水泥厂煤粉制备系统的改造
熟料生产线煤粉制备系统改造
湖南韶峰水泥集团日产2000t/d水泥熟料生产线煤粉制备系统改造作者:孙生霞,李卫国,吕东军,王伟权;张孝安,陈爱兰单位:合肥水泥研究设计院;湖南韶峰水泥集团[2010-3-8]关键字:煤磨-系统改造摘要:采用烟煤和无烟煤搭配使用对煤粉制备系统进行改造,节能和经济效益显著。
1.前言我国大部分回转窑采用烟煤作燃料,但我国的烟煤矿藏分布不均,北多南少,南方的烟煤比无烟煤价格高出许多。
如果采取措施使用无烟煤做燃料,或者参加一定量的无烟煤,则可降低生产成本,提高企业经济效益。
但与烟煤相比,无烟煤成矿地质年代更加久远,晶体更加完整,因而质地更硬,易磨性差。
同时,无烟煤挥发分低、着火温度高、燃烧速度慢、燃烬率差。
因此当采用无烟煤时,必须提高燃烧反应空气温度和降低燃煤粒径。
水泥厂采用烟煤作燃料时,出磨煤粉细度一般要求在10~12%左右,但采用无烟煤时,出磨煤粉细度一般要求不超过3%,当采用烟煤和无烟煤搭配时,出磨煤粉细度一般控制在5%左右。
2005年5月份,合肥水泥研究设计院对韶峰集团2000t/d水泥生产线煤粉制备系统进行了综合改造,采用烟煤和无烟煤搭配使用,改造前后,节能和经济效益显著。
2、原煤粉制备系统存在的问题湖南韶峰水泥集团2000t/d水泥熟料生产线建于上世纪九十年代初,煤粉制备系统由于受当时技术条件的限制,仍为传统配置,即由Φ2.9×4.7m风扫煤磨、Φ2.6m粗粉分离器和Φ2.5m旋风收尘器和双风机组成的煤粉制备系统。
由于粗粉分离器分离效率低,回粉细度一般不超过20%,系统采用二级收尘。
由于无烟煤的价格比烟煤低许多,企业为了降低生产成本,提高企业经济效益,决定掺加20~50%的无烟煤作燃料。
系统改造前,韶峰公司也采用了一部分无烟煤作燃料(约33%),磨机产量只有13t/h左右,出磨煤粉细度控制在10%左右,不能满足烧成系统的煤粉需要量。
但企业改造前的煤粉制备系统只适用于烟煤的制备,不适用于无烟煤的生产制备,另外为了进一步提高无烟煤的掺加量,韶峰集团决定对煤磨系统进行改造。
立磨选粉系统改造

立磨选粉系统改造【中国水泥网】作者:熊梦奇3罗泽元1黄忠登1李双跃2李翔2 单位:1绵阳西金科技发展有限公司;2西南科技大学制造学院 3湖南印山实业集团有限公司【2010-06-28】摘要:针对目前立磨选粉系统成品细度降不下来、或成品细度降下来产量上不去、能耗高与叶片磨损严重的问题,研究开发了SLK立磨选粉系统。
通过实际的立磨选粉系统改造效果,验证了SLK立磨选粉系统的优势。
改造结果表明:经SLK立磨选粉系统改造后每吨产品节约电2-5 kWh/t,产品细度为0.08mm筛筛余8~16%,产量提高10~25%,SLK型选粉机异形导风叶片、异形转子叶片、动态气流密封装置的使用寿命是原有选粉机同部位装置使用寿命的2~3倍以上。
0、前言立磨是水泥行业、煤炭工业、电力部门等广泛应用的粉磨机械,具有中碎、细碎、粉磨、选粉及烘干于一体等优点。
立磨用于生料和煤粉制备已有半个多世纪的历史[1]。
关于立磨的结构特点及工作原理不少书籍资料中已有详细的介绍,这里笔者不赘述。
笔者仅针对立磨技术改造中的选粉系统作介绍。
我公司的SLK型选粉机投入市场已有几年时间,全国各地多家水泥厂、矿业公司使用该类型选粉机,其优良品质得到一致认可。
近年来在立磨技术改造中多次用到该类型选粉机,在生料和煤粉制备的实际生产过程中证实了用SLK型选粉系统改造后的效果。
1立磨选粉系统存在问题及分析1.1 系统漏风,主要由于立磨本体密封不严和三道锁风阀漏风,造成系统出磨温度低,压差过小。
在水泥厂最可能发生的问题就是三道锁风阀漏风问题,因为在锁风阀本来需要一种特殊的耐磨材料。
但这种材料价格昂贵,考虑到资金方面的问题,结合水泥厂使用的磨机产量远远超出窑正常生产的所需的生料。
因此,水泥厂就用普通的钢板来代替上述所需的特殊的耐磨材料,利用生料均化库达到要求时停磨的时间进行更换磨损的钢板。
因此,在没及时更换时最容易引发系统漏风问题。
1.2 热风管道积灰,当热风管道积灰超过2/3时,入磨温度和压力偏低,物料烘干不及时。
水泥有限公司煤粉制备系统工艺管理程序

水泥有限公司煤粉制备系统工艺管理程序
9.1、煤粉制备系统的管理原则是:在强调“安全第一”的基
础上,按照煤的物理性能,选用最佳的操作参数,做到风、煤、温度、研磨体相互适应,提高粉磨效率,保证回转窑和分解炉及的数量和质量。
9.2、煤磨入口气体温度控制在300℃(可根据原煤挥发份含量自定,V高,T可偏低;V低,T可稍高)以下,出口气体温度要保证煤粉水份合格,一般控制在58~62℃,不得超过65℃,袋收尘器出口气体温度不得低于55℃,防止结露。
控制好喂料量及系统用风,精心操作防止饱磨或空磨运转。
入磨原煤水份小于10%,出磨煤粉水份小于2.5%。
系统负压大小要保证磨内正常通风及质量要求,酌情控制。
9.3、全系统密闭装置要完善可靠,防止结露。
及时清理积灰,防止自燃,安全防爆设施和检测装置要灵敏、可靠,定期检查、校验。
计划定检要做到:窑停仓空不留煤粉。
紧急停窑,仓内留的煤粉,或备足生料粉,要根据CO气体浓度和煤仓温度及时喷入CO2气体,确保护全。
9.4、风扫煤粉磨制定合理的配球方案,定期清仓补球,并将配球方案、补球量及台时产量、细度、水份、等记录在工艺台帐上,做好分析总结工作。
9.5、所配备的仪表,特别是报警仪表,必须在完好状态下
工作,若有损坏,必须及时修好,补齐。
9.6、根据生产需要,及时进行风量、温度,回粉细度、风压等单项技术测定。
9.7、对煤粉袋收尘系统要做好密闭堵漏工作,防爆阀应有效可靠。
定期清理灰斗积灰,保证袋收尘正常运行。
煤粉制备系统工艺流程简介

水泥厂煤粉制备系统工艺流程简介原煤由汽车运至原煤堆场,预均化堆场最大储量3700t,有效储量3300t,储存期7.12天,经板式喂料机由皮带输送至原煤预均化堆场预均化及储存,堆料能力150t/h,取料能力80t/h,原煤均化后由皮带送至煤磨原煤仓。
煤磨制备采用一台3.8(7.75+3.5)m风扫式煤磨系统,设计原煤水分≤8.5%,原煤进料粒度≤25mm,产品细度R80≤6%时,生产能力41t/h。
原煤经原煤仓、定量给料机喂入煤磨系统,在磨内进行烘干与粉磨,煤粉由出磨气体带入煤磨动态选粉机,分离出的粗粉返回磨头再次粉磨,细粉随气体进入高浓度煤磨专用袋式除尘器,收集下的煤粉送入带有荷重传感器的煤粉仓。
煤粉制备系统利用窑尾废气作为烘干热源。
煤粉仓下设有分解炉及窑头喂煤计量系统,计量后的煤粉气力输送至窑尾分解炉燃烧器和窑头多通道煤粉燃烧器。
第二章煤粉制备系统启停操作及注意事项第一节煤粉制备系统设备启停操作2.1.1 煤磨系统开停机顺序2.1.1.1 煤磨系统开机顺序(1)煤磨辅助系统组(2)煤粉输送设备组(3)收尘、排风机组(4)启动煤磨主电机(5)启动煤磨喂料组(定量给料机)2.1.1.2 煤磨系统停机顺序与开机顺序相反。
2.1.2 煤磨系统的联锁(1)减速机稀油站,进出口大瓦稀油站跳→煤磨跳→定量给煤机跳。
(2)煤磨排风机跳→煤磨选粉机跳→煤磨跳→定量给煤机跳。
2.1.3 运行前的准备工作(1)现场对系统设备进行巡检,确认设备是否具备开机条件。
(2)进行联锁检查,确认现场所有设备均打到“中控”位置,并处于备妥状态。
(3)开机前通知巡检员、窑操。
(4)检查原煤仓、煤粉仓料位,原煤仓料位不足则启动原煤预均化输送组。
(5)通知质管部做好取样准备。
(6)通知巡检员确认灭火系统可随时投入运行。
(7)检查各档板、闸阀位置是否正确,动作是否灵活。
2.1.4 正常操作过程2.1.4.1 窑尾废气作为烘干热源(1)联系窑操及巡检员,检查煤粉制备系统具备启动条件,确认袋收尘温度,各挡板关闭,检查关闭冷风阀及热风阀;(2)启动煤磨辅助设备组,确认各润滑系统正常。
水泥粉磨系统优化设计方案

水泥粉磨系统优化设计方案水泥是建筑材料的主要成分之一,其生产过程中需要经过粉磨才能得到细度合格的水泥粉。
水泥粉磨系统的优化设计方案可以有效提高生产效率和质量,降低能耗和生产成本。
本文将针对水泥粉磨系统进行优化设计方案的探讨。
一、水泥粉磨系统的结构和工作原理水泥粉磨系统主要由物料进料系统、磨煤机、选粉机、排风系统、电气控制系统等组成。
其工作原理为:原料从物料进料系统进入磨煤机中,经过研磨后形成煤粉,再经过选粉机的筛选和分级,得到合格的水泥粉,最后通过排风系统排出。
二、水泥粉磨系统优化设计的目标1. 提高生产效率:减少磨机停机时间,增加磨机的生产能力,提高粉磨产量。
2. 提高产品质量:降低水泥粉的细度,提高水泥的塑性和强度。
3. 降低能耗:减少水泥粉磨过程中的能量损失,提高能源利用率。
4. 降低生产成本:减少维修和维护费用,降低人工和设备投资。
三、水泥粉磨系统优化设计方案1. 优化物料进料系统:合理选择物料输送设备,采用先进的自动化控制技术,控制物料的流量和进料粒度,保证磨机运行的稳定性和连续性。
2. 优化磨煤机:选择适合的磨煤机型号和规格,提高研磨效率,降低能耗。
加强磨煤机的维护和保养,延长设备的使用寿命。
3. 优化选粉机:选择高效的选粉机,提高筛分效果,降低过粗和过细粉的产量,保证产品的质量。
4. 优化排风系统:增加排风设备,提高排风能力,降低粉磨系统内的温度和湿度,减少粉尘排放。
5. 优化电气控制系统:采用先进的自动化控制技术,实现粉磨系统的自动化运行,减少人工干预,提高生产效率和产品质量。
6. 加强设备维护和保养:建立健全的设备维修和保养制度,定期进行设备检修和维护,及时处理设备故障,提高设备的使用寿命和稳定性。
四、水泥粉磨系统优化设计方案的实施步骤1. 分析水泥粉磨系统的工作特点和问题,确定优化设计的目标和方案。
2. 调研市场上的先进技术和设备,选择适合的设备和控制系统。
3. 进行设备安装和调试,并进行试运行,测试设备的性能和效果。
水泥工厂煤粉制备系统防火防爆安全措施探讨

02
安装位置:设备应安装在远离火源、热源 的地方,并保持一定的安全距离
03
接地保护:设备应进行可靠的接地保护, 防止静电积累
04
防爆措施:设备应配备防爆泄压装置,如 防爆阀、防爆膜等,以防止爆炸事故发生
防爆泄压设计
01
防爆泄压装置:设置在煤粉制备系统
02
泄压面积:根据系统压力和容积计算,
的关键部位,如磨煤机、煤粉仓等
A
织机构、职责分工、应急处置流程等。
应急物资准备:确保应急物资齐全、 完好,定期检查、更新和补充。
C
应急演练:定期组织应急演练,提高
B
员工的应急处置能力,检验应急预案
的可行性和有效性。
D
应急培训:加强员工的应急培训,提 高员工的安全意识和应急处置能力。
煤粉制备系统防火防 爆技术的发展趋势
智能监控与预警
煤粉制备系统的 安全管理
操作规程与培训
1
操作规程:制 定详细的操作 规程,确保员 工按照规程进 行操作
2
培训内容:包 括设备操作、 安全知识、应 急处理等方面 的培训
3
培训方式:采 用理论与实践 相结合的方式, 提高员工的操 作技能和安全 意识
4
考核与评估: 定期对员工进 行考核和评估, 确保员工具备 相应的操作能 力和安全意识
实时监控:通过传感器和摄像头实时监测煤粉制
01
备系统的运行情况,及时发现异常
智能预警:利用大数据和人工智能技术,对煤粉 02 制备系统的运行数据进行分析,提前预测可能出
现的火灾和爆炸风险
远程控制:通过远程控制系统,实现对煤粉制备
03
系统的远程操作和监控,提高应急响应速度
自动化程度提高:随着技术的发展,煤粉制备系 04 统的自动化程度不断提高,降低了人工操作失误
2000t
煤磨 头仓 ,再 喂人 Trx 中2 ×(+ .) 扫磨进 i a .m 4 2 m风 8 4 行烘 干粉磨 。该 系统粉磨 烟煤 时保证 产量为 1. 。 75伽 改燃无烟煤 后,煤粉 需要量约为 1.伽 。同时必须 降 2 5 低煤 粉 细度 , 以改 善无 烟煤 燃 烧条 件 。为 了适 应 窑 系 统对 煤粉 质量 和 产量 的要 求 ,须 对 原煤 磨 系统进
10 0 %燃无 烟煤进 行设 计 的,设 计 时4 号和 5 窑的原 号
( )在原煤磨 头仓顶增设 1 1 台细碎环锤式破碎 机, 使人磨 原煤 粒度 由原 来的2 l降 至1 l以下 。 5nY i l 0nl iY ( 2)在 篦 冷 机 进 煤 磨 的 热 风管 上 设 置 沉 降 室 , 降低 热风 中带人 的粉尘 量 ,减 少灰 分对 无 烟煤 质量
行改造 。 改造 内容 为:
月投 产 至 今生 产 状 况 良好 。特 别 是 在 19 年4 对 98 月 IC L 型分解 炉进行 技术改造 后, 熟料 日产量能 稳定在 210懈左 右,窑运转率也 始终保持在 同类型窑前 列。 0 但其 生产 用 的烟煤 是 从 外省 购进 , 价格 较高 , 生产 成本 居高 不 下, 工厂 经济 效 益难 以提 高 。而福 建省 蕴藏 着 丰富 的无 烟煤 , 其用 于预 分解 窑 生 产 已在引 进 的三德 水泥 厂 取得 成功 。 因此, 为提 高水 泥 的市 场竞 争力,提 高企业 的经 济效益 ,新 建的4 窑是按 号
2 窑 头燃 烧 器 更换 为N 一 Ⅱ型 燃 烧 器 。 - 2 C7
该 燃烧器特点为 :
( )一 次风用量少 ; 1
时间较烟煤 长, 中低温条件 下 ( 0 130℃ 以下 )无烟 1 煤 反应 潘 I 生较差 ,也 是无烟煤 燃烧 过程 的一个特 点 。
回转窑煤粉计量输送系统的改造

回转窑煤粉计量输送系统的改造?58?扣T2003.No.2回转窑煤粉计量输送系统的改造徐庆忠,万宜勇(1.三源水泥有限公司,浙江兰溪321100;2.巢湖铁道水泥厂,安徽巢湖238103)中图分类号:TQ172.625文献标识码:B文章编号:1002—9877(2003)02—0058—02 三源水泥有限公司2500t/d新型干法水泥生产线设计中采用2套煤粉计量输送系统,分别供给窑头一和窑尾分解炉的用煤.由于没有备用喂煤装置,一旦某个环节出现故障,就会严重影响回转窑的正常生产.我们针对这一不利现状,在投资不大的情况下,对该系统进行了改造,实现了2套系统的互相备用.1改造前状况分析改造前煤粉计量输送系统的工艺流程见图1-一…一一……一}_一一.图1改造前工艺流程由图1可以看出,2套计量系统分别负责窑头和窑尾的供煤,如果至窑头系统出现堵煤或故障,将会直接导致回转窑熄火的严重事故;如果至分解炉系统出现堵煤故障,回转窑就不得不改为预热器窑操作或养火,不仅窑产量受到很大影响,而且还极易破坏热工制度稳定.2改造措施1)若增加1套煤粉计量装置作为备用,须增加1个煤粉仓并配以管路,通过阀门转换来实现应急备用.该法的土建和设备投资以及改造工作量都不小, 不切实际,不能采用.2)由于送煤量和送气量之间呈近似线性关系,煤风从总管分成两路支管时,分流点附近各支管的煤粉浓度和气体流速相当,所输介质的流量大小基本能体现送煤量的大小.因此我们决定在现有管路上通过阀门切换来实现1套计量系统短时间内同时供窑头和分解炉用煤的改造目的.基于以上思路,我们考虑了以下2种方案.1)桥式结构,管路布置见图2.1号煤秤2号煤秤图2桥式布置结构头一原有管路(图3I司);…新增管路(图3I司)以上5只阀门均可由中控实现操作.其中1,2,3电动V型调节球阀的流量特性为等百分比,可调比为350:1,中控室可以根据阀门开度调节流量.4,5电动开关阀靠开关型电动执行器进行启闭.为了不增加压缩空气管路,开关阀没有选用气动方式.当2号煤秤损坏或不用,需由1号煤秤供煤时,通过阀1,2调节流量进行分流;当1号煤秤损坏或不用,需由2号煤秤供煤时,通过阀2,3调节流量进行分流.2)为了减小分支管路的阻力,提高分流精度,我们在桥式结构基础上进行改进,设计了图3的管路布置结构,并选择管路空间较宽阔的地方实施改造.2003.No.2扣∞T2.4m×14m水泥磨磨头端盖与简体联接的改进李洛群,张建国,王绪忠(洛阳黄河水泥集团有限责任公司,河南新安471832)中图分类号:TQ172.632.1文献标识码:B文章编号:1002—9877(2003)02—0059一O1我公司的3号水泥磨(O2.4mX14m)是1957年从原东德进口的,磨头端盖与筒体为法兰联接,由36条M36mm螺栓紧固.从1998年后,发现该处的螺栓常断.刚开始每季度对法兰螺栓进行检查,更换,1年后,每星期都要停磨,对螺栓进行紧固和部分更换,并且磨体振动和偏摆严重,已无法正常生产.1故障原因拆开后发现,2个法兰接触面啃磨的高低不平(不平面度7mm左右),螺孔孔径磨大(原孔~38mm),并变为椭圆.原因是由于长期在交变冲击载荷作用下,法兰上的螺孔磨损和塑性变形后,螺栓只有预紧作用,没有定位紧固作用.致使2个法兰发生相对运动,剪切螺栓.2修复方案尽量改善2个法兰接触面,加大螺栓直径,把椭圆螺孔加工成圆孔.装配18条过盈定位紧固螺栓,带双螺母防松.实施步骤如下:?59?1)2个法兰的接触面用角向砂轮机把毛刺清理干净,磨平,抛光.2)安装时,用铅油均匀地涂在法兰面上.3)先穿18条M36mm螺栓(均布),对筒体和磨头空心轴进行找正后,将螺栓拧紧.4)反复检查筒体与磨头同轴度符合要求后,对没上螺栓的另外18个螺孔进行扩孔,铰孔至~50mm.5)现场配制18条M50mm定位紧固螺栓,材质为中碳合金钢.螺栓配合部前端带点倒角,便于安装.螺栓配合公差必须是过盈配合H7/p6,安装到位上紧.6)再拆除原先安装的18条M36mm螺栓,并扩孔到~49mm,安装M48mm的螺栓,拧紧.7)法兰螺栓拧紧时,必须是对称,逐步地拧紧.8)开磨24h后停磨检查,把法兰螺栓重新紧固一遍,再把每条螺栓配双螺母防松.经上述方案修复后,使用近2年,效果良好,运转正常.(编辑王艳丽)分流.3操作方法因为窑外分解窑正常煅烧时,窑头和分解炉的用煤比例大致为38:62.可先把2个调节阀的阀门开度开至38%和62%,然后根据工况进行调整.以38%和62%阀门开度时操作为例,列于表1.表1各阀门开度%操作情况12342号秤坏或不用3862OO1号秤坏或不用OO6238标定2号秤或不用O任意O1OO因为阀门公称通径相同,阀门开度代表通过管路的煤量百分比.其总用煤量是以正常生产窑头喷煤管和分解炉煤量之和作为计算依据的.如2500t/d熟料线的正常喂料量是170t/h,其总用煤量近似为17t,故采用1套计量装置时喂煤量应为17t.38%阀门开度通过的煤量近似为17X38%=6.46t,同理62%阀门开度通过的煤量近似为10.54t.4效果此次改造简单易行,投资省,仅花3万元,操作方便.该系统实行改造8个月内,我们按照预先设定的目标进行操作,取得了良好的使用效果.以往至窑头的1号秤螺旋泵填料密封频繁损坏,停机更换造成窑温下降,经常给生产带来不必要的损失.改造后有了充裕的时间进行检修,窑的运转率得到了提高.此次改造也为采用管道切换方法实现管道设备间的互相备用提供了有益的经验.(编辑孙卫星)。
水泥厂原煤破碎系统的技术改造

CEMENT TECHNOLOGY 2020/41前言为满足生产需求,我厂拟以煤矸石代替湿粉煤灰作为生料配料,但煤矸石易磨性较差,在掺入原材料进入生料辊磨之后,严重影响了生料辊磨产量。
为改善煤矸石在生料辊磨内的易磨性,我厂将煤矸石通过原煤破碎系统的波动筛及环锤式破碎机进行破碎后,与原材料一同入磨粉磨。
采取此措施后,生料辊磨产量有所提高,但尚未达到预期效果。
为进一步降低煤矸石的入磨粒度,提高易磨性,增加生料辊磨产量,我厂又对原煤破碎系统的波动筛及环锤式破碎机进行了技术改造。
2技术改造2.1波动筛技术改造工厂原设计安装的波动筛型号为BS-200型,摘要:介绍了对原煤破碎系统波动筛和环锤式破碎机进行技术改造的过程。
经改造,波动筛和环锤式破碎机的出料粒度由≤30mm 减至≤15mm ;去除了波动筛的驱动部分,不仅节省了电能,达到了“多破少磨”的目的,同时节省了备品备件采购费用;生料辊磨和煤磨产量也有所提高。
关键词:波动筛;环锤式破碎机;出料粒度;经济效益中图分类号:TQ172.625.4文献标识码:B 文章编号:1001-6171(2020)04-0080-03DOI :10.19698/ki.1001-6171.20204080通讯地址:甘肃金昌水泥集团有限责任公司,甘肃金昌737100;收稿日期:2020-03-09;编辑:张志红水泥厂原煤破碎系统的技术改造陈文,李廷虎,阮黎明Technical Transformation of Raw Coal Crushing System in Cement Plant CHEN Wen,LI Tinghu,RUAN Liming(Gansu Jinchang Cement Group Co.,Ltd.,Jinchang Gansu 737100,China )Abstract :This paper introduces the process of technical transformation of wave screen and ring hammer crusher in raw coal crushing system.After modification,the discharge particle size of wave screen and ring hammer crusher is reduced from ≤30mm to ≤15mm.In addition to the driving part of the wave screen,not only the electric energy is saved,the purpose of "more broken and less grinding"is achieved,and the purchase cost of spare parts is saved,and the output of raw meal roller mill and coal mill is also increased.Key words :wave screen;ring hammer crusher;discharge particle size;economic benefit802020年第4期电机功率为5.5kW ,出筛粒度:≤30mm 。
用风扫煤磨与雷蒙磨串联改造煤粉制备系统
文 献 标 识 码 : B
1 原 煤 粉 制 备 状 况
我 厂 回 转 窑 为 3 × 0 m 6 m, 煤 粉 制 备 为
能达 标 , 已更换 为小 型 袋除 尘器 )风 量 阀控 制雷 蒙 现 :
磨 循环 风量 , 调节 煤粉 产量 与 细 度 :
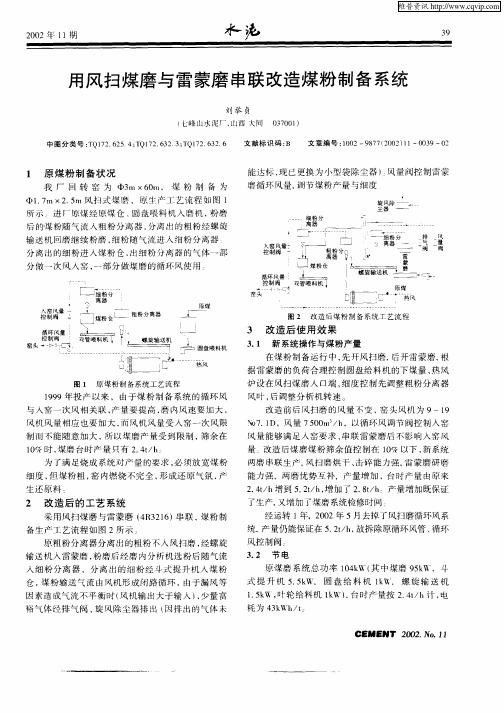
中17 . m×2 5 风 扫式 煤 磨 ,原生 产 工艺 流 程 如 图 1 .m 所示 :进 厂原 煤经 原煤 仓 、 圆盘 喂料 机 入磨 机 , 磨 粉
1 % 时 。 磨 台时 产量 只有 2 4/ : 0 煤 . t h
风量 能 够满 足 入窑 要求 , 串联 雷蒙 磨 后 不影 响入 窑风 量= 改造 后 煤磨 煤 粉筛 余值 控制 在 1 % 以下 , 系统 0 新 两磨 串联生 产 , 扫磨 烘 干 、 碎 能力 强, 蒙磨 研磨 风 击 雷 能 力强 ,两磨 优 势互 补。产 量增 加 ,台 时产量 由原来 2 4/ 增 到 5 2/ , .th . t h 增加 了 2 8/ :产 量增加 既保证 .th 了生 产. 又增加 了煤磨 系统检 修时 间 :
CEM E" T O 2 No 1 2 0. . 1
因素造 成 气流 不平 衡 时 ( 风机输 出大 于输 入 )少 量 富 ,
裕 气 体经 排气 阀 、 风 除尘 器排 出 ( 旋 因排 出 的气 体未
维普资讯
扣 渗
22 1 0年 0 1 期
备 生产 工艺 流程 如 图 2所 示 。
统, 产量 仍能保证 在 52/ , .th 故拆 除原循环 风管 、 循环
风控制 阀 。
3 2 节 电 .
原粗 粉 分离 器分 离 出 的粗 粉不 入风 扫磨 , 螺旋 经 输 送 机 入雷 蒙磨 , 磨后 经磨 内分析 机选 粉 后 随 气流 粉 入细 粉 分 离 器 ,分 离 出 的细 粉 经斗 式 提 升 机 入煤 粉 仓, 煤粉 输送 气 流 由风 机形 成 闭路 循环 ,由于漏 风等
采用高硫煤的煤粉制备系统设计优化与改进
采用高硫煤的煤粉制备系统设计优化与改进杨萍【期刊名称】《水泥工程》【年(卷),期】2012(000)003【总页数】3页(P32-34)【作者】杨萍【作者单位】中材海外事业发展公司,北京100000【正文语种】中文【中图分类】TQ172.63煤是水泥工业生产的主要燃料,随着全世界煤炭资源减少,特别是优质低硫煤的逐步匮乏,越来越多的国内外水泥生产企业将中高硫煤作为主要燃料。
我们知道,煤中硫含量过高,不仅对熟料烧成产生影响[1],同时对煤粉制备系统也提出更高要求。
我公司近期在国外建设一条5000 t/d水泥熟料生产线,以从邻国进口的高硫煤作为主要燃料,本文就该线采用高硫煤的煤粉制备系统设计优化与改进作一介绍。
国标GB/T 15224.2—2010煤炭质量分级标准[2]对煤中硫分级的规定见表1,即煤中含硫质量数为2.01%~3.00%的煤为中高硫煤。
我公司近期在国外建设一条5000 t/d水泥熟料生产线所用煤的煤质特点为含硫量高、水分大、挥发分高,见表2。
由于其燃煤含硫量高、水分大,对工艺设备腐蚀性强,因此在煤粉制备系统的工艺设计和设备配置方面,我们采取了一系列措施。
2.1 工艺流程煤粉制备系统工艺流程见图1。
来自预均化堆场的煤由胶带输送机输送至原煤仓,出原煤仓物料经定量给料机计量后,通过回转锁风阀喂入磨机。
粉磨后煤粉由热风带入磨机自带选粉机,细度达到要求的成品随热风进入袋式收尘器收集后通过螺旋输送机输送至煤粉仓。
煤粉仓设三个卸料口,其中两个卸料口卸出煤粉经转子秤计量后分别喂入回转窑和分解炉,另一卸料口卸出煤粉经螺旋泵输送至老线煤粉仓。
来自老线及新线的窑尾废气作为煤磨系统烘干热源,系统配备CO/O2检测装置、设有高压CO2灭火装置。
2.2 煤磨的选择及其性能本系统煤磨采用中材装备集团的TRMC31.3型立磨,在煤HGI指数>35、进料粒度≤25mm(90%)、进料水分7.2%~22%的条件下,磨机能力可达到50 t/h,产品细度R90μm筛余12%,出料水分≤6%(含内在水≤4.5%);单位电耗保证指标为<19.5 kWh/t (HGI=35)。
生产现场管理新型干法水泥厂煤粉制备车间工艺设计

{生产现场管理}新型干法水泥厂煤粉制备车间工艺设计艺设计摘要本设计的任务是设计日产熟料5000吨的水泥厂。
设计过程包括厂址的选择、全厂的布局、窑的选型、物料的平衡计算、各车间工艺设计以及主机选型、物料的储存、物料的预均化和重点车间设计等内容。
重点设计的车间是煤粉制备车间。
采用的是目前较为广泛使用的立磨粉磨系统,此粉磨系统是将物料喂入辊式磨后,在磨内粉磨成品。
该粉磨系统目前的运用技术已经成熟,具有高效节能等特点,被许多大型的水泥厂家所青睐。
关键字:工艺设计新型干法煤粉粉磨TheDaily5,000TonClinkerNSPCementPow eredCoalPreparesTheWorkshopTechnolog icalDesignAbstractThedesigntaskistodesign5,000tonsofclinkercementprocessincludin gsiteselection,layoutoftheentireplant,theSelectionkiln,thematerial balancecalculations,theproductionworkshopprocessdesignandhostselec tion,materialstorage,materialhomogenizingandthekeyworkshopdesignet c.Focusonthedesignoftheworkshopispulverizedcoalpreparationplant,we usethemorewidespreaduseofverticalmillgrindingsystem,thegrindingsystemisthematerialafterrollerpressrollingandpowderintothefinishedpro duct.Thesystemiscurrentlyusingtechnologyhasbeeincreasinglymature,a highlyefficientenergy-savingfeaturessuchaslarge-scalecementfactory hometothemajoritytoaccept.Keyword:technologicaldesign;NSP;coalgrinding目录第一部分:总体设计11 新型干法水泥生产的发展与特点11.1新型干法水泥生产的发展11.2新型干法水泥生产的特点22 参数的确定42.1熟料率值的确定42.2熟料热耗的确定52.3熟料标号的确定52.4矿渣及石膏掺加量的确定63 物料平衡的计算83.1 配料计算83.1.1计算煤灰掺入量83.1.2 计算干燥原料的配合比93.1.3熟料矿物组成93.1.4计算湿物料的配合比103.2 物料平衡103.2.1工厂生产能力103.2.2原料消耗定额114 全厂流程的确定154.1流程论述154.2主机设备选型计算194.2.1各种主机小时产量204.2.2主机平衡表254.2.3全厂堆场及储库计算254.4全厂工艺流程方框图345 全厂的质量控制点及控制指标356 全厂总平面布置图的设计376.1全场总平面设计的基本原则37第二部分:煤粉制备车间设计381 车间工艺流程的确定381.1车间流程的确定381.2煤磨设备的技术参数391.3煤粉的计量及喂料设备411.4粗煤仓与细煤仓的设计421.5输送设备的选择421.6煤粉车间的通风和收尘431.6.1 通风的作用431.6.2 除尘设施441.7车间安全设施的设计442 提高煤粉制备系统产质量的措施473 煤粉制备车间工艺布置图的设计思路与要点48结论49参考文献50结束语51谢辞52第一部分:总体设计1新型干法水泥生产的发展与特点1.1新型干法水泥生产的发展近年来,代表最新水泥生产技术水平的新型干法水泥生产技术和装备,具有单位容积大、热利用率好、电耗低、污染小、生产效率高、产品质量稳定、规模经济效益好等特点,使工厂在生产规模和技术装备大型化、生产工艺节能化、操作管理自动化、环境保护生态化等方面取得了很大的进步。
水泥厂煤粉制备系统

煤磨系统防火防爆专项应急预案煤粉制备主要易燃易爆分布图煤磨防爆袋收尘,原煤仓,煤粉仓,煤磨机,煤粉称等或多或少的存在安全隐患一检查、清扫和禁火1)煤粉制备系统的设备和管道应每班进行检查,以便及时发现和消除漏风、漏煤的隐患。
2)煤粉制备系统的设备和管道的外表,应定期进行清扫,防止粉尘聚集。
3)煤粉制备系统的灭火装置,应经常进行检查,防止使用时不能投入。
4) 在煤粉制备系统和场所内严禁动火。
由于工作需要必须动火的,应严格执行《动火审批制度》,动火作业前必须办理《动火许可证》,采取切实有效的防范措施后方可作业,并且在作业现场设置专人监护。
二、煤粉制备的防火要求1、设置防爆阀和防爆门1) 在煤粉系统的管道上设置了防爆阀,以便在发生爆炸时;管道内的气体压力通过防爆阀排气中,不致于形成更严重的爆炸事故。
2)在煤粉制备的煤粉仓、分离器、旋风器等设备上,也分别设置了防爆门。
防爆门的面积按设备的容积比值计算,一般取0.04m2/m3,但不得小于90cm2。
防爆片上应采用薄铁皮,厚度不得大于0.5mm。
防爆片上应划有十字形刻痕,有刻痕的一面应朝外安装。
防爆门的框架应有一定的强度,并牢固、密封,性能须达到设计要求。
3)防爆阀、防爆门爆破后,应立即停车,并清除火源,查明原因。
待防爆阀(门)修复后,方能重新起动设备4)在煤粉制备系统的煤粉仓、分离器、旋风器等重点部位加装温度监控器,随时监测各部位的温度有无异常,防止煤粉因高温引起自燃爆炸。
2、管道和设备1) 为了防止和减少煤粉在管道内积聚,煤粉系统管道的敷设,不得有水平的区段。
2) 煤粉制备系统的机械设备应有连锁装置,并应保持良好,当设备发生事故时,能及时自动停车。
3) 煤粉制备系统的场所,电气设备应符合防爆要求。
三、煤粉系统发生燃烧爆炸时的扑救1、迅速通知主控人员,关闭磨煤机入口热风门,必要时停止磨煤机的运行。
2、向发生故障处通入氮气或二氧化碳灭火剂灭火。
3、如磨煤机出口处有火星,可采取加大给煤的办法,关闭热风门,熄灭后,再停止磨煤机,并小心地把堆煤清除干净。
水泥粉磨系统的改造
四川广旺集团天台水泥厂于2002年10月正式启动生产系统完善工程,该工程由合肥水泥研究设计院设计,通过生产系统配套完善后,设计年生产能力由原15.4万吨/年增为25.4万吨/年。
其中,原水泥粉磨系统为!2.6m ×13m 开路磨系统,产量28t /h ,完善工程需要水泥磨产量提高到36t /h 以上,通过三种增产方案的比较,最终确定采用“增加柱磨机预粉磨系统”新型增产节能方案。
1水泥粉磨系统改造方案的选择根据工程设计指标,水泥磨产量需提高到36t /h ,需改造原开路磨系统,有如下三种方案。
方案一:增加选粉机,将开路磨系统改造为闭路粉磨系统;方案二:增加熟料细碎用锤式破碎机,并采用高产磨技术对磨机内部进行改造;方案三:增加柱磨机预粉磨系统。
水泥粉磨系统改造方案比较见表1。
从三种方案比较看,方案二系统简单、投资最省、增加装机功率最小;方案三一次性投资最高、增加装机功率最大,但提高产量的幅度最大,增产量为12t /h ,如与增产量对比计算,则单位增产的投资和单位增产的增加装机功率与方案二基本相当。
方案二和方案三均可行,因方案三有明显的增产优势和规模效益,故最终确定采用方案三。
2系统改造工艺2.1改造前工艺原水泥磨系统的工艺流程见图1。
原水泥磨系统的工艺设备配置见表2。
2.2柱磨机预粉磨系统工艺柱磨机预粉磨系统的工艺流程见图2。
柱磨机预粉磨系统的工艺设备配置见表3。
3柱磨机的基本结构、工作原理及性能特点3.1基本结构ZMJ 柱磨机的基本结构如图3。
其中传动装置包括电动机、减速机和主轴。
3.2工作原理柱磨机采用了新颖的中速脉动、连续反复中压力的料床辊压粉磨原理,结构设计科学,它同时具有高压辊压机和辊式磨的性能。
电动机带动减速机使主轴旋转,安装在主轴支座上的三个辊轮在环锥形内衬中转动,当物料从进料口进入柱磨机后,经过撒料盘的均匀布料,再加上重力作用和上部推料作用,使物料均匀地从内衬周围由上而下通过,并在辊轮与衬板之间形成稳定的料层,物料受到辊轮的反复滚动碾压而形成粉末,再经过堵料桶的自然筛分,合格的细料从磨机下部的出料口自动卸料。
水泥粉磨系统分别粉磨技术改造方案简介
水泥粉磨系统分别粉磨技术改造方案简介一、项目提出的背景我公司旋窑生产线改造完成后,生产系统问题的焦点集中在水泥粉磨系统。
其问题的实质是:随着市场竞争的加剧,用户对水泥的质量、特别是早期强度的要求越来越高。
我公司现有水泥粉磨系统均为上世纪八、九十年代建成的小型短粗磨,粉磨效率低、出磨水泥细度偏粗,影响了水泥早强的发挥。
为了应对市场竞争、提高产品质量,同时也为了降低生产成本、提高经济效益,有必要对我公司的水泥粉磨系统进行技术改造。
二、改造方案简介(一)主体工程:新建一套Φ4.2×13m双闭路水泥粉磨系统,现有小水泥磨粉磨矿粉和粉煤灰。
1、工艺流程:Φ4.2×13m双闭路水泥粉磨系统,磨机配Osepa选粉机,辊压机配V型选粉机。
熟料、石灰石通过辊压机、V选入磨,脱硫石膏直接入磨,出磨的纯熟料水泥与通过现有小磨机粉磨且按比例计量的矿粉和粉煤灰在水泥混合器中搅拌后即成成品水泥。
2、配料方案及系统产量:配料方案及系统产量见表1。
表1 Φ4.2×13m水泥粉磨系统配料方案及产量注:1、平均配比和平均产量是按P.O42.5:P.C32.5=15:85的产品结构计算的。
3、矿粉、粉煤灰的粉磨方案:根据调查了解,现有不同规格磨机粉磨粉煤灰和矿粉的产量(开路)如表2:表2 不同规格磨机粉磨粉煤灰和矿粉的产量(开路)注:出磨矿粉和粉煤灰的比表面积分别为400~450㎡/㎏和550~600㎡/㎏当新建Φ4.2×13m水泥粉磨系统的运转率为60%时,年需矿粉10.3万吨、粉煤灰38.79万吨,由表2可计算出,用4台Φ2.2×6.5m的小磨粉煤灰的年运转率为79%,用3台Φ2.4×8m的小磨机磨矿粉的年运转率为49%;4、投资估算:估算总投资约3800万元,其中:新建磨机系统机电设备费用3000万元、土建工程费用500万元、老磨机系统改造费用300万元,新增装机功率约6300 KW。
制粉系统调整措施与建议
制粉系统调整措施与建议关于制粉系统及一、二次风系统的调整措施与建议1. 煤粉量的调整由于直吹式制粉系统出力的大小直接与锅炉蒸发量相匹配,故当锅炉负荷有较大变动时,即需启动或停止一套制粉系统。
在确定制粉系统启、停方案时,必须考虑到燃烧工况的合理性,如投运燃烧器应均衡,主、再汽温较易控制及排烟温度控制等。
若锅炉的负荷变化不大,可通过调节运行中的制粉系统出力来解决。
当锅炉负荷增加,要求制粉系统出力增加时,应先开大冷、热一次风风门或提高一次风压,增加磨的通风量,利用磨煤机内的少量存粉作为增负荷开始时的缓冲调节;然后再增加磨煤机的给煤量,同时开大相应的二次风门,使燃料量适应负荷。
反之,当锅炉负荷降低时,则减少给煤量和磨煤机通风量以及二次风量。
经验表明我厂类型磨煤机,一般给煤量在25~40 t/h左右较为经济。
2. 燃烧的调整与运行保持适当的一、二次风出口速度和风率,是建立良好的炉内动力工况,使风粉混合均匀,是保证燃料正常着火和燃烧的必要条件。
一次风速过高会推迟着火,空预器漏风加大,过低则可能烧坏喷口,并可能在一次风管造成煤粉沉积,在磨煤机风量满足的前提下,根据我厂一次风机现存状态,一次风压应维持在8.5~9.3 kPa左右。
注意加强一次风机电流及风压的的监视工作,做好一次风机失速处理的事故预想,(一次风机失速改造处理完毕,定值根据实际调整试验再定),二次风速过高或过低都可能直接破坏炉内正常动力工况,降低火焰的稳定性,因此应控制好二次风箱与炉膛差压值。
根据锅炉厂资料,在锅炉负荷小于30%BMCR时二次风箱/炉膛差压应维持在0.38Kpa,30%--50% BMCR负荷阶段,应根据负荷增加情况相应提高其差压值至1.02Kpa左右,50% ---100%BMCR负荷,应维持差压值1.02Kpa左右。
一次风率增大,着火热增大,着火时间推迟,显然这对低挥发分燃料是不利的;对高挥发分燃料着火并不困难,为保证火焰迅速扩散和稳定,要求有较高的一次风率。
水泥粉磨系统优化设计方案

水泥粉磨系统优化设计方案随着工业化进程的不断发展,水泥行业在建筑业中扮演着至关重要的角色。
而水泥生产中的核心工艺之一就是粉磨工艺,它直接影响了水泥产品的质量和产量。
对水泥粉磨系统进行优化设计是十分必要的。
本文将从工艺流程、设备选择、运行参数等方面给出一份水泥粉磨系统优化设计方案。
一、工艺流程优化1. 粉磨系统工艺流程布局优化水泥生产中的粉磨工艺流程一般包括磨煤机和水泥磨。
在进行优化设计时,需要对整个系统的工艺流程布局进行优化,使其在满足产品质量的前提下,能够尽量节约能源和降低生产成本。
特别是在磨煤机和水泥磨的布局上,需要根据实际场地情况合理规划其位置,以最大程度地提高生产效率。
在粉磨系统的工艺参数中,研磨介质的选择、料层厚度、研磨时间等都会直接影响到产品的细度和产量。
在优化设计中,需要根据原材料特性和生产要求,合理调整工艺参数,以提高能耗效率和产品品质。
二、设备选择优化1. 磨煤机和水泥磨设备的选型优化在进行水泥粉磨系统优化设计时,设备的选型至关重要。
需要选择具有较高生产效率和较低能耗的磨煤机和水泥磨,使得整个系统在性能和经济性方面都能够得到有效提升。
还需要考虑设备的维护和维修成本,选择易于维护和保养的设备,以降低后期运营成本。
2. 辅助设备的选择优化水泥粉磨系统中的辅助设备如输送机、除尘器等也需要进行选型优化。
在选择时,需考虑其与主设备的配套性能、能耗和维护成本,以确保整个系统在运行时能够保持稳定的性能和高效的运行。
三、运行参数优化1. 控制系统的优化水泥粉磨系统的自动控制系统在优化设计中扮演着至关重要的角色。
通过改进控制系统,使得系统能够更加精准地控制研磨参数和设备运行状态,以提高整个系统的精度和稳定性。
2. 能耗监控和调整水泥粉磨系统的能耗在整个生产过程中占据重要地位。
在进行优化设计时,需要加强对能耗的监控和调整工作,及时发现并解决能耗过高的问题,以提高系统的能耗效率。
水泥粉磨系统的优化设计方案不仅需要考虑到工艺流程、设备选择和运行参数等方面,还需要根据实际情况进行综合分析,确保系统在提高生产效率和产品质量的能够尽量降低生产成本和能耗。
石门县水泥一厂煤磨系统改造经验

石门县水泥一厂煤磨系统改造经验
汪明;曾智
【期刊名称】《新世纪水泥导报》
【年(卷),期】1998(000)003
【摘要】1 前言湖南省石门县水泥一厂600t/d熟料生产线,自试生产以来,煤粉制备系统时常出现问题,尤其是煤磨袋收尘器更是令人难堪。
鉴于上述情况,厂方本着求实、务实的态度,委托了湖南省建材科技开发公司和合肥水泥研究设计院的工程技术人员对该系统进行了改造,取得了良好的效果。
该厂煤粉制备系统的设置是典型的带有中间仓的双风机系统。
其工艺流程如图1所示,主要设备配置见表1。
【总页数】3页(P35-37)
【作者】汪明;曾智
【作者单位】合肥水泥工业研究设计院;合肥水泥工业研究设计院
【正文语种】中文
【中图分类】TQ172.625
【相关文献】
1.埃塞俄比业Messebo 水泥厂煤磨系统的安全设计 [J], 赵玉明
2.哈密球团厂煤磨系统自动化升级改造 [J], 陈君
3.我厂煤磨系统的改造 [J], 汤绍桃;汤国锋;刘伯满;刘惠章
4.关于水泥厂煤磨系统生产安全问题的探讨 [J], 王兴东;
5.水泥厂风扫煤磨机的永磁直驱改造 [J],
因版权原因,仅展示原文概要,查看原文内容请购买。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
水泥厂煤粉制备系统的改造
--------------------------------------------------------------------------------
作者:-
合肥水泥研究设计院郑青
一、引言
水泥厂的煤粉制备系统,无论是在湿法回转窑,还是在中空窑、预热器窑及预热分解窑生产线,基本上都是采用传统的兼有烘干能力的风扫钢球磨。
随着粉磨技术的发展,国内亦有少数生产线在煤粉制备系统中采用了立磨。
但由于钢球煤磨结构简单,操作可靠,对各种原煤的适应性强(水分≤12%),因此风扫钢球煤磨系统今后在水泥厂中仍将得到广泛采用。
但现有系统存在诸多问题,系统效率低,煤粉质量差,必须进行改造,否则很难适应要求。
二、传统风扫钢球煤磨系统存在的问题
球煤磨风扫钢系统典型流程为图1:
系统中粗粉分离器起分级作用,它的分级效率的高低直接影响到煤磨系统的产量,由于粗粉分离器是一种静态选粉机,其分级效率非常低,据某几个水泥厂标定的数据,一般只有50%左右,因此严重制约了煤磨的产量,导致煤磨产量低,电耗高。
粗粉分离器的细度调整是靠人工手动调节折流叶片的角度来实现的,这种调节方式灵敏性很差,往往煤粉细度(筛余)难以调小。
由于粗粉分离器的分级效率和分级精度非常低,煤粉的颗粒分布非常宽,80μm筛余中还含有200μm的粗颗粒,而这种难以磨细的粗颗粒主要是煤质较差的煤矸石等杂质,煤粉在燃烧过程中这部分不宜燃尽。
另外由于有过粗的颗粒还可能产生喷煤管堵塞现象。
这些都可能直接影响到窑的工况稳定和水泥熟料的质量。
特别是采用劣质煤作燃料的窑,由于煤粉燃尽率低,燃烧时间长,不完全燃烧严重,因此煤粉细度需比正常细度(8~10%)还要低才能保证煤粉充分燃烧和要求的温度.此时粗粉分离器就难以满足要求了。
双风机系统流程复杂,系统风量的调整很不方便,如操作不当,容易使袋收尘器正压工作,造成煤粉外溢污染环境。
由于细粉分离器收尘效率低,循环风机磨损较快。
三、改造方案(一)采用MDS煤磨动态高效选粉机代替低效率的静态选粉机(粗粉分离器)
MDS煤磨动态高效选粉机是在目前第三代高效选粉机基础上改进设计的一种全风扫型分级机,它秉承了我们研制的DS组合式高效选粉机的优点,进一步对分级转子的结构形式作了改进,采用特殊形状转子叶片并简化了转子结构,降低了流体阻力,,减少了煤粉的粘附和存积,以适应煤粉制备的防燃、防爆要求。
详见结构简图2。
粉磨过的煤粉随气体从选粉机进风口(6)上升经导向叶片(3)进入分级室,在精确的强制水平涡流流场中煤粉产生分级,合格的细粉穿过分级转子从出风口(1)被气体带出,不合格的粗粉落入内锥从粗粉出口(5)排出回磨。
MDS煤磨动态高效选粉机的选粉效率可达到80%以上,由于选粉机效率的大幅度提高,减少了磨机的过粉磨现象,提高了粉磨效率,可增加磨机产量20%以上。
DS(M)选粉机另一个特点是煤粉细度调整方便,只需要改变选粉机电机的转速,就可以任意改变煤粉细度。
控制很灵敏,控制范围广,200μm的过大颗粒得到了严格控制。
改善了煤粉的粒度分布,提高了煤粉质量。
(二)采用高浓度煤磨袋收尘器代替细粉分离器和普通袋收尘器
由我院开发的高浓度煤磨袋收尘器结合了气箱脉冲袋收尘器和MDC煤磨防爆型袋收尘器的优点,既可处理<1000g/Nm3高浓度煤粉,又能保证收尘器的特殊防燃、防爆要求,而且收尘效率高,运行安全、可靠。
采用高浓度煤磨袋收尘器代替细粉分离器和普通袋收尘器后,系统阻力降低,节省了连接管道,减少了煤粉在管道中的沉降。
(三)采用单风机系统全负压操作
由于采用了单风机设计,系统风量调整非常方便,而且全系统为负压,不存在煤粉外溢的现象,改善了车间的环境。
(四)提高车间自动控制水平
通过采用上述技术改造后,煤磨系统的自动控制水平可进一步提高,全系统可实现自动操作和控制。
煤粉细度的控制直接通过改变调速电机的转速来实现远程控制;高浓度煤磨袋收尘器自带有微机控制系统;排风机风量的调节可采用电动碟阀实现自动控制。
(五)系统流程
新的煤磨系统图如图2。
如图所见,新煤磨系统具有流程简单、顺畅,工艺环节减少,设备衔接紧凑,设备占地面积减少等特点。
由于风机设置在高效袋收尘器后面,因此无须采用特殊的煤粉通风机,可采用价格便宜的普通的风机,且风机基本不存在磨损。
四、MDS煤磨动态高效选粉机性能参数
配置300t/d、600(700)t/d、1000t/d、2000t/d生产线的煤磨系统的MDS煤磨动态高效选粉机性能参数如下:
参数规格
MDS--225
MDS--350
MDS--450
MDS--650
产量 (t/h)
3~6
8~10
10~15
15~19
细度 R0.08 (%)
2~10
2~10
2~10
2~10
风量 (m3/h)
13000~15000
20000~24000
27000~30000
35000~39000
电机功率(kW)
4.0
5.5
7.5
11
煤磨
φ1.7×2.5m
φ2.2×4.4m
φ2.4×4.75m
φ2.8×(5+3)m
生产规模(t/d)
300
600(700)
1000
2000
五、应用效果
我院设计的湖南印山水泥厂及浙江虎球水泥厂1000t/d水泥生产线,煤磨系统为φ2.4×6.5m磨机,采用了MDS—450型煤磨动态选粉机,生产煤粉细度为R0.08=3-5%,煤粉产量为14-16t/h。
这两家生产线都是按生产100%无烟煤来设计的,从投产近两年的生产情况来看,完全达到设计要求。
陕西歧星水泥厂700 t/d水泥生产线技改为1000 t/d,煤磨系统为φ2.2×4.4m磨机,采用MDS—350型煤磨动态选粉机替代原粗粉分离器,细粉分离器和原普通煤磨收尘器保留。
技改后,煤磨系统完全能满足烧成系统的要求。
六、结束语
水泥市场的竞争是水泥质量和成本的竞争,水泥厂的增产、节能挖潜工作无处不在,煤磨系统的高产优质改造工作是其中一项重要的内容。
随着我国水泥强度采用ISO检验方法和实施新产品标准后,对水泥质量的要求进一步提高,这就要求我们不仅要进一步提高水泥粉磨质量标准,还必须从根本影响水泥质量的熟料质量人手解决。
而影响熟料煅烧的煤粉质量是一个不可忽视的因素。
特别是一些水泥厂为降低成本,保护环境,采用低质煤煅烧熟料技术,尤其对煤粉细度要求更高,传统的煤磨系统效率和质量的矛盾更加突出。
采用MDS煤磨高效分级机及新的工艺系统,则是提高煤磨效率和煤粉质量的有效途径。