双面压实造型和静压造型工艺的比较-2013-4
浅谈道路基层静力压实和振动压实的对比

关 键 词 : 力压 实 ; 动 压 实 ; 比 静 振 对
中图分类号 :4 6 0 u 1 .3
文献标识码 : B
文章编 号:63- o2 2 l )4- O l 2 17 6 5 ( OO O O O —o
l 道 路基层 材料 室 内试 验方法 的现状 分析
我 国公路 里 程迅 速 增长 的 同 时 , 也要 求 质 量 的 提高 和经济 性 的改 善 。实践 证 明 , 以高标 准 进 行 路 基 、 面 的压 实 , 保 证 路基 、 面 应有 强 度 和稳 定 路 是 路 性 的一 项最 经济有 效 的措施 。随着 道路压 实设 备 的
力 过大 而压碎 , 使级 配变异 , 实度 的评价 指标更 准 压
确客 观 。 2 振动 与静压 成型试 件力 学性 能试验
材料设计和施工控制中仍然广泛应用击实标准、 静 压成型试件的方法 , 这与现场实际工况不符 , 弊端 日
益突 出 , 主要 表现 在 :
() 1 两者 压 实 机理 不 同 , 内试 验对 实 践 指 导 ห้องสมุดไป่ตู้ 存 在偏 差
中总会 有一 部分 颗粒 之 间 的摩 擦 力减 小 或 者 为零 ,
表 l所 列 对 比试 件 是 在 各 自的压 实 标 准 下 成
型, 除了成型工艺不同以外 , 其他一切条件均相同,
形 成 了一一对 应关 系 ( 图 1 。把所 有 一一对 应 的 如 )
试件 7 无侧限抗压强度进行统计分析 , d 可以看出其
相关性较好。此统计关系可以作为由击实标准、 静 压成型试件的 7 无侧 限抗压强度判断振动压实标 d
准、 振动成 型试 件 的 7 d无侧 限抗 压强 度 的依 据 。
静压造型工艺简介
――铸件清理―――旧砂回用处理
优点
● ● ● ●
作业环境粉尘少 铸件制造成本低廉 铸件尺寸精度、表面粗糙度比手工造型好 生产效率高,能进行批量机械化生产
缺点
●
●
设备投资较高 不适合多品种小批量生产
典型工作区分布
●
制芯工部
造型工部 熔炼工部 砂处理工部 铸件清理工部
●
●
●
●
制芯工部
与树脂砂工艺的制芯工部基本相同,静压 工艺的制芯工部要求比树脂砂工艺的机械 程度化更高
静压造型工艺简介
合力股份有限公司合肥铸锻厂技术质量部 二零零四年八月
名词解释
静压造型工艺: 是粘土潮模砂生产工艺的一种,铸 型的紧实方式是通过高压气体进行 预紧实,然后再进行一次压头紧实 的造型方式
工艺现状
工艺技术成熟,是国内外近年大力发展的铸造 工艺之一
工艺流程
配砂――制芯和造型――熔炼和浇注―――落砂
铸件清理工部
与树脂砂工艺的铸件清理工部基本相同
熔浇工部
与树脂砂工艺的熔浇工部基本相同,大规模 少品种生产时浇注采用浇注机浇注
造型工部
功 能: 制造各种铸型
工艺流程: 填砂--压实--起模--翻箱--喷涂料 --下芯--合箱 主要设备: 静压造型机 喷涂设备 合箱机 运送辊道 下芯机(可选)
静压造型机
主要设备:取铸件设备(可选) 捅箱机 振动落砂机
冷却设备 风选机 混砂机 除尘器
运送设备 粉料给料设备
在线检测设备
砂处理专用设备简介
取 碾轮式或摆轮式混砂机
粉料给料设备: 气送、螺旋给料器等
谢谢大家
工艺流程
自动喷涂--合型--填砂--气流预紧实 --压头压实--起模--送出砂型-- 旋转换模
静力压实法

静压浅层地基施工工法目前工程上广泛采用的动力固结法——强夯,是借助重锤从高处自由降落,其冲击能量将土的结构破坏并压实,同时部分能量转换成震动波对周围环境产生震害。
尤其在城市建设中,因居民的强烈抵制,强夯的应用受到很大限制。
静力固结法则是利用堆载物加荷的方式对地基土进行压密。
在堆载附加应力作用下,地基土中孔隙水通过预设的“排水体”慢慢排出,地基发生沉降和固结。
预压法加固过程无震动,但工期过长、造价较高。
静力压实法是介于动力固结和静力固结之间的一种地基处理新方法。
一、加固机理和特点借助机械设备的反力,通过液压油缸和特制的刚性压板,按一定的工艺对地基土施加静压力。
当液压油缸的压力达到足够大时,地基土由弹性变形开始产生塑性变形。
当压力继续增大,土内的塑性区已发展为连续贯通的滑动面,使地基土结构丧失整体稳定而破坏,压板相对周围土体产生冲切,导致板下土体局部剪切破坏、压缩变形,土颗粒重新排列,地基土趋向密实。
其加固深度与地基土的物理力学性质、压板的尺寸、压力的大小有关。
该方法最主要特点是施工过程无震动,即保留了强夯法工艺简便、适用范围广、加固效果好、施工速度快的优点,又解决了强夯施工的震害问题,是一种环保型施工新方法。
由于静压地基不使用建筑材料,因此造价低比其他地基处理方法低,但略高于强夯法。
二、施工设备静压地基所需设备可利用全液压静力压桩机,通过技术改造来实现工艺要求。
目前国内静力压桩机可提供的压力范围达1600~5000kN以上。
设备的具体构造见图1。
图1 静压机结构简图1—操作室;2—电器控制箱;3一长船行走机构;4—液压总装室;5—支腿油缸;6—导向架;7—压桩油缸;8一夹持机构;9—配重铁;10—液压起重机;11一压桩机平台结构;12一短船行走及回转机构;13一压杆;14一压板压板用钢板和型钢组焊,其形状可以是圆形或正方形,根据需要加固的深度和设备能力大小,底面积为1.0~3.0m2。
压杆用钢板组焊成正方形截面,其内部充填混凝土,下部与压板连接。
2018年砂箱用途及特点有哪些_Savelli砂箱工艺原理
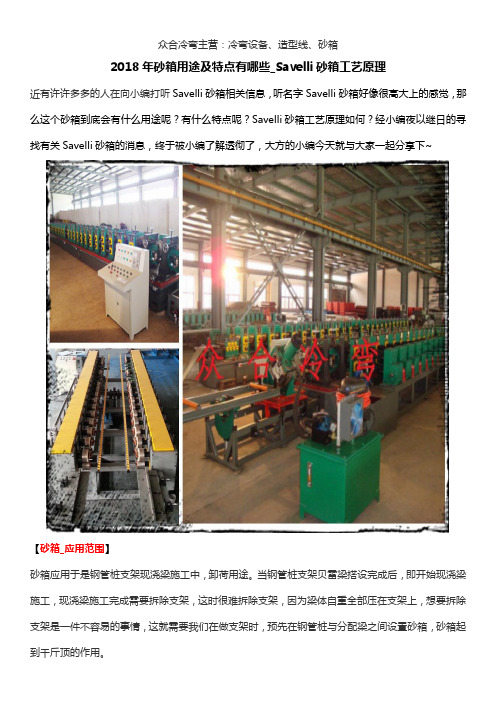
2018年砂箱用途及特点有哪些_Savelli砂箱工艺原理近有许许多多的人在向小编打听Savelli砂箱相关信息,听名字Savelli砂箱好像很高大上的感觉,那么这个砂箱到底会有什么用途呢?有什么特点呢?Savelli砂箱工艺原理如何?经小编夜以继日的寻找有关Savelli砂箱的消息,终于被小编了解透彻了,大方的小编今天就与大家一起分享下~【砂箱_应用范围】砂箱应用于是钢管桩支架现浇梁施工中,卸荷用途。
当钢管桩支架贝雷梁搭设完成后,即开始现浇梁施工,现浇梁施工完成需要拆除支架,这时很难拆除支架,因为梁体自重全部压在支架上,想要拆除支架是一件不容易的事情,这就需要我们在做支架时,预先在钢管桩与分配梁之间设置砂箱,砂箱起到千斤顶的作用。
【Savelli砂箱特点】意大利SAVEELI公司已具有170年历史,它拥有每小时300整型和大砂箱尺寸3500毫米的造型机、造型线和每小时600吨生产能力的完整“潮模砂”砂处理系统设备,被誉为“潮模砂”铸造领域的带领人。
从2001年到2011年,近十年来,SAVELLI公司在世界各国已成功销售约129条(台)造型机、造型线和砂处理设备,由于它的主打市场在欧洲,而进入我国市场较晚,但在2003年到2012年,仍还拥有它的六家用户。
2011年常州市卓信机电设备制造有限公司和意大利SAVELLI公司进行了技术合作,共享技术、共享品牌。
在2012年5月北京11届中国国际铸造展会之后短短两个多月时间内,与山东金鼎、山西太重油研分别签定了砂箱尺寸1200×1000×320/300(mm)及900×700×300/250(mm)两条全套双面压实有箱造型线。
【双面压实造型机造型工艺的原理和特点】1、通过多触头,以15kg/cm2压力从顶部挤压双面压实造型工艺完成终紧实;2、与德国KW、日本新东HWS的静压造型工艺的区别3、工作台下降,通过预填框慢速平稳脱模;在于型砂和模板之间的相互移动的不同。
公路工程土方路基压实施工分析

公路工程土方路基压实施工分析公路工程中的土方路基压实施工是指通过施加外力使土方达到一定的密实度和稳定性的过程。
这一工程环节的实施关系着公路的使用寿命和安全性。
因此,在进行土方路基压实施工时,需要严格按照相关施工规范和技术要求进行操作。
以下是对土方路基压实施工的分析。
1.压实工艺选择土方路基压实施工可采用的压实工艺包括静压和动压两种方式。
静压是指使用重型压实设备在土方上施加不同程度的压力,通过重物的挤压作用使土方颗粒间产生较大的接触应力,从而达到压实效果。
动压是指利用重型振动设备进行土方压实施工,通过设备的振动作用使土方颗粒发生频繁的运动和变位,从而提高土方的密实度。
2.压实设备选择在进行土方路基压实施工时需要选择合适的压实设备。
常见的压实设备包括振动压路机、滚筒压路机等。
振动压路机适用于对土方进行动压施工,其通过振动作用使土方颗粒发生流动,从而达到密实的目的。
滚筒压路机适用于对土方进行静压施工,其通过滚筒的重力作用使土方颗粒发生挤压和变形,从而达到压实效果。
在选择压实设备时应考虑土方性质、宽度和厚度等因素,以确保施工效果。
3.压实工艺控制在进行土方路基压实施工时,需要对工艺进行严格的控制。
首先,需要制定详细的施工方案,明确施工时的设备类型、数量和位置,制定施工进度和工期。
其次,在施工过程中需要严格按照规范要求进行施工,合理安排施工顺序和方法。
同时,需要对施工现场进行实时监测和测量,及时调整工艺参数。
最后,在施工结束后还需进行验收工作,对压实后的土方进行检查和测试,确保达到规定的施工要求。
4.压实效果评估土方路基压实施工结束后,需要对压实效果进行评估。
常用的评估方法包括密实度测试、荷载试验等。
密实度测试可通过土方样品的采集和实验室测试,对压实后的土方的密实度进行定量评估。
荷载试验可通过在路基上施加一定的荷载,观察土方的变形情况和荷载承载能力,对压实效果进行评估。
评估结果可用于指导后续的施工工作和质量控制。
模板压实紧实工艺在水平分型脱箱射压造型线上的应用_陈巧华
目前,中、小铸铁件占铸铁件产量的绝大多 数,湿型粘土砂造型仍是生产中小铸铁件最主要 的工艺方法。
由 于 无 箱(垂 直 分 型)和 脱 箱 造 型(水 平 分 型)线没有大量的、消耗性的砂箱及众多的辅机, 且具有便于自动化、投资少、生产效率高、工作可 靠性高等优点,因而在国内外竞相被采用,得到 了迅速的发展,成为生产中、小铸铁件的首选造 型设备。
图 2 正、反压板相向挤压 Fig.2 Face-to-face squeezing by positive pressing
plate and reverse pressing plate
下砂箱 下挤压板
模板
上砂箱 浇口棒 上挤压板
图 1 为早期的加压方式,正压板向砂型内压 实,分型面及型腔紧实度高而均匀,反压板(旋转 后固定不动)一面则稍差,砂块越厚则这种差别 越大。
造成这一现象的主要原因是,在压实过程 中,由于砂粒与砂箱壁和模型之间的摩擦力、砂 粒之间的粘结力、相互啮合产生的压力传递阻 滞,导致压力损失,不能达到砂型下部。种硬度 分布情况对于装有模型的型板分型面及型腔表 面紧实度要求显然是不符的,试验表明当深凹 比≥0.8 时,模型底面靠近分型面处的紧实度就 难以得到保证。
(a)上、下型同时真空吸入型砂 (b)模板压入上、下砂箱
图 4 真空吸砂+模板压实 Fig.4 Vacuum absorbing sand and pattern plate
compacting
我国从上世纪 70 年代初就开始了水平分型 脱箱造型技术的开发研究,如济南铸锻机械研究 所、上海机械制造工艺研究所、有关高等院校、保 定铸机厂、苏州铸机厂、青岛第二铸机厂等进行 了设计研发,仿制各种水平分型脱箱造型机 (线),有些曾达到小批量生产,但因种种原因都 没有坚持下来,造成目前国内水平分型脱箱造型 线市场基本为国外产品所占领。对此现象,我国 铸造业界应该深刻反思!
1 静压造型工艺与静压造型机

1 静压造型工艺与静压造型机1.1静压造型工艺气冲造型线虽具有设备简单、紧实速度快等优点。
但其工艺适应性差,并不适应高吊砂及大平面铸型生产,像制动毂起模的成型率就不高,生产曲轴时工艺上的处理也比较麻烦。
静压造型是自动造型线上常用的湿型砂造型紧实工艺,被认为是较为理想的造型方法,其设备主要由匀砂斗,百叶窗式加砂斗、储气包和吹气阀、多触头、余砂框、带排气塞的模板及模板框、举升工作台、模板回转更换装置、上机架移动装置等组成,紧实工艺可分为四个过程:(1)加砂:以自然落下的方法通过匀砂斗进入百叶窗式加砂斗,将一定量的型砂填入砂箱和余砂框内。
匀砂斗的作用是将型砂均匀的分布在整个砂箱面上。
砂子的加入量通过称重系统或者备用的时间定量系统可以准确控制。
砂斗内部配置喷分型液装置,在加砂前向模型上喷分型液。
(2)气流予紧实定量斗移至加砂位置,同时压头移至型腔上方,工作台上升,这时压头、余砂框、砂箱和模板形成一个封闭腔,按设定的时间和压力快速打开吹气阀,气流携带型砂向模板方向流动,完成良好的填充并得到予紧实。
空气经模板框周边和模板上的排气塞及排气阀排出。
(3)压实砂型在多触头的压实下得到最终紧实,压实比压可在0.3~1.1Mpa区间内调节。
(4)起模采用回程起模方式将模板与铸型分离。
静压造型与气冲造型的不同在于它把气冲变成吹气,把吹气变成填砂及予紧实手段,并增加了多触头压实过程。
它通过压实,尽可能的缩小了铸型强度上的差值,保证铸型硬度均匀性。
提高了铸型在砂箱高度上的利用率,并从根本上改变了气冲造型的t。
搭桥,,现象,工艺性很好。
适合多种汽车铸件生产,后桥另件像主减壳、圆柱齿轮壳、制动毂、刹车盘、轴差外壳、曲轴等件的生产都没问题。
配有高压多触头压实的静压造型机,并不是任何情况下都要吹气予紧实,据统计,大约65%的铸件直接压实,即可以获得满意的型腔硬度。
1.2 静压造型机技术参数(1)砂箱尺寸1000X800X 320/320mm(2)起模行程600mm(3)模底框高度350mm(4)设计生产率40 S/型(5)吹气压力0.3~O.5Mpa(6)压实力124 t压实比压(无级可调) 最大 1.1 Mpa(7)允许铸型拔模斜度O.50(8)液压系统工作压力11 Mpa(9)充砂框高度280mm(10)多触头数量40个多触头压实行程320mm多触头压进砂箱最大深度20mm(11)随机气包容量 2.5m3吹气阀通径 2 X 0 200mm(12)压缩空气进气压力≥0.6MPa(13)吹气予紧实噪音≤85db静压造型机有如下特点:(1)设有两个吹气阀,紧实工艺分两种●压实(用于简单铸件)●吹气予紧实+压实(根据铸件复杂程度,确定不同的吹气压力及时间)较窄而又较高的铸型,在重力填砂过程中不饱满,吹气予紧实时,因伴随有紧实过程,砂子的流动仍受阻碍而不充分,若设排气塞,打开一个阀用较小气流吹气,则有好的填充效果。
萨维利(SAVELLI)双面压实造型线的特点和应用
意 大利 萨维 利 ( S A V E L L I ) 的 双面 压实 造 型工 艺 与德国 K W、 日本新 东 H WS的静 压造 型工 艺 的区别 在 于型 砂 和模 板 之 间 的相 互 移动 的不 同。它 的造 型 过 程和 工艺 是将 预填 框 置于 砂箱 和模 板之 间 。采 用 模 板 随 型压 实 工艺 和 多触 头 压 实机 构 , 模 板 可 以作 上、 下 自由移 动 , 将 预 填 框 内 的 型砂 从 砂 型 ( 砂箱 ) 分 型 面处 挤 压推 人 ,其 紧实 度 是分 型 面 和 背 面高 , 而 中间较 低 的理想 曲线分 布 , 实现 了高硬 度 和 良好 的透气 性完 美地 相结 合 。 其 紧 实过程 如 图 1 所示 , 分 9个 步骤 完成 。
3 0 0 / 3 0 0 mm 的双 面压 实有 箱造 型 线生 产 飞轮 、 飞轮
壳等 汽车 零部 件 。
2 双面压 实造型 和其 他造 型工 艺特 点 的 比较
上, 保 证 了造 型机 的造 型精 度 和脱模 精度 。
1 . 2 造型机 主要 结构组 成
2 ) 提 升 工作 台 , 将模板 , 预填 框 和砂 箱 举 升 到
工 作位 置 ;
组成 结 构包 括 : 底 部 基 础 机构 , 顶部 压 头 机 构 , 机架 , 加砂和砂分配机构 , 带 举 升工 作 台 的压 实 机
完美地相 结合 , 并且在 能耗 与控 制可靠性 方面有着显著的优 势。这种 高效全 自动造 型线具有提供 3 0 0型/ I l 的能
力, 最 大 砂 箱 内尺 寸 为 3 5 0 0 m m  ̄ 1 8 0 0 mm  ̄ 7 0 0 / 7 0 0 ; 双 面压 实高压有箱造型线 ; 高效 ; 节能 中图分类号 : T G 2 4 文献标识码 : A 文章编号 : 1 6 7 4 — 6 6 9 4 ( 2 0 1 5 ) 0 1 — 0 0 2 1 — 0 4
潮模砂与自硬砂造型工艺方案选用

潮模砂与自硬砂造型工艺方案选用姜仁华;吴殿杰【摘要】目前砂型铸造车间最主要的铸造方法为潮模砂(湿型黏土砂)造型工艺和自硬砂造型工艺两大类.本文简单介绍两种造型工艺及装备的应用现状并提出针对不同材质和用途及批量铸件生产纲领的特点,如何选择潮模砂工艺和自硬砂工艺.【期刊名称】《铸造设备与工艺》【年(卷),期】2016(000)002【总页数】9页(P56-63,68)【关键词】潮模砂;自硬砂;性价比【作者】姜仁华;吴殿杰【作者单位】无锡锡南铸造机械股份有限公司,江苏无锡414142;机械工业第九设计研究院有限公司,吉林长春130011【正文语种】中文【中图分类】TG24主题词:潮模砂;自硬砂;性价比砂型造型工艺在铸件生产过程中是关键工序,它直接影响铸件的质量水平、生产成本、生产效率及环境污染程度。
目前铸造车间最主要的砂型铸造方法为潮模砂(湿型黏土砂)造型工艺和自硬砂造型工艺两大类[1]。
用黏土作为黏结剂潮模砂造型方法生产铸件,是历史悠久的工艺方法,也是应用范围最广的铸造工艺。
尤其大批量的汽车发动机铸件、农用拖拉机铸件多采用潮模砂造型工艺;球铁件主要产品是汽车底盘类铸件(主减速器壳体、差速器壳体、制动器钳体和支架)、发动机曲轴和凸轮轴等。
缸体造型线主要以水平分型气流预紧实加压实的静压线。
尤其是青岛昆格瓦格纳(青岛)的KW静压线、德国HWS公司静压线等发展成熟的静压造型。
汽车、拖拉机底盘保安件等大批量生产的中小铸件一般采用垂直或水平分型造型,如DISA、华佩、新东、亨特和东久造型线等。
上述是目前潮模砂铸造造型工艺的最新代表,都是追求提高砂型紧实的均匀性,从而保证砂型的表面光洁,尺寸精确,内部致密性。
2.1 水平分型静压造型工艺大多数静压线都是用来生产汽车零部件的,少数是用来生产拖拉机或者其他行业铸件的。
据不完全统计,在国内静压线应有300条左右,这个数据包括KW、HWS、BMD以及济南铸锻所、苏铸成套、保定维尔等静压线,并且主要应用在汽车铸件领域。
提高静压造型生产线产量的两种方法

提高静压造型生产线产量的两种方法刘放平冉允川徐尔灵郭广鹏熊毅叶建军(广东省韶铸集团有限公司,广东韶关512031)摘要:本文介绍了采用“1型6件”铸造工艺改进提升静压造型生产线产量和实施增加浇注冷却段砂型数量技术改造使静压造型线适应了产品转型的成功经验,这些成功经验对于拥有造型生产线的铸造同行有一定的借鉴价值。
关键词:静压造型线;“1型6件”工艺改进;浇注冷却段砂型;产量Two Ways of I ncr eas in g the Y ield of Static Pressure Molding LineQiping Liu,Yunc huang Ran,Erl ing Xu,Guangpeng Guo,Yi Xiong,Jianjun Ye Guangdong Shaoguan Foundry and Forging Group Co.,Ltd.Shaoguan Guangdong512031Abstract:For the static pressure molding line,th e successful experiences like using six cavities per mold to increase the yield,and adding the sand molds in pouri ng and cooling phase to be sui tab le for product transformation have been introduced,w hich have a reference value to the foundry companies who have the similar molding lines.Key Words:static pressure molding line,process improvement of six cavities per mold,molds in pourin g and cooling,yield1990年,广东省韶铸集团有限公司引进了一条HWS造型线布置在18米跨度的车问内,造型线有 1 台主机、23台辅机构成开放式布局(见下图1),冶炼配套一座7吨电弧炉。
ACE静压造型是直接利用压缩空气紧实型砂加高压多触头压实的造型方法

ACE静压造型是直接利用压缩空气紧实型砂加高压多触头压实的造型方法;而ACE静压造型则是利用压缩空气进行流态化加砂,然后用随形多触头和模板进行双面压实的造型方法。
由于它们生产出的铸件质量好、精度高,而且具有总成本低等特点,所以静压造型是湿法造型领域中在世界上最受欢迎的造型方法之一。
技术规格 (ACE静压造型线)
型号ACE-3 ACE-4 ACE-5
造型速度(m/
hr) 上下箱交替造
型
150 150 150
上下箱同时造
型
300 300 300
铸型宽(mm) 500~500 600~650 700~800
铸型长(mm) 600~700 750~850 900~1000
铸型高(mm) 150~250 200~300 200~300 加砂气压(MPa) ~0.2 ~0.2 ~0.2
压实比压(MPa) ~1.0 ~1.0 ~1.0
注1)可在上表范围内以50mm为间隔确定砂箱内尺寸及砂箱高度
2)超过表中范围的砂箱尺寸,请随时商谈。
KW造型机气流预紧和压实原理分析
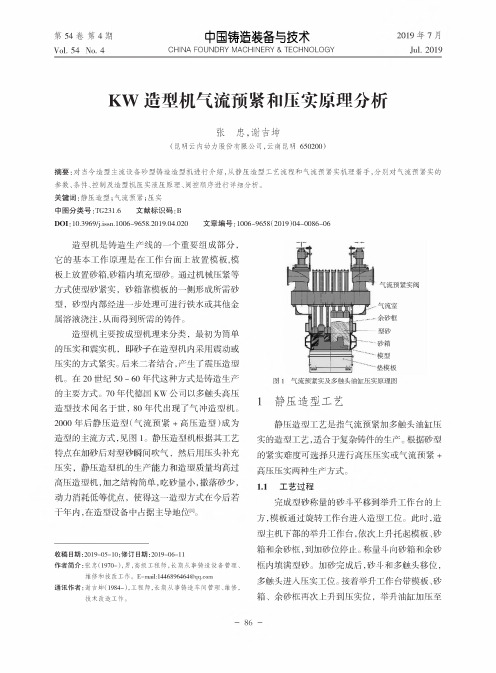
第5"卷第"期中国铸造装备与技术Vol.54No.4 CHINA FOUNDRY MACHINERY&TECHNOLOGY Jul.2019KW造型机气流预紧和压实原理分析张忠,谢吉坤(昆明云内动力股份有限公司,云南昆明650200)摘要:对当今造型主流设备砂型铸造造型机进行介绍,从静压造型工艺流程和气流预紧实机理着手,分别对气流预紧实的参数、条件、控制及造型机压实液压原理、阀控顺序进行详细分析。
关键词:静压造型;气流预紧;压实中图分类号:TG231.6文献标识码:BDOI:10.3969/j.issn.l006-9658.2019.04.020文章编号:1006-9658(2019)04-0086-06造型机是铸造生产线的一个重要组成部分,它的基本工作原理是在工作台面上放置模板,模板上放置砂箱,砂箱内填充型砂。
通过机械压紧等方式使型砂紧实,砂箱靠模板的一侧形成所需砂型,砂型内部经进一步处理可进行铁水或其他金属溶液浇注,从而得到所需的铸件。
造型机主要按成型机理来分类,最初为简单的压实实机,砂在造型机内或压实的方式紧实。
后来二者结合,产生了震压造型机。
在20世纪50-60年代这种方式是铸造生产的主要方式。
70年代德国KW公司以多触头高压造型技术闻名于世,80年代出现了气冲造型机。
2000年后静压造型(气流预紧+高压造型)成为造型的主流方式,见图1。
静压造型机根据其工艺在砂型砂气压头充压实压造型机的生产造型过压造型机,结,砂,砂,等,使得一造型方式在干年内,在造型设备中占据主导地位叭收稿日期:2019-05-10;修订日期:2019-06-11作者简介:张忠(1970-),男,髙0工程2,长期从事铸造设备管理、维修和技改工作c E-mail:1446896464@通讯作者:谢吉坤(1984-),工程师,长期从事铸造车间管理、维修,技术改造工作。
1静压造型工艺静压造型工艺是指气流预紧加多触头油缸压实的造型工,合铸件的生产砂型的紧实可进行压压实或气流预紧+高压压实两种生产方式。
德国KW公司双面挤压4.0

7
AIRPRESS plus 2000
空气阀
导气框
余砂框 型砂
上箱或下箱
型板 型板框
气流预紧实AIRPRESSplus2000 工艺的压实过程
气阀位置
在设备内的压实过程:
1) 2) 3) 4) 5) 6) 7)
型砂落到模板上 型腔关闭 气阀打开 0,5 秒后气阀关闭 型腔内压力降低 多触头静压后又返回原位 脱出砂型
德国KW公司 THANK YOU FOR ATTENTION!
4,5 l/min
21,5 l/min
3 l/min
平均传动功率消耗: P = Q ( l / min) x p ( bar ) / 600
2 kW
9,5 kW
1,25 kW
5,6 kW
总数
141 kW
100%
107 kW
76%
108 kW
77%
90 kW
64%
20
祝大家身体健康 ! 事业兴旺发达 !
2) 由于功能集成化的上升趋势以及对铸件的轻量化要求越来越高,铸件 也在不断地变化成为复杂的综合体。
3) 在质量,生产,经济性,以及工作保护和环境保护方面不断地要求改 进
IfG - Institut für Gießereitechnik (Institute for Foundry Technology) - Duesseldorf/Germany
多触头压实模拟 – 压实后的堆积密度
在砂型和多台阶的模板上模拟验证:
•
目前水平静压造型线的造型工艺
德国KW公司自80年推出气流预紧实+多触头静压的造型工艺,至今已有三十多年了。 使用出现了不少问题,譬如砂箱与余砂框之间的密封泄漏喷砂问题,能源浪费等等。 为了节约能源KW公司对现有的造型工艺做了改进, 即淘汰耗能高,实际效果又不好的 气流预紧实。KW公司开发了双面挤压4.0系统 + 多触头静压技术。 KW TWINPRESS 4.0 是双面压实技术的一个新发展并且已经申请了专利。 在造型时通过在系统中的压力传感器紧实度的值会被一直监测,误差会被自动修正。相 当于给安装了型腔硬度在线检测仪。
水稳碎石基层振动压实与静压性能对比分析

水稳碎石基层振动压实与静压性能对比分析赵宇婷【摘要】对水泥稳定碎石基层采用振动压实和静压方式的路用性能进行对比,分别从实验室数据和施工现场数据进行了分析,说明了振动压实法能够模拟现场压实方式,振动法下的混合料性能要明显优于静压法下的混合料性能.【期刊名称】《山西建筑》【年(卷),期】2017(043)027【总页数】2页(P125-126)【关键词】基层;振压;碾压;强度【作者】赵宇婷【作者单位】山西省晋中路桥建设集团有限公司,山西晋中 030600【正文语种】中文【中图分类】U416在我国,半刚性基层是最主要的高等级沥青路面典型结构,水泥稳定碎石基层是应用最为广泛的半刚性基层结构。
随着交通量增多及使用年限的增加,很多路面出现了早期破坏及结构性破坏。
早期破坏表现多以路面出现收缩裂缝或是渗水后的唧浆最为常见,当基层结构因为设计不合理或是施工质量问题时,就难以避免的出现结构性破坏。
水泥稳定碎石混合料性能与成型方法密切相关。
研究表明,导致水泥稳定碎石基层出现早期破坏的原因是多样的,包括不合理的实验室内成型方式、压实度标准偏低、为确保基层强度提高的水泥剂量、混合料级配不合理等。
在水泥稳定碎石基层施工中,选择振动成型法,以合理确定级配范围,降低水泥剂量,严格控制压实标准,能最大限度模拟施工现场情况,有效确保基层施工质量。
振动压实法,指在进行的水泥稳定碎石基层设计中,在实验室内使用振动成型法进行试件制作及性能指标检测,以合理确定混合料组成、最大干密度和最佳含水量等参数的设计施工方法。
振动成型仪是最主要的实验器具。
使用振动压实法室内设计混合料时,振动压路机的压实效果是难以通过振动成型仪完全模拟的,但压路机在现场进行的碾压效果与室内成型后的压实效果等效,能最大限度的模拟实际施工中振动压路机对混合料的振动冲击压实作用。
在静压法下,施工中通过增加水泥剂量来保证基层设计强度是最常用的手段,也是确保路面芯样完整的最有效措施。
几种造型紧实方法比较

几种造型紧实方法比较1.气冲造型(Air ImPulse Molding)如图8-17a、b所示,通过快开大面积阀门使压缩空气(≥0.5MPa)在瞬时(<0.05s)形成冲击波,增压速率可达90MPa/s。
-次冲击型砂可使铸型达到高紧实率,满足大部分铸件要求。
(1)优点①结构及工艺过程简单;②造价较低;③阀位置及结构改进可使布气及型砂平面硬度分布较均匀(砂箱四角除外)(2)缺点及存在问题①对型砂粒形、水分、成分、性能要求严苛(见表5);②圆形阀与矩形砂箱形成冲击死角,即使二次(“增益’)冲击也难克服砂箱周围尤其四角型砂紧实率低的先天弱点;③垂直方向型砂紧实率差别很大,砂箱填砂面方向型砂紧实率低,砂箱上松砂要刮掉,浪费型砂并增大砂处理系统设备安装容量和能耗达1/5~1/4;为防浇注抬箱,要配置庞大的压铁机系统;由于远离模板的型砂紧实率低、砂箱壁与模样间“隙缝”效应和“搭棚”现象,造成铸型紧实率低及铸件表面质量差甚至出废品,为此只好加大吃砂量、降低砂箱平面及立面利用率;④能量浪费较大;⑤气冲击应力波(波速可达550m/s)强烈,噪声大并对地基破坏严重;③对多品种、变批量等生产变化适应性差。
2.气冲造型的改良(1)多功能冲击造型系统(Air Impulse Molding Multi-System)见图 8-17c,该机在大面积气冲同基础上增设硅胶平板压头,根据需要,可在-冲、二冲、冲-压、二冲-压和压实等五种造型方案中任选。
1)优点:可克服气冲前述的②、③和⑥缺点,适应多品种生产。
图8-17 气冲造型及其改良a)-次气冲 b)二次气冲 c)多功能冲击系统2)缺点:使气冲造型机变得复杂、造价高,能耗高、噪声大和破坏基础的缺点依然存在。
(2)气动力冲击造型(Air Dynamic Shock Moldng)紧实单元由气动-液压缸操纵的驱动装置和紧实冲击头组成。
冲击头下端冲击板被分成独立活动的若干区域(与砂箱内口尺寸相应), 每块冲击板冲程、气缸压力和紧实速度(0.5~5m/s)等参数均可调;冲击头内若干气缸驱动的活塞杆连接直径50~60mm圆柱形舂砂杆,舂砂杆可穿过冲击板紧实深部位型砂。
静压造型工艺简介 PPT课件
熔浇工部
与树脂砂工艺的熔浇工部基本相同,大规模 少品种生产时浇注采用浇注机浇注
6
7
造型工部
功 能: 制造各种铸型 工艺流程: 填砂--压实--起模--翻箱--喷涂料
--下芯--合箱 主要设备: 静压造型机 合箱机 下芯机(可选)
喷涂设备 运送辊道
8
9
工艺流程
静压造型机
自动喷涂--合型--填砂--气流预紧实
--压头压实--起模--送出砂型--
旋转换模
节拍
全自动运行,配有快速模板更换机构,单型
15~40秒,每小时50~120箱铸件
10
砂处理工部
功 能:将旧砂进行处理,得到再次使用要求 工艺流程:落砂--筛分--磁选--破碎--冷却
--筛分--磁选--配砂 型砂组成:原砂+粘土+水+附加物 主要设备:取铸件设备(可选) 捅箱机 振动落砂机
静压造型工艺简介
合力股份有限公司合肥铸锻厂技术质量部 二零零四年八月
1
名词解释
静压造型工艺: 是粘土潮模砂生产工艺的一种,铸 型的紧实方式是通过高压气体进行 预紧实,然后再进行一次压头紧实 的造型方式
工艺现状
工艺技术成熟,是国内外近年大力发展的铸造 工艺之一
2
工艺流程
配砂――制芯和造型――熔炼和浇注―――落砂 ――铸件清理―――旧砂回用处理
3
优点
● 作业环境粉尘少 ● 铸件制造成本低廉 ● 铸件尺寸精度、表面粗糙度比手工造型好 ● 生产效率高,能进行批量机械化生产
缺点
● 设备投资较高 ● 不适合多品种小批量生产
4
典型工作区分布
● 制芯工部 ● 造型工部 ● 熔炼工部 ● 砂处理工部 ● 铸件清理工部
静力压实法
静压浅层地基施工工法目前工程上广泛采用的动力固结法——强夯,是借助重锤从高处自由降落,其冲击能量将土的结构破坏并压实,同时部分能量转换成震动波对周围环境产生震害。
尤其在城市建设中,因居民的强烈抵制,强夯的应用受到很大限制。
静力固结法则是利用堆载物加荷的方式对地基土进行压密。
在堆载附加应力作用下,地基土中孔隙水通过预设的“排水体”慢慢排出,地基发生沉降和固结。
预压法加固过程无震动,但工期过长、造价较高。
静力压实法是介于动力固结和静力固结之间的一种地基处理新方法。
一、加固机理和特点借助机械设备的反力,通过液压油缸和特制的刚性压板,按一定的工艺对地基土施加静压力。
当液压油缸的压力达到足够大时,地基土由弹性变形开始产生塑性变形。
当压力继续增大,土内的塑性区已发展为连续贯通的滑动面,使地基土结构丧失整体稳定而破坏,压板相对周围土体产生冲切,导致板下土体局部剪切破坏、压缩变形,土颗粒重新排列,地基土趋向密实。
其加固深度与地基土的物理力学性质、压板的尺寸、压力的大小有关。
该方法最主要特点是施工过程无震动,即保留了强夯法工艺简便、适用范围广、加固效果好、施工速度快的优点,又解决了强夯施工的震害问题,是一种环保型施工新方法。
由于静压地基不使用建筑材料,因此造价低比其他地基处理方法低,但略高于强夯法。
二、施工设备静压地基所需设备可利用全液压静力压桩机,通过技术改造来实现工艺要求。
目前国内静力压桩机可提供的压力范围达1600~5000kN以上。
设备的具体构造见图1。
图1 静压机结构简图1—操作室;2—电器控制箱;3一长船行走机构;4—液压总装室;5—支腿油缸;6—导向架;7—压桩油缸;8一夹持机构;9—配重铁;10—液压起重机;11一压桩机平台结构;12一短船行走及回转机构;13一压杆;14一压板压板用钢板和型钢组焊,其形状可以是圆形或正方形,根据需要加固的深度和设备能力大小,底面积为1.0~3.0m2。
压杆用钢板组焊成正方形截面,其内部充填混凝土,下部与压板连接。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
SAVELLI双面压实造型和静压造型工艺的比较
常州萨维利铸造技术有限公司
<摘要>
目前有代表性的有箱造型线,国外主要有德国KW、HWS、日本新东和意大利萨维利(SAVELLI)的双面压实造型线。
本文重点介绍被人们誉为“下一代造型技术”的双面压实造型技术,并且与传统的静压造型以及造型线作以全面的比较,使大家可以更深入地了解萨维利独特的双面压实造型工艺,其可以实现高硬度和好的透气性完美地结合,并且在能耗与控制可靠性方面有着显著的优势。
萨维利高效全自动造型线具有提供300整型/时和最大砂箱尺寸3500毫米的生产全套技术。
一、萨维利SAVELLI FORMIMPRESS双面压实造型工艺和造型线
1、双面压实造型机造型工艺原理和特点
双面压实造型和普通造型的区别只在于型砂和模板之间的相互移动不同。
它的造型过程和工艺是将预填框置于砂箱和模板之间。
采用模板随型压实工艺和多触头压实机构,模板可以作上、下自由移动,将预填框内的型砂从砂型(砂箱)分型面处挤压推入,其紧实度是分型面和背面高,而中间较低的理想曲线分布,实现了高紧实度和好的透气性完美结合。
紧实过程(请见图1所示)
图1
步骤一:通过造型机称量斗称量型砂,同时预填框处于最高位置;
步骤二:提升工作台,将模板,预填框和砂箱举升到工作位置;
步骤三:重力加砂,将型砂从称量斗中加入到砂箱;
步骤四:多触头压头进入至砂箱上方,造型机中心工作位置,刮平多余型砂;步骤五:工作台带着模板,预填框和砂箱再次提升,预紧实;
步骤六:提升模板,自下而上开始压实;
步骤七:通过多触头,以15kg/cm2压力从顶部挤压完成终紧实;
步骤八:工作台下降,通过预填框慢速平稳脱模;
步骤九:快速分离,将砂箱放置在砂箱辊道上,模板框定位在造型机内部模板更换装置中心,将造型完成的砂箱推出,同时将空砂箱推入到造
型区准备。
2、造型机主要结构组成
组成结构包括:底部基础机构,顶部压头机构,机架,加砂和砂分配机构,带举升工作台的压实机构,中心转台旋转模板更换装置,模板吹喷装置,液压气控系统和电气控制系统。
3、造型机主要结构特点
1)加砂方式为重力加砂,模板不需要排气塞;
2)使用称量斗对型砂称量,对加入到砂箱内的型砂定量控制;
3)造型时,造型主机,模板框和预填框采用四柱定位机构,预填框和砂箱定位,起模定位面为预填框,保证了造型精度和起模精度;
4)带有定位和自动加热的转台模板更换装置,中心系统模板可选1/1和1/2;5)齿轮电机驱动多触头压头和称量斗水平移动,叶片驱动砂箱加砂分配装置和举升工作台装置均采用编码器,传感器,数值化控制;
6)带有压力控制调节的内、外压力补偿双作用油缸多触头压头装置,完成预紧实和终紧实。
4、造型线工艺流程(请见图2、图3所示)
图3
5、双面压实造型线主要特点
造型线由于配置了二台造型主机以及二台分箱机,二台砂箱内腔清扫机,三台翻箱机及二台合箱机等,其砂箱的推送程序为同时运行和移动二个工位位置,而台车的运行、浇注、转运及砂箱冷却线、冷却套冷却线其推送程序均为运行和移动一个工位位置。
1)除造型机配有自动模板更换机构外,造型线还配有模板穿梭机构,砂箱,
台车更换装置,提高了更换模板,砂箱及台车的可靠性和速度,相应地
提高了造型线的效率;
2)除造型机和造型线辅机捅箱机外,高性能造型线采用变频伺服电动驱动,齿轮齿条传动,实现推送——合箱——翻箱——转运(见图六所示);
3)与液压驱动相比,能耗降低约40%,效率可提高约30%;
4)变频伺服电动驱动,可以无级调速,实现最大平稳的数值化的加速和减
速,具有最佳的速度调节方式和移动可重复性;
5)与液压驱动相比,受外界环境影响小,不受油温变化,彻底解决定位不
准,移动时晃动,同时还可以根据砂箱热胀冷缩调节推动距离;
6)电机驱动系统只有动力线及信号线,安装简单方便,安全性高,环境无
污染;
7)系统可远程诊断和服务。
图(变频伺服电动驱动单元)
6、采用冷却套替代砂箱完成对砂型和铸件冷却的新型冷却线;
1)将砂箱内的砂型从砂箱捅入到冷却套作二次冷却,和将完成冷却后的砂
型从冷却套桶到振动输送槽和振动落砂
机;
2)冷却套冷却线分单层、双层和多层,而每
层又分双列和三列,每列上的冷却套有二
室,可同时放2个砂型。
其结构为钢结构
组焊,它安装在砂箱冷却线上方,节省了
砂箱和占地面积;
3)与在砂箱内冷却相比,减少了砂箱、台车的数量,减少了砂箱大量运动,
节省了制作砂箱的成本费用;
4)在有限成本内可得到长时间的铸件冷却;
5)增加了布线的灵活性。
6)造型线上合箱机采用浮动机构,浮动合箱,提高了合箱精度,也同时降低了台车加工的成本;
图十摇枕车架(砂箱尺寸3000*1800*500/500毫米)
7)造型线捅箱前,设置了浮铁磁选机,清理浇注后残留在上箱面上的铁豆,以减少对后续的砂处理设备影响;
8)造型线砂箱锁紧装置;
✧箱卡锁紧装置可安装固定在台车上,也可以在上箱上;
✧在需要上箱卡和下箱卡的工位,设置有自动箱卡机构,提高了造型
生产效率;
✧箱卡的锁紧通过液压装置进行最终锁紧,其锁紧力是恒定值;
✧箱卡锁紧装置的接触面是一种特殊耐磨材料,可靠性好,寿命长。
二、静压造型机和造型线
1、静压造型机造型工艺原理和特点
静压造型工艺是利用气流对型砂进行预紧实,然后在砂型的背面对型砂进行压实。
紧实过程:(请见图所示)
a) 定量斗加砂;
b)升液压缸,使模板,砂箱、
预填框和压头紧贴形成密封系
统,通过压缩空气,将型砂从砂
型背面预紧实;
c)压头从砂型背面对型砂进行
终紧实;
d)举升液压缸下降起模,压头移出,
带砂定量斗进入砂箱和预填框
的上方。
(1.定量斗 2. 预填框 3.砂箱 4.模型
5.模板
6.模板框
7.储气罐
8.压头
9.
多触头 10.举升液压缸)
2、造型机主要结构组成
组成结构包括:加砂机构,压头机构,压实机构,模板更换装置、机架,液压气控系统和电气控制系统等。
3、造型机主要结构特点
1)有穿梭式,环形式和转盘式不同模板快换装置;
2)可一次或两次紧实,紧实工艺可有三种:压实,吹气预紧实+压实,气流填砂+吹气预紧实+压实。
预紧实的气流强度可调整,相互独立的多触头油缸的压力可根据模型形状分组和调节;
3)起模方式可采用顶杆起模,漏模或保持稳定具有中心导向和同步动作系
统的起模精度水平机构;
4)压头机构有平压头,弹簧压头,水垫压头或单体液压缸多触头,多触头分周边及中心两个区域调压,压力由比例调压阀通过界面随时设定;
5)称重加砂。
4、静压造型线
造型线一般采用开放式布线形式,包括造型段,下芯段,浇注
段,冷却段和落砂段。
其“线”上设备配置主要根据要求不同
而异。
造型线工艺流程:(请见图所示)
三、双面压实造型和静压造型其工艺特点比较。