钎焊课件
《钎焊作业指导》PPT课件
5.3 15.5
条
—
—
—
—
——银Fra bibliotek— 44
29
0.08
—
—
焊 45%
至至
余量
至
条 Ag(BAg45CuZn)
46
31
0.15
精选ppt
2
焊接温度、特征及配合材料
焊条种类
固相 液相
线温 线温
度
度
黄铜焊 φ2.5(BCu60ZnSn
条
-R)
900
935
铜磷焊 条
φ1.5(BCu93P)
710
790
铜磷银 15% 焊条 Ag(BCu80PAg)
润湿性好,适用 于铜与铜的焊接
3
保护工具
序 工具 号 1 护目镜
2 手套
内容
保护眼睛,确认焊料的流 动方向。
防止火烧伤。
3 护袖套 夏天穿半短袖操作时,防
止火烧伤。
精选ppt
4
设备
序设 号备 1丙
烷 2氧
气 3氮
气
4火 口
压力及规格 其它要求
0.04 MPa ~
0.08MPa 0.4 ~ 0 .5
9
火焰的接触方法
火焰在45~85度的角进行接触
火焰与母材之间要有30mm~50mm 的间距,对准还元火的尖端
火焰要对准焊接部位的中心进行全 部加热
在进行铜铁焊接时,因铜的热传导率 好,加热会很充分,但是也容易冷却,所 以要快速的焊接完成
精选ppt
10
精选ppt
11
精选ppt
12
加热范围
精选ppt
19
点燃焊炬时,先打开可燃气手轮,再打 开氧气手轮。
陶瓷与金属玻璃钎焊 课件

陶瓷与金属玻璃钎焊课件《陶瓷与金属玻璃钎焊课件》一、引言在现代工业中,陶瓷与金属玻璃的钎焊技术具有重要的应用价值。
陶瓷是一种硬度和耐腐蚀性较高的材料,而金属玻璃则具有优异的韧性和可塑性。
将这两种材料通过钎焊技术连接在一起,可以获得具有优异综合性能的复合材料,广泛应用于航空、航天、汽车、电子等领域。
二、基础知识陶瓷是一种由无机物质组成的材料,具有高硬度和耐腐蚀性等优点。
金属玻璃则是一种具有玻璃态组织的金属材料,具有高强度、高韧性和良好的可塑性。
三、钎焊原理钎焊是一种通过熔点比被连接材料更低的金属钎料来实现材料连接的工艺。
在陶瓷与金属玻璃的钎焊过程中,钎料首先被加热到熔化状态,然后通过润湿作用被吸附在陶瓷与金属玻璃的表面,随后钎料中的金属原子通过扩散逐渐向基体材料扩散,最终实现陶瓷与金属玻璃之间的牢固连接。
四、工艺过程1. 准备工作:首先需要对陶瓷与金属玻璃进行清洗,去除表面污垢和氧化物。
同时选择合适的钎料和钎剂,并确定适当的加工参数,如加热温度、时间、冷却速度等。
2. 热源加热:使用适当的热源对陶瓷与金属玻璃进行加热,使其达到钎焊温度。
在加热过程中,需要注意控制温度变化的速度和均匀性。
3. 添加钎料:将钎料放置在陶瓷与金属玻璃之间,保证其均匀分布。
4. 保温和冷却:在钎料熔化并润湿陶瓷与金属玻璃表面后,需要保温一段时间以使钎料中的金属原子能够扩散到基体材料中,随后进行缓慢冷却以获得稳定的焊接接头。
5. 质量检查:焊接完成后,需要进行质量检查,包括外观检查、无损检测等,确保无缺陷存在。
五、注意事项1. 确保陶瓷与金属玻璃清洗干净,避免表面污垢和氧化物影响焊接质量。
2. 选择合适的钎料和钎剂,以保证焊接质量。
3. 确定适当的加工参数,避免过热和过烧现象。
4. 在添加钎料时要注意控制添加量和位置,保证均匀分布。
5. 缓慢冷却以防止裂纹产生。
同时需要进行质量检查确保无缺陷存在。
6. 对操作人员进行培训和安全教育,确保操作安全。
《钎焊方法及工艺》课件

钎焊的应用领域
总结词
了解钎焊的应用领域可以更好地理解其在工业生产中的重要性和价值。
详细描述
钎焊广泛应用于电子、通信、航空航天、汽车、家电等领域,如电子元件的连接、散热器的制造、飞机发动机的 制造等。通过选择合适的钎焊材料和工艺,可以实现高质量、高效率的焊接连接,提高产品的可靠性和性能。
01
钎焊材料
钎料种类及选择
软钎料
主要用于电子、仪表和家用电器等行业的钎焊,常用的软钎料有锡铅钎料、镉 基钎料、铋基钎料和铜基钎料等。选择软钎料时,需要考虑被连接材料的种类 、钎焊温度和工件的使用环境等因素。
硬钎料
主要用于制造受力较大的机械零件,如汽车和航空航天领域。常用的硬钎料有 铜基钎料、镍基钎料、钴基钎料和铁基钎料等。选择硬钎料时,需要考虑被连 接材料的强度、韧性和耐腐蚀性等因素。
清理残渣
使用工具清理掉残留在工件表面的多 余钎料和杂物。
检验质量
检查焊接接头的外观、致密性和强度 ,确保满足要求。
力学性能测试
对接头进行拉伸、弯曲等试验,以评 估其力学性能。
01
钎焊缺陷及防止措 施
常见的钎焊缺陷
气孔 夹渣 未熔合 裂纹
在钎焊过程中,熔融的液态金属中残存的气体未能完全逸出, 在焊缝中形成气孔。
钎焊技术的未来发展前景
总结词
随着科技的不断发展,钎焊技术的未来发展 前景广阔。
详细描述
未来,随着新材料、新工艺的不断涌现,钎 焊技术将在更广泛的领域得到应用。同时, 随着环保意识的提高,绿色钎焊技术也将成 为未来的发展趋势。此外,智能化、自动化 焊接技术的不断发展,也将为钎焊技术的未
来发展提供有力支持。
防止缺陷产生的措施
气孔
应确保焊接过程中熔池得到良好 的保护,避免空气进入熔池;同 时应清理干净母材或焊丝表面的
焊工工艺学第五版教学课件第十一章 其他焊接、切割方法与技术
电渣焊的电极有焊丝、熔嘴、板极等。生产中多采用低合金结构钢 焊丝或材料作为电极, 常用焊丝有H08MnA、H08Mn2SiA、H10Mn2等,板 极和熔嘴板的材料通常为Q295钢等,熔嘴管为20号无缝钢管。
27 第 十 一 章 其 他 焊 接 、 切 割 方 法 与 技 术
6 第十一章 其他焊接、切割方法与技术
§11-1 钎焊
三、钎料与钎剂
1.钎料
钎焊时用于形成钎缝的填充金属称为钎料。 (1)钎料的分类 根据钎料的熔点不同可以分为两大类: 熔点低于450℃的称为软钎料,这类钎料熔点低,强度也低;熔点高 于450 ℃的称为硬钎料,具有较高的强度,可以连接承受重载荷的零件, 应用较广泛。
f)管件与管座套管接头
§11-1 钎焊
2.焊前准备 焊接前应使用机械方法或化学方法除去焊件表面的氧化膜。为防止
液态钎料随意流动,常在焊件非焊接表面涂阻流剂。
17 第 十 一 章 其 他 焊 接 、 切 割 方 法 与 技 术
§11-1 钎焊
3.装配间隙
钎焊间隙应适当,若间隙过小, 钎料流入困难,在钎缝内形成夹渣 或未焊透,导致接头强度降低;若 间隙过大,毛细作用减弱,钎料不 能填满间隙,使钎缝强度降低,同 时钎缝过大也使钎料消耗过多。各 种材料钎焊时的接头间隙见表。
§11-2 电渣焊
四、电渣焊的焊接参数
电渣焊的焊接参数众多,但对于焊缝成形影响比较大的主要是焊接 电流、焊接电压、装配间隙、渣池深度。
焊接电流、焊接电压增大,渣池热量增大,故焊缝宽度增大。但焊 接电流过大,焊丝熔化加快,使渣池上升速度加快,反而会使焊缝宽度 减小。焊接电压过大会破坏电渣焊过程的稳定性。
焊接方法种类特点PPT课件
➢ 熔焊焊缝的形成
在高温热源的作用下,填充金属(如焊条)和基体 金属发生局部熔化。熔池 焊缝形成过程示意图 前部(2-1-2区)熔化金属 被电弧吹力吹到熔池后部 (2-3-2区),迅速冷却结 晶。随着热源不断移动, 从而形成连续的致密层状 组织焊缝。
气焊
定义:利用乙炔(物料编号:89042843)与氧
主要焊接方法
1、熔化焊 2、压力焊 3、钎焊
焊接方法(以焊件和填充材料发生结合时的物理状态分类)
熔化焊 (液相)
气焊
手弧焊
电弧焊
埋弧自动焊 气体保护焊
氩弧焊 CO2气体保护焊
电渣焊、等离子焊、电子束焊、激光焊等
电阻焊:点焊、缝焊、对焊(电阻对焊、闪光对焊)
压力焊 摩擦焊 (固相) 感应焊:高频焊、中频焊、爆炸焊、
含少量锑的锡铁合金钎料应用最广泛。
软钎焊所用的钎剂主要有:松香(物料编号: 89014653 )、 ZnCl2溶液、ZnCl2钎剂膏等(钎剂主要用来清除氧化物,保护 钎焊区,增加润湿性)。
软钎料主要应用于焊接受力不大的常温工作的仪表、 导电元件等。
钢焊条焊接钢材时的焊接电弧
焊接电弧是在电极和 工件间的气体介质中常时间 放电的现象。
电弧引燃时,弧柱中充 满了高温电离气体,发出大 量的光和热。
➢ 手工电弧焊的焊接过程
焊缝附近 基体金属
焊条
焊芯
药皮
电
电
弧
弧
熔化 焊缝
熔 渣 CO2↑ 保护熔池
手工电弧焊焊接 过程示意图
➢手弧焊工艺
(1)选择接头形式和坡口
➢ 焊接过程
如图所示,埋弧焊的焊接过程可概括为:自动送 丝;引弧;焊剂自动下料;焊机匀速运动;电弧在焊剂下 燃烧。
电阻点焊与钎焊工艺课件(PDF 61页)

一、金属材料知识(热双金属)
复合
受热
受热
• GB/T4461 5J1580 15:比弯曲; 80:电阻率
公司
牌号 蚀印标记
佛山精密 FEPAC FPA721-110 FPA721-110
法国 IMPHY
108SP MY108SP/IUP 108SP
德国 AUERHAMMER TB208/110 AMW TB208/110
二、焊接技术(金属零件连接)
• 金属零件的连接
可拆 连接
不可 拆连 接
二、焊接技术(焊接定义与分类)
• 焊接:通过加热或加压,或两者并用,用或不用 填充材料使工件达到结合的一种加工工艺方法。
焊接方法
熔焊
(加热不加压)
压力焊
(加压)
钎焊
(填充材料)
三、焊接技术(焊接定义与分类)
压力焊
电阻压力焊
其他压 力焊
标准号 GB13397—92
JB/T8444—1996
银镍合金
银钨合金
银碳合金
银碳化钨(12) 碳(3)
GB5588—85 GB8320—87 GB12940—91 JB/T7779—1995
牌号
Ag-CdO(12)(I.O)、Ag-CdO(15)(I.O)、 Ag-ZnO(8) (I.O)、Ag-SnO2(9)-In2O3 (4)—T(I.O)
三、电阻点焊(焊接区电阻)
• 接触电阻Rc 由于工件表面凹凸不平或
有阻碍导电的物质,电流 只能在局部接触通电,电 流线扭曲,实际导电面积 减小引起的附加电阻 接触电阻=收缩电阻+膜电 阻
三、电阻点焊(焊接区电阻)
• 接触电阻RcF↑→Rc↓
汽车散热器钎焊焊接培训 ppt课件

CAC:200,000 Heater:300,000)
• EMPLOYEE:
815
• TECHNICAL PERSONNEL:103
• SHIFT:
2 shifts/day; 5 days/week;
210 days/year
7
2. MAIN PRODUCTS
Copper/Alum Radiator Charge Air Cooler Heater
12
B-Type Tube Mill
13
2). Key Equipments for Copper Radiators Production
A、Tube Mill (German Schoeler Corporation)
14
B、Brazing Furnaces
Quantity: 3 Productivity: 50-60 pieces/h
15
C、Crimping Machine
• Quantity:3 • Made in China • The key parts can be made by ourselves • Used to assemble tanks on the core
16
3)、Key Equipments for CAC Production
蒸发器 暖风散热器 机油冷却器
24
冷却系模块
25
水冷却系的构造:
它是由百叶窗、散热器、风扇、水泵、节温器、分水 管等机件和缸体与缸盖内的水套组成的。
散热器俗称水箱。它的作用是给发动机散热和贮 存水量。
散热器主要由以下部件组成:冷却管、冷却带、 芯部、上下水室总成、左右侧片总成、散热器盖 、护风圈等组成。
真空钎焊的概述ppt课件

钎焊种类钎焊方法通常按热源或加热方法来分类,目前具 有工业应用价值的钎焊方法有:①火焰钎焊;②炉中钎焊(真空、 保护气体);③感应钎焊;④电阻钎焊;⑤浸渍钎焊;⑥红外线聚 焦钎焊。
“ ”
真空钎焊
目录
CONTENTS 1.真空钎焊 2.真空钎焊发展 3.润湿与毛细现象 4.真空钎焊与普通钎焊 5.钎料与基体的相互作用 6.真空钎焊炉 7.钎焊夹具 8.真空钎焊优点
真空钎焊
钎焊属于固相连接,钎焊时母材不熔ቤተ መጻሕፍቲ ባይዱ,由于采用比母材 熔化温度低的钎料,加热温度采取低于母材固相线而高于钎料 液相线的一种连接方法。当被连接的零件和钎料加热到钎料熔 化,利用液态钎料在母材表面润湿、铺展与母材相互溶解和扩 散和在母材间隙中润湿、毛细流动、填缝与母材相互溶解和扩 散而实现零件间的连接。
2)若体金属在液态钎料中溶解如果基体金属和液态钎料是互溶的,在钎爆过程中, 一部分基体金属有可能溶解于针料中。只要溶解量在适当的范围内,对于接头性能是 有利的。但溶解量不适当时,则使钾料的熔点提高,从而产生焊不透等缺陷。基体金属 如过多地溶解到钎料中,则在基体金属上就会出现凹陷,甚至溶穿的现象。这种缺陷叫 做溶蚀,必须避免。
毛细现象
C材料
D材料
A液体
B液体
毛细现象是指液体在润湿或不润湿情况下,沿细微缝隙上升或下降的现 象。毛细现象是分子间作用力的表现。
在生活中如酒精灯的灯芯脱脂棉吸酒精、植物吸水等。液体在垂直的细 管中时液面呈凹或凸状、多孔材质物体能吸收液体都是毛细现象。
硬质合金钎焊PPT课件

硬质合金钎焊材料的制备方法
粉末冶金法
将金属粉末和碳化物粉末混合、压制、烧结,制成硬质合金材料。此方法制备 的硬质合金具有较高的致密度和性能稳定性。
溶胶凝胶法
通过溶胶凝胶反应制备硬质合金材料,具有制备温度低、材料纯度高、粒度细 等特点。此方法制备的硬质合金适用于制备高性能的超细和纳米级硬质合金材 料。
具有高硬度、高耐磨性、高耐腐 蚀性和良好的高温性能,广泛应 用于切削工具、耐磨零件和刀具 等领域。
钎焊的定义与特性
钎焊定义
钎焊是一种通过液态钎料在加热条件 下润湿、铺展和流淌,将两个或多个 金属连接起来的工艺方法。
钎焊特性
钎焊具有加热时间短、工件变形小、 接头强度高、密封性好等优点,广泛 应用于电子、航空航天、汽车、家用 电器等领域。
02
硬质合金钎焊材料
硬质合金钎焊材料种类
钨钴类硬质合金
以碳化钨和钴为基体,硬度高、 耐磨性好,常用作切削化钨、碳化钛和钴为基体,具 有较高的韧性和抗热性,常用于加 工铸铁、高温合金等难加工材料。
钨钛钽类硬质合金
以碳化钨、碳化钛、碳化钽和钴为 基体,具有极高的硬度和耐磨性, 常用于加工硬质合金、陶瓷等超硬 材料。
03
硬质合金钎焊工艺
硬质合金钎焊工艺流程
涂敷钎剂
在工件表面均匀涂敷适量的钎 剂。
加热过程
将工件加热至钎焊温度,确保 钎料熔化并与母材充分润湿。
准备阶段
清理工件表面,确保无杂质和 污染物。
放置钎料
将硬质合金钎料放置在工件相 应的位置。
冷却与清理
待钎料冷却凝固后,去除多余 钎料和钎剂,完成焊接。
硬质合金钎焊工艺参数
母材开裂
钎料不润湿
可能是由于加热不均或冷却过快导致的。 解决方案是优化加热和冷却过程,确保温 度均匀且缓慢冷却。
压焊和钎焊学习课件

(2)闪光对焊 Flash Butt Welding 焊接过程如4-15(b)图所示 加紧、对正→通电→移动、接触→闪光并连续闪光、端面呈半熔化→断电、顶锻形成接头.
特点: 接头强度较高,承载能力强。 在焊口周围有大量毛刺,结合面处有较小凸起; 焊件需留较大余量; 焊接时火花要零件的焊接。
二、摩擦焊
将焊件连接表面相互压紧并使之按一定轨迹相对运动,利用连接表面上生成的摩擦热作为热源将焊件端面加热到塑性状态,然后迅速顶锻,完成焊接的一种压焊方法。 按焊件相对运动的轨迹不同,摩擦焊又分为旋转式摩擦焊和轨道式摩擦焊两种。
优点: 接头组织致密,焊接质量好且稳定。 焊前接头不需特殊清理,焊接时不需焊接材料,焊接时间短,生产成本低。 能焊接异种金属材料 应用: 主要用于旋转焊件的压焊,非圆截面的焊接比较困难。 摩擦焊焊件的最大截面不超过0.02 m2
2. 缝焊 Seam Welding
焊件装配成搭接接头并置于两滚轮电极之间,滚轮加压焊件并转动,连续或断续送电,形成一条连续焊缝的电阻焊方法。 密封性好,但分流现象严重 应用:焊接3mm以下薄板、有密封要求的较规则焊缝,如油箱、小型容器和烟道等结构产品。
3. 对焊 Butt Welding
钎焊和熔焊、压焊的区别
用低熔点的钎料作为填充金属,钎焊时,钎料熔化、母材不熔化。 钎焊接头强度低,工作温度低,但焊接变形小,焊件尺寸精确。 钎焊可以焊接异种金属,还可以焊接异种材料。 可以焊接其它焊接方法难以焊接的特殊结构,如蜂窝结构。 可以采用整体加热,一次焊成整个结构的全部焊缝。生产率高,易于实现焊接机械化自动化。
将焊件装配成对接接头进行的电阻焊方法
(1)电阻对焊 Upset Butt Welding
将焊件装配成对接接头,使其端面紧密接触,利用电阻热加热至塑性状态,然后迅速施加顶锻力完成焊接的方法 。 焊前接头端面要平滑、清洁(焊前加工、清理要求较高. 一般用于截面简单、直径小于20mm和强度要求不高的棒材和线材。
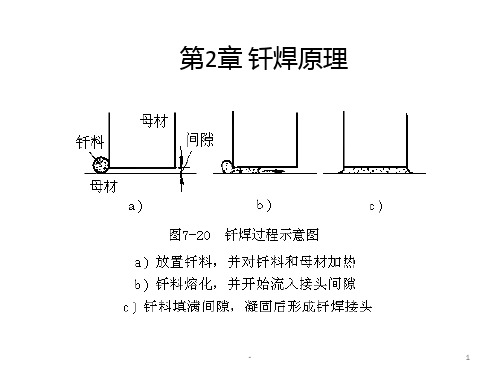
第2章--钎焊原理PPT课件
当将两互相平行的金属 板垂直插入液态钎料中 时,假设平行金属板无 限大,钎料量无限多,由 于存在毛细作用,如果 钎料可以润湿金属板, 则会出现图(a)所示的 情形,否则,则会出现图 (b)的情形。
-
6
• 液态钎料在水平位置的平行间隙中的填缝长度为:
钎料中添加表面活性物质时,可明显减少液态钎料的表面 张力,改善钎料对母材的润湿性。
2、金属表面氧化物的影响(表面张力值很低)
3、钎剂的影响
4、母材表面粗糙度的影响(当钎料与母材的相互作用弱 时,影响大,作用大时,影响小)
5、温度的影响(液体的表面张力随着温度升高而降低)
-
5Hale Waihona Puke §2.2 液态钎料的填缝-
19
• 气体钎剂
•
特殊活性气体(气体钎剂)加至中性或活性气体炉
中钎焊。
• 固态化合物热分解
• ~800℃完全分解)
NH4F → NH3 + HF
•
NH4BF4 → NH3 + HF + BF3
(850~950℃完全分解)
• ~900℃完全分解)
KBF4 → KF + BF3
•
气态
2NH3 → N2 + 3H2
去膜机理: 1. 降低氧分压,导致氧化物分解;但真空度需
极高,很难达到。
-
16
2. 加热过程中金属氧化物挥发而去除;如在105Torr的真空度下,MoO3在600℃,W2O在
800℃,NiO 在1070℃,V2O5和MoO2在1000~1200℃蒸发
。 3. 母材或组分发生挥发,破坏并排除了氧化膜;
-
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
本节学习重点
钎焊的定义及特征 钎焊的分类 钎焊的过程 钎焊的优点和缺点
钎焊的定义
钎焊是利用熔点比焊件低的钎料作填充金 属,加热时钎料熔化而将工件连接起来的 焊接方法。
钎焊的特征
1)钎料熔点低于母材,钎焊时母材不熔化; 2)钎料与母材的成分有很大差别; 3)熔化的钎料靠润湿和毛细作用吸入并保持在母材间隙 内; 4)依靠液态钎料与固体母材的相互扩散而形成冶金结合 。
钎焊的缺点
1)接头强度较低,耐热性差; 2)多用搭接接头,浪费金属,增加结构重 量,易产生应力集中; 3)焊前准备要求高,特别是表面质量及装 配接头间隙; 4)个别钎焊工艺方法设备投资大,费用高 。
结
束
将表面清理好的工件以搭接形式装配在一起 ,把钎料放在接头间隙附近或接头间隙之 间。当工件与钎料被加热到稍高于钎料的 熔点温度后,钎料熔化(工件不熔化),借 助毛细管作用使钎料吸入并充满固态工件间 隙,液态钎料与工件金属相互扩散,冷凝 后即形成钎焊接头。
接头形式
板料搭 接 套件搭 接
钎剂
定义
熔点
接头强度
钎料
应用
用于受力较大的钢 铁和铜合金构建的 焊接以及工具、铜基、 200MPa以 银基和 上 镍基钎 料 不超过 70MPa
软钎焊
450℃以 下
广泛用于焊接受力 不大的常温下工作 锡铅合 的仪表、导电元件 金 以及钢铁、铜及铜 合金等制造的构件
钎焊过程
钎焊的应用
中钎 的焊 应技 用术 在 复 微杂 波结 波构 导制 组造 件 ----
钎焊的应用
的钎 应焊 用技 术 在 固空 态间 陀系 螺统 制 造 中 ----
钎焊的应用
应钎 用焊 技 术 微在 型空 气间 象系 站统 制 造 中 的
----
钎焊的分类
根据钎料的熔点
硬钎焊 熔点450℃以上 软钎焊 熔点450℃以下
作用
钎焊过程需要使用的熔剂
清除被焊金属表面的氧化膜及其他杂质 改善钎料流入间隙的性能(湿润性)
保护钎焊及工件不被氧化
钎焊的优点
1)钎焊的温度低于母材,对母材的组织性 能影响小; 2)应力与变形小,适合于高精度、复杂零 部件或结构的连接; 3)生产率高,诸多连接缝可一次完成; 4)广泛的适用性,可焊金属、非金属及异 种金属; 5)接头表面质量好。