注塑成型条件表格式
11 A0 A1注塑成型标准参数表
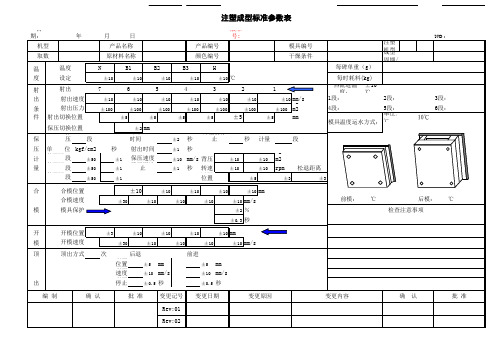
日期: 机型 取数 温 度 射 出 条 件 温度 设定 射出 射出速度 射出压力 射出切换位置 保压切换位置 保 压 计 量 单 保压
保压第一段 保压第二段 保压第三段
年
月
日 产品编号 颜色编号 B2
±10 ±10
版本号: 模具编号 干燥条件 每碑单重(g)
±10
NO.:
产品名称 原材料名称 N
前进 mm mm/s 秒 变更记号 Rev:01 Rev:02
±5 ±10 ±0.5
mm mm/s 秒 变更原因 变更内容 确 认 批 准
出 编 制 确 认
顶出停止 批 准
变更日期
±10
注塑机型号/编号 成型周期/班产量
B1
B3
±10
H ℃ 2
±10 ±100 ±5 ±10 ±100
每时耗料(kg) 1
±10 ±100 ±5
7
±10 ±100
6
±10 ±100 ±5 ±2
5
±10 ±100 ±5
4
±10 ±100 ±5
3
热流道温度: ±10℃ mm/s kgf/cm2 mm 1段: 4段: 模具温度运水方式: 2段: 5段: 單位:℃ 3段: 6段: 公差±10℃
合模位置 合模速度 模具保护
±30
±10
±10
±10 ±10
±10 ±10
±10
mm 前模: ℃ 后模: 检查注意事项 ℃
mm/s % 秒
开 模 顶
开模位置 开模速度 顶出方式
±3 ±30
±10 ±10
±10 ±10
±10 ±10
±10
mm
±10
mm/5 ±10 ±0.5
注塑成型条件表 模具运水图
顶针顶出 : 开 模具顶出功能: 标记 处数
顶出次数: 次
备注
修订版号/描述
日期
修改
审核
批准
A0 A0
/ 接触压力 (bar) / /
共 1 页 第 1 页
/ /
注座进速2 注座退速1(%) 注座退速2
预塑停止 螺杆退回 (mm) (mm) ±5 / 停止(mm) / ±5 /
压力(KN) /
退压力bar 退速度% 动作时间s / / ±10 / 第五段 ±10 / / 机水 滑块 / / ±10 / 第六段 / / / )後模(模温机 后模 ±2 / ±2 / 第七段 / / / 机水 )
/ / / / 第二段 ±10 第2区 ±10 前模(模温机 前模 ℃±10
模具运水描述 模温℃:
水口板
℃±10
备注:简图只做参考
保 压
压力(bar) ±10 ±10 / / / 压力(bar) ±10 ±10 ±10 ±10
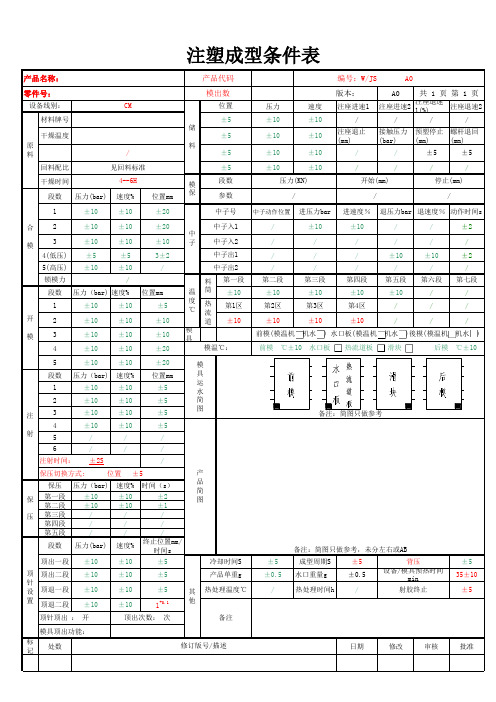
备注:简图只做参考,未分左右或AB 冷却时间S 产品单重g 热处理温度℃ ±5 ±0.5 / 成型周期S 水口重量g 热处理时间h ±5 ±0.5 / 背压 设备/模具预热时间min 射胶终止 ±5 35±10 ±5
注塑成型条件表
产品名称: 零件号:
设备线别: 材料牌号 储 干燥温度 原 料 回料配比 干燥时间 段数 1 合 模 2 3 4(低压) 5(高压) 锁模力 段数 1 开 模 2 3 4 5 段数 1 2 注 射 3 4 5 6 注射时间: 保压切换方式: 保压 第一段 第二段 第三段 第四段 第五段 段数 顶出一段 顶 针 设 置 顶出二段 顶退一段 顶退二段 压力(bar) ±10 ±10 ±10 ±5 ±10 / 见回料标准 4--6H 速度% ±10 ±10 ±10 ±5 ±10 / 压力(bar) 速度% ±10 ±10 ±10 ±10 ±10 压力(bar) ±10 ±10 ±10 ±10 / / ±2S 位置 ±5 时间(s) ±2 ±1 / / / 终止位置mm/ 时间s ±5 ±5 ±5 1+0.1 其 他 ±10 ±10 ±10 ±10 ±10 速度% ±10 ±10 ±10 ±10 / / 位置mm ±5 ±10 ±10 ±20 ±20 位置mm ±5 ±5 ±5 ±5 / / / 速度% ±10 ±10 / / / 速度% ±10 ±10 ±10 ±10 产 品 简 图 模 具 运 水 简 图 温 度 ℃ 位置mm ±20 ±20 ±10 3±2 / 料 筒 热 流 道 中 子 模 保 料 ±5 ±5 ±5 段数 参数 中子号 中子入1 中子入2 中子出1 中子出2 第一段 ±10 第1区 ±10
注塑部成型条件标准书
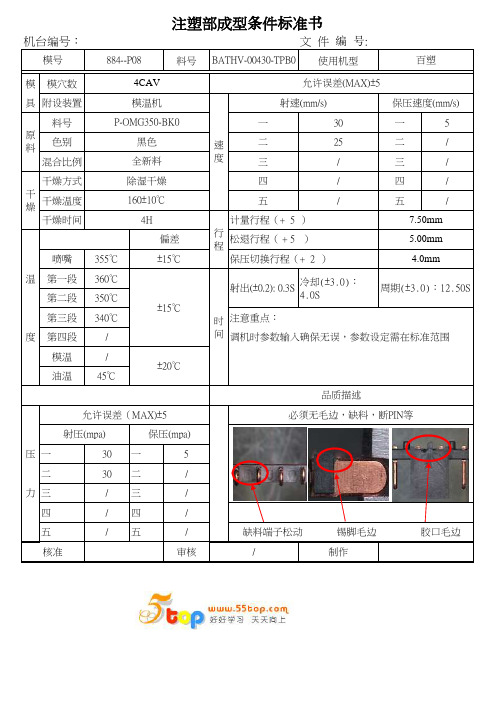
注塑部成型条件标准书
文 件 编 号:
模号
884--P08
料号 BATHV-00430-TPB0 使用机型
百塑
模 模穴数
4CAV
具 附设装置
模温机
料号
原 料
色别
混合比例
P-OMG350-BK0 黑色 全新料
干燥方式
干 燥
干燥温度
干燥时间
除湿干燥 160±10℃
4H
偏差
喷嘴 355℃
±15℃
温 第一段 360℃
第二段 第三段
350℃ 340℃
±15℃
度 第四段
/
模温
/
油温 45℃
±20℃
允许误差(MAX)±5
射压(mpa)
保压(mpa)
压一
30 一
5
二
30 二
/
力三
/三
/
四
/四
/
五
/五
/
核准
审核
允许误差(MAX)±5
射速(mm/s)
保压速度(mm/s)
一
30
一
5
速
二
度
三
25
二
/
/
三
/
四
/
四
/
五
/
五
/
计量行程(+ 5 )
胶口毛边
行 程
松压切换行程(+ 2 )
7.50mm 5.00mm 4.0mm
射出(±0.2): 0.3S
冷却(±3.0): 4.0S
周期(±3.0):12.50S
时 注意重点: 间 调机时参数输入确保无误,参数设定需在标准范围
注塑成型参数表

CYCLE(全程):s ROBOT(機械手):
PACKING(包裝) DIMENSION(尺寸):
OTHERS(其它)
試模/色/板/料日期:工作員:覆核員:
详尽记录模具生产问题或事项,以备后续相关单位改进,记录后应上交一份至写字楼.(注意保持整潔)
HOT PUNNER(熱水口):
HOT NOZZLE(熱嘴):
ZONE 1(管1):度
ZONE 2(管2):度
ZONE 3(管3):度
ZONE 4(管4):度
ZONE 5(管5):度
ZONE 6(管6):度
ZONE 7(管7):度
ZONE 8(管8):度
INJECTION PRESSURE注塑壓力POSITION位置INJECTION SPEED注塑速度POSITIOLeabharlann 位置:ZONE1(第一段):度
ZONE2(第二段):度
ZONE3(第三段):度
ZONE4(第四段):度
ZONE5(第五段):度
HOPPER DRYER(干燥機):度
MOULD LEMP(模溫)度
CAV(前模):度
CORE(後模):度
MOULD HEATER(熱油機):度
WATER CHILLER(冷水機):度
1ST(第一級):kg/cmmm 1ST(第一級):%mm
2ND(第二級):kg/cmmm 2ND(第一級):%mm
3RD(第三級):kg/cmmm 3RD(第一級):%mm
SCREW POSIT(螺杆回料位置) BACKTPRESSURE(背壓)
TIME(時間):MANU(手動):
NJECTION(射膠):s AUTO (自動):
注塑标准成型条件表

标准周期:
±5℃ h 螺杆直径
除湿 热风
∮
半全 自自 动动
机械手取出 自由落下
模温标准值 单位
控制方式
℃ 发热板 模温机 常温
℃ 发热板 模温机 常温
热流道温度 1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
热流道标准值
胚料预热温度标准 值
参考设定值
(重要参数)变更要求:保压压力、保压时间、保压速度未经验证许可禁止调整、充填位置±1mm;炮筒温度±10℃热
计量式 延 冷却迟时 中间间时
间
开锁模 开
位模 置速 度
位 置速 度
前松退
s
位
m
es
置速
mm
es
度
m
e
1 s 位置
背压
转速
2计 段量
m
mkgf/c
2
rm
延
p
迟
后松退 m mm
sm e
计量
段
锁
方
顶
4
3
2
1
数
段
段
段
段m
模 TON
式
出
c
延
os 保
顶针
s
1 段
2 段
3 段
4 段
m %
高压 m
低 位压 置压
m %
流道温度标准值±10℃;烤料温度±5℃;模具温度标准值±10℃;胚料预热温度标准值±10℃;
保压
保压速
m
度
4321
m
Zero
充填设定
PC-ABS塑料成型物性表
PC-ABS塑料成型物性表
ABS/PC
典型应用范围: 计算机和商业机器壳体、电器设备、草坪园艺机器、汽车零件仪表板、内部装修以及车轮盖)。
注塑模工艺条件:
干燥处理:加工前的干燥处理是必须的。
湿度应小于0.04%,建议干燥条件为90~110C,2~4小时。
熔化温度: 230~300C。
模具温度:50~100C。
注射压力:取决于塑件。
注射速度:尽可能地高。
化学和物理特性: PC/ABS具有PC和ABS两者的综合特性。
例如ABS的易加工特性和PC的优良机械特性和热稳定性。
二者的比率将影响PC/ABS材料的热稳定性。
PC/ABS这种混合材料还显示了优异的流动特性。
收缩率在0.5%左右。
PC/PBT 聚碳酸酯和聚对苯二甲酸丁二醇酯的混合物
典型应用范围:齿轮箱、汽车保险杠以及要求具有抗化学反应和耐腐蚀性、热稳定性、抗冲击性以及几何稳定性的产品。
注塑模工艺条件:
干燥处理:建议110~135C,约4小时的干燥处理。
熔化温度:235~300C。
模具温度:37~93C。
化学和物理特性: PC/PBT具有PC和PBT二者的综合特性,例如PC的高韧性和几何稳定性以及PBT的化学稳定性、热稳定性和润滑特性等。
收缩率在0.5%左右。
常用塑料的注塑成型条件17页

醋酸纤维素
Cellulose Acetate
14.材料须预行干燥,干燥温度75~80℃,干燥时间2~6小时,比重1.29。
15.成形收缩率为0.5%左右。
16.加热温度170~265℃、模具温ቤተ መጻሕፍቲ ባይዱ20~80℃。
CAB
醋酸丁酸纤维素
Cellulose Acetate Butyionate
17.加热温度170~265℃、模具温度20~80℃。
22.UL长期耐热140℃,热变形温度达225℃。
23.结晶速率较慢,干燥及加工条件要求严苛。
24.干燥:140℃3小时或120℃5~8小时。
25.射出温度:235℃~250℃
26.模温:40℃~80℃。
HDPE
高密度聚乙烯
High Density Polyethylene
27.温度设定:射嘴210℃、前段200℃、中段200℃、后段195℃;螺杆转速140rpm、背压15kg。
8.温度设定:射嘴203~295℃、前段220~295℃、中段210~290℃、后段180~210℃;螺杆转速70~150rpm、模具温度10~80℃、保压30~60%、背压100~250kg/cm²。
9.密度1.04~1.06g/cc,变形温度82~122℃,成型收缩率0.4~0.8%,比重1.0~1.2,线膨胀系数0.00006~0.00013/℃,成型收缩率0.3~0.8%,热变形温度66~107℃(88~113℃)。
28.线膨胀系数0.00010~0.00013/℃,成型收缩率1.2~5.0%、比重0.93~0.97热变形温度43~49℃(60~82℃)。
29.料管温度160~310℃、射嘴190℃、第一段190℃、第二段180℃、第三段160℃、模温10~70℃、射出压力300~1400kg/cm²、成形收缩率1.5~5%。
注塑成型条件表
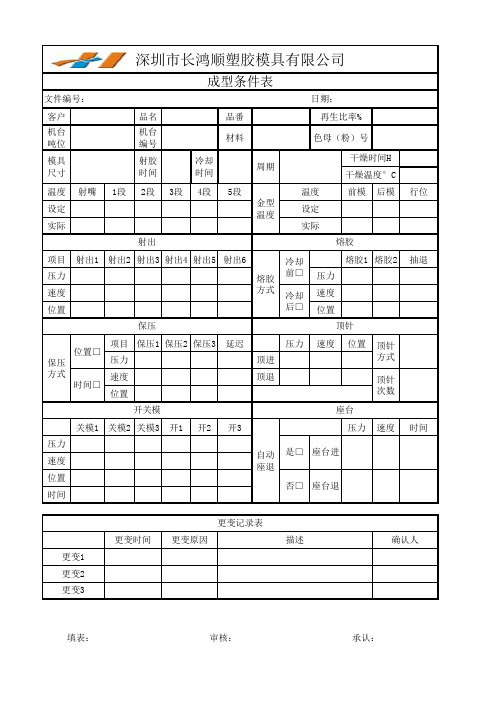
客户品名品番机台吨位机台编号材料
温度射嘴
1段
2段
3段
4段
5段
前模
后模
行位
设定实际
项目射出1射出2射出3射出4射出5射出6
熔胶1熔胶2
抽退
压力压力速度速度位置
位置
项目保压1保压2保压3延迟
压力
速度
位置
压力顶进速度顶退
位置
关模1关模2关模3
开1
开2
开3
压力
速度
时间
压力速度位置时间
模具尺寸射胶时间深圳市长鸿顺塑胶模具有限公司
再生比率%成型条件表
色母(粉)号
冷却时间周期
干燥时间H 干燥温度°C 熔胶方式
冷却前□冷却后□
保压
金型温度
温度设定实际
射出
熔胶
顶针更变记录表
顶针次数
开关模
座台保压方式
位置□时间□
顶针方式 填表: 审核: 承认:
文件编号: 日期:更变3
更变时间
更变原因
描述
更变2座台进
确认人
更变1座台退
自动座退
否□是□。
注塑成型参数表

烘料温度(℃) 模温 (周℃期) (sec)
制定日期 修订日期
档编号 制表 审核 批准
制定单位 版本
注塑 A1
xxxxxxxxxxxx公司
产品名 称产:品料 号模:具编 号关:于成型 条件设
速度 (mm/sec)
射胶一 射胶二 射胶三 射胶一
成型参数指示表 机台规 格 螺: 杆规 格 材: 料:
保压
保压一 速度(mm/sec)
保压二 保压一 压力(bar) 保压二
射出
压力(bar) 射胶二 射胶三
保压一 时间(sec)
保压二
射胶一 位置(mm) 射胶二
加料位置 位置(mm)
松退位置
射胶三
加料
加料压力
射胶时间(sec)
加料速度 背压(bar)
部位 射嘴
温度偏差 值
温度设定值
产品图示
温度
第一段 料管温度℃
第二段
第三段
第四段
干燥时间
冷却(sec) 注意事 项1、:停机 10分钟以 2、每天 须套定加期 润清滑 油3、脂停。机 前提前10 洗料管。 4、技师 须可每超日 出仔公 差更,时如 ,因由 领示班书提 修出订 申之请版表 次,进 行5、更品改管。 对书成为型 标条 准,认真 围内.
海天注塑机160T画面成型条件表

存储
38
实 树 脂 温 度 动2 模 动1 60 测 温 定1 60 定2
状态 控温 控温 控温 控温 控温 关闭 正常 [0-自动 1-比例] % 加热周期 流量 40 0 0 0 12 现在温度
s 充填时间 MPa
s 残量 计量时间
5-1
mm s
射出压力(MAX) 0 170 10 00 min 00 00 -
再次托模 机械手使用
1 0
[0-不用 1-使用] [0-不用 1-使用] 浇道重量 4.33±0.5g 制 W1 12.30±0.5g 品 W2 12.30±0.5g 重 W3 ±0.5g 量 W4 ±0.5g 利 用 率 #VALUE! %
塑 件
新品试做 改定理由
日期
承认
点检
作成
秒 时间
定时开启 储料 储料一段 储料二段 储料三段 储料终止 4 射 退
Байду номын сангаас
起始位置 58 0 0 0 5
压力 110 0 0 0
起始位置 0 55 55 55 偏移位置 3 终止位置 0 0 起始位置 1 10 15 15 5 1 3 1 压力 座进快速 座进慢速 座台退 调模 公模吹气 母模吹气 20 10 20 60 起始位置 0 0
80 0 0
20 0 0
60 0 0
压力 50
速度 20
时间 1 0 时间 0
储前冷却 再次储料 螺杆转速 托模 托进一段 托进二段 托进终止 托退一段 托退二段 托退终止
[0-位置时间 1-时间] 0 0 0 0 0 0 0 0 压力 50 50 30 140 50 50 40 30 流量 50 40 40 40 40 30 30 20 [0-不用 1-使用] [0-不用 1-使用] [0-不用 1-使用] [0-不用 1-使用] [0-不用 1-使用]
成型条件标准表标准格式

锁模
1段 2段 3段 4段
±10℃ ±10℃
1段
/ ±10℃ / ±10℃ 2段 3段
/ ±10℃ / / ±10℃ / 4段 开模
注:温度由射嘴至下料口(不含下料
口温度)依次设置
±10℃ ±10℃
/ ±10
℃
/ ±10
℃
/ ±10℃ 注:热流道温度
由左至右设置
/ ±10℃ 。
顶针 进1 进2 退1 退2
速度 ±5% 55 50 35
/
35 25 85
/ 速度 ±5% 速度 ±5% 35 27 20
/
压力 ±5% / 位置 ±10% 230 射胶压力 2550 特殊装置 / 抽芯速度 /
// 30 1.55 切换方式 射座后退 抽芯时间
15 / 位置
/ /
/
/
/
/
80 180 365 /
顶出保持 0.8 熔胶时间
射出标准条件表
年
月
日
部门:
客户
原料
机台名 称: 模号
机台吨位: 周期时间/s
品名
干燥时间/h
模具尺寸
螺杆直径/mm
机种
干燥温度/℃
模穴数
冷却时间/s
锁模力
颜色
毛重/g
净重/g
使用夹具
主
副
主副
顶针确认
有
无
料筒道温度 射嘴
热流道温度1: 热流道温度2:
/ ±10℃ / ±10℃
/ ±10℃ / / ±10℃ /
背压 20 / 20
低压保护时 间
抽芯压力 / 进芯速度
压力 ±5% 压力 ±5%
位置
注塑标准成型条件表范例

140
0
六段
锁模力
280顿
低压警报:50秒
保压切换:压力
速度
时间
开模1(慢速)
20
50
30
保压一
140
10
10秒
开模2(快速)
35
70
100
保压二
秒
开模3(减速)
25
45
200
保压三
秒
开模4
保压四
秒
开模5
★
★
熔
胶
设
定
一段熔胶
100
55
30 mm
开模6
二段熔胶
mm
★
顶
出
设
定
液压顶出:组
顶针停顿:秒
核准:作成:
注塑
机台号:9#机型:HT280日期:2022年5月25日
客户
蝶和
品名
导光柱
料号
ELS010000002
原料
PC
色号
Bayer 2807
穴数
1*4
模架编号
2-S-19
模具尺寸
模具型式
两板式
开模者
蔡建华
★★温度设定
射嘴%
T1
T2
T3
T4
T5
T6
T7
T8
热浇道★★
模温机★★
烘料温度★
烘料时间
285
300275255源自230120°120°
4h
★
★
射
胶
设
定
射胶时间:8秒
熔胶终点:30 mm
射终始点:mm
速度
压力
位置
速度
注塑成型工艺参数表
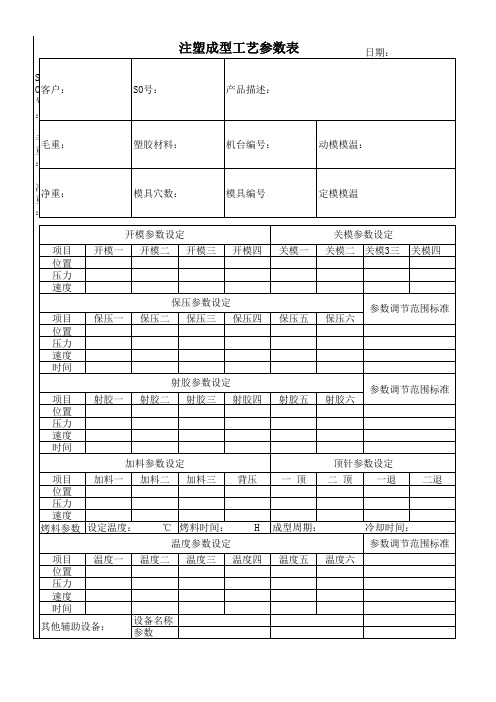
客户: SO号: 毛重: 净重: SO号: 塑胶材料: 模具穴数: 开模参数设定 项目 位置 压力 速度 项目 位置 压力 速度 时间 项目 位置 压力 速度 时间 开模一 开模二 开模三 开模四 关模一 产品描述: 机台编号: 模具编号
日期: 动模模温: 定模模温 关模参数设定 关模二 关模3三 关模四
顶针参数设定 二 顶 一退 二退
成型周期: 温度六
冷却时间: 参数调节范围标准
其他辅助设备: 备注事项:
设备名称 参数
制数设定 保压一 保压二 保压三 保压四 保压五 保压六
参数调节范围标准
射胶参数设定 射胶一 射胶二 射胶三 射胶四 射胶五 射胶六
参数调节范围标准
加料参数设定 项目 加料一 加料二 加料三 背压 位置 压力 速度 H 烤料参数 设定温度: ℃ 烤料时间: 温度参数设定 项目 位置 压力 速度 时间 温度一 温度二 温度三 温度四 温度五 一 顶
注塑成型参数表(双色)

机台号:
试模 试产 正常生产
Customer 客户
Material 材料
A:
B:
Mold No. 模号
*Drying
A:
烘料温度±10℃
B:
Model
啤
机型号:
Colour 颜 色
A:
B:
Injecting Parameter 成 形 条 件
sunk back 倒索
压
速
位
压
速
位
力
度
置
力
度
置
备注:1.各机台的参数转换以参照其实际值进行相应的设定。
2.压力转换公式:1bar=0.1mpa 1kg/c㎡=0.91bar 。
设定
名称 中子一进 core in
压力± 10Bar Pressure
中子一退 core out
中子二进 core in
中子二退 core out
式
A:
core
后模
B:
Cavity A:
Tep 前模温
±5℃ B:
A:
CORE Tep 后模温
±5℃ B:
Cavi
Mold ty前
water
A:
lanc 模
conne
ct
drawi
ng
运
水 图
Core 后模
A:
年
产品编号 part.NO.
part releasedby 开机方式
Setting 设定
4st
Position
位置±
Hale Waihona Puke 10mm前进Advance 12
注塑成型工艺参数表

射胶一 射胶二 射胶三 射胶四
加料参数设定
项目 加料一 加料二 加料三 背压 位置 压力 速度 烤料参数 设定温度: ℃ 烤料时间: H
温度参数设定
项目 位置 压力 速度 时间
温度一
其他辅助设备:
温度二
设备名称 参数
温度三
温度四
关模参数设定 关模一 关模二 关模3三 关模四
参数调节范围标准 保压五 保压六
注塑成型工艺参数表
日期:
S O客户: 号 :
SO号:
产品描述:
毛重毛重: :
塑胶材料:
机台编号:
动模模温:
净重净重: :
模具穴数:
模具编号
定模模温
开模参数设定
项目 位置 压力 速度开模 开模二 开模三 开模四保压参数设定
项目 位置 压力 速度 时间
保压一 保压二 保压三 保压四
射胶参数设定
项目 位置 压力 速度 时间
参数调节范围标准 射胶五 射胶六
一顶
顶针参数设定 二 顶 一退
二退
成型周期:
冷却时间:
参数调节范围标准
温度五 温度六
备注事项:
制表:
审核:
核准:
成型条件记录表
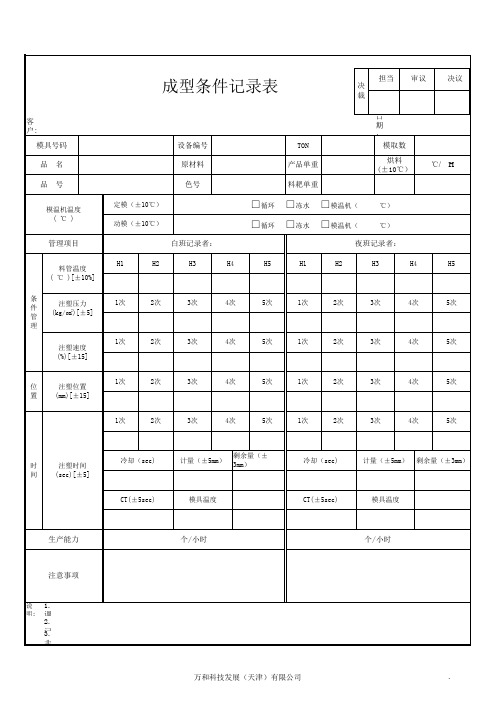
万和科技发展(天津)有限公司
.
万和科技发展(天津)有限公司
.
料管温度 ( ℃ )[±10%] 条 件 管 理 H1 H2
夜班记录者:
H4 H5 H1 H2 H3 H4 H5
H3
注塑压力 (kg/㎠)[±5]
1次
2次
3次
4次
5次
1次
2次
3次
4次
5次
注塑速度 (%)[±15]
1次
2次
3次
4次
5次
1次
2次
3次
4次
5次
位 置
注塑位置 (mm)[±15]
1次
2次
3次
4次
成型条件记录表
客户: 模具号码 品 品 名 号
定模(±10℃) 动模(±10℃)
决 裁
担当
审议
决议
日期: 设备编号 原材料 色号 TON 产品单重 料耙单重 模取数 烘料 (±10℃)
年
月
日
℃/ H
模温机温度 ( ℃ )
□循环 □循环
白班记录者:
□冻水 □冻水
□模温机( □模温机(
℃) ℃)
管理项目
5次
1次
2次
3次
4次
5次
1次
2次
3次
4次
5次
1次
2次
3次
4次
5次
时 间
注塑时间 (secmm)
剩余量(±3mm)
冷却(sec)
计量(±5mm)
剩余量(±3mm)
CT(±5sec)
模具温度
CT(±5sec)
模具温度
生产能力
个/小时
个/小时
海天注塑机成型条件表

客户 原料
机种/品名 模具编号
记录日期 模穴数
使用穴数
温 度
射 出 转保压方式
压力
上限+ 下限-
电热1 电热2 电热3 电热4 电热5 电热6
料斗 ℃ ℃ ℃
六段 五段 四段 三段 二段 一段
热流道 ①℃ ②℃ ③℃ ④℃
位置 mm 压力MPa 速度 mm/s
①时间 ②位置 ③压力 ④时间+位置 (注:根据使用,填写序号)
模温的请写好实际温度)
五段 四段 三段 二段 一段
开
位置 mm
模
压力 Mpa
速度 mm/s
顶 位置mm 针 压力Mpa
速度mm/s 延迟时间
TRJM-CXB-001
技术员:
一段 二段 s
审核:
二段 一段
位置 mm 压力 Mpa 速度 mm/s s
核准:
位置
时间
六段 五段 四段 三段 二段 一段
保
压力 MPa
压
速度 mm/s
时间 s
前松退
一段 二段 二段
松退
计
位置 mm
量
压力 Mpa
速度 mm/s
背压R Mpa
周期
s
锁模力
kn
关
一段 二段 三段 低压 高压
位置 mm
前模
普水 模温
℃
模
压力 Mpa 速度 mm/s
后模
普水 模温
℃
(注:根据使用情况在“ロ“里打“√”,用
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
特快锁模
○闭·○开 电眼检出
吹风顶出
○闭·○开 机械手
氮气射胶
○闭·○开 保压报警
位置保压
○闭·○开 压力保压
射咀报警
○闭·○开 漏胶报警
辅助油泵
○闭·○开 特快开模
射胶加速
○闭·○开 熔胶加速
自动换模
○闭·○开 自动换色
油压射咀
○闭·○开 熔前松退
时间 秒 秒
位置 秒
至限位开关 秒
○闭·○开 ○闭·○开 ○闭·○开 ○闭·○开 ○闭·○开 ○闭·○开 ○闭·○开 ○闭·○开 ○闭·○开
温度5 —
温度6
(显示)
设
( ○ 印 )●半自动 ○ 全自动
定 填充时间
(显示) 射胶
秒
◆ 周期时间
(显示) 冷却
◆秒
SC 已成型数
(显示) 在循环
秒
现在模厚 (显示)mm
模厚及锁
模具厚度
模力参考 锁模力自动调整
锁模力
mm
ON 吨
速度
锁 快速锁模
模 参 考
低压锁模 高压锁模
% % %
锁模备用
—
压力
位置
自动停机
○闭·○开
%
保压一段
—
保压二段
—
21
射胶
选择: 开环式
射胶终点 (显示) mm
熔胶终点 (显示) mm
压力
位置
% 移至
mm
% 移至
mm
% 移至
mm
% 移至
mm
% 溢料
mm
% 时间
秒
% 时间
熔胶
熔胶时间 (显示) 秒
熔胶延时 0.0 秒
熔
速度
胶 设
前段熔胶 后段熔胶 螺杆松退
定
% % %
螺杆最大行程
背压
( ○印
速度
% 移至
mm
%
移至 移至
p
% —
p起始在
0.0
开 慢速开模
模 参 考
快速开模 减速开模
开模备用
% % % —
压力
位置
% 移至
% 移至
mm
% 移至
mm
— 起始在 0.0
21
低压
43
射胶
填充时间 (显示) 秒
射 胶 设 定
射胶时间 (显示) 秒
速度
射胶一段
%
射胶二段
%
射胶三段
%
◆ 射胶四段
%
SC 射胶五段
○高
松退
熔胶终点 (显示) mm
低温警报 : 开
压力
位置
% 移至
mm
% 移至
mm
% 移动
mm
mm
○中
○低
顶针次数 1 次 顶针震动
0次
最大行程 125.0
顶针停顿
0.0 秒
顶 针 参
顶针开始位置 0.0 顶针动作方式
mm 多次顶针
考
速度
压力
位置
顶针前进
%
% 顶出
mm
顶针后退
%
% 退回
mm
射胶时间
时 保压一段 间 保压二段
成型条件表
机种名 部 番 部 品 名 设备编号
确认 作成
原 材 料
材料名 冷 却
凹型 凸型
变更标记 年 月 日 确 认 新规作成
年月 日
水 移动部 冷水机
成型品重量
胶口重 量
总重量
周期时 间
运转方式
○ ○
℃ R型 ℃ L型
g
g
g
秒 半自动
g
温 度
射咀 温度1 温度2 温度3 温度4
%
开
(显示) (显示) (显示) (显示)
设 熔胶延时 定 熔前松退
周期报警
冷却时间
◆
中间循环
秒 低压报警
料管换色
吹风顶出
备用
模
具
(
mm)
寸
法
(
mm)
进芯 1 位置
抽 抽芯 1 位置
进 抽进芯 1 位置
芯
参
速度
考 进芯1
%ห้องสมุดไป่ตู้
抽芯1
%
不进芯 不抽芯 时间制设定
压力 %进 %抽
射
速度
压力
座 射座快进
%
%
参 射座慢进
%
%
考 射座后退
%
%
( ○印 )