样板首件确认表 (电缆头安装)
(线材)首件确认单
线档剪线尺寸
接 浸锡尺寸
线材规格/颜色 接线方式 插针 功能
□镀镍
□镀金
‘L’边尺寸
外观
备注:
组长签名:
IPQC签名:
QC组长:
结果确认
□ 合格 □ 不合格
末件确认
末件与首件比对 (外观、结构、功能等,若不一致时应作全过程的整
确认人: □一致 □不一致 确认人:
SPK-P19-R05A
有限公司
(线材)首件确认单
编号:
部门
订单编号
品号
日期
拉别
产品型号
订单量数
机型类别
□MP3 □免提
确认项目 标准值
注 插针露盘尺寸
塑 成
插头/线尾尺寸
型 插头/线档尺寸
实测值
内膜模号 外膜模号 线材规格颜色
确认项目/内容
内膜用料 外膜用料 成型温度
线档/线尾尺寸
功能
外观
线头开线尺寸
线 线尾开线尺寸
材 焊
线档剪线尺寸
接 浸锡尺寸
线材规格/颜色 接线方式 插针 功能
□镀镍
□镀金
‘L’边尺寸
外观
备注:
组长签名:
IPQC签名:
QC组长:
结果确认
□ 合格 □ 不合格
末件确认
末件与首件比对 (外观、结构、功能等,若不一致时应作全过程的整
确认人: □一致 □不一致 确认人:
SPK-P19-R05A
有限公司
(线材)首件确认单
编号:
部门
订单编号
品号
日期
拉别
产品型号
订单量数
机型类别
□MP3 □免提
确认项目 标准值
首件样品确认表(DIP)
问题描述
效果验证:
验证人/日期:
原因分析:
负责人/日期: 审核人/日期:
纠正/预防措施:
负责人/日期: 审核人/日期:
核准/日期:
作业指导书编号
核对元件位置/方向
ECN/DCN NO.
客户特别要求
备注
品 质 部
BOM号、样品
ECN/NO.
作业指导书编号,版本
元件位置图
电解电容兼容性元件
核对元件位置/方向
客户特别要求
焊接效果
SMT各站位与程序核对
结果判定
原因分类
责任部门
责任人
A:合格,可以生产。 B:不合格,重新调试,返工不良品。
首件样品确认表
生产日期
客户
生产线别
生产数量
工段
产品型号
部门
核对内容
核对记录
负责人签字
时间
制 造 部
BOM号、样品
物料上线核对
作业指导书编号
ECN/DCN NO.
核对元件位置/方向
工艺要求/客户特别要求
贴纸/标记内容确认
检查焊接效果
SMT各站位与程序核对
工 程 部
制程工艺
炉参数确认
印刷程序、贴片程序确认
首件确认记录(组装)QS-001A
线别 申 请 批量/样本数 单 软件版本 位 首件类型: □每日首件 LCD/LCM 物 自攻螺丝 料 确 面壳__________ 认 电池盖_________ 其它____________ □静电环检测 检验项目 MMI测试 MP3测试 耳机测试 样 品 确 认 FM测试 蓝牙测试 充电测试 通话测试 天线测试 外观检查 首件确认结果 工程原因分析 机型/颜色 送检人 硬件版本 □机型变更 CAMERA 机牙螺丝 底壳__________ 手写笔________ 面壳镜片____________ □新机型试产 □工艺更改 订单号 时间
受控编号:QS-001/A
□其它_________
主板 其它 主按键_____________
摄像头镜片_____________ □电批力矩测试 □《作业指ห้องสมุดไป่ตู้书》 □BOM清单 备注
□烙铁温度测试 样本检验结果
不良现象描述
①□ ②□ ③□ ④□ ⑤□ ①□ ②□ ③□ ④□ ⑤□ ①□ ②□ ③□ ④□ ⑤□ ①□ ②□ ③□ ④□ ⑤□ ①□ ②□ ③□ ④□ ⑤□ ①□ ②□ ③□ ④□ ⑤□ ①□ ②□ ③□ ④□ ⑤□ ①□ ②□ ③□ ④□ ⑤□ ①□ ②□ ③□ ④□ ⑤□ □OK,可生产 □NG,有解决方案可生产 □NG,待工程或客户分析
对策
部门会签 品质部: 备注 工程部: 生产部:
产品首件确认表

料体
批号
颜色
产品检査項目
缺 点
检验结果
致
A
B
刮伤
B
盖 脏污
B
异物附着
致
刮伤
B
脏污
B
瓶
/ 袋 子
印刷伤痕 异物(树脂/纤
维异物)(五金/虫
B A
子)
致
破裂
致
编码置错误
致
喷码歪斜
致
拉 手
破使裂用规格是否正
垫
确
A 致
/ 脏污/异物附着
B
内 喷头内容物
塞 喷出8次之内
封口/封尾泄露 B
判定 备注
B
合計
致
A
B
质检
审核
综
合
判
定
检查结果
检查结果
检查结果
气味
是否有合格标识
盒 明 彩 脏污
B
/ 书盒 外 / / 限用期限
致
箱 中 说 产品名称核对
致
模糊不清
致
三证/QS标/
成份/产地
QS标颜色不正 A
异物(树脂/纤 异物(维五)金/虫
子)
A 致
内容物
净含量标准
A
(
g)
检验结果
致
A
B
封口/封尾歪斜 B 封口/封尾
产品首件确认表
品名
数 量
批号
生产年月
线别
渠道
产品首件确认条件说明:
1.每日开线生产时。 2.更换另一款产品生产时。 3.操作者有更换时。 4.生产工艺有改变时。 5.生产设备调整、修理后等。
首件确认时间点
首件检验确认表

产品型号:(PartNumber)生产批次号LOT NO.#:日期(Date):样品数量(Qty):判定Judgement备注(Note)123工序(No.作业项目(Item)判定Judgement备注(Note)12NO.测量方法(Inspection method)判定Judgement仪器编号(Equipment No.)1234567NO.检验方法(Inspection method)判定Judgement 备注(Note)12Appro ved by :COMMENTS (备注):DRX-FM-0053V1.0五:外观检查(Appearance Inspection )检验项目( Inspection Item)外观状况Status of Cosmetic三,成品全尺寸量测(Dimension Measure )尺寸标准(SPEC.)实测值(Sample Measure Data))二,依工序确认项目 ( Process comfirming )品质要求及检验重点( Quality control)实测结果( Inspection result)一.材料选用(Material Part )ITEM 客户资料要求及规格值(Customer requestion)规格描述( Specification Result)首件检验确认表First Article Inspect Report客户各称(Customer):图纸编号(Drawing No.):产品名称(Part Name):参考依据: ■鼎瑞兴图纸 ■客户图纸 备注:IE,QE,工程师必须在客户图纸上签字确认后没问题方可生产.ACCEPTEDREJECTEDREQUEST ENGINEERING DISPOSITIONSampleCOECNPD:OK NG OK NG OK NG OK NG OKNGOKNGOK NG OKNGOK OK OK OK NG NG NG NG OK OKNG NG。
产品工序首样(试装)确认单

试装员/日期:
技术确认/日期:
马达:①绕线(线径、圈数、阻值)②线匝接线(接线正确)③刻字(刻字正确)④转子入轴(位置、跳动)⑤车转子(尺寸)⑥粘磁钢(磁性正确)⑦总装(三更新对插正确,后盖角度正确)
气泡机:①进出水管装配(水管尺寸正确、压到位、水管不能内翻)②快插接头装配(零部件使用正确)③花洒装配(零部件使用正确)④进出花洒管装配(水管压配到位)⑤水泵检测(参数正确)⑥水罐检测(参数正确)⑦裸机装配(确认零件功能)⑧整机包装(附件齐全、正确,标识正确)
产品/工序首样(试装)确认单
(文件编号:)
产品型号
产品图号
产品名称
订单号
数量
类型
□产品首样□工序首样 □PCB首样
序号
检验处理结果
验证
备注
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
电工序首样目录:
电机:①绕线(线径、圈数、阻值)②线匝接线(接线正确)③安装热保护器(位置、高度)④安装霍尔(位置、脚有无断裂)⑤转子入轴(位置、跳动)⑥车转子(尺寸)⑦粘磁钢(极性正确)⑧压定子入壳(位置正确)⑨测功机测试(标贴位置粘贴正确)
《电缆安装记录表》word版

施工单位编号:填写说明:1.本项目施工人员所检查项目与相对应质量标准是否符合,将结果记录在“自检记录”栏中:符合的记录为“√”,不符合的记录为“×”,本工序不存在的检查项目记录为“-”,并签名确认。
2.当所有检查项目均符合质量标准要求时,由现场质安员在“现场质安员验收意见”栏记录为“合格”,否则记录为“不合格”,并提出整改意见和签名确认。
施工单位编号:填写说明:1.本项目施工人员所检查项目与相对应质量标准是否符合,将结果记录在“自检记录”栏中:符合的记录为“√”,不符合的记录为“×”,本工序不存在的检查项目记录为“-”,并签名确认。
2.当所有检查项目均符合质量标准要求时,由现场质安员在“现场质安员验收意见”栏记录为“合格”,否则记录为“不合格”,并提出整改意见和签名确认。
直埋电缆之间,电缆与管道、道路、建筑物之间平行和交叉的最小允许净距表2-1电力电缆敷设现场安装记录表(表2-2)施工单位: 编号:填写说明:1.本项目施工人员所检查项目与相对应质量标准是否符合,将结果记录在“自检记录”栏中:符合的记录为“√”,不符合的记录为“×”,本工序不存在的检查项目记录为“-”,并签名确认。
2.当所有检查项目均符合质量标准要求时,由现场质安员在“现场质安员验收意见”栏记录为“合格”,3.涉及重要参数,按实测数据记录。
电力电缆终端现场安装记录表(表3-1)施工单位编号:填写说明:1.本项目施工人员所检查项目与相对应质量标准是否符合,将结果记录在“自检记录”栏中:符合否则记录为“不合格”,并提出整改意见和签名确认。
3.涉及重要参数,按实测数据记录。
电力电缆终端现场安装记录表(表3-2)施工单位编号:填写说明:1.本项目施工人员所检查项目与相对应质量标准是否符合,将结果记录在“自检记录”栏中:符合否则记录为“不合格”,并提出整改意见和签名确认。
3.涉及重要参数,按实测数据记录。
电力电缆中间接头现场安装记录(表3-3)施工单位编号:填写说明:1.本项目施工人员所检查项目与相对应质量标准是否符合,将结果记录在“自检记录”栏中:符合的记录为“√”,不符合的记录为“×”,本工序不存在的检查项目记录为“-”,并签名确认。
装配首件确认单
装配首件确认单
以下由生产部填写
生产班别
送样类别
正常首件 工艺变更
送检日期
以下由品质部填写
检查项目
材质确认
外观
外观检查 颜色
光滑度
产品型号
客户
调机停Leabharlann 后复核换班其它送检时间
送检次数
首件完成时间:
判定
检查项目
规格
1# 尺寸检测
2#
装配
送检人
性能测试
装配领班: 表单编号:
最终检验结果
判定
检查项目
尺寸检测
送检次数
规格 1# 2#
装配
性能测试
送检人
第
一
联
白
:
品
判定
质 部
第 二 联 蓝 : 生 产 部
装配领班:
最终检验结果 检验员:
合格 不合格 其它
品质领 班:
检验员: 版本:2
合格 不合格 其它
品质领 班: 生效日期:
文件编号:
第
一
联
白
:
品
判定
质 部
第 二 联 蓝 : 生 产 部
装配首件确认单
以下由生产部填写
生产班别
送样类别
正常首件 工艺变更
产品型号 调机 换班
停线后复核 其它
客户
送检日期 以下由品质部填写
检查项目 材质确认
外观 外观检查 颜色
光滑度
送检时间 首件完成时间:
内胎接头首检表

检查项目
规格: 电刀高、低电流 压脚底压、压脚高压 对接压力 对接时间 模口胶条宽度是否符合施工工艺 胎胚长度、宽度、厚度
接头部位的检查(內裂、错位、压伤)
接头强度的检测 确认人 机台号: 工艺员: 值班长: 操作工: 电工: 班次:
接头强度的检测 确认人 机台号: 工艺员: 值班长: 操作工: 电工: 班次:
接头强度的检测 确认人 机台号: 工艺员: 值班长: 操作工: 电工: 班次: 时间:
时间: 时间: 备注:1、接头机在换模口胶条时由工艺员、值班长、电工三方确认,确认后硫化一条做成品确认。 2、检查项目合格打“√”,不合格时停止头首件确认表
检查项目
规格: 电刀高、低电流 压脚底压、压脚高压 对接压力 对接时间 模口胶条宽度是否符合施工工艺 胎胚长度、宽度、厚度
接头部位的检查(內裂、错位、压伤)
检查项目
规格: 电刀高、低电流 压脚底压、压脚高压 对接压力 对接时间 模口胶条宽度是否符合施工工艺 胎胚长度、宽度、厚度
接头部位的检查(內裂、错位、压伤)
首件确认表
编制:
审核:
编号:XXXX/QR-QC-01
客户
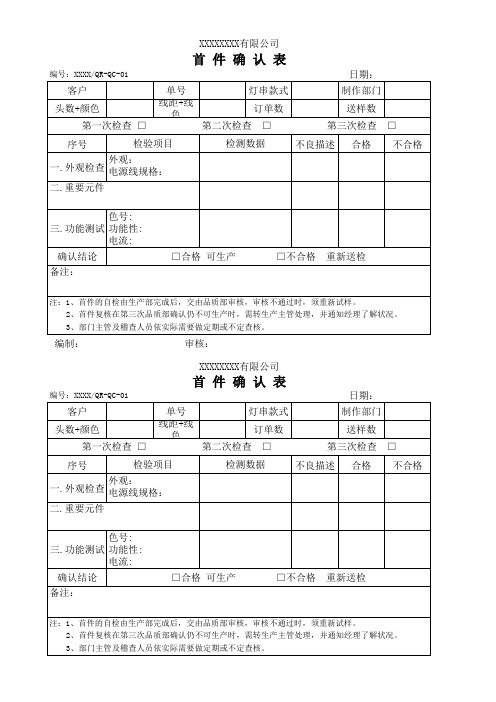
XXXXXXXX有限公司
首件确认表
单号
灯串款式
日期: 制作部门
头数+颜色
线距+线色
订单数
送样数
第一次检查 □
第二次检查 □
第三次检查 □
序号
检验项目
外观: 一.外观检查 电源线规格:
二.重要元件
检测数据
不良描述 合格 不合格
色号: 三.功能测试 功能性:
电流:
确认结论
备注:
□合格 可生产
□不合格 重新送检
注:1、首件的自检由生产部完成后,交由品质部审核,审核不通过时,须重新试样。 2、首件复核在第三次品质部确认仍不可生产时,需转生产主管处理,并通知经理了解状况。 3、部门主管及稽查人员依实际需要做定期或不定查核。
编制:
Байду номын сангаас
审核:
编号:XXXX/QR-QC-01
客户
XXXXXXXX有限公司
首件确认表
单号
灯串款式
日期: 制作部门
头数+颜色
线距+线色
订单数
送样数
第一次检查 □
第二次检查 □
第三次检查 □
序号
检验项目
外观: 一.外观检查 电源线规格:
二.重要元件
检测数据
不良描述 合格 不合格
色号: 三.功能测试 功能性:
电流:
确认结论
备注:
□合格 可生产
□不合格 重新送检
注:1、首件的自检由生产部完成后,交由品质部审核,审核不通过时,须重新试样。 2、首件复核在第三次品质部确认仍不可生产时,需转生产主管处理,并通知经理了解状况。 3、部门主管及稽查人员依实际需要做定期或不定查核。
样板首件确认表 (桥架安装)
验收照片:
(要求彩色至少六张,照片内容要求反应验收人员,整体效果,重要细部节点)
验收意见
施工单位
监理单位
PM
建设单位
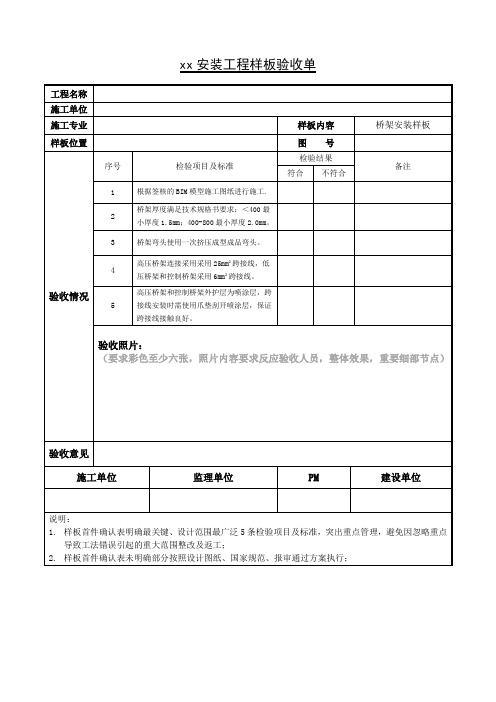
说明:
1.样板首件确认表明确最关键、设计范围最广泛5条检验项目及标准,突出重点管理,避免因忽略重点导致工法错误引起的重大范围整改及返工;
xx安装工程样板验收单
工程名称
施工单位
施工专业
样板内容
桥架安装样板
样板位置
图号
验收情况
序号
检验项目及标准
检验结果
备注
符合
不符合
1
根据签核的BIM模型施工图纸进行施工.
2
桥架厚度满足技术规格书要求:<400最小厚度1.5mm;400-800最小厚度2.0mm。
3
桥架弯头使用一次挤压成型成品弯头。
4
高压桥架连接采用采用25mm²跨接线,低压桥架和控制桥架采用6mm²跨接线。
制程首件确认表

10 移印附着力测试
检 3 电器及电性能
验 记
4
光参数
录5
耐压测试
11 高低压启动测试 12 防水测试 13 振动测试
6 绝缘性能测试
14 产品跌落测试
7 灯头量规
15 HSF管控
8 传导干扰测试
16
重 部件名 要
部 光源
件 核
电源
查 电线
记
录 灯头
现使用规格
部件名 透镜
导热膏
项目
1
2
3பைடு நூலகம்
4
5
参 数 测 试 记 录
本表原件由品质部存档,复印件送生产部
项目
1
参考资料或测试条件
现使用规格
2
3
5
检验员结论 □通过 □重新制作首件,须再确认 □存在问题呈相关部门确认
检验员
品管部主管
新产品首件,首件样板必须由IPQC送研发部确认
研发部 确认
简要描述 结论/建议
经上述确认接受的首件,制造部方可安排批量生产.如有争议需要经总经理确认者,送总经理确认. 总经理确认
制 造
订单号
制程首件确认表
产品名称
产品编码
NO: 产品规格
制造 自检
安全
功能
结构
外现
包装 送检员: 审核: 送检数量 备注
送检时间
IPQC收到首件送检,检验并将检验数据和结果填写在下表中,送品管部主管审核
No 检验项目
参考资料或测试条件
结果 No
检验项目
1 外购/结构
9 灯头扭力测试
2 结构/机械性能
产品首件确认单表格

****照明 / 科技有限企业
LED 产品首件确认表
车间:日期:
产品名称 / 品牌型号规格
序
查验项目查验要求查验结果号
1 物料1、灯体全部物料优秀,切合BOM 表要求。
2外观
1、灯体表面无脏污、爆裂现象。
1、 2、铁件无严重刮花、碰伤、变形现象,移印表记清
晰正确、无倾斜。
3、各商标规范、一致、正确。
3
1、驱动安装方向正确,灯体无漏电、接触不良等构造
隐患。
2、灯体组装符合,各螺丝、贴胶等要求到位。
4 性能检测
1、220V 电压下测试功率切合参数表要求。
2、灯具光电参数切合规定或客户要求。
1、包装方式,包材内容切合企业或客户要求。
5 包装2、包材无损坏,印刷字体清楚,灯具与包材表记
型号一致。
判
定
AC NG
结
果
每批次,在开拉生产前做第一个产品,由通知巡检员,经查验合格后,将合格样品和本表挂在机
备
注台或拉头上,等全批次生产完成,成品查验合格后,方能取走首检样本,首样取走后本表交质量部保留,以便追忆。
查验员:生产组长:。
工程首件(样板)验收

工程首件(样板)验收一、首件(样板)工程认可验收实施范围及划分工程开工前,承包人应按照工程施工图纸及施工验收规范,提前做好首件工程划分,报监理、建设批准,该划分应包括首件工程项目名称、部位。
首件工程实施范围主要包括:1.路基工程:软基处理、台背回填、灰土路基、施工缝处理。
2.路面:底基层、基层、平侧石、沥青面层、砼路面、道板、窨井加固、施工缝处理。
3.排水工程:管道铺设、窨井砌筑、沟槽回填、施工缝处理。
4.绿化工程:整土、挖穴、下基肥。
5.建筑工程:(1)地基与基础:桩基:锚杆静压桩及静力压桩,预应力离心管桩,钢筋混凝土预制桩,钢桩,混凝土灌注桩(成孔、钢筋笼、清孔、水下混凝土灌注)。
地下防水:防水混凝土,水泥砂浆防水层,卷材防水层,涂料防水层,金属板防水层,塑料板防水层,喷锚支护,复合式衬砌。
混凝土基础:模板、混凝土,混凝土结构缝处理。
砌体基础:砖砌体,混凝土砌块砌体,配筋砌体,石砌体。
钢结构:钢结构焊接、栓接钢结构,钢结构制作,钢结构安装,钢结构涂装。
(2)主体结构混凝土结构:模板、钢筋、混凝土,预应力、现浇结构,装配式结构。
砌体:砖砌体,混凝土小型空心砌块砌体,石砌体,填充墙砌体,配筋砖砌体。
钢结构:钢结构焊接,紧固件连接,结构安装,钢结构涂装,钢网架结构安装。
网架和索膜结构:网架安装,索膜安装,网架防火,防腐涂料。
(3)建筑装饰装修:地面:基层、面层。
抹灰:一般抹灰,装饰抹灰,清水砌体勾缝。
门窗:木门窗制作与安装,金属门窗安装,塑料门窗安装,特种门安装,门窗玻璃安装。
吊顶:暗龙骨吊顶,明龙骨吊顶,活动隔墙,玻璃隔墙。
轻质隔墙:板材隔墙,骨架隔墙,活动隔墙,玻璃隔墙。
饰面板(砖):饰面板安装,饰面板粘贴。
幕墙:玻璃幕墙,金属幕墙,石材幕墙。
涂饰:水性涂料涂饰,溶剂型涂料涂饰。
裱糊与软包:裱糊、软包。
细部:门窗套制作与安装,护栏和扶手制作与安装。
(4)建筑屋面:卷材防水屋面:保温层,找平层,卷材防水层,细部构造。
首件确认表

一、外观 检查
二、颜色 与客户签样颜色是否一致。
判定结果
三、尺寸检查
检期项
序号
尺寸规格
检验结果
1
2
3
4
5
6
7
8
9 10
结果判定
四、功能检测。
序号 测试项目 测试工具
测试方法或标准
1 膜厚测试 膜厚仪 膜厚标准:
μm。
2 百格测试 百格刀/3M 600 参照GB /T9286-1998标准测试。
3 盐雾测试 盐雾测试机 参照GB /T 2423.17标准测试。
4 折弯测试 折弯装置 参照GB /T 232-2010标准测试。
测试结果
备注
五、最终判定结果。 o
合格 o o
不合格 o
可以正常生产。 有不良,全检挑选使用,一边生产一边改善。 申请特采出货,可以临时应急生产,下批改善。 改善OK在生产。
备注
检验员:
批准:
FM-PZ-003 ERV :A0
深圳市xxx实业有限公司
XXX(Shenzhen)Industrial Co.,Ltd
首件确认表
日期:
年月
日
客户名称
产品名称
产品编号
工艺
材质
送样时间
首件类型 □新产品、 □正常量产、 新工艺、 工艺变更、口物料变更、 工装夹具变更. □异常停线
检查ห้องสมุดไป่ตู้量 不良数量
不良率
判定(OK或 者NG)
不良数据
不良名称
样板首件确认表 (设备基础)
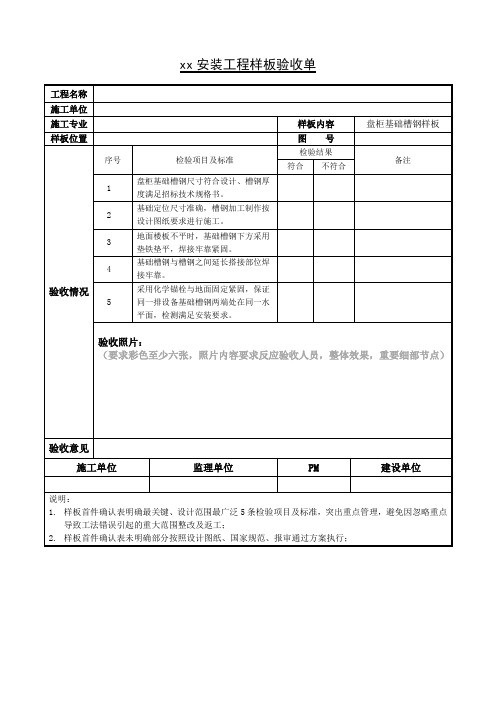
工程名称
施工单位
施工专业
样板内容
盘柜基础槽钢样板
样板位置
图号
验收情况
序号
检验项目及标准
检验结果
备注
符合
不符合
1
盘柜基础槽钢尺寸符合设计、槽钢厚度满足招标技术规格书。
2
基础定位尺寸准确,槽钢加工制作按设计图纸要求进行施工。
3
地面楼板不平时,基础槽钢下方采用垫铁垫平,焊接牢靠紧固。
4
基础槽钢与槽钢之间延长搭接部位焊接牢靠。
5
采用化学锚栓与地面固定紧固,保证同一排设备基础槽钢两端处在同一水平面,检测满足安装要求。
验收照片:
(要求彩色至少六张,照片内容要求反应验收人员,整体效果,重要细部节点)
验收意见
施工单位
监理单位
PM
建设单位
说明:
1.样板首件确认表明确最关键、设计范围最广泛5条检验项目及标准,突出重点管理,避免பைடு நூலகம்忽略重点导致工法错误引起的重大范围整改及返工;
2.样板首件确认表未明确部分按照设计图纸、国家规范、报审通过方案执行;
电缆敷设工作确认单

电缆敷设工作确认单
工程名称
施工单位
施工专业
样板内容
电缆敷设安装样板
样板位置
图
号
验收情况
序号
检验项目及标准
检验结果
备注
符合
不符合
电缆敷设根据签核的BIM施工图摆放顺序进行施工。
本工程外线的电线缆芯较大因而采用机械牵引的方式展放电缆,电缆敷设时,应注意电缆弯曲半径符合规范要求,在高空敷设电缆时应搭设生命线做好安全防护。
机械敷设电缆的速度不宜超过15m、min,转弯处的侧压力不应大于3kN、m,在较复杂路上敷设时,其速度应适当放慢。
电缆沿桥架或托盘敷设时,应单层敷设,排列整齐;拐弯处应以最大截面电缆允许弯曲半径为准。
电缆标志牌规格应一致,并有防腐性能,挂装应牢固;标志牌上应注明电缆编号、规格、型号及电压等级;沿支架桥架敷设电缆在其两端、拐弯处、交叉处应挂标志牌,直线段应适当增设标志牌。
验收照片:
(要求彩色至少六张,照片内容要求反应验收人员,整体效果,重要细部节点)
验收意见
施工单位
监理单位
PM
建设单位
说明:
1、样板首件确认表明确最关键、设计范围最广泛5条检验项目及标准,突出重点管理,避免因忽略重点导致工法错误引起的重大范围整改及返工;
2、样板首件确认表未明确部分按照设计图纸、国家规范、报审通过方案执行;。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
在铜屏蔽上缠绕半导带(和冷缩管缠平)。用砂纸打磨绝缘层表面,并用清洁纸清洁。清洁时,从线芯端头起,撸到外半导层,切不可来回擦;将硅脂涂在线芯表面(多涂)。
固定冷缩终端:慢慢拉动终端内的支撑条,直到和终端端口对齐,将终端穿进电线缆芯并和安装限位线对齐,轻轻拉动支撑条,使冷缩终端收缩;将端子插上并压接。
验收照片:
(要求彩色至少六张,照片内容要求反应验收人员,整体效果,重要细部节点)
验收意见
施工单位
监理单位
PM
建设单位
说明:
1.样板首件确认表明确最关键、设计范围最广泛5条检验项目及标准,突出重点管理,避免因忽略重点导致工法错误引起的重大范围整改及返工;
2.样板首件确认表未明确部分按照设计图纸、国家规范、报审通过方案执行;
缠自粘带:在填充胶及恒力弹簧外缠一层黑色绝缘自粘带;
固定冷指套:先将指端的三个小支撑管略拉出一点(从里看和指根对齐),再将指套套入尽量下压,逆时针先将大口端塑料条抽出,再抽指端塑料条,指套指头住200mm之内缠绕PVC胶带。
5
剥屏蔽、半导层:保留10mm铜屏蔽,其余剥除,保留15mm外半导Байду номын сангаас,其余剥。按端子的深度的切除各相绝缘。将外半导电层及绝缘体末端用刀具倒角,按原相色缠绕相色条。
剥铠装:将钢铠上的油漆打光,把卡有“钢铠地线”标志环的地线用大恒力弹簧固定在钢铠上,接地钢铠要留10~20mm的头;然后摘去填充物,分开芯线,焊接地线
3
缠填充胶:自护套断口以下50mm至整个恒力弹簧、钢铠及内护层,用填充胶缠绕两层。
4
在定屏蔽地线:将另一地线的一头塞进三线芯中间、再将垫锥塞入,然后用些地线在三线芯根部包绕一圈,再用恒力弹簧在地线外环绕固定;
固定密封管:用填充胶将端子压接部位的间隙和压痕缠平,从最上一个伞裙至整个填充胶外缠绕一层密封胶,终端上的密封胶外缠一层PVC胶带,否则支撑条和其粘连;将密封管套在此部位收缩,如密封管与端子间有间隙,可把密封管翻卷过来,在端子缠一些密封胶后再把密封管翻卷回来;再翻起指套大端,用密封胶将外护套缠紧,并把地线夹在胶条中间,防止进水;然后翻回指套,用扎线将指套外的地线固定。
xx安装工程样板验收单
工程名称
施工单位
施工专业
样板内容
电缆头制作样板
样板位置
图号
验收情况
序号
检验项目及标准
检验结果
备注
符合
不符合
1
将电缆校直、擦净、剥去外护套,绑扎线,留钢铠30mm,内护层10mm,其余剥除;铜屏蔽端头用PCV胶带缠紧。从电缆端头量取750mm(户内头量取550mm)剥去外护套。
2