LCD液晶显示屏不良现象的原因分析
LCD常见不良检查条件判定标准介绍版本

LCD主要组件
01
02
03
04
液晶层
液晶材料构成显示区域,通过 电场改变排列状态以显示图像
。
偏振片
控制光线透过方向,使图像清 晰可见。
彩色滤光片
用于产生不同颜色的光,以显 示丰富多彩的图像。
导光板
将背光光源均匀分布到整个显 示区域,提高亮度。
显示异常
总结词
显示异常表现为屏幕上的图像出现扭曲、闪烁、色彩失真等现象。
详细描述
显示异常可能是由于LCD的信号处理电路、背光灯管、彩色滤光片、驱动IC等部件出现故 障或不良引起的。这些异常现象可能会在屏幕的任何区域出现,影响观看效果。
判定标准
根据异常现象的严重程度和范围,判定为A、B、C三个等级。A级为轻微显示异常,不影 响整体观看效果;B级为中等显示异常,影响部分区域的观看效果;C级为严重显示异常 ,严重影响整体观看效果。
显示效果检查标准
总结词
显示效果检查是评估LCD质量的关键环节,主要检查LCD的显示亮度、色彩、对 比度等是否符合要求,是否存在亮线、暗线、色彩失真等问题。
详细描述
显示效果检查包括测试LCD在不同亮度下的显示效果,观察是否存在亮度不均、 漏光等现象;测试LCD在不同色彩模式下的表现,观察是否存在色彩失真、偏色 等问题;同时也要检查LCD的响应速度,观察是否存在拖影现象。
LCD常见不良检查条件判 定标准介绍
• LCD基础知识介绍 • LCD常见不良现象 • LCD不良检查条件判定标准 • LCD不良原因分析 • LCD不良改善建议
01
LCD基础知识介绍
LCD工作原理
LCD原理及常见不良分析

俗稱 ﹕ 小螞蟻
氣泡
高倍顯微鏡下的情況
許多許多小氣泡
圖一
圖二
.環境照度: 400~600 Lux .判定pattern: 50 % gray (灰 度) .判定方法: >Limit Sample 判定NG; <=Limit Sample 判定OK. 圖三
加嚴的檢驗標准
• 大幅度的搖晃panel,幅度腳90至 130度的后,頻率約10次/S.直立,小幅 度(5度)的搖晃panel,頻率為10次 /S,不可出現水紋波.
檢驗標准:使用30X放大鏡﹐在全黑和灰色背景下。
亮暗點(圖示)
畫面抖動﹐條狀顯示異常﹐字體 顏色異常
• Driver IC 工作不正常或ESD
偏光導刮傷﹐connector 變形﹐開裂﹐螺 孔無螺紋或偏位﹐玻璃破損液晶外泄。
Back lamp connector 受傷變形
Panel 刮傷
刮傷偏光層
LCD 原理及常見不良及判定
prepare by SQA
LCD 與CRT 顯示器的原理。
• 液晶显示器(LCD/Liquid Crystal Display)的显像原理,是
将液晶置于两片导电玻璃之间,靠两个电极间电场的 驱动,引起液晶分子扭曲向列的电场效应,以控制光 源透射或遮蔽功能,在电源关开之间产生明暗而将影 像显示出来,若加上彩霞色滤光片,则可显示彩色影 像。
• CRT的成象原理是依靠电子束高速撞击屏幕上的荧光 粉形成亮点,并由偏转线圈产生磁场控制电子束在屏 幕上逐个把像素击亮,并以很快的速度逐行扫描,利 用人眼的视觉暂留效应重现图像。
簡述LCD 較CRT的優缺點
• LCD的优点: 1、LCD相对CRT显示器来说是一种节能型产品,一般15英寸 LCD的最大功耗都在30W以下,而目前的17英寸CRT显示器的功 耗则在100W以上。 2、LCD的平板式结构决定了它的身材非常的苗条,重量也很轻。 在显示器向大屏幕方向发展的时候,LCD的这种超轻超薄的特点 显得优势格外明显。 3、LCD与CRT显示器不同,它无闪烁、无辐射,能够有效的保 护用户的视力健康。 4、LCD不存在线性和非线性失真现象。 • LCD的缺点: 1、LCD的响应时间比较长,因此在动态图像方面的表现不理想。 2、LCD的可视角度相对CRT显示器来说是比较小的。 3、LCD显示屏比较脆弱,容易受到损伤。 4、目前的制造工艺决定了LCD存在点缺陷问题,其制造的良品 率相对较低,这也在一定程度上增加了LCD的制造成本。
LCD常见不良及原因分析 PPT

CS不良电测现象
盒内金属物质
七、网印不良
产生原因:丝印刮刀压力过大,导致网布压伤PI层。
不良现象:在目测时可见网布印痕,常见的有圆圈状、条状、封口附近八字 型冲刷网印及大面积网印压痕。部分网印形状、位置、模号一样,则是网板本身 异常导致(网板上有杂质或者网版制作有缺陷)
三、显影不足与酸刻不足
不良现象:使玻璃产生短路、多划或导致走线外露。
产生原因:①显影液或酸刻液浓度不够 ②显影液或酸刻液温度不够 ③显影或酸刻时间不足 ④曝光光强不足(引起显影不足)
四、显影过度与蚀刻过度
不良现象:使玻璃产生大面积缺划或影响电极端子导通
产生原因:①显影液或酸刻液浓度过高 ②显影液或酸刻液温度过高 ③显影或酸刻时间过长 ④曝光光强过度(引起显影过度)
封口附近八字型冲刷网印
条状网印 点状网印
八、组合歪不良
产生原因及电测现象:两片玻璃在贴合时位置不正,导致全显时走线外露 或者字体形变。 在显微镜下观察贴合标记,一般可见圆环已相交。
贴合标记已相交
走线外露 字体形变
九、静电击伤不良
产生原因:摩擦或者喷粉过程中静电强度大而未排出导走,导致静电击伤 PI层
璃在打粒或者清洗后便会开盒漏液或者装机受外力时漏液) ③ 若PI盖住银点印刷位置,则会导致银点导通不良形成缺划(即使当时未
缺划,但是银点导电性能也存在可靠性问题)
PI往边框内缘偏位导致抖面
三、PI点及PI脏点不良 PI点:目测表现为单独点状异常(点的颜色与玻璃底色差异大),贴片后呈黑色小点。 电测表现为显示时字体内有黑、白点异常 PI脏点:主要为目测时的内污不良及电测黑白点不良
LCD常见不良品解析ppt

手指印 抽插篮划伤
四、定向不良
指摩擦异常导致的不良,常见的摩擦不良有以下几种情况: ①摩擦条纹不良(常见于VA及负显产品,正显产品条纹基本可流程) ②单面摩擦(两面玻璃其中一面未摩擦) ③摩擦视角反(电测显示部分字体模糊不清或者视角方向与图纸不符合) ④摩擦时绒布上有杂质导致划伤PI层
单面摩擦框不良 ⑥CS不良 ⑦网印不良 ⑧组合歪不良 ⑨静电击伤 ⑩原破及粉压碎不良
制盒组不良
一、内污不良
产生原因:LCD盒内有异物不良,目测台观察多为白色异物。
导致内污不良的几大原因:①杂质 ②纤维毛线 ③漏边框、银点料 ④溶剂 ⑤粉团、粉压碎 ⑥摩擦绒布毛线 ⑦PI脏点
产生原因:①显影液或酸刻液浓度过高 ②显影液或酸刻液温度过高 ③显影或酸刻时间过长 ④曝光光强过度(引起显影过度)
上图均为蚀刻不足导致的“白点”短路
显影不足
显
影
过
度
①PI印刷不均匀
PI组不良
②PI印刷偏位
③PI点及PI脏点不良
④PI层印刷过厚或过薄
一、PI印刷不均匀
产生原因:①PI凸版或者网版异常 ②设备异常(匀胶轮自身有缺陷) ③PI房温湿度异常 ④PI个体特性
LCD常见不良及原因分析
制作:李波 日期:2017-3-1
光刻组不良
①短路、多划 ②断路、缺亮 ③显影不足、显影过度 ④蚀刻不足、蚀刻过度
一、短路
定义:同一面上本不应该连在一起的的ITO走线却发生了连接导通
不良表现:电测机在分显扫描时连续2声或3声报警,并且扫描电流大。 短路不良装模组后表现为某些笔段显示淡或者不显示。
三、PI点及PI脏点不良 PI点:目测表现为单独点状异常(点的颜色与玻璃底色差异大),贴片后呈黑色小点。 电测表现为显示时字体内有黑、白点异常 PI脏点:主要为目测时的内污不良及电测黑白点不良
LCD液晶显示屏坏点产生原因和修复

LCD液晶显示屏坏点产生原因和修复一、lcd液晶显示屏坏点产生的原因由于液晶面板的生产缺陷问题,在LCD液晶显示屏上出现坏点是很常见的问题,LCD 液晶显示屏由很多点组成,每个点由RGB三原色像素不断变化形成颜色以及图像。
但是当像素点出现问题,让颜色不能变化时,就形成了坏点。
坏点通常分为几种,如果是彩色亮点,则说明该点的像素只是卡住了,我们可以对这类坏点进行修复。
但如果是黑色暗点,就意味着该点彻底坏掉,即使修复也是无效的。
二、液晶屏坏点修复方法记号笔挤压修复法打开电视,把屏幕显示设置为一个纯黑色的画面(或者其他和坏点颜色对比鲜明的纯色),这样就可以让亮点一目了然。
找一支笔帽圆滑的笔,将其笔帽对着亮点轻轻挤压,这时会看到白色的光芒,如果没有,可以稍微加大一些力度。
大约挤压5~10下后,显示屏内部的液晶流动,就可以让卡住的像素恢复正常,进而让亮点消失。
热毛巾加热修复法使用笔帽挤压LCD液晶显示屏,可能会因为用户用力过大对屏幕造成伤害,如果担心对力量拿捏不准,我们也可以使用比较安全的热毛巾加热法修复亮点。
将毛巾放在热水中浸湿,如果可以的话,用火对盛水的盆子进行加热,直到其底部出现气泡为止。
然后把毛巾捞出来,戴上隔热手套将它拧干。
将热毛巾放在有亮点的屏幕上,尽量保证热量集中在亮点处,热敷10分钟左右,使得显示屏内部的液晶受热流动,从而让亮点消失。
软件修复修复法由于电视产品的功能越来越丰富,我们还可以通过软件对LCD液晶显示屏进行坏点修复。
以这款名为《液晶显示器亮点坏点修复工具》的软件为例,首先将我们的电视与电脑连接,并切换信号源到相应端口,打开软件,将显示器设置为最佳分辨率,并关闭Windows 的屏保程序。
如果有多个亮点,可以先在“Flash windows”选项中设置闪烁点的个数。
这时在屏幕上就会出现多个闪烁点,用鼠标将它们拖动到亮点的位置上,同时点击右键可以设置它们的颜色。
然后在“Flash size”中选择闪烁点的大小,接着通过“Flash interval”调节闪烁周期,最后点击“Start”进行修复。
.tft-lcd不良现象及成因方案研究
Mechanical or B/L Failure
Panel与机构间的干涉造成的,其包括back light unit,User connector,Notebook的边框都会影响LCM的gap大小而产生水波纹
电线与灯管电极间的冷焊或灯管破裂
电线lamp housing间有时会短路 因为客人不当操作及客户系统导致
产生原因
White Screen
可能为浪涌电流或EDS(不当操作) 等原因造成保险丝开路 Black Screen
LCD的Vcom电压未平衡得很好 Flicker
Crosstalk
Panel内部合适的寄生电容导致 (所有的LCD一定有轻微的crosstalk. 但是大多数轻微的crosstalk是很难 识别,特别是在裸视的情況下)
TCP 破裂
TCP与Panel间mis-align
Panel or Polarizer Failure
不良现象 . .. . .
Dot Defect
Panel有亮点或暗点有时是 2个合并的点
.
Polarizer Bubble
偏光镜有气泡
Polarizer Scratch
. . F/M inside Polarizer
. . 光直接由不规则的B/L unit中照射出来 光经过B/L unit内的 sheet产生折射,造成亮 度不均
B/L unit中有异物
Etc. Failure
Label
标签错误破损
screw
螺丝未锁或未锁紧
……
……
END
Thank you!
TCP Failure
Block Defect
产生原因
TCP 大块破裂 或Chip破损
液晶显示器液晶面板的故障分析与维修

5. 显示屏里面出现黑色硬块
讲解了LCD显示器的黑暗问题的根本原因 以及解决方案。
维修与保养技巧
1. 拆卸LCD液晶屏
液晶面板处理前需要先将液晶 涂料及支撑构架拆下,便于后 续维修。
2. 更换损坏部件
详细讲解了计算机LCD显示器常 见故障的定位方法和部件更换 步骤。
1 3. 《电子知识》杂志
涵盖广泛的电子设备行业的专业期刊,包括 液晶显示器的维修和保养。
2 4. 机电一体化技术手册
探讨机电一体化和LCD显示器维修的基本概念 和技术,若干典型维修实例。
液晶显示器未来发展趋势
1. 3D技术
LCD显示技术的未来之路不仅需要提高分辨率,还需要实现突破,比如3D技术、颜色显示技 术的进一步提升。
维修实例与案例分析
Lenovo LCD显示器维修案例分析
琐碎的丝印线破损问题看似不大,但对整个维修过 程和效果影响很大。
手持焊接工具在液晶维修中的应用
简要介绍了手持焊接工具的种类和操作技巧,并提 供了一些使用技巧。
使用AR技术辅助维修
介绍了使用AR技术修复正确问题的过程和技能。
维修流程及步骤
1
1. 故障分析
根据客户反馈确定故障,并对设备进行
2. 损坏部件更换
2
详细的外观检修及内部检测。
更换LCD凸参灯丝、光驱等等故障部件,
并进行液晶面板反应检查。
3
3. 清洁设备
清洁设备,清理掉沉积物并保持设备的
4. 检验和测试
4
干燥。
重点检验已更换部件和 LCD 液晶面板是 否正常工作,如有必要做防腐涂层处理。
维修工具和设备
LCD液晶显示屏不良现象的原因分析

LCD液晶显示屏不良现象的原因分析1. 短路:客户称为开机长鸣、鸣叫、交短、漏光。
它是因为LCD 中不该连在一起的拉线却连在一起,伴随大电流无穷大(电测扫描会叫),在模组中显示字节某些比较淡或缺划。
2. 大电流:在模组上的表现为显示淡,模糊或电池损耗快,如果电源供电则可视为正常,电测时电流较大。
3. 断路:客户称这之为少划、缺划、断字,实际上是ITO 被刮伤断开,模组上看到的也是缺划。
4. 蚀刻不足:客户称之为黑点、多点,模组或电测机上表现为多了一块图案。
5. 蚀刻过渡:客户称之为字细、字变形,模组或电测机上显示的为某个字节的一部分缺掉。
6. 字淡:指Voff 电压较高.客户一般叫字淡、色淡;分为两种( 1@局部字淡:由大电流引起的; 2@整体字淡:与液晶配比或制程条件有关。
)判定方法:厂内为电测时在同样频率下,同样的视向与样品对比样品字体黑度,在黑度同时,电压差异大於一定范围时,厂内判NG。
模组上则是显示模糊才能说字淡。
7. 鬼影:即字深在同样的电压下,同样的视向与样品比对字估较样品深一些,在模组上显示就是不该出现的字节在不点亮时也隐隐约约看见,影响了对比度。
8. 漏光:显示字节有的较其它字节要淡。
不显示的字节鬼影程度不一致,也就是字节不均。
9. 导电不良:客户称之为闪烁、字节闪烁、字节模糊不清、接触不良、晃动、显示不全、半显、缺划……原因是导电性不好,电测时正常电压下显示为苛个字节或某一部份字节显示不稳定,在点模糊或不显示。
但将电测机测试,电压调高时,又可以正常显示,这是与“断路"的区别。
10. 表面不均:客户一般称灰度不均、显示不均、字节不均、白点、黑点、污点……电测时显示显示某个字了节上会有白色或黑色的小点点,而且这些小点点一般会随着电测机频率的高低和电压的大小而缩小或扩大,模组显示亦是如此,故判断表面不均是模组的频率输出电压对工厂来说很重要。
11. 图白:客户称之为字缺、字节缺少一部分。
LCD液晶屏不良现象分析【图文】
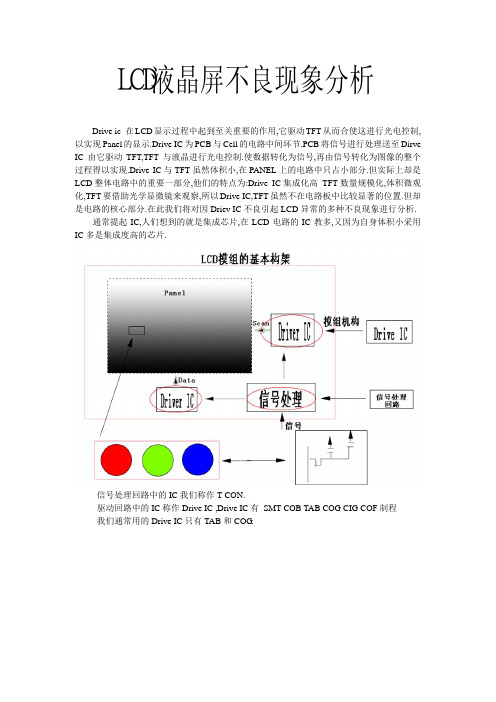
Drive ic 在LCD 显示过程中起到至关重要的作用,它驱动TFT 从而合使这进行光电控制,以实现Panel 的显示.Drive IC 为PCB 与Cell 的电路中间坏节.PCB 将信号进行处理送至Dirve IC 由它驱动TFT,TFT 与液晶进行光电控制.使数据转化为信号,再由信号转化为图像的整个过程得以实现.Drive IC 与TFT 虽然体积小,在PANEL 上的电路中只占小部分.但实际上却是LCD 整体电路中的重要一部分,他们的特点为:Drive IC 集成化高 TFT 数量规模化,体积微观化,TFT 要借助光学显微镜来观察,所以Drive IC,TFT 虽然不在电路板中比较显著的位置.但却是电路的核心部分.在此我们将对因Driev IC 不良引起LCD 异常的多种不良现象进行分析. 通常提起IC,人们想到的就是集成芯片,在LCD 电路的IC 教多,又因为自身体积小采用IC 多是集成度高的芯片.信号处理回路中的IC 我们称作T-CON.驱动回路中的IC 称作Drive IC ,Drive IC 有 SMT COB TAB COG CIG COF 制程 我们通常用的Drive IC 只有TAB 和COG .LCD液晶屏不良现象分析正面反面通过上面的图片.我们的TAB COG有深入的了解.下面说一下它们的不良现像TAB亮线:亮线是最常见的问题,通是TAB软排线断裂造成,其实ACF胶的失效和Suroce线的顶端断都会造成亮线.除Suroce线顶断以外,其余两种都可以换TAB维修.Suroce线顶端断造成的亮线我们称为:同位置亮线.多条亮线.两种原因A, ITO断所致.B,TAB软排断所致.通常都是更换ITO.也就是软排与玻璃接合处.如导电引线坏,理论上是可以更换CellL,但Cell成本占据LCD主体.加上修复制程的损耗更换Cell毫无意义.大多都报费.灰阶亮线.在灰阶画面出现断线或整条亮线,此状况是同Drive IC软排,导电能力退化造成.更换TAB即可.区块不良:整块Drive IC抗判范围异常,TAB核心IC电性能损坏.更换TAB反白:反的状况一般都是X1-TAB或Y1-TAB烧坏引起.但部分LCD Y1 Y2 Y3不良将会引起反白.此这是因为其驱动电路的片场特殊而引起,更换前可剥用提温法或测量电压.电流以确定,然后在换区块Mura:因TAB与PCB端连接软排,接触不良造成面部电阻值增大.分压了Drive 的驱动电压,造成TAB控制区块亮度低于其它部全,形成Mura, 如果PCB铜铂损坏则无法维修.COG亮线:亮线通常COG IC的输出端与Cell输入端的对应接点烧死,通常更换IC宽带线:COG IC部分电路坏死无法驱动TFT更换IC区块不良:COG IC坏死无法驱动TFT.更换IC灰阶亮线:COG IC控制线功能损伤,更换IC反白:X1坏死或Y1坏死会造成此现象.但少数规格LCD,Y侧其它COG.IC坏死也会造成的反白,因为IC的连接方法不同及IC坏死的部分不同造成的现象不同.区块Mura:因IC受损造成,自身老化及EDS也会造成此不良现象.更换IC.。
液晶显示屏常见不良及修复方法

P14、残影:长时间显示一静态画面后切换到别一画面仍可以上一画面的大体轮廓
上一画面
当前画面
正
常
2 min后
残
影
2 min后
可能原因:1、Vcom电压未调至最佳; 2、cell制程不良。
解决方案: 整机售后:更换屏 屏厂家: 无法修复
无法 修复
拖尾
拖尾:在显示动态图像时出现的边缘发毛、看不清细节的现象。
解决方案: 整机售后:清洁、插拔、补焊、更换O/C 屏厂家: 更换接口、COF重新bonding 等
屏亮点/暗点 屏亮点/暗点:任意画面上都常亮或常暗的点
.
.
可能原因:CELL里面的TFT元器件损坏。
解决方案: 整机售后:直接退换 屏厂家:亮点打成暗点
TCL品牌17 寸以上0亮点
无法 修复
屏液晶漏液
液晶显示屏常见不良及修复方法
TFT LCD信号驱动
屏横线
损坏 Gate IC
Source IC
横暗线、暗带、竖线、竖带
损
坏
Source
IC
损
坏
Source
IC
损
坏
Sourc
e IC
损 坏
Gate IC
损 坏 Gate IC
损 坏
Sourc e IC
横暗线、暗带、竖线、竖带 原因
原因: 1、COF与玻璃Bonding不良; 2、COF或玻璃遭到损伤(ESD或机械折伤); 3、ASG电路失效(仅对ASG技术panel而言)
屏液晶漏液:开机后,漏液处周围可见气泡状黑班,夹杂少量亮点或暗点
可能原因:1、玻璃破裂导致漏液; 2、CELL框胶密封性不好导致漏液。
无法 修复
6.TFT-LCD不良现象及成因.
.. B/L unit中有异物
光直接由不规则的B/L unit中照射出来
光经过B/L unit内的 sheet产生折射,造成亮 度不均
…… ……
Label screw
Etc. Failure
标签错误破损 螺丝未锁或未锁紧
END Thank you!
Panel 不良分类
1. TCP Failure 2. Panel or Polarizer Failure 3. Circuit Failure 4. Mechanical or B/L Failure 5. Etc.
TCP Failure
不良现象
垂直或水平整块区域不良
垂直或水平线条 表现为永暗或永亮
在偏光镜内有异物,通常为 线形或点状
Panel or Polarizer Failure
产生原因
.
..
..
Dot Defect
Panel内的TFT功能不全
.
Polarizer
Bubble
在上层玻璃及偏光镜间有气泡
Polarizer Scratch
尖/硬物造成
.. F/M
inside
偏光镜内有异物
Polarizer
Circuit Failure
White Screen
不良现象
LCD在B/L正常的情形下 只显示白画面
Black Screen
Flicker
LCD在B/L正常的情形下 只显示黑画面
LCD在特别pattern下 闪烁
Crosstalk
交替亮度不同
Circuit Failure
产生原因
LCD常见不良
–短路:分为SEG,COM,层间短路三种。
–1.不良模型 –线路间被短接造成显示时发淡,发虚。 –2.产生原因 –最直接的原因是线路短路,碳浆过多。 –短路原因:清洗问题,涂胶问题,曝光问题,蚀刻问题。 –3.预防发生 –根据产生原因需针对性的对不同工序进行管控。 –4.影响 –短路也是很严重的不良,一旦形成只能报废,如果流入到客户端将造成是外形破裂,暗裂等。
–1.不良模型 –玻璃外表面破裂,缺口,有暗纹。 –2.产生原因 –切割造成,作业中碰撞造成。 –3.预防发生 –对切割机及参数进行管控;规范操作,中转动作避免碰撞。 –4.影响 –外形是客户直接能看到的,而且是很明显的,一旦发生也是必须报 废的,所以外形的影响也是很大的。
10
–管脚类:管脚尺寸不对,管脚歪,少脚多 脚,管脚脏等。
–LCD有一部分产品为管脚连接方式,所以此种产品对管脚有一定质 量要求。管脚类产品通产发生的管脚问题有:尺寸不符,歪斜,少脚 多脚,脏锈斑等。 –尺寸问题是比较严重的问题,会直接影响客户组装使用。 –少脚多脚会影响电性能,同时少脚也是造成显示不全的一个原因。 –管脚上要脏污或锈斑会造成管脚导电性差,也有可能造成显示不全。
5
–针眼:图形上有针眼状小点。
–1.不良模型 –图形上有针眼状小点。 –2.产生原因 –曝光用菲林有孔洞造成漏光,最后此漏光处被蚀刻掉从而形成了针 眼。 –3.预防发生 –保证菲林质量,使用前严格清洁,严格管控菲林使用寿命,尽量使 用铬板。
6
–内划:玻璃内部有划伤。
–1.不良模型 –在上下片玻璃间有线状条纹 –2.产生原因 –PI被划伤或玻璃内侧有划伤。 –3.预防发生 –管控PI作业及涂完PI后严格控制拿取动作避免划伤。
7
–配对:配对作业时或后发生偏移。
LCD常见不良品解析

案例三:彩点问题解析
原因分析:液晶材料不均匀 导致颜色分布不均
解决方法:更换液晶材料调 整生产工艺
彩点问题:LCD屏幕上出现 彩色斑点
预防措施:加强原材料质量 控制优化生产流程
案例四:亮线问题解析
亮线问题:LCD屏 幕上出现一条或多 条亮线
原因分析:可能是 由于LCD面板内部 电路故障、驱动IC 故障或背光板故障 等原因导致
建立完善的原材 料采购和验收制 度确保原材料来 源可靠
加强原材料的存 储和运输管理确 保其不受潮、不 损坏
加强环境因素的监控
温度:保 持稳定的 工作环境 温度避免 过高或过 低
湿度:保 持适当的 工作环境 湿度避免 过于干燥 或潮湿
灰尘:保 持工作环 境清洁避 免灰尘对 LCD的影 响
静电:采 取防静电 措施避免 静电对 LCD的影 响
其他处理方式 更换LCD屏 幕
更换LCD驱 动板
维修LCD屏 幕
维修LCD驱 动板
如何预防LCD不良品的产生
提高制造工艺水平
加强员工培训提高操作技 能
优化生产流程减少人为错 误
引进先进设备提高生产效 率
加强质量管理确保产品品 质
严格控制原材料质量
选用优质原材料 确保其性能和品 质符合要求
定期对原材料进 行抽检确保其质 量稳定
ห้องสมุดไป่ตู้
替换处理
检查LCD不良品原因 确定需要替换的部件 准备替换部件 执行替换操作 检查替换后的效果 记录替换处理过程和结果
退货处理
确认不良品原因:分析不良品产生的原因如生产工艺、原材料、设备等 联系供应商:与供应商沟通确认不良品责任归属 退货流程:按照退货流程进行退货包括填写退货单、提供不良品照片等 处理结果:根据退货结果进行后续处理如更换、维修、退款等
LCD面板的常见缺陷:暗斑亮斑亮点暗点坏点

LCD面板的常见缺陷:暗斑亮斑亮点暗点坏点LCD面板的常见缺陷:暗斑/亮斑/亮点/暗点/坏点/亮线/漏光暗斑:LCD的面板很容易在外力作用下,发生液晶面板中的偏振片变形;偏振片的性质有点像铝箔或铜箔,这样就会造成液晶面板在反光时存在差异,出现灰暗部分;这种现象在白屏即亮度较大时容易被观察到,用力过大导致的变形,将很难恢复,这并不影响LCD的使用寿命,这种故障一旦出现,就无法修复,所以平时最好不要用力挤压液晶面板,以免造成永久性损伤。
亮斑:亮斑同暗斑都是由于局部屏幕内部反射板受到外力压迫或者受热产生轻微变形所致。
此次损害产生的反光趋向于出现明亮部分,一样是永久性不可修复的。
当然除了在日常使用过程中会产生这些暗斑、亮斑生产过程中一样会形成。
亮点、暗点:液晶面板是由大量的像素点所组成的,它们都能够显示黑白两色和红、黄、蓝三原色。
显示着不同颜色的像素点进行组合成了图像。
亮点的意思是:在显示器工作的时候有一个像素没有工作一直发亮,在任何界面都可以看到。
暗点的意思是:在显示器工作的时候有一个像素没有工作一直不亮,是无论屏幕显示图像如何变化都无法显示的“黑点”。
亮点和暗点统称坏点液晶显示技术发展到现在,仍然无法从根本上克服这一缺陷。
因为液晶面板由两块玻璃板所构成,中间的夹层是厚约5微米的水晶液滴。
这些水晶液滴被均匀分隔开来,并包含在细小的单元格里,每三个单元格构成屏幕上的一个像素点。
在放大镜下像素点呈正方形,一个像素点即是一个发光点。
每个发光点都有独立的晶体管来控制其电流的强弱,如果控制该点的晶体管坏掉,就会造成该光点永远点亮或不亮。
从而形成“坏点”!(所以国家制定了液晶的一个标准A屏就是335的标准所谓335就是3个亮点和三个暗点加起来不会超过5个点,但是一般的A屏也不会有这么多点的了)坏点也是LCD屏幕永久的损坏,同样是不会扩散的。
亮线:亮线则是整条素像出现短路和开路现象(也就是说成直线状排列的坏点)!但是这并不会影响LCD的正常使用,也不会扩散。
LCD不良品现象与分析手法

推定發生工程: E/S時,黑摺紙沒蓋好,造成迷宮口條狀變色
封口字深
封口字深旳 現像
不良項目:
弧狀封口字深
不良現象:
點燈時是圓弧狀,且發生在迷宮口處
推定發生工程: 目前發生原因不明
推定發生工程:
定向工程時棉絮掉落造成 需送物性分析確認物質
SP破網
SP破網旳情形
不良項目:
內污.白點
不良現象:
V/I時是白點內污,會固定位置及模號編號
推定發生工程: 印框綱版網子有破洞,印刷時SP膠印在玻璃上
液狀物
點燈後可看到液態物體
拆片後LC未沖前, 可看到不良
拆片後用丙酮沖LC, 破壞研磨配向
推定發生工程:
• 一次 塗光刻膠和塗PI前之清 洗 ~ 組
塑膠屑
(此圖為層上塑膠
屑)外物表層呈 現多樣色澤
不良項目: 不良現象:
外物
• 目檢是內污或是類似單點 彩色
• 電測是黑白惚旳現象
推定發生工 程:
若是有破壞F層,是定向前造成 若是無破壞F層,是定向後造成 需送物性分析確認物質
膠類性質
此圖為層上膠質 狀異物
TOP刮傷
TOP刮傷 (P處理刮傷)
TOP刮傷
不良項目: 不良現象:
點燈錯開
顯示不均
• 點燈後可看到刮傷旳痕跡,但在目檢看 不到刮傷
• 使用LDT-7低頻並在顯微鏡下看為刮 傷情形
推定發生工程:
涂光刻膠處理時刮傷造成
PS:使用拆片刀拆片後確認PI層刮傷
水痕旳現象 (J洗造成旳)
水痕
不良項目: 不良現象:
RI破損
不良現象,與水珠相同,其 辨别措施水珠在使用7型 低頻,會有拖曳旳現象,RI
LCD常见不良品解析

团 状 印 刷 不 均 匀
大面积印刷不均匀(左右电压差异大)
条状印刷不均匀
二、PI印刷偏位 产生原因:①凸版或者网版自身异常 ②设备异常 ③调机不到位 不良现象: ①PI往框线内缘偏离会造成框线未压住PI层,形成抖面 ②PI 往框线外缘偏离会造成框线印刷在PI层上,导致框线可靠性欠佳(玻 璃在打粒或者清洗后便会开盒漏液或者装机受外力时漏液) ③ 若PI盖住银点印刷位置,则会导致银点导通不良形成缺划(即使当时未 缺划,但是银点导电性能也存在可靠性问题)
规律性短路产生原因: ①曝光过程中有杂质粘附在菲林版表面 ②菲林砸伤导致线条错乱,不该相连的线路连接在了一起 ③菲林来料异常:菲林本身存在油墨点短路或其他制作原因。 规律性短路玻璃在测试时电测机报警的步数相同,并且它们模号相同,而且短路发生的 位置及短路点形状一致。
短路不良图片
上图为曝光杂质反(电极被切断)
二、灌晶站
主要不良项及产生原因:
①欠灌(海绵条偏位、液晶不足、静注时间不够、灌晶前灌口粘液晶 液晶发泡、 灌晶顶盘)
②电测反白、大电流(灌晶治具清洗不干净导致液晶被污染) ③灌晶冲刷粉跑(充气时气流量过大) ④灌晶冲刷导致封口处字体显示亮 (灌晶治具清洗不干净)
点状网印
八、组合歪不良
产生原因及电测现象:两片玻璃在贴合时位置不正,导致全显时走线外露 或者字体形变。 在显微镜下观察贴合标记,一般可见圆环已相交。
贴合标记已相交
走线外露
字体形变
九、静电击伤不良
产生原因:摩擦或者喷粉过程中静电强度大而未排出导走,导致静电击伤 PI层 不良现象:目测时可见白色条状不良,此条状一般跟随盒内电极走线(走线边缘 处PI层被破坏) 静电击伤在目测情况 静电击伤在显微镜下情况
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
LCD液晶显示屏不良现象的原因分析
1. 短路:客户称为开机长鸣、鸣叫、交短、漏光。
它是因为LCD 中不该连在一起的拉线却连在一起,伴随大电流无穷大(电测扫描会叫),在模组中显示字节某些比较淡或缺划。
2. 大电流:在模组上的表现为显示淡,模糊或电池损耗快,如果电源供电则可视为正常,电测时电流较大。
3. 断路:客户称这之为少划、缺划、断字,实际上是ITO 被刮伤断开,模组上看到的也是缺划。
4. 蚀刻不足:客户称之为黑点、多点,模组或电测机上表现为多了一块图案。
5. 蚀刻过渡:客户称之为字细、字变形,模组或电测机上显示的为某个字节的一部分缺掉。
6. 字淡:指Voff 电压较高.客户一般叫字淡、色淡;分为两种( 1@局部字淡:由大电流引起的;2
@整体字淡:与液晶配比或制程条件有关。
)判定方法:厂内为电测时在同样频率下,同样的视向与样品对比样品字体黑度,在黑度同时,电压差异大於一定范围时,厂内判NG。
模组上则是显示模糊才能说字淡。
7. 鬼影:即字深在同样的电压下,同样的视向与样品比对字估较样品深一些,在模组上显示就是不该出现的字节在不点亮时也隐隐约约看见,影响了对比度。
8. 漏光:显示字节有的较其它字节要淡。
不显示的字节鬼影程度不一致,也就是字节不均。
9. 导电不良:客户称之为闪烁、字节闪烁、字节模糊不清、接触不良、晃动、显示不全、半显、缺划……原因是导电性不好,电测时正常电压下显示为苛个字节或某一部份字节显示不稳定,在点模糊或不显示。
但将电测机测试,电压调高时,又可以正常显示,这是与“断路"的区别。
10. 表面不均:客户一般称灰度不均、显示不均、字节不均、白点、黑点、污点……电测时显示显示某个字了节上会有白色或黑色的小点点,而且这些小点点一般会随着电测机频率的高低和电压的大小而缩小或扩大,模组显示亦是如此,故判断表面不均是模组的频率输出电压对工厂来说很重要。
11. 图白:客户称之为字缺、字节缺少一部分。
外观不良
1. 内污:客户称之为黑点、污点、纤维。
指LCD 内有纤维。
2. 内刮:客户称之为黑线、白线,PI 被刮伤表现为线条刮伤。
3. 颜色不均:客户称之为色彩不一致、彩虹,即LCD的色彩不均匀,在中间彩虹或杠边彩虹以及彩色条纹不均,主要从色彩上来讲。
4. 底色不符:一般指LCD 整体的颜色与另一些LCD的整体颜色差异很大。
一般不与样品相比,我厂目前制程能力达不到。
5. 破损:客户称之为镜片坏、碎裂。
即LCD 受损部分残缺、破损有角落破损和边缘破损以及导电层破损(即出PIN 的一边破损,一般是人为因素较多,公司与客户皆有可能造成)。
6. 切裂不良:Y 轴切割、X 轴裂片造成一部分突起或凹陷。
7. PIN 刮伤:即LCD 出PIN 一边(即通常所说导电层)PIN 被刮伤、割伤引起断路、导电不良等。
客户修理时易造成。
8. 偏光片刮伤、刺破:客户称之为镜花、镜面模糊。
即偏光片受损或受到刀片等坚硬手的损害(客户放置使用不当会造成)。
9. 偏光片水纹:偏光片上有一道道条纹,要背光源才能看到,由於贴片後用酒精或丙酮擦导电层脏污时,酒精或丙酮渗入所致,客户也有可能在擦PIN 时渗入。
10. 无保护膜:即偏光片表层的保护膜被撕下。
(一般是IC 坏,修理时以为是LCD 坏而取下。
11. 偏光片气泡:贴片後LCD 表面偏光片有小汽泡,在影响LCD 使用性(尽量说服客户接受)。
12. 贴反:客户称之为贴错,指偏光片帖反了,本该贴在下片的却帖在上片。
13. 凸点、纤维:贴片时有灰尘、纤维等污染物落入LCD 表面或偏光处本身有脏污造成。
14. 偏光片腐蚀:即偏光片与某些液体发生化学反应被腐蚀而变色或变形。
15. 混料:有不同种类,性能的产品混入,有版次混入不相同型号的混料,有混入外厂家的LCD,有不同时期的LCD 相混,以LCD 导电层上的标志作为判定依据。