钣金件设计规范PPT优秀课件
钣金件设计规范教学内容.ppt
应用2
13
钣金件的凸包成形 2.深凸成形: 需多次成形才能实现.
应用2
14
钣金件的卷圆成形 两种卷圆的成形工艺:
应用2
15
压毛边
应用2
16
压平的成形工艺
应用2
17
推平的成形工艺
应用2
18
钣金件的压线工艺
应用2
19
钣金件常用结构的工艺要求
内翻边高度H的规格:
R
H(MIN-MAX)
T 0.8
r 0.21 0.22 0.23 0.24 0.25 0.26 0.28 0.30 0.32 0.33 0.34 0.36
应用2
2
3
钣金件的展开计算
三.180度反折: L: 展开长度
L=A+B+1.57t (B>3t)
应用2
43
钣金件的折弯工艺
一.单边折弯:
应用2
4
二.U型折弯:
钣金件的折弯工艺
1.0 3.0-4.4 3.0-6.8 3.0-10.8
1.2 3.6-4.8 3.6-7.5 3.6-11.5
应用2
Hale Waihona Puke 21钣金件常用结构的工艺要求
折弯边到孔的最小距离 L:
L
T
T
≦1.0
>1.0
应用2
L 3.0 >3T
22
钣金件常用结构的工艺要求
折弯边到抽牙孔的最小距离 L:
L≧3T
L
应用2
23
2.0 5.0 10.0 2.4-3.3 2.4-3.8 2.4-4.2
1.0 3.0-3.5 3.0-4.0 3.0-4.4
钣金件设计经验手册(共113张PPT)
弯曲收缩
原则:防止弯曲时一边向内产生收缩,可设计工艺定位孔,或两边同时折弯, 还可用增加幅宽的办法来解决
冲压工艺类-冲压工艺性
弯曲件的结构
直角弯曲搭接
冲压工艺类-冲压工艺性
弯曲件的结构
凸部的弯曲
原则:应避免a图那样弯曲线和阶梯线一致,有时会在根部开裂变形。所以使弯曲线让开 阶梯线如图b,或设计切口如c、d那样
要求: m≥2t 注:t—材料厚度
k≥1.5t L≥t+R+k/2 r≥2t n=r
冲压工艺类-冲压工艺性
弯曲件的结构
弯曲面上孔变形
原则:防止弯曲时,弯曲面上的孔受力后会变形,孔边距(至底根部)其值A≥4
要求:A≥4 注:t—材料厚度
冲压工艺类-冲压工艺性
拉深件的结构
拉深件的圆角半径
注:t—材料厚度
冲压工艺类-冲压工艺性
拉深件的结构
拉深件冲孔
原则:拉深件冲孔应该离圆角一定的距离否则会产生变形
注:t—材料厚度
冲压工艺类-冲压工艺性
拉深件的结构
拉深扭曲
要求:A、B宽度应相等(对称)即A=B 注:t—材料厚度
冲压工艺类-冲压工艺性
拉深件的结构
凹点
要求: 1)最大半径Rmax≤6T, 其最大深度内;
2)外表件不建议采用凸焊
3)零件重量超过10kg,不建议采用凸焊
对螺母凸焊、螺栓凸焊孔径和局部形状、尺寸要求:
焊接工艺类-焊接空间
焊接空间
凸焊
要求:1)最小尺寸a小于焊机喉深(我公司最大为480~520mm) 2)最大尺寸b小于焊机喉宽单臂最大尺寸(我公司最大活动尺寸为230~280mm) 3)凸焊位置点沿轴线方向Φ40空间内无结构型面,如图尺寸c1、c2 4)螺母、螺钉轴线方向可焊接最小空间高度为60mm,如图尺寸d
钣金设计PPT课件

汽车产品研发中心
3.5.1.使用不同形式的扫掠状况
Regular Flanges are used to create tabs in cut outs and simple flanges around the edges of parts
Tear Drops can also serve to create decorative edges as well as create things like hinge pins openings
调整钣金数 据
设定钣金参 数
建立所需形式侧 壁
设定不同的折弯形 式
钣金设计工具条
汽车产品研发中心
汽车产品研发中心
3.1.定义钣金基本参数
在开始使用钣金之前,需先定义钣金参数;定义参数的内容如下图,由左至右分别是…
参数:设定板厚、折弯半径 折弯端-形式设定
折弯角-形式设定
折弯允许值
3.2.侧壁形式
2.进入和退出钣金设计模块
1-
汽车产品研发中心
结构树
钣金参数 建构特征...
标准工具
汽车产品研发中心
绘制草图 定义钣金参数
钣金设计工具栏
插入(选单命令列)
汽车产品研发中心
钣金命令 折弯
钣金件的结构设计_图文ppt
钣金件的结构设计_图文ppt钣金件是指由薄板材料制成的构件,具有轻质、高强度、成本低、制作周期短等特点,广泛应用于汽车、航空航天、电子设备等领域。
钣金件的结构设计是指在满足制造要求的前提下,根据使用要求和工艺条件,合理确定钣金件的整体结构及局部结构的设计方法。
1.结构设计目标和要求:结构设计的目标是使钣金件具有足够的刚度和强度,能够承受预期的载荷和应力,同时尽可能减小重量和成本。
在设计之前,需要明确钣金件的使用条件和工作环境,确定需要满足的载荷、振动、温度等要求,以及制造加工的工艺要求。
2.材料选择:钣金件的材料选择直接影响到结构设计的可行性和性能。
一般常用的钣金材料有铝合金、不锈钢、冷轧板、镀锌板等。
材料的选择应根据使用要求和工艺条件综合考虑,包括强度、刚度、耐腐蚀性、焊接性能等指标。
3.结构布局设计:结构布局设计是指确定钣金件各部分的形状、大小和连接方式。
在布局设计时,需要考虑力学原理和结构设计的要求,合理确定零件的尺寸、形状和布置,使钣金件能够满足力学性能和制造工艺的要求。
4.强度计算与优化:强度计算是钣金件结构设计的重要环节。
通过使用有限元分析等方法,计算和评估钣金件的强度和刚度,并根据计算结果进行结构优化。
优化的目标是尽可能减小钣金件的重量和成本,同时保证其足够的强度和刚度。
5.连接设计:连接设计是实现钣金件各部分的连接和固定的重要环节。
常用的连接方式有焊接、螺栓连接、铆接等。
连接设计需要考虑到连接的强度和刚度,以及连接方式对钣金件整体性能的影响。
6.表面处理设计:表面处理设计是指为了提高钣金件的耐腐蚀性和美观性,采用适当的表面处理方法。
常用的表面处理方法有喷涂、电镀、阳极氧化等。
综上所述,钣金件的结构设计需要考虑使用要求、工艺条件和材料特性等因素,并采用合理的设计方法,以满足强度、刚度和制造要求。
结构设计的优化和合理的连接设计能够使钣金件具有更好的性能和使用寿命。
同时,合适的表面处理设计能够提高钣金件的使用寿命和外观质量。
钣金设计的工艺要求 ppt课件
ppt课件
14
钣金设计的工艺要求
关于包边的长度及减小回弹的设计
不同厂家有不同的规范和能力上的差异,但内板与外板应有1~2mm的间隙基本是一致
的,但也有厂家定为3mm.所以要根据情况而定,下面尺寸也不是唯一的.
Over 10
Over 5.0
Over 15
无论是门还是发动机罩在包边附近要设计一与出模方向为5度的台阶面,台阶面差为3.5mm以上, 但要尽可能的小且此处的内弯曲半径最好为1t,这样有利于减小回弹.
基准孔的直径=定位 销或螺栓的直径+0.5mm
general hole ⓑ (ⓑ = ⓐ +2)
一般孔的直径=基准孔的直径+2mm
ppt课件
6
钣金设计的工艺要求
关于不同零件间的搭接设计注意点
Over 2 ㎜
两零件的非贴合面间的间隙最小 为2mm,考虑到油漆工艺最好最小 为3.5mm。
不合理的设计
合理的设计
Horizontal hole
Vertical hole
ppt课件
12
钣金设计的工艺要求
关与翻边的宽度及如何开工艺切口的问题
If R≥ 25, A = 4.0~5.0
ppt课件
If R ≤ 4, A = 1.5 ~3.0 l = 1.0 ~3.0
13
钣金设计的工艺要求
关于做两个不同半径圆角之间的变圆角的长度要求
Body Design
钣金设计的工艺要求
本文件的目的
希望大家来共同完善! 共同提 高!
ppt课件
2
钣金设计的工艺要求
设计钣金应考虑的问题点
1 要考虑冲压工艺:冲压工艺可以分成分离工序和成型工序两大类,分离工序:落料、冲孔、切断、切边、 剖切等 ,成型工序:弯曲、卷圆、扭曲、拉深、变薄拉深、翻孔、翻边、拉弯、胀形、起伏、扩口、缩 口、旋压、校形;
钣金结构设计规范35页PPT

END
钣金结Байду номын сангаас设计规范
56、极端的法规,就是极端的不公。 ——西 塞罗 57、法律一旦成为人们的需要,人们 就不再 配享受 自由了 。—— 毕达哥 拉斯 58、法律规定的惩罚不是为了私人的 利益, 而是为 了公共 的利益 ;一部 分靠有 害的强 制,一 部分靠 榜样的 效力。 ——格 老秀斯 59、假如没有法律他们会更快乐的话 ,那么 法律作 为一件 无用之 物自己 就会消 灭。— —洛克
60、人民的幸福是至高无个的法。— —西塞 罗
16、业余生活要有意义,不要越轨。——华盛顿 17、一个人即使已登上顶峰,也仍要自强不息。——罗素·贝克 18、最大的挑战和突破在于用人,而用人最大的突破在于信任人。——马云 19、自己活着,就是为了使别人过得更美好。——雷锋 20、要掌握书,莫被书掌握;要为生而读,莫为读而生。——布尔沃
钣金件设计规范ppt课件

一.一般折弯:
1.折弯角为90度时:
L: 展开长度 δ: 展开系数
L=A+B+δt
展开系数与材料特性关系
材料 软铝,铜,三层镀锌钢板 硬铝,GI,EG 不锈钢1/2H以上
δ
0.38
0.42
0.48
11
钣金件的展开计算
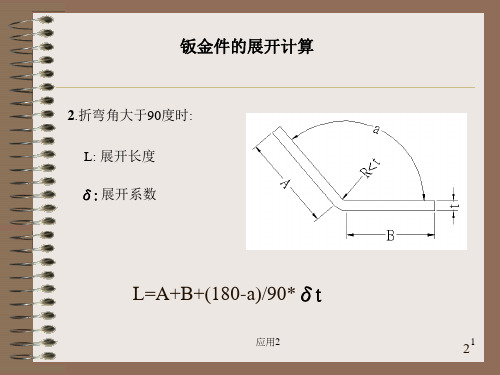
2.折弯角大于90度时: L: 展开长度 δ: 展开系数
L=A+B+(180-a)/90*δt
T 0.8
2.0 5.0 10.0 2.4-4.0 2.4-6.0 2.4-10.0
1.0 3.0-4.4 3.0-6.8 3.0-10.8
1.2 3.6-4.8 3.6-7.5 3.6-11.5
22
钣金件常用结构的工艺要求
折弯边到孔的最小距离 L:
L
T
T
≦1.0
>1.0
L 3.0 >3T
23
钣金件常用结构的工艺要求
内翻边高度H的规格:
H R
R
H(MIN-MAX)
T 0.8
2.0 5.0 10.0 2.4-3.3 2.4-3.8 2.4-4.2
1.0 3.0-3.5 3.0-4.0 3.0-4.4
1.2 3.6-3.8 3.6-4.2 3.6-4.5
21
钣金件常用结构的工艺要求
外翻边高度H的规格:
H
R
R
H(MIN-MAX)
12
钣金件的沙拉孔
两种常用沙拉孔的规格:
13
钣金件的凸包成形 1.浅凸成形: 冲压工艺可实现一步成形.
14
钣金件的凸包成形 2.深凸成形: 需多次成形才能实现.
钣金结构设计规范标准详课件
有限元分析法
要点一
总结词
通过将整体结构划分为多个小的单元,对每个单元进行受 力分析,从而得出整体结构的受力特性和变形情况。
要点二
详细描述
有限元分析法是一种数值模拟方法,通过将结构离散化为 有限个小的单元,利用数学方程描述每个单元的力学行为 ,再通过单元之间的相互作用和连接条件,形成整个结构 的力学模型。这种方法能够模拟结构的复杂变形和应力分 布,为结构优化提供依据。
实例一:机箱结构设计
详细描述
机箱结构设计应遵循以下规范标 准
强度要求
根据设备重量和使用环境,合理 设计机箱的承重结构和连接方式 ,确保整体结构的稳定性和可靠 性。
散热设计
考虑设备运行时的散热需求,合 理布置散热孔、散热风扇等散热 设施,保证设备正常运行温度。
总结词
机箱作为电子设备的重要承载部 件,其结构设计需满足强度、散 热、电磁屏蔽等多方面要求。
铝合金板
铝合金板质轻且具有较好的导电性和导热性 ,常用作航空、汽车、电子等领域。
钣金材料的特性
冷轧钢板
铝合金板
具有良好的机械性能和加工性能,但 容易生锈。
质轻且具有较好的导电性和导热性, 但强度较低。
不锈钢板
具有优异的耐腐蚀性和美观性,但加 工难度较大。
钣金材料的选用原则
根据使用环境和要求选择合适的材料,如室 内使用可选用不锈钢板,室外使用则需考虑 防锈问题。
承重设计
根据设备重量和数量,合 理设计机柜的承重梁和立 柱结构,确保机柜的整体
承载能力。
布线管理
为便于设备连接和布线管 理,机柜应设置合理的线 缆通道和理线装置,保持
内部整洁有序。
实例三:支架结构设计
详细描述
钣金结构设计规范标准详课件

实例二:机柜门板设计
总结词
考虑密封性、开闭便捷性、安全性
详细描述
机柜门板作为设备的重要防护部件,其密封性至关重要,能够有效防止灰尘和水的侵入 。同时,门板应具备良好的开闭便捷性,方便设备的安装和维护。在安全性方面,门板
应满足抗挤压、抗冲击等要求,确保设备安全可靠。
实例三:支架结构设计
总结词
考虑承重能力、稳定性、可调节性
经济性原则
总结词:成本优化
详细描述:钣金结构设计应注重成本优化,通过合理的材料利用、减少加工难度 、降低制造成本等方式,提高产品的经济性。
安全性原则
总结词
保障人员安全和产品稳定性
详细描述
钣金结构设计应充分考虑人员安全和产品稳定性,确保产品在使用过程中不会出现安全问题,同时保证产品的可 靠性。
03
料。
加工性能
材料的可加工性能决定了其是 否易于切割、折弯、焊接等加
工操作。
成本
不同材料的价格差异较大,选 用时境
根据产品使用环境选择耐腐蚀 、耐候性能良好的材料。
加工要求
根据产品加工工艺要求选择易 于加工的材料。
成本预算
在满足性能要求的前提下,尽 量选择价格合理的材料。
加强成本控制
加强生产过程中的成本控 制,如降低能耗、减少废 品率等,以达到降低制造 成本的目的。
THANKS
感谢观看
最小弯曲半径的确定
在满足材料弯曲极限和工艺要求的前提 下,最小弯曲半径应尽可能小,以减少 材料浪费和成本。
VS
弯曲极限
不同材料具有不同的弯曲极限,需根据材 料的机械性能和工艺特性进行选择和确定 。弯曲极限的确定需考虑材料的抗拉强度 、伸长率、弹性模量等参数。
SW钣金设计PPT学习课件全
17
11.3 钣金法兰
1.基体法兰概述 (1)折弯系数 零件要生成折弯时,可以给一个钣金零件的折弯指定特定的折弯系数, 但指定的折弯系数必须介于折弯内侧边线的长度与外侧边线的长度之间。 折弯系数可以有钣金原材料的总展开长度减去非折弯长度来计算,如图 11-9所示。 用来决定使用折弯系数值时,总平展长度的计算公式如下。 Lt = A + B + BA 式中。 BA——折弯系数 Lt ——总展开长度 A、B——非折弯系数
2
知识要点
钣金设计概述 钣金法兰 钣金成形工具
钣金设计工具 折弯钣金 编辑钣金特征
3
11.1 钣金设计概述
钣金(sheet metal)到目前还没有一个比较完整的定义,国外某专业期刊 上将其定义为。钣金是针对金属薄板(通常在6mm以下)一种综合冷加工工 艺,包括剪、冲/切/复合、折、焊接、铆接、拼接、成形等,其最显著的特征 就是零件壁厚均匀。
20
11.3 钣金法兰
使用 K-因子也可以确定折弯系数,计算公式如下。 BA=(R + KT)A /180 式中。 BA——折弯系数 R——内侧折弯半径 K——K因子,即 t/T T——材料厚度 t——内表面到中性面的距离 A——折弯角度(经过折弯材料的角度) 由上面的计算公式可知,折弯系数即为钣金中性面上的折弯圆弧长。因 此,指定的折弯系数的大小必须介于钣金的内侧圆弧长和外侧弧长之间,以 便与折弯半径和折弯角度的数值相一致。
钣金工艺要求设计要求ppt课件

三、钣金加工工艺介绍
4)折弯件及拉深件冲孔时,其孔壁与直壁之间应保持一定的距离见图3-3。
5)螺钉、螺栓的过孔和沉头座
图 3-3 折弯件、拉深件孔壁与工件直壁间的距离
螺钉、螺栓过孔和沉头座的结构尺寸按下表选取。对于沉头螺钉的沉头座,如果板材太薄难以同时保证过
孔d2和沉孔D,应优先保证过孔d2。
表 3-2 用于螺钉、螺栓的过孔
3
二、常用钣金材料
4
二、常用钣金材料
5
二、常用钣金材料
6
三、钣金加工工艺介绍
钣金的基本加工方式有,下料、折弯、拉深、成型、焊接。下面介绍每一种加工方式所需要注意的工艺要求。
1.下料(剪裁和冲裁)
下料根据加工方式不同可分为普冲、数冲、剪床开料、激光切割、风割。钣金下料方式主要为数冲和激光 切割。 1)数冲是用数控冲床加工,板材厚度加工范围为冷扎板、热扎板小于等于3.0mm,铝板小于等于4.0mm,不锈钢 小于等于2.0mm。 2)冲孔最小尺寸要求 冲孔最小尺寸与孔的形状、材料机械性能和材料厚度有关。 冲孔最小尺寸一般不小于1mm。
表 3-1 冲孔最小尺寸
图 3-1 冲孔形状示例
7
三、钣金加工工艺介绍
3) 数冲的孔间距与孔边距 零件的冲孔边缘离外形的最小距离随零件与孔的形状不同有一定的限制,见图3-2。当冲孔边缘与零件外形
边缘不平行时,该最小距离应不小于材料厚度t;平行时,应不小于1.5t。
图 3-2 冲裁件孔间距与孔边距示意图
2.折弯
1)折弯件的最小弯曲半径(内侧半径)
材料弯曲时,其圆角区上,外层拉伸,内层压缩。当材料厚度一定时,内r越小,材料的拉伸和压缩就越严 重;当外层圆角的拉伸应力超过材料的极限强度时,就会产生裂缝和折断,因此,弯曲零件的结构设计,应避 免过小的弯曲圆角半径。 表 3-5 公司常用钣金金加工工艺介绍
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
钣金件的展开计算
二.圆角折弯: L: 展开长度 C:中性层长度
R>t时,用求中性层长度的方法来计算展开长.
L=A+B+C
中性层位移系数 r R/t 0.1 0.2 0.3 0.4 0.5 0.6 0.7 0.8 1.0 1.2 1.3 1.5
r 0.21 0.22 0.23 0.24 0.25 0.26 0.28 0.30 0.32 0.33 0.34 0.36
12
钣金件的沙拉孔
两种常用沙拉孔的规格:
13
钣金件的凸包成形 1.浅凸成形: 冲压工艺可实现一步成形.
14
钣金件的凸包成形 2.深凸成形: 需多次成形才能实现.
15
钣金件的卷圆成形 两种卷圆的成形工艺:
16
压毛边
17
压平的成形工艺
18
推平的成形工艺
19
钣金件的压线工艺
20
钣金件常用结构的工艺要求
3
3
钣金件的展开计算
三.180度反折: L: 展开长度
L=A+B+1.57t (B>3t)
44
钣金件的折弯工艺
一.单边折弯:
5
二.U型折弯:
钣金件的折弯工艺
6
三.空折:
钣金件的折弯工艺
7
四.正反折:
钣金件的折弯工艺
8
五.切折:
钣金件的折弯工艺
9
钣金件的段曲成形
10
山折的成形工艺
11
钣金件的翻边
钣金件的展开计算
一.一般折弯:
1.折弯角为90度时:
L: 展开长度 δ: 展开系数
L=A+B+δt
展开系数与材料特性关系
材料 软铝,铜,三层镀锌钢板 硬铝,GI,EG 不锈钢1/2H以上
δ
0.38
0.42
0.48
11
钣金件的展开计算
2.折弯角大于90度时: L: 展开长度 δ: 展开系数
L=A+B+(180-a)/90*δt
内翻边高度H的规格:
H R
R
H(MIN-MAX)
T 0.8
2.0 5.0 10.0 2.4-3.3 2.4-3.8 2.4-4.2
1.0 3.0-3.5 3.0-4.0 3.0-4.4
1.2 3.6-3.8 3.6-4.2 3.6-4.5
21
钣金件常用结构的工艺要求
外翻边高度H的规格:
H
R
R
H(MIN-MAX)
T 0.8
2.0 5.0 10.0 2.4-4.0 2.4-6.0 2.4-10.0
1.0 3.0-4.4 3.0-6.8 3.0-10.8
1.2 3.6-4.8 3.6-7.5 3.6-11.5
22
钣金件常用结构的工艺要求
折弯边到孔的最小距离 L:
L
T
T
≦1.0
>1.0
L 3.0 >3T
23
钣金件常用结构的工艺要求
折弯边到抽牙孔的最小距离 L:
L≧3T
L
24
个人观点供参考,欢迎讨论