轮机设计参数的合理选择水轮机设计参数选择时应考虑适当降低参数水平,特别注意控制降低水轮机转轮出lZl的相对流速,以达到最优比转速.同时采取水轮机转轮叶片的优化设计,考虑加大导叶分布圆的直径,选择合理导叶翼型,转轮叶片外缘加装裙边等措施.在转轮结构设计中,应注意提高部件的互换性,保证部件容易拆卸,修理和更换,以提高工作效率.6.3水轮机的制造和防护水轮机转轮采用0Crl3Ni4Mo,0Crl3Ni5Mo和0Crl3Ni6Mo等抗磨蚀性好的高强度不锈钢铸造, 特别是提高制造水平和质量,保证加工精度和表面光洁度.水轮机的防护采取材料表面物理强化技术,改性环氧金刚砂涂层,聚氯酯涂层,金属陶瓷涂层,喷涂超高音速WC,喷焊SPHG1焊条,堆焊GB1,A132焊条等先进技术和材料.6.4电站的检测,维修手段水电站要加强各种技术资料的收集和积累,加强水电站检修手段的研究和配置,提高检修质量, 采用叶型测绘修形,智能专家系统,坑内水轮机修复机器人等先进设备和措施.7结束语由于水轮机过流表面的磨蚀机理复杂,影响因素众多和研究手段的制约,目前对磨损,空化双重34?图6水轮机磨损表面的鱼鳞坑作用下的过流表面快速损坏机理的认识还不足以得到实用性强的水力抗磨耐蚀优化设计方法,有待于深入研究.近年来随着扫描电镜,电子探针,x射线衍射和能谱分析等现代化测试手段的出现,磨蚀问题的研究进入到微观程度,把磨蚀的宏观形貌和微观过程相联系,通过微观破坏形貌判定磨蚀机理,使人们对磨蚀机理的认识又推进到了新的高度.通过对水轮机过流部件表面的磨蚀机理研究,认识磨蚀损坏本质,进行水轮机泥沙磨蚀的预估和防护.可以对水轮机进行水力抗磨耐蚀优化设计提供依据和手段,对于最终解决水轮机过流表面磨蚀问题具有重要的意义.参考文献:[1]段生孝.我国水轮机空蚀磨损破坏状况与对策[A].天津:水机磨蚀论文集.2001,11—15.[2]王志高.我国水机腐蚀的现状和防护措施的进展[J].水利水电工程设计,2O02,21(3):1.[3]顾四行.我国水轮机泥沙磨损问题回顾[A].天津:水机磨蚀论文集.2001,20—21.[4]段昌国.水轮机沙粒磨损[M].北京:清华大学出版社.1981,9—14.【5]GreinH,Sehac~nmamA+SolarProblemofAbrasionin HydmclccmcMachinery[J].WaterPower&DamConstrue- tion,1992,(8):19.[6]李健,彭恩高,白秀琴,周燕,孙家峰.水轮机过流部件的磨损问题[J].材料保护,2004,37(7): 44—46.[7]薛伟,陈昭运.水轮机空蚀和磨蚀理论研究[J].大电机技术,l996,(6):46—47.[8]徐朝晖,陈乃祥,吴玉林,周兵.水轮机空蚀破坏估算法[J].华东电力,2002,(8):75.■熊茂涛(1976一),男,硕士研究生,工程师,主要从事水轮机空化与泥沙磨损理论和数值模拟研究工作. Dnail:********************陈次昌(1948一),男,工学博士,教授,博士生导师,主要从事流体机械研究工作.。
浅谈水轮机的空化和空蚀

浅谈水轮机的空化和空蚀技术报告——浅谈水轮机的空化和空蚀水轮机在运行中存在四大问题:动能指标(流量、出力、转速)、效率、空化性能、稳定性。
在上述问题中,空化、空蚀被喻为水轮机的“癌症”。
所以在水电厂水轮机运行生产过程中空化、空蚀是一个必须注意和避免的问题,我们必须了解其物理性质,然后找到避免和处理的方法。
空化是一种液体现象,固体或气体都不会发生空化。
当液体温度一定时,降低压力到某一临界压力时,液体也会汽化或溶解于液体中的空气发育成空穴,这种现象称为空化。
沸腾也是一种汽化,但沸腾是液体在衡定压力下加热,液体温度高于某一温度时发生的汽化,与空化不同之处就在于沸腾主要是热能交换的过程,而空化可近似看作是一个冷过程。
空化包括了空穴的出生、发育和溃灭。
当液体的压力降到某一临界值时,液体中便会产生空穴,这些空穴进入压力较低区域时,就开始发育成较大的气泡,气泡被流体带到高于压力临界值的区域时就会溃灭。
在空化区,空泡的不断产生又不断溃灭过程中,将产生高频高压的微观水击,由于高频高压的水击直接作用于过流表面,形成机械破坏,长期反复作用形成疲劳破坏。
同时空泡在溃灭时产生高温(可达到300—500摄氏度),与周围介质形成温差,产生温差电势,造成电化学腐蚀,而高温作用下产生氧,并增加其他有害气体的活性,产生腐蚀。
由于以上几种因素的联合作用,加快了过流表面的腐蚀破坏,这就是空蚀。
空蚀是空化的直接结果,空蚀只发生在固体表面。
由以上分析我们知道空化、空蚀的根本原因是水轮机自身产生的低压造成的。
而液体在混流式机组过流管道中低压的形成主要有:1)、翼型绕流:当水流绕流水轮机翼型叶片时,叶片背面的压力往往为负压,当叶片背面压力降低到环境汽化压力以下时,将会出现空化区空蚀水轮机叶片,对水轮机叶片造成破坏,即翼型空蚀。
2)、狭小空隙:当水流流过混流式机组导叶上下断面、立面密封、迷宫环等狭小通道或间隙时,将会导致局部流速升高,压力降低,当压力降低到环境汽化压力以下时,同样会产生空化区,空蚀导叶、叶片等,即间隙空蚀。
水轮机的空化和空蚀

空化发生在流道中水流局部压力下降到临界压力(一般接近汽化压
力)时,水中气核发展成为气泡,从而使液相流体的连续性遭到破坏, 变为含气的二相流(若同时含气和含砂,则为多相流)。气泡中主要充 满着液体的蒸汽以及从溶液中析出的气体。当这些气泡进入压力较低的 区域时,就发育成长为较大的气泡,当气泡随水流运动到压力较高区域, 气泡将迅速凝缩并溃灭。因此,空化包括了气泡的积聚、流动、分裂到 溃灭的整个过程。空化过程可以发生在液体内部,也可以发生在固体边 界上。 空蚀是指由于空泡的溃灭,引起过流表面的材料损坏。在空泡溃灭 过程中伴随着机械、电化、热力、化学等过程的作用。空蚀是空化的直 接后果,空蚀只发生在固体边界上。
空化、空蚀导致的不良后果
(1)损坏水轮机过流部件表面。在水轮机运行过程中,随着时间 的推移,在转轮和某些过流部件的局部表面上,开始时表面金属失去 光泽而变成灰暗色,接着形成即麻点状,进一步发展形成海绵状(即 蜂窝状),此时金属表面已受到严重破坏,再进一步发展就会产生金 属局部脱落,甚至穿孔。 (2)当空化、空蚀发展到破坏正常水流流动的程度时,能量损失 会急剧增加,效率和出力大幅度下降。 (3)水轮机在空化、空蚀状态下运行,特别是混流式水轮机,其 过流部件易发生低频率大振幅的压力脉动,甚至导致整个机组和水电 厂厂房危险的振动及噪声。
最后整理后得
Hs pa pv H
式中
pa——水轮机安装处的大气压力; pv ——该处相应于平均水温下的汽化压力; ——相应工况点的水轮机空化系数,由综合特性曲线查得;
H ——对应的水轮机工作水头。
水轮机安装高程的确定 在进行实际计算时,考虑到:
pa 10.33mH 2O ; ⑴海平面的平均大气压力 r
中小型水轮机磨蚀及防护方法
鳞坑 , 方 向与水 流方 向一 致 。 其
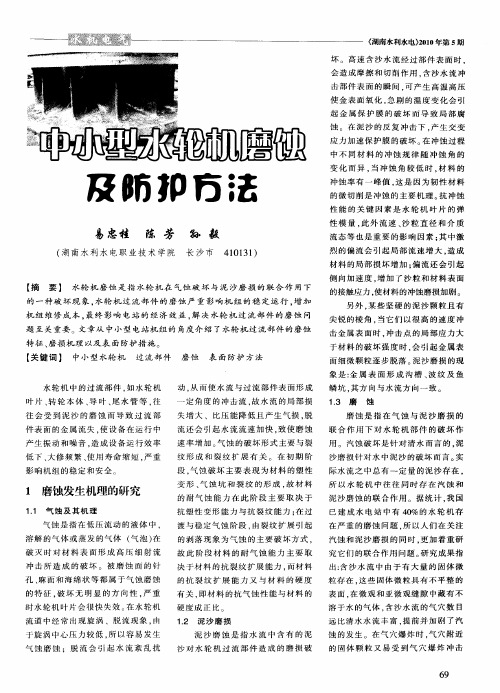
13 磨 . 蚀
叶片 、 轮 本体 、 叶 、 水 管 等 , 转 导 尾 往 往 会 受 到 泥 沙 的 磨 蚀 而 导 致 过 流 部 件 表面 的金 属流 失 . 设备 在 运行 中 使 产 生 振 动 和 噪 音 , 成 设 备 运 行 效 率 造 低 下 、 修 频 繁 、 用 寿 命 缩 短 , 重 大 使 严
已 建 成 水 电 站 中 有 4 % 的 水 轮 机 存 0
气蚀 是指 在 低压 流动 的 液体 中 , 溶解 的气体 或蒸 发 的气 体 ( 泡 ) 气 在
破 灭 时 对 材 料 表 面 形 成 高 压 细 射 流
渡 与稳 定气 蚀 阶段 , 由裂 纹 扩 展 引 起
在 严 重 的磨 蚀 问 题 . 以 人 们 在 关 注 所 汽 蚀 和 泥 沙 磨 损 的 同 时 , 加 着 重 研 更 究 它 们 的 联 合 作 用 问 题 。 究 成 果 指 研 出 : 沙 水 流 中 由 于 有 大 量 的 固 体 微 含
的 特 征 . 坏 无 明 显 的 方 向 性 , 重 破 严
决 于 材 料 的 抗 裂 纹 扩 展 能 力 , 材 料 而
的 抗 裂 纹 扩 展 能 力 又 与 材 料 的 硬 度
有 关 , 材 料 的 抗 气 蚀 性 能 与 材 料 的 即
硬度 成 正 比。 12 . 泥 沙 磨 损 泥 沙 磨 蚀 是 指 水 流 中 含 有 的 泥 沙 对 水 轮 机 过 流 部 件 造 成 的 磨 损 破
题 至 关重要 文章 从 中小型 电站机 组 的 角度 介 绍 了水 轮 机 过 流部 件 的 磨蚀
特征 、 磨损 机 理 以及表 面 防护措 施 。
浅析水电站水轮机汽蚀产生原因及防范措施
浅析水电站水轮机汽蚀产生原因及防范措施摘要目前我国在运行水电站中,水轮机作为主要的机组部位,其正常运行有效的保证了电力的生产。
但是长久以来,水轮机汽蚀现象对其的影响有增无减,严重影响了我国水电生产。
然后汽蚀现象又是无法避免的,所以我们必须加强对其的防治。
关键词水轮机;汽蚀;原因;措施前言:在本文中笔者首先介绍了水轮机汽蚀的危害,同时通过对汽蚀产生机理的阐述,分析了水轮机汽蚀的破坏作用,并提出了相应的防范措施。
1 水轮机汽蚀的危害水轮机汽蚀对于水电站的危害是比较大的,它不仅影响机组的正常运行,同时也会降低机组的运行寿命。
它主要会对水轮机过流部件、导叶、转轮、尾水管等造成破坏;由于气蚀会扰乱水流的正常运行规律以及能量转换,增加水流的漏损以及水力损失,它会直接降低水轮机的出力和效率;一旦出现严重的气蚀,它将会引起机组的强烈振动、噪音、出力波动,继而造成机组的不安全运行;增加机组的检修频次与复杂性,同时空化与空蚀检修不但增加了钢材的耗费,并且会增加工期,对电力生产有产生严重影响。
2 水轮机汽蚀产生的主要原因在水流能量转换的过程中会出现一种特殊现象,即水轮机汽蚀。
该现象主要是由于水流中不分区域的压力下降至气化压力产生大量气泡,在气泡的生成与溃灭的过程中对水轮机过流部件产生的破坏作用。
其中液体的气化特性是决定气蚀现象的根源。
因为任何液体都是具有一定气化特性的,一旦液体处于相应的物理状态下,非常容易产生汽化现象。
众所周知,由于高温产生的气化现象叫做“沸腾”,但是在环境温度不变的情况下,由于压力下降所产生的汽化现象叫做空化。
水是水轮机的主要工作介质,一般空化压力为0.24mH2O (2.354x103Pa),当水轮机中的压力降低到空化压力时,就会出现汽化现象,那么这是水轮机就非常容易气蚀。
一般在反击式水轮机流道中,受到边界条件变化的影响。
部分流速会增高,继而造成压力下降;由于转轮造成的水流动矩发生改变,会造成转轮叶片背面产生负压。
3_水轮机的空蚀空化(11水动)
(2)空蚀破坏类型
空蚀类型
翼型空蚀 间隙空蚀 局部空蚀
特
点
多数情况下位于叶片背面下部片出水边 位置 发生于叶片外缘于转轮室之间叶片根部 与转论体之间的间隙附近
由于局部流态变化而造成,如固定螺丝、 台阶、凹陷,混流式上冠减压孔
空腔空化
反击式水轮机在非设计工况形成的涡带
23
(3)空腔空化的机理
反击式水轮机所特有的一种旋涡空化。对于反击式水轮机, 在非设计工况运行时,转轮出口水流存在一定的圆周速度分量, 在其作用下,在转轮后产生涡带,涡带中心形成很大的 负压,这种涡带一般以低于水轮机转 速的速度在尾水管中旋转,造成尾水 管中流场发生周期性的变化,并引起 机组的振动和噪音。
第三章 水轮机空化与空蚀
第一节 空化与空蚀的机理
一、水轮机空蚀与磨损情况简介
在我国已投产的电站中,相当一部分电站 由于空蚀磨损破坏,导致机组效率下降、出力 减小、振动加剧,不仅威胁水电站的安全运行, 而且严重威胁电网的安全运行。
2
三门峡水电厂机组在泥沙 磨损和空蚀的联合作用下, 水轮机过流部件严重破坏, 水轮机运行15000小时必 须扩修,其中4# 机运行2 年过流部件严重损坏,效 率下降 8.7%。
3
黄河上游的刘家峡水 电站由于空蚀磨损破坏, 不仅转轮上出现大面积破 坏深坑,活动导叶关闭不 严无法停机,有时被迫安 排两台机组进行扩大型大 修。
4
宝珠寺水电站由于机组运行 工况较差,转轮上冠靠叶片 背面根部发生较严重的空蚀 破坏,尾水管锥管里衬上在 4个补气管根部 (顺水流旋 转方向斜向下约45o处)气蚀 严重,面积达600mm×700 mm,最严重的已气蚀穿孔。
20
C、冲击波理论
葛洲坝电厂水轮机过流部件磨蚀与防护回顾
葛洲坝电厂水轮机过流部件磨蚀与防护回顾中图分类号:TK 73 文献标识码:B1 前言葛洲坝水利枢纽是1970年代在长江干流上兴建的第一座集航运、发电、防洪于一体的综合性大型水利枢纽工程,葛洲坝水电站是枢纽的主要组成部分,是三峡水电站的反调节电站,设计装机21台,总装机容量2715MW。
从1981年工程开始发挥效益以来,机组已实现安全运行23年。
电站年平均流量14300m3/s,年平均水量4529亿m3,最小入库流量2900 m3/s,多年平均含沙量为1.2 kg/m3,最大含沙量10.5kg/m3,年输沙量5.26亿吨,总库容15.7亿m3。
大江电站装机14台,装机容量1750MW;二江电站装机7台,装机容量965MW,分别由原哈尔滨电机厂与东方电机厂设计、制造,其水轮机技术参数如表1:葛洲坝枢纽大坝的坝轴线中部布置泄水闸,两测是大江和二江电站,电站的两外侧为大江和二江船闸。
由于葛洲坝电站位于南津关弯道的下段,在弯道环流作用下,泥沙产生横向位移,底层含沙量大、粒径粗的泥沙向凸岸右侧运动,表层清水向凹岸二江一侧运动,过机泥沙粒径大小的分布与过机泥沙含量的分布成正比,愈靠右岸的机组,过流部件的磨蚀愈严重,过机含沙量和粒径分布规律是:二江小而细,大江大而粗,二江电站的含沙量为断面(宜昌)平均值的0.94~0.98倍,18#为1.37倍,21#为1.6倍。
过机泥沙粒径18#为二江的1.2~2.0倍,21#为1.2~2.9倍。
最大粒径达0.62mm,单机年过沙量在1500万吨左右。
为了提高水轮机过流部件的抗气蚀性能和抗磨损能力,叶片材料采用0Cr13Ni4-6Mo不锈钢铸造,中环采用不锈钢材料,8#~21#机下环还增设900mm的不锈钢段。
2 过流部件的磨蚀情况葛洲坝电厂水轮机的磨蚀与国内多泥沙河流水电厂同类机组具有共同的特点,即含沙量愈大,硬度愈硬,沙粒愈粗,运行时间愈长,磨蚀愈严重。
过流部件的磨蚀是泥沙磨损和空蚀联合作用的结果,具体情况如下:2.1 转动部件的磨蚀2.1.1 叶片的磨蚀葛洲坝电厂水轮机叶片材质选用抗磨蚀性能优良的OCr13Ni4-5Mo(125MW机组)和OCr13Ni6Mo(170MW机组)铸造而成,但磨蚀依然存在。
水电站水轮机典型锈蚀问题分析及处理方案
文章编号:1006 2610(2020)01 0080 04水电站水轮机典型锈蚀问题分析及处理方案沈 丹,张续钟(浙江富春江水电设备有限公司,杭州 311121)摘 要:水电站潮湿高热的环境使得水轮机部件锈蚀问题无法避免㊂蜗壳等前引水流道锈蚀会导致水电站水头损失加剧㊁水轮机的运行条件恶化和技术性能降低;转轮锈蚀,容易和空蚀磨蚀相互影响,严重影响机组效率和性能稳定;主轴锈蚀会产生应力集中,甚至发展成裂纹㊂以3座水电站不同部件的锈蚀问题为例,分析锈蚀产生的原因及危害,并为水电厂㊁制造单位㊁安装单位提供有效解决或缓解锈蚀问题的具体措施和方法㊂关键词:水轮机;锈蚀问题;磨损;水头损失;电化学腐蚀;应力集中;空蚀中图分类号:TV734.1 文献标志码:A DOI :10.3969/j.issn.1006-2610.2020.01.017Analysis and Solution of Typical Turbine Corrosion Problem in Hydropower StationSHEN Dan ,ZHANG Xuzhong(Zhejiang Fuchunjiang Hydropower Equipment Co.,Ltd.,Hangzhou 311121,China )Abstract :The humid and hot environment of a hydropower station makes the corrosion of turbine components inevitable.Corrosion of the front diversion channel such as the spiral case leads to increased head loss of the hydropower station ,deterioration of the operating condi⁃tions and technical performance of the turbine ;corrosion of the runner ,which is likely to interact with cavitation and erosion ,seriously affects the efficiency and stability of the unit ;corrosion of the shaft causes stress concentration and even develops into cracks.Taking the corrosion problems of different components of 3hydropower stations as examples ,the causes and hazards of the corrosion are analyzed ,and specific measures and methods for effectively solving or mitigating the corrosion problems are provided for hydropower stations ,manu⁃facturers and installers.Key words :hydraulic turbine ;corrosion problem ;wear ;head loss ;electrochemical corrosion ;stress concentration ;cavitation erosion 收稿日期:2019-07-28 作者简介:沈丹(1988-),女,浙江省绍兴市人,工程师,主要从事水轮机设计工作.1 概 述空化空蚀[1]㊁泥沙磨损[2]㊁机械振动[3]㊁钢材锈蚀是导致水轮机部件损坏的主要原因,且四者常常相互作用,相互影响㊂在水力设计中,空化空蚀㊁泥沙磨损和机械振动经常作为重点受到广泛关注,而钢材锈蚀却因为太过常见,经常受到忽视㊂2 水轮机锈蚀问题众所周知,钢材锈蚀是指金属与周围的介质发生了化学反应或者电化学反应后,生成金属化合物的现象㊂水轮机钢材锈蚀问题有别于空化空蚀㊁泥沙磨损和机械振动,它较多发生在静态条件中,比如运输㊁储存㊁停机维护时,在动态条件下,比如水轮机运行工况中,单纯的锈蚀问题反而可以得到缓解㊂静态条件下的钢材锈蚀现象,其危害一般在可控范围内,我们可以提前预防,或者通过打磨㊁涂防锈油等方式将损失降到最低㊂在水力机械运行时,钢材锈蚀问题的表征并不明显,其原因主要是疏松易剥落的金属氧化物会随水流冲走,表现近似于无㊂但是理论研究显示,这个阶段的锈蚀问题并非不存在,也同样不容忽视㊂图1为磨蚀㊁锈蚀联合作用下的底环㊂当水流中的泥沙冲刷过流表面瞬间,导致金属表面保护膜机电与金属结构 西北水电㊃2020年㊃第1期 ===============================================被破坏,同时可能产生高温高压,与水中的气体作用,使金属表面氧化,产生局部腐蚀㊂当这些疏松易剥落的金属氧化物随水流冲走后,金属表面生成小凹陷,在时间推移下,小凹陷变成凹坑,最终形成绵连不断的损伤㊂图1 磨蚀㊁锈蚀联合作用下的底环图图2 空蚀㊁振动㊁锈蚀联合作用下的转轮泄水锥图图3 振动㊁锈蚀联合作用下的连接螺栓图图2,3为空蚀㊁振动㊁锈蚀联合作用下的转轮泄水锥和连接螺栓㊂由于空化空蚀作用,水中的空气被压缩,由于体积突然缩小,温度升高放出热量,同时水锤压力对金属表面的冲击也产生局部高温,在这种高温高压作用下,又促使了空气对金属表面的氧化,与此同时,也可产生电化腐蚀(电解作用),使金属表面变暗变毛,加速机械破坏作用㊂另一方面,由于转轮出口处的旋转水流及脱流漩涡和汽蚀等的影响,在尾水管内常引起水压脉动,继而引起机械振动㊂由外加应力导致的应变和腐蚀联合作用产生局部性金属腐蚀,最初在泄水锥㊁螺栓表面形成裂隙坑,然后进一步产生腐蚀,腐蚀后促使裂隙传播,其速度由其所受的应力和材料的断裂韧度来决定,当剩下的材料不能承受施加的应力时,就发生了断裂㊂动态条件下的钢材锈蚀,由于受空化空蚀㊁泥沙磨损㊁机械振动相互作用,尽管危害巨大,却无法简单区分,无法单方面采取措施,消除影响,故而不再详细分析㊂我们仅针对静态条件下的钢材锈蚀问题,分析其产生的原因和造成的危害,并给出行之有效的处理方法㊂3摇实际案例分析(1)案例1,福建省某水电站蜗壳㊁座环和固定导叶等过流面严重锈蚀情况福建省某水电站2号机组建造于1975年,于2016年完成扩容改造,但是改造后发现实测真机效率和出力比预期低㊂1)原因分析由于70年代经济和技术比较落后,福建省某水电站蜗壳座环等采用Q235-A 材质,屈服强度为235MPa,却极易生锈㊂经过40多年的运行,发现蜗壳㊁座环和固定导叶等过流部件的防水涂漆剥落,本体锈蚀而老旧破损,起皱㊁剥落㊁鼓包㊁开裂等现象严重,流道表面粗糙度非常大(见图4),同全新的粗糙度不低于Ra12.5μm 相比,其表面粗糙度至少要低不止1个数量级达125μm,甚至达到2个数量级1250μm 以上,严重影响改造后的水轮机性能(包括出力㊁效率㊁空蚀等性能)[4]㊂图4 某水电站蜗壳表面锈蚀情况图水轮机净水头H =H O -H f ,其中:H O 为毛18西北水电㊃2020年㊃第1期===============================================水头,H f为蜗壳㊁座环和固定导叶等过流部件的水头损失㊂当毛水头H O一定的情况下,蜗壳㊁座环和固定导叶等过流部件的粗糙度越大,水头损失H f越大,水轮机的净水头H越小,在机组同样出力的情况下,所需水轮机的流量越大,这将恶化水轮机运行工况,降低水轮机的性能㊂从真机运转特性曲线判断,在相同导叶开度㊁同样毛水头下,水头损失越大㊁净水头越低,水轮机效率随之降低[5]㊁水轮机出力也随之降低㊂2)处理方案建议下次检修时,借鉴新疆乌鲁瓦提水电站[6]蜗壳㊁固定导叶防磨防腐处理措施(比如:重新打磨㊁涂漆等),修复蜗壳㊁座环和固定导叶等过流部件的表面,以满足GB10969 2008中的相关规定,从而改善水轮机的运行条件和技术性能㊂3)结论近几年,中国水电特别是中小型水电站,为了追求较高的经济效益,会选择性能更优的转轮进行扩容改造,但很多时候结果却不太尽人意㊂建议水电厂重新评估现有的蜗壳㊁尾水管㊁压力钢管等引水㊁泄水部件,从实际出发,适当考虑增加埋入部件的修复成本㊂就目前阶段,改善流道的锈蚀问题,我们常用的做法是:新造水电站蜗壳采用不易生锈的Q345R低合金钢,其他过流部件采用S135不锈钢;对于改造水电站,应及时打磨锈蚀部位,在打磨部位刷防锈漆[7-8],并定期巡查蜗壳尾水管,可以有效降低过流部件的表面粗糙度,增加水轮机效率和出力,增加电站的经济效益㊂(2)案例2,柬埔寨某水电站4号机转轮出现浮锈情况柬埔寨某水电站安装有2台套额定功率为105.1MW(H r=134m)和2台套额定功率为67.7 MW(H r=86m)的立轴混流式水轮机,在运行一段时间后,我们发现4号机转轮13张叶片出水边均出现浮锈且锈蚀程度范围基本相同(见图5),除叶片出水边有浮锈外,其他位置均正常;检查另外3台机组转轮锈蚀情况均完好,没有出现锈蚀情况;用砂纸打磨锈蚀部位,发现锈蚀部分均为突出,砂纸打磨后转轮叶片本体完好,故签定为浮锈㊂1)原因分析柬埔寨某水电站转轮叶片材料为ZG00Cr13Ni5Mo,属于铸造低碳马氏体不锈钢,具有良好的淬透性㊁优良的室温和低温力学性能㊁腐蚀疲劳强度和动静态断裂韧性,优良的服役性能,如抗空蚀㊁抗磨损性能等,是目前国内外大中型水轮机转轮广泛应用的材料㊂图5 柬埔寨某水电站4号机转轮出水边浮锈情况图对比另外3台机组转轮,4号机转轮除了运行时间较少,静置时间较长以外,其他环境因素均相同㊂因此该转轮生锈的原因很可能是转轮在仓储㊁转运㊁安装过程中,转轮正放,安放表面曾接触硫化物㊁氧化物㊁氧化氮㊁盐类等物质,引起腐蚀㊂2)处理方案使用50cm×50cm×100cm的光谱仪检测转轮叶片出水边化学成分,重新检查4号机叶片的材质化学成分;为避免4号机转轮叶片继续产生浮锈,先用马氏体不锈钢防锈钝化膏对其处理,使不锈钢表面重新形成钝化膜;考虑到发电效益,建议可以先通过打磨方式处理掉叶片上浮锈后直接发电,减少4号机组静置时间,改善转轮叶片浮锈问题㊂3)结论不锈钢裸露表面发生大面积的较为均匀的腐蚀,一定程度上造成了表面损伤,但比局部腐蚀的危害性小,通过打磨,可以完全去除表面锈蚀,且不影响表面粗糙度㊂近几年,混流式转轮叶片出水边一般设计成类似锋利的刀片结构,边缘比较薄,根据转轮有限元分析,各工况下转轮的最大应力,多数发生在出水边靠近下环位置㊂若发现转轮发生锈蚀,却不及时阻止,锈蚀会向四周蔓延,到达叶片与下环焊接部位,造成转轮叶片缺陷㊂机组经过长时间运行,空蚀㊁振动㊁锈蚀联合作用,极有可能使转轮叶片出水边出现裂纹,发生断裂,危害程度呈直线上升㊂因此在发现转轮出现锈蚀时不能掉以轻心,应第一时间采取有效措施,阻断锈蚀,并做好防锈措施㊂28沈丹,张续钟.水电站水轮机典型锈蚀问题分析及处理方案===============================================(3)案例3,老挝某水电站主轴轴颈处锈蚀老挝某水电站安装有3台额定功率为126MW 的混流式机组,现场安装导水机构时,发现主轴轴颈表面发生锈蚀现象,见图6㊂图6 主轴轴颈处生锈情况图1)原因分析老挝属热带㊁亚热带季风气候,5 10月为雨季,11月至次年4月为旱季,年平均气温约26℃㊂老挝全境雨量充沛,最小年降水量为1250mm,最大年降水量达3750mm,一般年降水量约2000mm㊂该水电站常年高温高热,工期较长,空气中的蒸汽水分极易深入工件本体表面㊂主轴采用锻20SiMn 材料,该材料锻造性能及机加工性能良好,焊接性良好,但其特点是不耐腐蚀㊂在运输过程中,我们常常采用涂防锈油的方式对大轴进行防护,却也会因为防护不当的原因,导致主轴生锈,特别是倒圆角和加工过渡面㊂2)处理方案由于水电站周围加工条件有限,同时为了问题得以及时解决,满足现场安装的需要,建议采用修磨㊁抛光[9]的方式进行除锈㊂对主轴轴颈及导轴承部位处理具体操作过程和步骤如下:由经验丰富的安装人员先用金相砂纸和油石对水导轴承锈蚀表面进行修磨,露出金属光泽即可;尽量少磨㊁减小修磨范围,按周向方向修磨且与锈蚀周边部位圆滑过渡,保持与加工时纹路基本一致;用汽油或酒精将表层浮锈清理干净;用羊毛毡加研磨膏对处理部位进行抛光,满足粗糙度0.8和1.6要求;使用粗糙度检测仪检查粗糙度;清洗干净后,利用刀口尺加塞尺方式进行轴向方向直线度检查(也可采用透光检查方式);用透平油覆盖所有机加工表面,对大轴进行保护;加强对未进行安装的主轴的储存检查进度,避免再次发生锈蚀㊂3)结论主轴生锈在中国比较少见,但在国外受气候㊁环境和人员调度影响时有发生㊂若主轴锈蚀严重,程度恶劣,会出现应力集中,甚至产生裂纹㊂另外,主轴生锈后的打磨过程需严格管控,避免出现过度打磨,导致水导轴承安装时轴瓦间隙过大或者间隙不均匀,进而导致机组振动和摆度过大,轴瓦温度升高,影响整个机组的稳定运行㊂主轴尺寸大㊁重量重,若因为锈蚀原因导致运回原厂修复甚至回炉重造,既耽误工期又增加成本,得不偿失㊂因此在储存和维护过程中应加强对主轴的防锈检查,及时做好防锈措施㊂4 结 语水轮机主要部件,包括转轮㊁主轴㊁导水机构㊁蜗壳㊁尾水管等99%以上的部件都是由钢㊁铁等金属材料加工而成㊂这些部件如果出现锈蚀,会引起材料塑性抗性降低,若不加以重视,在机组运行过程中,受空化空蚀㊁泥沙磨损㊁机械振动联合影响,有可能使重要结构件发生脆性断裂,造成无可挽回的损失㊂因此,一旦发现水轮机出现锈蚀,应加强重视并立即采取必要防护,消除或尽量减小锈蚀痕迹,避免造成安全隐患㊂参考文献:[1] 李欣.水轮机的空化与空蚀[J].科技创新与应用,2016(14):109.[2] 杜世平.水轮机泥沙磨损及应对措施[J].机电技术,2016(03):92-94.[3] 黄商.水轮机发电机组振动的影响因素与处理方案[J].科技创新与应用,2018(27):127-128.[4] 冯建军,朱国俊,贺锐,等.表面粗糙度对轴流泵性能的影响[J].西北农林科技大学学报:自然科学版,2016(03):196-202.[5] DEBORG.J,袁淑玲.表面粗糙度对水轮机效率的影响[J].国外大电机,1999,(03):79-80.[6] 王和平柳海鹏.乌鲁提瓦水电厂水机部分抗磨蚀处理[J].人民长江,2007(08):139-140,149.[7] 唐蕾,莫春霞.尼泊尔上达吉水电站减轻水轮机泥沙磨蚀的综合措施[J].西北水电,2016(06):59-61.[8] 张小阳,王占华,张志修.材料及防护涂层在淡水环境中的腐蚀试验研究[J].腐蚀与防护,2006(05):240-243.[9] 刘韦,陈乃莉.水轮机水导轴径磨损电镀硬铬修复工艺探讨[J].中国水能及电气化,2010(10):53-55.38西北水电㊃2020年㊃第1期===============================================。
水电站水轮机汽蚀产生原因分析及防范措施论述
水电站水轮机汽蚀产生原因分析及防范措施论述摘要:水电站水轮机在发电运行过程中,往往经常会出现强烈震动、强烈的噪音以及轴承温度过高、机组摆动过大等不良现象,这些现象的产生往往是由于水电站水轮机的汽蚀所造成的。
水轮机汽蚀产生的原因是有很多种,除了水轮机本身原因以外,还有就是部件的材料性能、制造工艺水平、河流水质、运行情况、检修质量等因素有关;另外对水轮机的吸出高度也必须加以考虑。
关键词:水轮机;汽蚀;机理;作用水轮机汽蚀,是水流在能量变换过程中发作的一种特殊表象,它是因为水流中部分区域压力降低到汽化压力时发作很多汽泡,伴随着汽泡的生成与溃灭而对水轮机过流部件形成的损坏效果。
汽蚀表象的发作首要取决于液体的汽化特性。
任何液体都具有汽化特性,当液体处于相应的物理状态下就会发作汽化表象。
由高温致使的汽化表象称为“欢腾”;若在环境温度根本不变,而由压力降低所致使的汽化表象则称为“空化”。
1水轮机汽蚀的产生机理在反击式水轮机运转的过程中,由于边界条件的改变很容易呈现汽蚀表象。
在流道中由于部分的流速过高会致使压力下降,在转轮叶片的效果下,会对水流的动矩发生影响,从而在叶片的反面发生负压。
由于在水中通常会含有百分之五的空气或者是汽核,当水中的压力低于必定的限制,超出空化的压力时,就会呈现空化表象而致使气泡的发生,当汽泡形发溃裂时,即是汽蚀表象发生的过程。
在水轮机运转的过程中,水在水轮机的流道内活动,在空化效果后,汽泡随着水流进入到流道的高压区,在高压的效果下,汽泡外部的压力和汽泡内部的压力不平衡,在这种压力效果下,汽泡就会溃裂。
在汽泡溃裂的过程中,由于压力的不一样而发生极大的冲击力,构成较高的射流,这种刹那间的射流冲击力非常大。
在高频率的射流水击下,过流外表需求接受很大的冲击载荷,久而久之,金属材料的耐性就会受到影响,转变为脆性状况。
在此过程中,屈服点逐渐的下降,在屈服点达到必定的临界后,在射流的冲击力效果下,金属外表的颗粒就会掉落,直接发生塑性变形,对水轮机形成很大的损坏。
水轮机空蚀与磨损作业指导书
水轮机空蚀与磨损作业指导书一、概述水轮机是一种将水能转化为机械能的装置,常用于发电厂和水利工程。
然而,由于长期运行和使用不当等原因,水轮机可能会出现空蚀和磨损问题。
本作业指导书旨在帮助操作人员了解水轮机空蚀和磨损的原因以及如何进行预防和修复。
二、空蚀问题1. 空蚀现象空蚀指在水轮机叶片表面形成气泡或水蒸汽,并带有高速冲击力的问题。
空蚀的存在会导致叶片表面损坏,降低水轮机的效率。
2. 空蚀原因(1)水质问题:水中含有气体或溶解的气体浓度过高时,易产生空蚀。
(2)进口水速度过高:当进口水速度过高时,会产生负压,导致空蚀。
(3)叶片表面粗糙度:叶片表面粗糙度过大,容易形成气泡,造成空蚀。
3. 空蚀预防措施(1)改善水质:定期对进水管道进行清洗和维护,确保水质符合要求。
(2)控制进口水速度:根据水轮机的设计要求,合理控制进口水速度,避免产生负压。
(3)提高叶片表面光洁度:定期对叶片进行清洗和磨光,降低表面粗糙度。
三、磨损问题1. 磨损现象磨损是指水轮机叶片表面与水流或颗粒物接触时,由于摩擦而导致叶片表面的磨损。
长期磨损会导致叶片减薄、变形和失效。
2. 磨损原因(1)颗粒物侵蚀:水中悬浮的颗粒物会对叶片表面产生冲击和磨损。
(2)水流速度过高:水流速度过高会增加叶片表面与水流之间的摩擦力,导致磨损。
(3)叶片材料不合适:选择合适的叶片材料可以降低磨损程度。
3. 磨损预防措施(1)过滤水质:安装合适的过滤器,过滤掉水中的颗粒物,减少对叶片的冲击。
(2)控制水流速度:根据水轮机的设计要求,合理控制水流速度,避免过高速度引起的磨损。
(3)选择合适的叶片材料:根据水轮机的使用环境和水质情况,选择适合的叶片材料,提高其耐磨性能。
四、维护和修复1. 定期检查:定期对水轮机进行检查,发现空蚀和磨损问题及时处理。
2. 清洗叶片:定期清洗叶片表面,去除附着的沉积物和颗粒,减少磨损和空蚀的发生。
3. 磨光叶片:定期对叶片进行磨光处理,提高叶片表面的光洁度,减少磨损和空蚀的发生。
水轮机的空化与空蚀
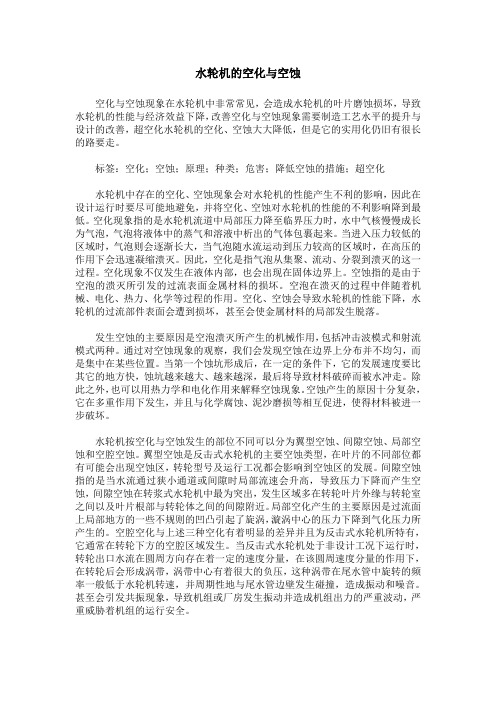
水轮机的空化与空蚀空化与空蚀现象在水轮机中非常常见,会造成水轮机的叶片磨蚀损坏,导致水轮机的性能与经济效益下降,改善空化与空蚀现象需要制造工艺水平的提升与设计的改善,超空化水轮机的空化、空蚀大大降低,但是它的实用化仍旧有很长的路要走。
标签:空化;空蚀;原理;种类;危害;降低空蚀的措施;超空化水轮机中存在的空化、空蚀现象会对水轮机的性能产生不利的影响,因此在设计运行时要尽可能地避免,并将空化、空蚀对水轮机的性能的不利影响降到最低。
空化现象指的是水轮机流道中局部压力降至临界压力时,水中气核慢慢成长为气泡,气泡将液体中的蒸气和溶液中析出的气体包裹起来。
当进入压力较低的区域时,气泡则会逐渐长大,当气泡随水流运动到压力较高的区域时,在高压的作用下会迅速凝缩溃灭。
因此,空化是指气泡从集聚、流动、分裂到溃灭的这一过程。
空化现象不仅发生在液体内部,也会出现在固体边界上。
空蚀指的是由于空泡的溃灭所引发的过流表面金属材料的损坏。
空泡在溃灭的过程中伴随着机械、电化、热力、化学等过程的作用。
空化、空蚀会导致水轮机的性能下降,水轮机的过流部件表面会遭到损坏,甚至会使金属材料的局部发生脱落。
发生空蚀的主要原因是空泡溃灭所产生的机械作用,包括冲击波模式和射流模式两种。
通过对空蚀现象的观察,我们会发现空蚀在边界上分布并不均匀,而是集中在某些位置。
当第一个蚀坑形成后,在一定的条件下,它的发展速度要比其它的地方快,蚀坑越来越大、越来越深,最后将导致材料破碎而被水冲走。
除此之外,也可以用热力学和电化作用来解释空蚀现象。
空蚀产生的原因十分复杂,它在多重作用下发生,并且与化学腐蚀、泥沙磨损等相互促进,使得材料被进一步破坏。
水轮机按空化与空蚀发生的部位不同可以分为翼型空蚀、间隙空蚀、局部空蚀和空腔空蚀。
翼型空蚀是反击式水轮机的主要空蚀类型,在叶片的不同部位都有可能会出现空蚀区,转轮型号及运行工况都会影响到空蚀区的发展。
间隙空蚀指的是当水流通过狭小通道或间隙时局部流速会升高,导致压力下降而产生空蚀,间隙空蚀在转浆式水轮机中最为突出,发生区域多在转轮叶片外缘与转轮室之间以及叶片根部与转轮体之间的间隙附近。
水轮机的空化与空蚀

设水轮机流道最低压力点K 的压力为Pk,2点叶片出口边的 压力为P2,a点为下游水面上的 点、压力为Pa。若下游为开敞 式 , 则 Pa 为 大 气 压 力 。 列 出 K 点和2点水流相对运动的伯努 力方程式:
ZK
PK
g
WK2 2g
uK2 2g
Z2
P2
g
W22 2g
ቤተ መጻሕፍቲ ባይዱ
u22 2g
hK 2
PK
对于含杂质量较小的清水质,可取:
Pv 0.09 ~ 0.24
g
mH2O
考虑到水轮机模型空化试验的误差及模型与原型之 间尺寸不同的影响,对模型空化系数σm 作修正,水 轮机实际运行的空化系数σ取:
m
K m
转桨式水轮机
K 1表.14-3 水混轮流机式水水头与轮空机化水安头全与系空数化K安关全系系数关系
)
(V22 2g
WK2 W22 2g
hka )
方程式两端同时减去
Pv
g
除以水头H
Pk Pv
gH
Pa
g
Pv
g
H
Hs
(WK2 W22 2gH
W
V22 ) 2g
hk a
w
V22 2g
w
V22 2g
1
w
V22 2g
ξw、ηw—尾水管的阻力系数、恢复系数
水轮机空化系数
Wk2 W2 2 2gH
w
V22 2gH
100 10.33
空蚀对金属材料表面的侵蚀破坏有机械作用、化 学作用和电化作用三种,以机械作用为主。
1、机械作用
(1)流道中局部压力降低到汽化压力时,水开始汽 化,原溶解在水中极微小的(直径约为10-5~10-4mm) 空气泡同时开始聚集、逸出。水中出现大量由空气及 水蒸汽混合形成的气泡(直径在0.1~2.0mm以下)。
水轮机汽蚀的产生和防治措施

水轮机汽蚀的产生和防治措施【文摘】汽蚀在水轮机中发生的部位不同,有翼型汽蚀、空腔汽蚀和间隙汽蚀等3种。
它的产生导致水轮机工作机件表面受到侵蚀和剥落,使过流部件形成麻点或蜂窝孔洞,引起机组振动,降低效率和出力。
提出了防治措施及处理方法,实例中效果明显。
【主题词】水电站运行水轮机空蚀水轮机振动设备维修措施1、水轮机汽蚀的产生及影响根据汽蚀在水轮机中发生的部位不同,一般有翼型汽蚀、空腔汽蚀和间隙汽蚀等3种。
1)翼型汽蚀它主要是由于轮叶翼型的形状所引起的。
反击式水轮机的转轮叶片,沿流线方向的截面为空气动力型,水流绕叶片流动使其正面和反面造成压差,从而使转轮获得力矩,一般叶片正面大部分为正压,叶片背面为负压。
如果叶片背面压力降低至汽化压力时,就发生翼型汽蚀,产生大量汽泡,破坏水流正常连续性流动,导致机组出力和效率的降低。
另外,由于轮叶制造材料质量不良,形状不对及表面不光等,产生的翼型汽蚀将使轮叶形成蜂窝状孔洞,如不及时检修.可导致轮叶击穿而破坏。
翼型汽蚀一般发生在叶片背面出水边下半部靠轮环处和叶片背面与轮毂靠近处。
2)空腔汽蚀它是由于在尾水管内的水流旋转,使中心空腔处形成了真空而造成的。
主要原因是由于水轮机在非设计工况下运行(在水轮机出力的5%限制线以外时),破坏了水轮机的法向出口,产生了脱流和旋涡,再加上整个转轮出口的旋转水流,在转轮出口和尾水管进口形成一个涡带,其中心产生很大压降,当降至汽化压力时,便产生了空腔汽蚀。
这种涡带以一定的频率在尾水管内旋转,其中心的真空带周期性地冲击尾水管的四周,造成对尾水管壁的汽蚀破坏,产生周期性的压力波动,形成强烈的噪音、金属打击声、轰隆声或雷鸣声,甚至发生放电、闪光现象,严重时会引起机组的强烈振动,影响水轮机的稳定运行。
空腔汽蚀通常发生在水轮机座环内侧和尾水管上半段。
3)间隙汽蚀这是水流通过某些间隙或较小的通道时,因局部流速升高,压力降低到汽化压力时而产生的。
反击式水轮机常发生在导叶端部间隙处和转轮止漏环间隙处,轴流转桨式水轮机叶片和转轮室的间隙处。
水轮机过流部件的磨蚀与表面防护

损明显, 厚度减薄, 涂层脱落处平均磨蚀 2 m m 深, 背面防护涂层 3 2 %脱落, 并有 1 5~ 2 8 m m深的空蚀 区, 转 轮 室 平 均 间 隙 增 大, 图 1是 该 电 厂 某 机 组 2 0 0 6年大修时的叶片磨蚀情况。白沙河电站某机 组1 9 9 3年大修时多个过流部件磨蚀得几乎无法补 焊, 只好送制造厂进行大量修补; 1 9 9 4 年大修时又发 现其转轮上冠、 抗磨环、 转轮下环、 后盖等大量磨损, 5 m m ; 主轴轴封处磨损沟槽达1 0 m m 以上, 有的深达 1 为此, 电厂不得不制作新的过流部件
我国是世界上水力资源极为丰富的国家水电已成为我国重点发展的可再生能源之一但同时我国的河流泥沙含量大长江及其支流以沙粒硬度高为特点黄河则以含沙量大为特征目前已经运行的100多座大中型水电站中有严重泥沙磨损的约占40在黄河干支流上这一数值更是高达663黄河三门峡河段的年输沙量近16t为世界之最对水轮机过流部件的磨蚀更为突出因此如何解决水轮机过流部件的磨蚀问题已经成为工程建设中的关键技术之一
9 ] 折断或者被切断, 会形成扰流而加剧磨损 [ 。
号铸钢, 叶片背面有不锈钢堆焊保护层, 运行 2年 后, 叶片厚度平均减薄 6 m m , 叶片上有深坑甚至穿 0 孔, 出水 边 磨 成 锯 齿 状, 转轮下环厚度磨薄约 3 m m , 上迷宫环间隙由 0 . 2 8 m m 扩大到 7 . 1 5 m m , 导 叶立面最大磨成 7 m m间隙, 机组由于磨损破坏严重 0~ 4 0 d , 该厂发电 1 8年中, 共 而大修, 工期一般需 3 耗用电焊条 3 8 t 。葛洲坝电厂某机组 2 0 0 2年 1 1月
图1 葛洲坝电厂某机组叶片磨蚀情况
第四章 水轮机的空化与空蚀

2.化学作用
发生空化和空蚀时,气泡使金属材料表面局部出现 高温是发生化学作用的主要原因。该高温可能是气泡 在高压区被压缩时放出的热量,或者是由于高速射流 撞击过流部件表面而释放出的热量。局部瞬时高温可 过300℃,高温、高压作用下,促进汽泡对金属材料表 面的氧化腐蚀作用。
3.电化作用
在发生空化和空蚀时,局部受热材料与四周低温材 料间产生局部温差,形成热电偶,材料中有电流流过, 引起热电效应,产生电化腐蚀,破坏金属材料的表面 层,使它发暗变毛糙,加快了机械侵蚀作用。
由于液体具有汽化特性:
液体汽化:1、恒压加热;2、恒温降压
沸腾:液体在衡定压力下加热,当温度高于某一温
度时,液体开始汽化形成汽泡。
空化:当液体温度一定,降低压力到某一临界压力
时,液体也会汽化或溶解于液体中的空气发育形成
空穴。
气蚀现象:包括空化和空蚀两个过程。 空化:液体中形成空穴使液相流体的连续性遭到破 坏,发生在压力下降到某一临界值的流动区域,空穴 中主要充满着液体的蒸汽以及从溶液中析出的气体。 可以发生在液体内部,也可以发生在固定边界上。
水的温度(℃) 汽化压力 (mH2O) 0 0.06 5 0.09 10 0.12 20 0.24 30 0.43 40 0.72 50 1.26 60 2.03 70 3.18 80 4.83 90 7.15 100 10.33
空蚀对金属材料表面的侵蚀破坏有机械作用、化 学作用和电化作用三种,以机械作用为主。
第四章 水轮机的空化与空蚀
第一节 水流的空化
一、水流的空化现象
认识到空化空蚀的破坏:发现轮船高速金属螺旋桨在 很短时间内就被破坏。 固体围绕固定位置振动 的汽化特性。 标准大气压力下 ,水温达 到 100℃时,发生沸腾汽化; 当周围环境压力降低到 0.24mH2O时,发生空化现象。 液体质点位置易迁移 常温下液体质点会从液体中离析,取决于该种液体
舰船流体机械空蚀原因分析及控制方法浅析
舰船流体机械空蚀原因分析及控制方法浅析摘要:舰船流体机械经常处于流体高速相对运动状态,因此流体机械零部件屡屡会碰到空蚀损害问题,空蚀一旦发生,将急剧缩短零件的使用寿命,同时还会引起设备的振动和噪声,严重影响舰船的正常运行。
本文就舰船流体机械的空蚀原因进行分析,对抗空蚀方法进行简要介绍,为后续研究人员的空蚀研究提供参考。
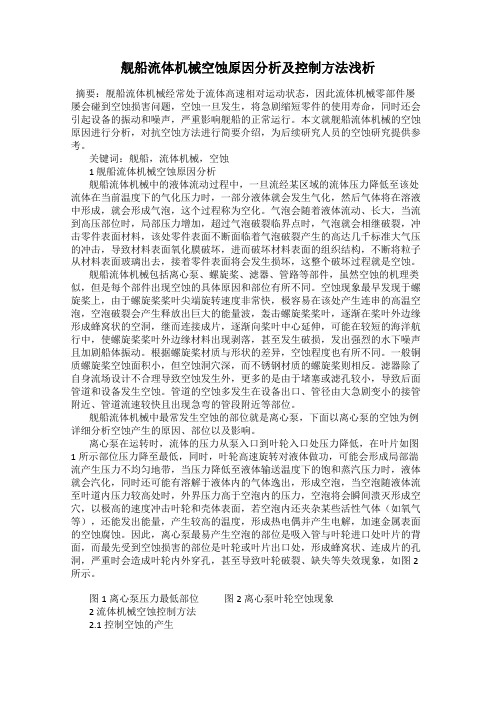
关键词:舰船,流体机械,空蚀1 舰船流体机械空蚀原因分析舰船流体机械中的液体流动过程中,一旦流经某区域的流体压力降低至该处流体在当前温度下的气化压力时,一部分液体就会发生气化,然后气体将在溶液中形成,就会形成气泡,这个过程称为空化。
气泡会随着液体流动、长大,当流到高压部位时,局部压力增加,超过气泡破裂临界点时,气泡就会相继破裂,冲击零件表面材料,该处零件表面不断面临着气泡破裂产生的高达几千标准大气压的冲击,导致材料表面氧化膜破坏,进而破坏材料表面的组织结构,不断将粒子从材料表面玻璃出去,接着零件表面将会发生损坏,这整个破坏过程就是空蚀。
舰船流体机械包括离心泵、螺旋桨、滤器、管路等部件,虽然空蚀的机理类似,但是每个部件出现空蚀的具体原因和部位有所不同。
空蚀现象最早发现于螺旋桨上,由于螺旋桨桨叶尖端旋转速度非常快,极容易在该处产生连串的高温空泡,空泡破裂会产生释放出巨大的能量波,轰击螺旋桨桨叶,逐渐在桨叶外边缘形成蜂窝状的空洞,继而连接成片,逐渐向桨叶中心延伸,可能在较短的海洋航行中,使螺旋桨桨叶外边缘材料出现剥落,甚至发生破损,发出强烈的水下噪声且加剧船体振动。
根据螺旋桨材质与形状的差异,空蚀程度也有所不同。
一般铜质螺旋桨空蚀面积小,但空蚀洞穴深,而不锈钢材质的螺旋桨则相反。
滤器除了自身流场设计不合理导致空蚀发生外,更多的是由于堵塞或滤孔较小,导致后面管道和设备发生空蚀。
管道的空蚀多发生在设备出口、管径由大急剧变小的接管附近、管道流速较快且出现急弯的管段附近等部位。
舰船流体机械中最常发生空蚀的部位就是离心泵,下面以离心泵的空蚀为例详细分析空蚀产生的原因、部位以及影响。
浅谈水电站水轮机磨蚀与防护

浅谈水电站水轮机磨蚀与防护[摘要] 随着我国现代化水平的提高和国民经济的发展,对电力的需求急剧增长,全国各地电网容量不断增大,我国的水电建设也取得了飞速发展。
为了保证水力发电机组安全稳定运行,就必须重视水轮机过流部件的泥沙磨蚀问题。
通过研究磨蚀机理并提出解决问题的方法,这对于提高水电站的经济效益、延长机组寿命、加快水力资源这一环保可再生能源的开发及促进国民经济的健康可持续发展有着极其重要的意义。
[关键词] 水电站水轮机过流部件磨蚀防护一、水轮机过流部件磨蚀机理水轮机的泥沙磨损是一个非常复杂的过程:具有一定速度的水流中携带的具有冲击动能的沙粒,使过流部件的表面接触点产生弹性变形,继而开始塑性流动形成冲击凹坑;凹坑边缘有坦性变形的挤出堆积物;继续冲击,堆积物再受挤压、变形和移位,并可能从表面脱落;凸起的堆积物易受剪切而折断;反复塑性变形造成冷作硬化变脆,可产生裂纹、扩展、微体积剥落;反复冲击还导致疲劳剥落;尖沙小角度冲击还会产生微切削磨损,由微“划痕”变成宏观“沟槽”;加工不光的表面,其凸出点可能直接被折断或者被切断,会形成扰流而加剧磨损。
1.磨蚀机理从过流部件的磨蚀外貌分析,鱼鳞、波纹、沟槽状破坏等都具有冲蚀磨损的特征,它们所造成的磨蚀坑内表面光滑,有明显的方向性且与水流的特征方向一致。
不同的材料在冲蚀过程中随冲蚀角的变化表现出不同的冲蚀规律:金属材料在低冲蚀角的冲蚀率有一峰值,随冲蚀角的增大冲蚀率下降,这是因为微切削是金属等韧性材料的主要冲蚀机理;裂纹扩展和交错产生脆性断裂是陶瓷等脆性材料的主要冲蚀机理。
造成磨损的主要动力来源是水流给沙粒以速度而产生的功能;其次是水的扰流与脉动。
由于脉动的方向多种多样,所以脉动不仅给予泥沙以附加的动力,而且使泥沙以更有利的角度打击过流部件的表面;同时,水流的脉动可能有某种周期性变化(有的试验者在层流中也观察到存在某种周期性变化的现象),这可能是造成波纹、鱼鳞状破坏的原因之一。
水轮机汽蚀修复与防护措施

Machinery & Equipmemt︱312︱2017年5期水轮机汽蚀修复与防护措施马玉根国网浙江省电力公司紧水滩水力发电厂,浙江 丽水 323000摘要:水轮机汽蚀与水流方向、流速以及金属材料性能和运行等因素关系密切,而且会影响水轮机的运行质量和效率。
本文先对水轮机汽蚀情况进行分析,并在此基础上就如何对其进行防护,谈一下个人的观点和认识,以供参考。
关键词:水轮机;汽蚀;防护;策略中图分类号:TK73 文献标识码:B 文章编号:1006-8465(2017)05-0312-011 水轮机汽蚀1.1 汽蚀情况对于水轮机而言,汽蚀是水流在能量转换时产生的特殊现象,从形成机理层面来讲,主要是由于水流中的局部压力下降至汽化压力时,就会有大量的汽泡产生,而生成大量气泡以后就会因溃灭而破坏水轮机过流部件。
水轮机汽蚀问题的产生,很大程度上决定于液体自身的汽化性质。
实践中可以看到,无论哪种类型的液体,均具有一定的汽化特性,当其处于一定的物理条件时即汽化。
比如,高温汽化,即“沸腾”;环境温度稳定时,因压力下降造成的汽化,称之为“空化”。
对于水轮机而言,其运行过程中的介质是水,空化状态下的压力为2.354× 103Pa,当水压力下降到空化压力时,发生汽化现象,水轮机因此也就出现汽蚀现象。
1.2 汽蚀破坏水轮机汽蚀破坏,主要是对水轮机构件金属材料表面产生侵蚀和破坏作用,具体包括机械、化学以及电化三种作用,其中机械作用最为严重。
第一,机械作用。
水轮机流道中的水流运动时,局部压力降低至汽化压力状态时,水汽化,微小的气泡开始大量的聚集并逐渐逸出。
此时,水中会产生大量由空气、水蒸汽混合而成的气泡,并随水流进入压力超过汽化压力区。
由于气泡外动水压力不断增大,汽泡中的水蒸汽快速凝结,因此压力非常的很低,以致于气泡内外动水压差超过了维持气泡成球状的表面张力,气泡溃裂。
在此瞬间,其附近水流质点因极高压差作用而产生较大的流速向汽泡中心冲击,进而形成非常大的冲击压力。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
水 轮 机 空 蚀 的处 理 和 预 防 借 鉴 。
关 键 词 :水 轮 机 :过 流 部 件 ;空 蚀 ;分 析 ;处 理 ;预 防 ;宝 珠 寺 水 电 站
Ana y i nd ev nton on he Ca aton ofFl w -pa sng l ss a Pr e i t vi i o s i Pars ofH ydr t o Tur ne bi Go ii ngZa l,Xing Yu o
第 3 第 3期 7卷
2 1 年 3月 01
水 力 发 电
水 轮 机 过 流 部 件 空 蚀 分 析 及 预 防
龚在 礼 , 熊 宇
( .四川 电力 职 业技 术 学 院 , 四川 成 都 6 0 7 ; 1 1 0 1 2 .四川 川 投 田湾 河 开 发 有 限 责 任 公 司 , 四川 成 都 6 0 1 ) I 1 0 5
2 Se u nC u no in a ie D v lp n C .L d, h n d 1 0 5 Sc u n C ia . i a h a t T a w nR v r e eo me t o t .C e g u 6 0 1 , i a , hn ) h u , h
摘 要 :在 检 查 、分 析 宝 珠 寺 水 电站 水 轮 机 过 流 部 件 数 年 来 的 空 蚀 情 况 的基 础 上 ,探 索 出 了一 些 处 理 和 预 防 在 水 质
较 清 洁 河 流 中运 行 的 水 轮 机 空 蚀 的有 效 方 法 ,使 其 水 轮 机 的运 行 状 况 得 到 持 续 的 改 善 。这 些 方 . ; T 3 . 2 1 TK7 31 K7 08( 7 )
文 献 标 识 码 : B
文 章 编 号 :5 9 9 4 ( 01 ) 3 0 5 — 3 0 5 — 3 2 2 10 — 0 3 0
宝 珠 寺水 电站 位 于 四川 I省 广 冗 市 堆 镇 — — 白 龙 江下游 ,电站最 大 库 容 2 . 55亿 n。 调 节 库 容 1 . l, 34 亿 I, 为 不 完 令 年 调 节 水 库 。 电 站 承 担 着 四 川 n. I电 网 调 峰 、 调 频 和 事 故 备 用 的 任 务 , 装 机 容 量 7 0 MW , 0 单 机 容 量 1 5 MW 。 水 轮 机 型 号 HL 9 L 一 0 7 D8 一 J 5 0, 额
轮 下 环 和 泄 水 锥 有 轻 微 空 蚀 针 点 ; 转 轮 上 冠 靠 11 3 片 I
背 面根部 空蚀 较 严重 ( 表 1。 ) ( 水 流 顺
尾 水 管 锥 管 里 衬 上 存 4个 补 气 管 根 部
旋 转 方 向斜 向下 约 4 。 )空 蚀 严 重 ,面 积 达 6 0 5处 0 mmx 0 l , 最 严 重 处 已 穿 孔 , 面 积 达 3 0 li 7 0 1m 3 0 nnx 4 0 ii 。 尾 水 补 气 管 有 1根 从 根 部 断 裂 , 另 l根 断 0 ll ff
f . ih a e ti Vo a in la d T c n c lC l g , h n d 0 71 S , u n Ch n ; 1 S e u n Elc r e t a n e h ia ol e C e g u 61 0 , ih a , i a c o e :
o r ai g a e e tn v tto fsmia u bies f rte tn nd pr v n ig ca ia in o i lrt r n .
Ke o d : y r u b n ; o — a sn a t; a it n a a y i; r ame t p e e t n Ba z u i d o o rS ain y W r s h d ot r i e f w p s i gp r e va i ; n l ss te t n ; r v n i ; o h s Hy r p we tt l s o o o
A bsr ct The c vt to ffo ta : a iai n o w—p s i g pat fh dr ur i e n Ba z l a sn rso y o t b n s i o hus y r po rStto r u ma ie iH d o we a in a e s m rz d,a d o h s n n t i b ss t e r am e a d a i, h te t nt n pr v n in e e to m e s e fr o toln c v ain o t bi e wh c r nn n i a la er i e a e a ur s o c n rlig a i t o f ur n s i h u i g n ce n rv r r
p o o e e en T e p a t e h w a h s a u e a fe t e y i r v h p r t n o r i e a d b s rf r n e r p s d h r i . h r c i s s o t t e e me s r sc n e c i l mp o e t e o e ai ft b n n e a ee e e c h t v o u
定 出 力 1 86 MW . 转 速 1 64 r f 7 . 3 . /i n n, 吸 出 岛 度 一 3 i 最 大 水 头 1 3 I , 最 小 水 头 6 . , 设 计 水 头 n, 0 l l 85 m
十 分 相 似 : 转 轮 叶 片 完 整 .兀 明 的 蚀 迹 象 ;转