注塑成型条件表_Kyrin_P1
--注塑参数表 -
Back Pressure(bar)背压 Speed(rpm) 转速 预 Cycle Time (sec.) 成型周期 Signature 签字 Holding Pressure
保Biblioteka Baidu
Time (sec.)时间 Pressure (bar)压力
Decompression (mm) 塑后松退行程 Cooling Time (sec.) 冷却时间 Created on 制作日期
Injection Pressure spec. (bar) 最大注射压力 Injection Time (sec.) 最大注射时间
Switchpoint(mm) 保压 转换点 Melt Cushion (mm) 余料 量 Position (mm)位置 Speed (mm/sec.)速度 Injection 注射
Zone 区 域 12
Zone 区 域 13
Zone 区 域 14
Tool Temperature (°C)
模温
1 Fixed Side /Water Rd. 水路
固定侧/
2 Fixed Side /Water Rd. 固定侧/水路
3 Moving Side /Water Rd. /水路
移动侧
4
Moving Side /Water Rd. 水路
移动侧/
Mold Open Distance(mm)开模 行程 Mold Close Position(mm) 模 具(保护)闭合位置 Position(mm)位置 Plasticizing 塑 预
注塑成型条件

防延量不能過大,否則會使計量室中的熔料夾雜氣泡,嚴 重影響產品品質,對於黏度大的物料可不設防延量
34
注塑參數
•螺桿迴轉速度
➢螺桿之迴轉速度是左右塑料可塑化能力的重要因素,因 此在設定螺桿之迴轉速度時,應詳細依據熔融速率、塑料 的熱特性、螺桿驅動源之最大驅動力來決定。
38
注塑參數
•保壓壓力
定義:塑料射出後維持射出壓力,亦稱為二次射壓
作用:1. 在澆口尚未冷卻前維持被壓縮狀態,阻止模 腔中未硬化塑料,在殘於應力作用下倒流, 防止產品收縮、避免縮水、減少真空泡
2. 減少產品因受過大的注射壓力而易產生黏膜 爆裂或彎曲
39
注塑參數
•保壓壓力
設定原則:1. 保壓壓力及速度通常設定為模腔填充最 高壓力及速度的50%~60%
2240
模腔投影面積=塑件及流道在模板上的投影面積 模腔內之壓力難測,由經驗推定通常在 3500psi~7000psi之間, 射出機說明書中的壓力值通常遠大於模腔壓力, 這是因為壓力損失的緣故
20
射出機之選擇
2. 容模空間(Mold space)
• 模具之長與寬都不應超出設出機模板的尺寸(必須在隔 離柱範圍內);
成型條件
時間參數
射出時間 保壓時間 冷卻時間 注射週期
注塑成型参数表
模号
产品名称
wk.baidu.com
机种
料名
机号
产品颜色
色号
干燥温度(℃)
原料厂
材质
周期时间(秒)
转换 快速
型
速度 (±10%)
闭
压力 位置 (±10%) (±10%)
低压
速度 (±10%)
S1
S2
S3
S4
射出 压力
(±10%)
P1
P2
P3
P4
位置 (±10%)
L1
L2
L3
L4
烘料时间H(±10%)
料温℃(±10%) 时间(±10%S)
速度
(± 10%)
S1
S2
P3
T3
P4
T4
回
料
位置
(± 10%)
背压
L1
P1
L2
P2
射出终 点位 置:
加料终点位置: 上模注意事项:
松退终点位置:
方式 生产管制:
松退
S
L
填表员
日期
主管
日期
射嘴 C1 C2
射出时 间
冷却时 间
顶出选 择
C3
□位置 □时间
高压
保压切换
C4
顶出次数
型
开
注塑成形技术参数表
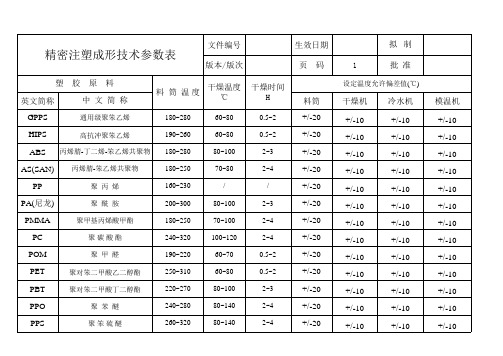
设定温度允许偏差值(℃)
料筒 +/-20 +/-20 +/-20 +/-2wenku.baidu.com +/-20 +/-20 +/-20 +/-20 +/-20 +/-20 +/-20 +/-20 +/-20
干燥机 +/-10 +/-10 +/-10 +/-10 +/-10 +/-10 +/-10 +/-10 +/-10 +/-10 +/-10 +/-10 +/-10
冷水机 +/-10 +/-10 +/-10 +/-10 +/-10 +/-10 +/-10 +/-10 +/-10 +/-10 +/-10 +/-10 +/-10
模温机 +/-10 +/-10 +/-10 +/-10 +/-10 +/-10 +/-10 +/-10 +/-10 +/-10 +/-10 +/-10 +/-10
拟 制
1
码
批 准
中 文 简 称
通用级聚笨乙烯 高抗冲聚笨乙烯 丙烯腈-丁二烯-笨乙烯共聚物 丙烯腈-笨乙烯共聚物 聚 丙 烯 聚 酰 胺 聚甲基丙烯酸甲酯 聚碳酸酯 聚 甲 醛 聚对笨二甲酸乙二醇酯 聚对笨二甲酸丁二醇酯 聚 苯 醚 聚笨硫醚
注塑成型条件表 模具运水图
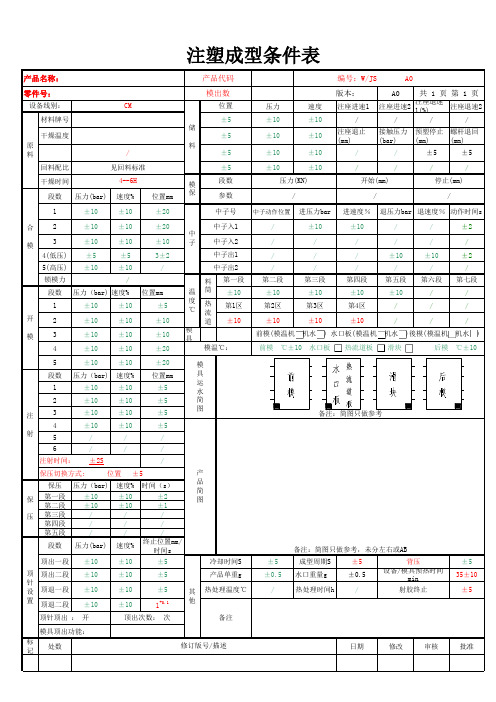
产品代码 模出数
CM 位置 ±5 压力 ±10 ±10 ±10 ±10
编号:W/JS 版本:
速度 ±10 ±10 ±10 ±10 注座进速1 / 注座退止 (mm) / / 开始(mm) / 进压力bar ±10 / / / 第三段 ±10 第3区 ±10 机水 进速度% ±10 / / / 第四段 ±10 第4区 ±10 ) 水口板(模温机 热流道板
注塑成型条件表
产品名称: 零件号:
设备线别: 材料牌号 储 干燥温度 原 料 回料配比 干燥时间 段数 1 合 模 2 3 4(低压) 5(高压) 锁模力 段数 1 开 模 2 3 4 5 段数 1 2 注 射 3 4 5 6 注射时间: 保压切换方式: 保压 第一段 第二段 第三段 第四段 第五段 段数 顶出一段 顶 针 设 置 顶出二段 顶退一段 顶退二段 压力(bar) ±10 ±10 ±10 ±5 ±10 / 见回料标准 4--6H 速度% ±10 ±10 ±10 ±5 ±10 / 压力(bar) 速度% ±10 ±10 ±10 ±10 ±10 压力(bar) ±10 ±10 ±10 ±10 / / ±2S 位置 ±5 时间(s) ±2 ±1 / / / 终止位置mm/ 时间s ±5 ±5 ±5 1+0.1 其 他 ±10 ±10 ±10 ±10 ±10 速度% ±10 ±10 ±10 ±10 / / 位置mm ±5 ±10 ±10 ±20 ±20 位置mm ±5 ±5 ±5 ±5 / / / 速度% ±10 ±10 / / / 速度% ±10 ±10 ±10 ±10 产 品 简 图 模 具 运 水 简 图 温 度 ℃ 位置mm ±20 ±20 ±10 3±2 / 料 筒 热 流 道 中 子 模 保 料 ±5 ±5 ±5 段数 参数 中子号 中子入1 中子入2 中子出1 中子出2 第一段 ±10 第1区 ±10
注塑成型工艺表word版本

位置mm
射胶时间 冷却时间 注塑终点 前模水路 后模水路 其他水路
气 模具厚度
其他部分 sec sec mm 组 组 组 组
烘料时 间
型腔温度 前模温度
后模温度
备注:以上注塑工艺技术参数变更由授权指定人员根据实际情况具体调整!但须经过产品确认判定!
部件成型状态及图示
成型等描述:
前模水路示意图:
产品图示:
项目 速度% 压力% 位置mm
快速
锁模2
锁模3
低压
高压
注塑工艺参数
时间S 名称 速度% 压力% 位置mm
熔胶1
熔胶2
熔胶3
松退
入芯
退芯
时间S
温控部分参数(℃)
T4
T5 T6 油温
烘料温度
页 次:
共1页 设备型号 成型动作 水口重量
第1页
顶针参数
项目 速度% 压力%
顶针1
顶针2
退针1
退针2
形式
多次顶针
发行日期: 产品系列 产品名称 模具编号
开模参数 项目 速度% 压力% 位置mm 慢速 开模2 开模3 快速 减速
射胶 速度% 压力% 位置mm 射胶1 射胶2 射胶3 射胶4 射胶5 保压1 保压2 保压3
射咀 T1 T2
T3
注塑成型工艺表
产品材质
注塑标准成型条件表

修定内容
审 核
修定人
制 表
注塑标准成型条件表
文件编 号产:品名 产称 品客户名 模具称编
号
射嘴
第四段
机器编 标号: 准生 产
单重
啤重
成型温度设定
第三段 第二段
塑 胶
第一段
五 金 : 流 道
下料口
机器型
号原:料名
原料称代
原号料颜
水口色比
例
模温 模温控制器参考设定值
标准 值±
前模
10℃ 后模
机台吨 位干:燥条 干燥件方
式 射L 嘴S
计量式 延 冷却迟时 中间间时
间
开锁模 开
位模 置速 度
位 置速 度
前松退
s
位Fra Baidu bibliotek
m
es
置速
mm
es
度
m
e
1 s 位置
背压
转速
2计 段量
m
mkgf/c
2
rm
延
p
迟
后松退 m mm
sm e
计量
段
锁
方
顶
4
3
2
1
数
段
段
段
段m
模 TON
式
出
c
延
os 保
注塑成型制程参数设定参考表
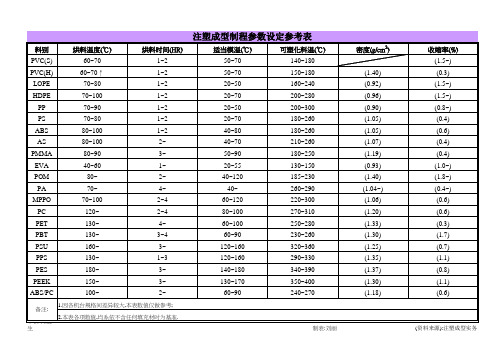
生制表:刘丽(资料来源):注塑成型实务
生制表:刘丽(资料来源):注塑成型实务
审核:阙伍生制表:刘丽(资料来源):注塑成型实务
审核:阙伍生制表:刘丽(资料来源):注塑成型实务
审核:阙伍生制表:刘丽(资料来源):注塑成型实务
审核:阙伍生制表:刘丽(资料来源):注塑成型实务
塑胶的注塑(温度)条件表
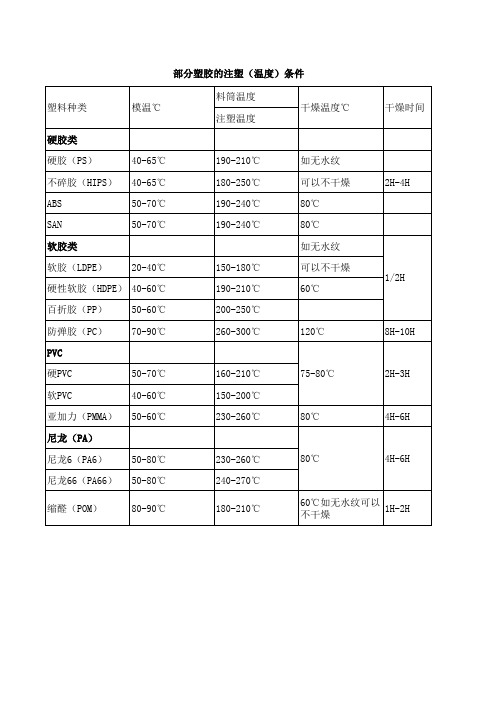
干燥温度℃
干燥时间
如无水纹 可以不干燥 80℃ 80℃ 如无水纹 可以不干燥 60℃
2H-4H 1/2H
120℃
8H-10H
75-80℃
2H-3H
80℃
4H-6H
80℃
4H-6H
缩醛(POM)
80-90℃
180-210℃
60℃如无水纹可以 不干燥
1H-2H
亚加力(PMMA) 50-60℃
尼龙(PA)
尼龙6(PA6) 50-80℃
尼龙66(PA66) 50-80℃
料筒温度 注塑温度
190-210℃ 180-250℃ 190-240℃ 190-240℃
150-180℃ 190-210℃ 200-250℃ 260-300℃
160-210℃ 150-200℃ 230-260℃
部分塑胶的注塑(温度)条件
塑料种类
模温℃
硬胶类
硬胶(PS)
40-65℃
不碎胶(HIPS) 40-65℃
ABS
50-70℃
SAN
50-70℃
软胶类
软胶(LDPE) 20-40℃
硬性软胶(HDPE) 40-60℃
百折胶(Pwenku.baidu.com) 50-60℃
防弹胶(PC) 70-90℃
PVC
注塑成型条件表
客户品名品番机台吨位机台编号材料
温度射嘴
1段
2段
3段
4段
5段
前模
后模
行位
设定实际
项目射出1射出2射出3射出4射出5射出6
熔胶1熔胶2
抽退
压力压力速度速度位置
位置
项目保压1保压2保压3延迟
压力
速度
位置
压力顶进速度顶退
位置
关模1关模2关模3
开1
开2
开3
压力
速度
时间
压力速度位置时间
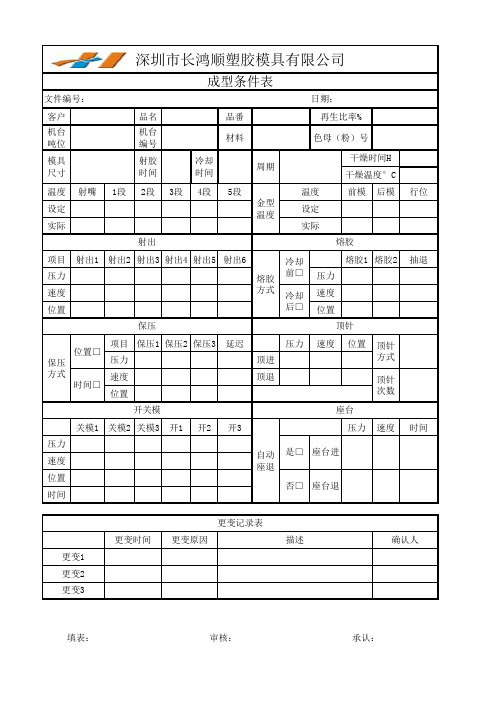
模具尺寸射胶时间深圳市长鸿顺塑胶模具有限公司
再生比率%成型条件表
色母(粉)号
冷却时间周期
干燥时间H 干燥温度°C 熔胶方式
冷却前□冷却后□
保压
金型温度
温度设定实际
射出
熔胶
顶针更变记录表
顶针次数
开关模
座台保压方式
位置□时间□
顶针方式 填表: 审核: 承认:
文件编号: 日期:更变3
更变时间
更变原因
描述
更变2座台进
确认人
更变1座台退
自动座退
否□是□
注塑成型参数表

射胶一 位置(mm) 射胶二
加料位置 位置(mm)
松退位置
射胶三
加料
加料压力
射胶时间(sec)
加料速度 背压(bar)
部位 射嘴
温度偏差 值
温度设定值
产品图示
温度
第一段 料管温度℃
第二段
第三段
第四段
干燥时间
冷却(sec) 注意事 项1、:停机 10分钟以 2、每天 须套定加期 润清滑 油3、脂停。机 前提前10 洗料管。 4、技师 须可每超日 出仔公 差更,时如 ,因由 领示班书提 修出订 申之请版表 次,进 行5、更品改管。 对书成为型 标条 准,认真 围内.
xxxxxxxxxxxx公司
产品名 称产:品料 号模:具编 号关:于成型 条件设
速度 (mm/sec)
射胶一 射胶二 射胶三 射胶一
成型参数指示表 机台规 格 螺: 杆规 格 材: 料:
保压
保压一 速度(mm/sec)
保压二 保压一 压力(bar) 保压二
射出
压力(bar) 射胶二 射胶三
保压一 时间(sec)
烘料温度(℃) 模温 (周℃期) (sec)
制定日期 修订日期
档编号 制表 审核 批准
制定单位 版本
注塑 A1
Biblioteka Baidu
注塑成型条件表
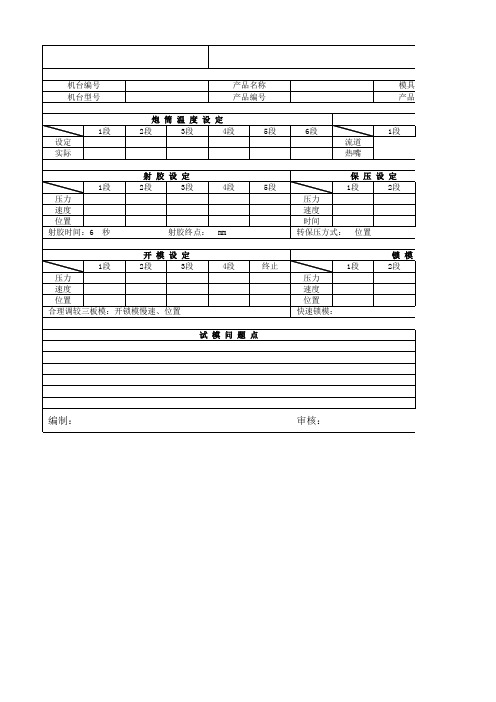
2段
设 定 3段 压力 速度 位置 背压: 锁 模 设 定 3段 1段
熔 胶 设 定 2段
3段
松退 50 30 8
顶出1 压力 速度 位置 顶出方式: 中 子 设 定 B进
5
次数: 次
低压
高压 压力 速度 位置 时间
A进
A退
B退
C进
锁模力:
bar
建 议 改 善 对 策
批准:
编制日期:
文件编号: 生效日期: 成型周期 冷却时间 其 它 检 测 温 度 循环水 冷冻水 前模 后模 前模 后模
mm
位置 锁 模 设 定 2段
1段 压力 速度 位置 合理调较三板模:开锁模慢速、位置
4段
终止 压力 速度 位置 快速锁模:
1段
试 模 问 题 点
编制:
审核:
注
模具编号 产品净重
塑
成
型
条
件
表
成型方式 烘料温度
生产用料 产品颜色 热 流 道 温 度 设 定 3段 4段 5段
其 它 检 6段 7段 8段 设备油温 标准:35-55℃ 实际: ℃ 顶 针 设 定 顶出2
注
机台编号 机台型号 产品名称 产品编号 炮 筒 温 度 设 定 2段 3段 4段 模具编号 产品净重
塑
热 流 5段 6段 流道 热嘴 1段
常用塑料的注塑成型条件

常用塑料的注塑成型条件
注塑成型是制造塑料制品的常见方法之一。在注塑成型中,塑料材料被熔化并注入到模具中,在高温下冷却,形成预定形状,然后从模具中取出。
而常用的塑料材料包括聚丙烯(PP)、聚乙烯(PE)、聚苯乙烯(PS)、聚碳酸酯(PC)、尼龙(PA)、聚酯类(PET/PBT)等。注塑成型条件通常根据不同的塑料材料来进行调整。
聚丙烯(PP)的注塑成型条件
1.模具温度:30°-60°C;
2.熔体温度:190°C-280°C;
3.注射压力:50-150MPa;
4.塑化时间:10-60秒;
5.塑化速率:3-8公斤/小时;
聚乙烯(PE)的注塑成型条件
1.模具温度:30°-70°C;
2.熔体温度:200°C-300°C;
3.注射压力:50-180MPa;
4.塑化时间:10-80秒;
5.塑化速率:3-6公斤/小时;
聚苯乙烯(PS)的注塑成型条件
1.模具温度:30°-80°C;
2.熔体温度:180°C-240°C;
3.注射压力:50-120MPa;
4.塑化时间:10-40秒;
5.塑化速率:2-6公斤/小时;
聚碳酸酯(PC)的注塑成型条件
1.模具温度:80°-120°C;
2.熔体温度:270°C-320°C;
3.注射压力:70-150MPa;
4.塑化时间:20-60秒;
5.塑化速率:3-6公斤/小时;
尼龙(PA)的注塑成型条件
1.模具温度:60°-100°C;
2.熔体温度:240°C-300°C;
3.注射压力:70-160MPa;
4.塑化时间:15-60秒;
5.塑化速率:2-5公斤/小时;
聚酯类(PET/PBT)的注塑成型条件
注塑成型条件工艺表

作成
审核
核准
冷却时间(S)
前模模温(℃)
成型周期(S)
后模模温(℃)
第一段
第二段
第三段
第四段
源自文库
锁模高压压力 (kg/cm2)
第五段
保压速度1(r/min) 保压速度2(r/min) 保压速度3(r/min) 储料速度1(r/min) 储料速度2(r/min) 松退速度(r/min) 快速锁模速度(r/min) 低压锁模速度(r/min) 高压锁模速度(r/min) 慢速开模速度(r/min) 快速开模速度(r/min) 慢速开模速度(r/min)
保压时间1(S) 保压时间2(S) 保压时间3(S) 储料位置1(cm) 储料位置2(cm) 松退位置(cm) 快速锁模位置(cm) 低压锁模位置(cm) 高压锁模位置(cm) 慢速开模位置(cm) 快速开模位置(cm) 慢速开模位置(cm)
熔胶背压压力 (kg/cm2)
顶针方式 停留 定次 震动
缓冲量(cm) 顶针进压力(kg/cm2) 顶针进速度(r/min) 顶针进位置(cm) 顶针退压力(kg/cm2) 顶针退速度(r/min) 顶针退位置(cm)
注塑成型条件工艺表
机型
客户
产品名称
日期:
年月日
模具编号
材质
料管温度 (℃)
N 设定/实际
颜色
注塑成型参数表(双色)

生效日期:2016.12.13
1st
名称
*保压压力
A
±10Bar
B
A
Holding Spe.
1st
*保压速度
A
B
±10mm/s
B
A
Holding Time
1st
*保压时间
A
±2sec
B
B
wenku.baidu.com
Filing time
设定 Setting
A:
A
射胶时间±2sec *实际 Actual
A:
模具使用注意栏:
B
Clamp mold 锁模
Open/Clamp Pre压力
7st
5st
8st
4st
7st
5st
8st
B:
B:
月
日
手动 机械手 自由掉落
cycle *周期时间
±5s
10s t
10s t
Inj Position *射胶位置 ±10mm
Inj Pre *射胶压力 ±10Bar
Inj Spe. *射胶速度 ±
10MM/S
设定 1st 2st 3st 4st 5st 6st Holding Pre
sunk back 倒索
压
速
位
压
速
位
注塑成型参数表

广
东
备 文件编号:LMZD-000000-01产品名称
酷Y模具模具编号YH-09006胶原料A PPA180色粉编号见备注注塑周期14.0S±10%机台编号
BT150V-11出模穴数8∧7胶原料B 色粉比例见备注制定日期2013/3/6机台吨位 150 Ton 水口比例10%AB比例%回料比例动模射嘴
一段版 本A0
温度设定(±10℃)
200190二段三段四段烘料
定模注塑2注塑1设定项目启动180178168快速慢速低压高压注塑设定
关模设定设定项目
注塑5注塑4注塑3503038位置 (±10mm)280压力(±10bar)
303010020位置 (±10mm)
01540400903548压力(±10bar)502538速度 (±10%)35速度 (±10%)
15205040开模设定
保压设定设定项目慢速减速中速
3030快速启动注塑时间(±2S) 1.8冷却时间(±2S) 4.03020保压2保压1位置 (±10mm)260
压力(±10bar)23050设定项目保压5保压4保压335382065压力(±10bar)20
3016速度 (±10%)15保压时间(±2S)3545速度 (±10%)
加料设定
顶针设定设定项目
前松退加料1加料2加料3后松退
顶进2位置 (±10mm)设定项目顶退1顶进2顶进1503位置 (±10mm)5301545压力(±10bar)
30501004540速度 (±10%)
35353035中子设定顶针模式
50速度 (±10%)( )单次顶出 ( √ )重复顶出顶针次数( 2 )次设定项目