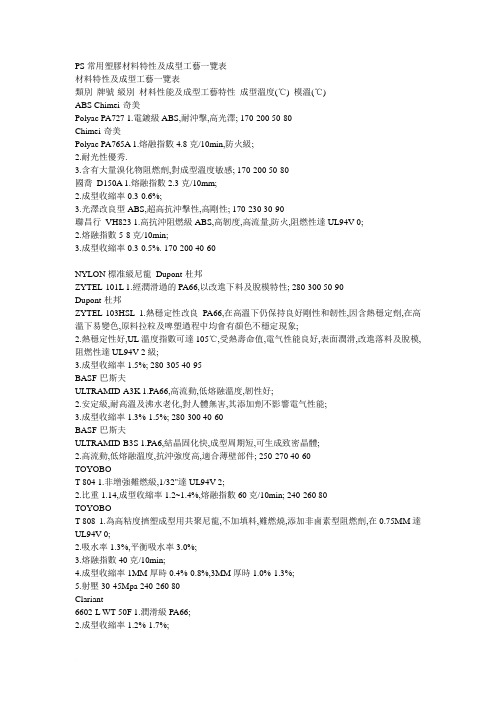
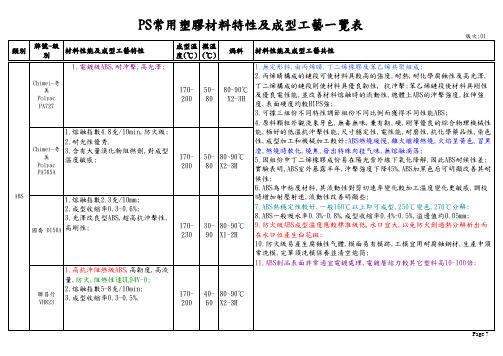
PS常用塑料材料特性及成型工艺一览表
常用塑料注塑工艺参数
六、聚乙烯(PE)塑料注塑工艺特性与工艺参数的设定
1、吸湿性小(<0.01%),成型前可不干燥;必要时,可在70~ 80℃下,干燥1~2h。
3、HIPS中可以掺入PS使用。随着PS掺入量的增加,熔体流动 性变好,制品的刚性、表面光洁度提高,但脆性也加大。
4、典型HIPS--奇美公司的POLYREX®,如PH-88(高冲击级)
的主要加工参数
பைடு நூலகம்
四、ABS塑料注塑工艺特性与工艺参数的设定
1、其结构中有极性基团,所以易吸湿。加工前通常要进行干燥, 以消除制品上因水份而产生的银纹及气泡等缺陷。干燥条件 为:在80~90℃的循环热风干燥器中干燥2~4h。
七、RPVC注塑工艺特性与工艺参数的设定
1、RPVC是典型的热敏性塑料。经过稳定化的RPVC即使在不太高的温度 下如180℃,如果时间很长(如40min以上)仍会导致RPVC严重分解。 所以要严格控制成型温度和物料在料筒中的停留时间。RPVC的成型温度 范围在160~200℃之间。通常为160~190℃,最高不超过200℃;料筒 温度分布通常采用阶梯式设置;喷嘴温度应比料筒末端温度低10~20℃。
设备的温度控制系统应指标准确,反应灵敏;
螺杆长径比可小些,螺杆头部呈尖头;螺杆的压缩比为2~2.5, 螺杆的三段长度可分别设置为40%、40%和20%;
选用孔径的通用喷嘴,并配有加热控温装置;
掌握好清洗料筒的技术;
注意温升程序,并在料筒升温过程中,应密切注意温升情况。
料筒内的物料是否过热,可通过主流道料的表面是否有棕色条纹 来判断。如果主流道的料有棕色条纹,则说明料筒内的塑料已过 热,应立即采取措施,对料筒进行清洗,切不可继续操作;
注塑常用原料的性能及加工工艺特点(2)

注塑常用原料的性能及加工工(2)艺特点.(聚苯乙烯)一、P S 1 .PS的性能:,是一种易于成型加工的透明塑)PS为无定形聚合物,流动性好,吸水率低(小于00.2%制品脆性大,易产生内应力开裂,耐PS料。
其制品透光率达88-92%,着色力强,硬度高。
但3。
成型收缩率(其值一般为60-80℃),无毒,比重1.04g\cm 左右(稍大于水)热性较差(化学和物理),透明PS--这个名称仅表示树脂的透明度,而不是结晶度。
(0.004—0.007in/in具有非常好的几何稳定性、热稳定性、: 大多数商业用的PS都是透明的、非晶体材料。
PS特性光学透过特性、电绝缘特性以及很微小的吸湿倾向。
它能够抵抗水、稀释的无机酸,但能够被强氧化酸如浓硫酸所腐蚀,并且能够在一些有机溶剂中膨胀变形。
)2 .PS的工艺特点:℃,对于阻燃型材料℃,加工温度一般在185-215℃为宜,熔化温度180~280PS熔点为166注射压力:℃,模具温度40~50其上限为250℃,分解温度约为290℃,故其加工温度范围较宽。
可以使用所有常规类型的浇口。
200~600bar,注射速度建议使用快速的注射速度,流道和浇口、料在加工前,除非储存不当,通常不需要干燥处理。
如果需要干燥,建议干燥条件为80CPS其冷却速度比一般原料要快,比热低,其制作一些模具散热即能很快冷凝固化,2~3小时。
因PS制品的光泽开模时间可早一些。
其塑化时间和冷却时间都较短,成型周期时间会减少一些;PS 随模温增加而越好。
: 3.典型应用范围、一次性医药用品、玩具、杯、刀具、磁带轴、防风窗以及包装制品(容器、罩盖、瓶类)缓冲材料,产品包装,家PS许多发泡制品——鸡蛋箱。
肉类和家禽包装盘、瓶子标签以及发泡。
庭用品(餐具、托盘等),电气(透明容器、光源散射器、绝缘薄膜等)二、HIPS(改性聚苯乙烯):1. HIPS的性能提高了四倍左右,冲的改性材料,分子中含有5-15%橡胶成份,其韧性比PS为HIPSPS已有阻燃级、抗应力开裂级、高光泽度级、极高冲击强度击强度大大提高,(高抗冲击聚苯乙烯)~弯曲强度13.8的其它重要性能级、玻璃纤维增强级以及低残留挥发分级等。
常用塑料的注塑工艺参数介绍

常用塑料的注塑工艺参数一、高密度聚乙烯(HDPE)料筒温度喂料区 30~50℃(50℃)区 1160~250℃(200℃)区 2200~300℃(210℃)区 3220~300℃(230℃)区 4220~300℃(240℃)区 5220~300℃(240℃)喷嘴220~300℃(240℃)括号内的温度建议作为基本设定值,行程利用率为 35%和 65%,模件流长与壁厚之比为 50:1 到 100:1熔料温度220~280℃料筒恒温220℃模具温度20~60℃注射压力具有很好的流动性能,避免采用过高的注射压力 80~140MPa(800~1400bar);一些薄壁包装容器除外可达到 180MPa (1800bar)保压压力收缩程度较高,需要长时间对制品进行保压,尺寸精度是关键因素,约为注射压力的 30%~60%背压5~20MPa(50~200bar);背压太低的地方易造成制品重量和色散不均注射速度对薄壁包装容器需要高注射速度,中等注射速度往往比较适用于其它类的塑料制品螺杆转速高螺杆转速(线速度为 1.3m/s)是允许的,只要满足冷却时间结束前就完成塑化过程就可以;螺杆的扭矩要求为低计量行程0.5~4D(最小值~最大值);4D 的计量行程为熔料提供足够长的驻留时间是很重要的残料量2~8mm,取决于计量行程和螺杆直径预烘干不需要;如果贮藏条件不好,在 80℃的温度下烘干 1h 就可以回收率可达到 100%回收收缩率 1.2~2.5%;容易扭曲;收缩程度高;24h 后不会再收缩(成型后收缩)浇口系统点式浇口;加热式热流道,保温式热流道,内浇套;横截面面积相对小,对薄截面制品已足够机器停工时段无需用其它材料进行专门的清洗工作;PE 耐温升料筒设备标准螺杆,标准使用的三段式螺杆;对包装容器类制品,混合段和切变段几何外形特殊(L:D=25:1),直通喷嘴,止逆阀二、聚丙烯(PP)料筒温度喂料区30~50℃(50℃)区 1160~250℃(200℃)区 2200~300℃(220℃)区 3220~300℃(240℃)区 4220~300℃(240℃)区 5220~300℃(240℃)喷嘴220~300℃(240℃)括号内的温度建议作为基本设定值,行程利用率为 35%和 65%,模件流长与壁厚之比为 50:1 到 100:1熔料温度220~280℃料筒恒温220℃模具温度20~70℃注射压力具有很好的流动性能,避免采用过高的注射压力 80~140MPa(800~1400bar);保压压力一些薄壁包装容器除外可达到 180MPa (1800bar)避免制品产生缩壁,需要很长时间对制品进行保压(约为循环时间的 30%);约为注射压力的 30%~60%背压注射速度螺杆转速5~20MPa(50~200bar)对薄壁包装容器需要高的注射速度(带蓄能器);中等注射速度往往比较适用于其它类的塑料制品高螺杆转速(线速度为 1.3m/s)是允许的,只要满足冷却时间结束前完成塑化过程就可以计量行程0.5~4D(最小值~最大值);4D 的计量行程为熔料提供足够长的驻留时间是很重要的残料量2~8mm,取决于计量行程和螺杆转速预烘干不需要;如果贮藏条件不好,在 80℃的温度下烘干 1h 就可以回收率可达到 100%回收收缩率 1.2~2.5%;收缩程度高;24h 后不会再收缩(成型后收缩)浇口系统点式浇口或多点浇口;加热式热流道,保温式热流道,内浇套;浇口位置在制品最厚点,否则易发生大的缩水机器停工时段无需用其它材料进行专门的清洗工作;PP 耐温升料筒设备标准螺杆,标准使用的三段式螺杆;对包装容器类制品,混合段和切变段几何外形特殊(L:D=25:1),直通喷嘴,止逆阀三、聚苯乙烯(PS)料筒温度喂料区30~50℃(50℃)区 1160~250℃(200℃)区 2200~300℃(210℃)区 3220~300℃(230℃)区 4220~300℃(230℃)区 5220~300℃(230℃)喷嘴220~300℃(230℃)括号内的温度建议作为基本设定值,行程利用率为 35%和 65%,模件流长与壁厚之比为50:1 到 100:1熔料温度 220~280℃料筒恒温 220℃模具温度 15~50℃注射压力具有很好的流动性能,避免采用过高的注射压力 80~140MPa(800~1400bar)保压压力注射压力的 30%~60%;相对较短的保压时间背压5~10MPa(50~100bar);在背压太低的地方,熔料中易产生气泡(制品中有灰黑纹路)注射速度普遍较快,多级注射以制品形状为依据;对薄壁的包装容器应该尽可能快,必要时使用蓄能器螺杆转速高螺杆转速(最大线速度为 1.3m/s)是允许的;但为取得好的效果,塑化过程应该缓慢同冷却时间一样计量行程0.5~4D(最小值~最大值);4D 的计量行程为熔料提供足够长的驻留时间是很重要的残料量2~8mm,取决于计量行程和螺杆转速预烘干不需要;如果贮藏条件不好,在 80℃的温度下烘干 1h 就可以回收率可达到 100%回收收缩率0.3%~0.6%浇口系统点式浇口;加热式热流道,保温式热流道,内浇套;相对较小的横截面为足够机器停工时段无需用其它材料进行专门的清洗工作;PS 耐温升料筒设备标准螺杆,直通喷嘴,止逆阀四、聚氯乙烯-未增塑(PVC-U)料筒温度喂料区30~50℃(50℃)区 1140~160℃(150℃)区 2165~180℃(170℃)区 3180~210℃(190℃)区 4180~210℃(200℃)区 5180~210℃(200℃)喷嘴180~210℃(200℃)括号内的温度建议作为基本设定值,行程利用率为 35%和 65%,模件流长与壁厚之比为50:1 到 100:1熔料温度 210~220℃料筒恒温 120℃模具温度 30~60℃注射压力 80~160MPa(800~1600bar)保压压力背压不可设置太高,注射压力的 40~60%,以模件和浇口为依据鉴于它的热敏感性,正确设置背压是很关键的;螺杆转动摩擦产生的热量(关闭热量注射速度螺杆转速输入控制)比从料筒加热圈产生的热量更好;背压不超过 30MPa(300bar)不要设置太高并小心物料产生剪切效应;制品易产生变性或锐边的地方,应绝对需要多级注射速度使用允许的最低设置,最大速度折合线速度为 0.2m/s;如果必要,延迟塑化以确保在冷却时间长的情况下,计量操作在低螺杆转速时能在冷却时间结束前完成;需要高扭矩并保持均匀计量行程 1.0~3.5D残料量预烘干回收率应较小:1~5mm,取决于计量行程和螺杆直径;螺杆在安装料筒时确保最小配合如果贮藏条件不好,在 70℃的温度下烘干 1h 就可允许在材料没有热分解的状态下再生利用收缩率浇口系统0.5%~0.7%直浇口,片式浇口或圆片式浇口较好,对小的制品也可采用点式浇口;浇口朝着制品的方向应有圆弧过渡机器停工时段关闭加热,无背压塑化,允许熔料驻流 2~3mm,然后像挤出机那样缓慢操作机器;重复操作直到料筒温度降到 160℃,然后挤出余料,清空料筒料筒设备硬质 PVC 螺杆;有些需要料筒有加热圈和冷空气吹气装置;螺杆头有螺槽或没有螺槽,直通喷嘴五、增塑聚氯乙烯(P-PVC)料筒温度喂料区30~50℃(50℃)区 1140~160℃(150℃)区 2150~180℃(165℃)区 3160~220℃(180℃)区 4160~220℃(190℃)区 5160~220℃(190℃)喷嘴160~220℃(200℃)括号内的温度建议作为基本设定值,行程利用率为 35%和 65%,模件流长与壁厚之比为50:1 到 100:1熔料温度 200~220℃料筒恒温 120℃模具温度 30~50℃注射压力 80~120MPa(800~1200bar)保压压力注射压力的 30%~60%背压5~10MPa(50~100bar)注射速度为了获得好的表面质量,注射不应该太快(如果必要,采用多级注射)螺杆转速设置中等螺杆转速,最大折合线速度为 0.5m/s计量行程 1.0~3.5D残料量2~6mm,取决于计量行程和螺杆直径预烘干不需要;只有在贮藏条件不好,在 70℃的温度下烘干 1h 就可回收率允许在材料没有热分解的状态下再生利用收缩率1%~2.5%浇口系统对小的制品可采用点式浇口;浇口朝着制品的方向应有圆弧过渡机器停工时段关闭加热,无背压塑化,操作几次挤出循环料筒设备标准螺杆,止逆环,直通喷嘴六、尼龙 6(PA6)料筒温度喂料区60~90℃(70℃)区 1230~240℃(240℃)区 2230~240℃(240℃)区 3240~250℃(250℃)区 4240~250℃(250℃)区 5240~250℃(250℃)喷嘴230~240℃(250℃)括号内的温度建议作为基本设定值,行程利用率为 35%和 65%,模件流长与壁厚之比为 50:1 到 100:1喂料区和区 1 的温度是直接影响喂料效率,提高这些温度可使喂料更平均熔料温度240~250℃料筒恒温220℃模具温度60~100℃注射压力100~160MPa(1000~1600bar),如果是加工薄截面长流道制品(如电线扎带),则需保压压力要达到 180MPa(1800bar)注射压力的 50%;由于材料凝结相对较快,短的保压时间已足够。
注塑常用原料的性能与加工工艺特点

注塑常用原料的性能与加工工艺特点注塑是一种常见的塑料加工方法,常用于制造各种塑料制品。
不同的塑料原料具有不同的性能和加工工艺特点。
下面将介绍几种常用的注塑原料以及它们的性能和加工特点。
1. 聚丙烯(PP):聚丙烯是一种具有良好韧性和耐化学腐蚀性的热塑性塑料。
它具有较高的熔点和热变形温度,因此在注塑过程中需要相对较高的熔融温度和压力。
聚丙烯在注塑加工中容易流动,尺寸稳定,且易于模具成型。
同时,聚丙烯可回收利用,具有环保特点。
2. 聚苯乙烯(PS):聚苯乙烯是一种常见的透明塑料。
它具有较低的熔点和热变形温度,易于熔融和注塑成型。
然而,聚苯乙烯在注塑过程中容易受热破坏和变形,因此在注塑加工中需要控制好熔融温度和冷却时间,以确保产品的质量。
3. 聚丙烯酸甲酯(PMMA):聚丙烯酸甲酯是一种具有良好透明度和耐候性的塑料。
它具有较高的熔点和粘度,注塑时需要较高的加工温度和压力,以确保充分熔化和完整充型。
PMMA还具有良好的刚性和耐化学性,可用于制造透明的塑料产品。
4. 聚乙烯(PE):聚乙烯是一种常见的塑料,具有良好的柔韧性和机械强度。
它具有较低的熔点和粘度,易于熔融和注塑成型。
聚乙烯在注塑过程中容易流动,可用于制造各种形状的产品。
总的来说,不同的注塑原料具有不同的性能和加工工艺特点。
在进行注塑加工时,需要根据原料的特性和要求来选择合适的温度、压力和冷却时间,以确保产品的质量和成型效果。
同时,还需要注意原料的回收利用和环保性能,以实现可持续发展。
在注塑加工中,还存在其他一些常用的塑料原料,下面将继续介绍它们的性能和加工工艺特点。
5. 聚碳酸酯(PC):聚碳酸酯是一种具有良好透明性和耐冲击性的塑料。
它具有较高的熔点和熔融粘度,因此在注塑加工过程中需要较高的温度和压力。
聚碳酸酯的熔融温度接近其热分解温度,因此在加工过程中要注意控制好温度和冷却速率,以防止产生气泡和烧结现象。
6. 聚乙烯醇(PVA):聚乙烯醇是一种水溶性的塑料,具有良好的耐溶解性和粘接性。
入门教材:常用塑料性能、工艺特点大全,新手必备!
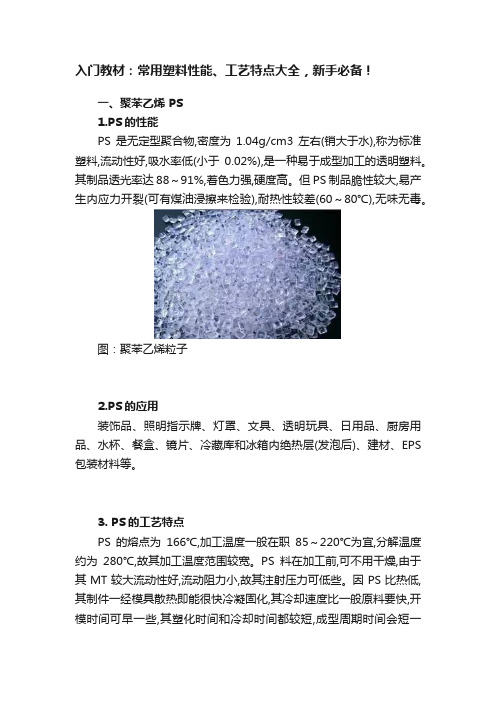
入门教材:常用塑料性能、工艺特点大全,新手必备!一、聚苯乙烯 PS1.PS的性能PS是无定型聚合物,密度为1.04g/cm3左右(销大于水),称为标准塑料,流动性好,吸水率低(小于0.02%),是一种易于成型加工的透明塑料。
其制品透光率达88~91%,着色力强,硬度高。
但PS制品脆性较大,易产生内应力开裂(可有煤油浸擦来检验),耐热性较差(60~80℃),无味无毒。
图:聚苯乙烯粒子2.PS的应用装饰品、照明指示牌、灯罩、文具、透明玩具、日用品、厨房用品、水杯、餐盒、镜片、冷藏库和冰箱内绝热层(发泡后)、建材、EPS 包装材料等。
3. PS的工艺特点PS的熔点为166℃,加工温度一般在职85~220℃为宜,分解温度约为280℃,故其加工温度范围较宽。
PS料在加工前,可不用干燥,由于其MT较大流动性好,流动阻力小,故其注射压力可低些。
因PS比热低,其制件一经模具散热即能很快冷凝固化,其冷却速度比一般原料要快,开模时间可早一些,其塑化时间和冷却时间都较短,成型周期时间会短一些;PS制品的光泽随模温增加而截止好,带有内应力的胶件可在65~80℃水槽内浸泡沫塑料1~2小时,然后缓慢冷却至室温,便能消除内应力。
4. PS的加工条件干燥温度(℃)60~75干燥时间约(hr)1小时(一般不用干燥)模具温度(℃)20~60 残料量(mm) 3~12熔胶温度(℃)180~220 背压(Mpa) 5~10注射压力(Mpa) 70~120 锁模力约(ton/in2) 2注塑速度快速回料转速(rpm) 60~100螺杆类别标准螺杆(直通式喷嘴)停机处理关料闸啤清即可碎料翻用(%) 05. PS的模具制作二、高抗冲击聚苯乙烯 HIPS1、HIPS的性能HIPS为PS的改性材料,密度1.04g/cm3左右,分子中含有5~15%橡胶成份,其韧性比PS提高了四倍左右,冲击强度大大提高,可做结构性材料使用(如:制品上可做扣位、柱位),但易老化。
PS常用塑料材料特性及成型工艺一览表

高10-100倍;
2
PS常用塑料材料特性及成型工艺一览表
1.经润滑过的PA66,以改进下料及脱 Dupont-杜邦 模特性; ZYTEL-101L
280-300
1.热稳定性改良PA66,在高温下仍保持良
好刚性和韧性,因含热稳定剂,在高温下易
变色,原料拉粒及啤塑过程中均会有颜色 Dupont-杜邦 不稳定现象;
时的流动性,总体上ABS的冲击强度,拉伸强度,表面硬度均较
HIPS强;
3.可据三组份不同特性调节组份不同比例而获得不同性能
50-80
80~90 ABS; ℃X2-3H 4.原料颗粒外观浅象牙色,无毒无味,兼有韧,硬,刚等优良的综
合物理机械性能,极好的低温抗冲击性能,尺寸稳定性,电性能,
耐磨性,抗化学药品性,染色性,成型加工和机械加工较好;ABS
ZYTEL70G33HSL
PA66,UL94 HB级,因含热稳定剂,原料在 高温下易发生颜色不稳定现象; 2.耐疲劳,高阻抗,高刚性,高机械强度,在很 宽的范围内仍保持良好性能; 3.成型收缩率0.4-1.1%;
290-305
80-90 80-90 80-90 80-90 80-90 65-120
65-120
燃烧缓慢,离火继续燃烧,火焰呈黄色,冒黑湮,燃烧时软化,烧
焦,发出特殊肉挂气味,无熔融滴落;
5.因组份中丁二烯橡胶成份易在阳光紫外线下氧化降解,因此
ABS耐候性差;实验表明,ABS室外暴露半年,冲击强度下降
30-90
80~90 45%,ABS加黑色后可明显改善其耐候性; ℃X1-2H 6.ABS为中粘度材料,其流动性对剪切速率变化较加工温度变
2.PA6较PA66分子量低,柔韧性高,成型温度低20-30℃;
常用塑料的注塑工艺参数

常用塑料的注塑工艺参数注塑成型是目前塑料加工领域最为常见、也最为广泛的加工方式之一。
而塑料产品质量好坏与注塑工艺的优劣分不开。
因此,正确掌握塑料注塑成型的工艺参数非常重要。
本文将以常用的塑料种类为切入点,详细介绍其注塑工艺参数。
一、聚丙烯(PP)的注塑工艺参数:聚丙烯(PP)是一种热塑性树脂,具有良好的耐酸碱性和耐热性,是一种广泛应用于日常生活和工业中的塑料。
其注塑工艺参数如下:1.注塑温度:200-250℃2.模具温度:30-60℃3.注塑压力:60-100MPa4.射出速度:高于30mm/s5.冷却时间:15-30s二、聚苯乙烯(PS)的注塑工艺参数:聚苯乙烯(PS)是一种透明的、热塑性的合成树脂,具有优良的透明性和抗冲击性能。
其注塑工艺参数如下:1.注塑温度:180-230℃2.模具温度:20-60℃3.注塑压力:50-100MPa4.射出速度:高于30mm/s5.冷却时间:20-30s三、聚碳酸酯(PC)的注塑工艺参数:聚碳酸酯(PC)是一种优良的工程塑料,具有很高的耐热性、抗冲击性和透明性等优点,广泛用于制造电子产品、汽车零部件、音响系统等。
其注塑工艺参数如下:1.注塑温度:260-330℃2.模具温度:80-110℃3.注塑压力:80-140MPa4.射出速度:高于50mm/s5.冷却时间:40-60s四、尼龙(PA)的注塑工艺参数:尼龙(PA)是一种聚酰胺类塑料,具有高的强度和耐磨性,被广泛用于制造化学纤维、汽车零部件和运动器材等领域。
其注塑工艺参数如下:1.注塑温度:240-290℃2.模具温度:80-110℃3.注塑压力:50-120MPa4.射出速度:高于40mm/s5.冷却时间:30-40s五、聚乙烯(PE)的注塑工艺参数:聚乙烯(PE)是一种低密度聚乙烯和高密度聚乙烯两种类型,是一种透明、柔韧的塑料材料,被广泛应用于制造塑料袋、垃圾桶和水暖管道等产品。
其注塑工艺参数如下:1.注塑温度:160-220℃2.模具温度:20-60℃3.注塑压力:30-100MPa4.射出速度:高于30mm/s5.冷却时间:20-30s在实际注塑生产中,各种塑料的注塑工艺参数应根据具体情况进行调整,以确保产品的质量。
PS塑料特性、成型工艺、用途

PS塑料特性、成型工艺、用途
PS塑料特性、成型工艺、用途
PS 聚苯乙烯化学和物理特性大多数商业用的PS都是透明的、非晶体材料。
PS 具有非常好的几何稳定性、热稳定性、光学透过特性、电绝缘特性以及很微小的吸湿倾向。
它能够抵抗水、稀释的无机酸,但能够被强氧化酸如浓硫酸所腐蚀,并且能够在一些有机溶剂中膨胀变形。
典型的收缩率在0.4~0.7%之间。
注塑模工艺条件
干燥处理:除非储存不当,通常不需要干燥处理。
如果需要干燥,建议干燥条件为80C、2~3小时。
熔化温度:180~280C。
对于阻燃型材料其上限为250C。
模具温度:40~50C。
注射压力:200~600bar。
注射速度:建议使用快速的注射速度。
流道和浇口:可以使用所有常规类型的浇口。
典型用途产品包装,家庭用品(餐具、托盘等),电气(透明容器、光源散射器、绝缘薄膜等)。
常用塑料注塑工艺参数

6、RPVC注塑中的注意问题: 选用螺杆式注塑机,不能选用柱塞注塑机; 要做好设备的防腐工作; 所有与PVC塑料接触的部分,不充许对塑化熔体产生任何粘附或 滞留; 设备的温度控制系统应指标准确,反应灵敏; 螺杆长径比可小些,螺杆头部呈尖头;螺杆的压缩比为2~2.5, 螺杆的三段长度可分别设置为40%、40%和20%; 选用孔径的通用喷嘴,并配有加热控温装置; 掌握好清洗料筒的技术; 注意温升程序,并在料筒升温过程中,应密切注意温升情况。 料筒内的物料是否过热,可通过主流道料的表面是否有棕色条纹 来判断。如果主流道的料有棕色条纹,则说明料筒内的塑料已过 热,应立即采取措施,对料筒进行清洗,切不可继续操作; 停机时,应先将料筒内的料全部排完,并用PS或PE等塑料及时清 洗料筒,或加入专用的PVC停车料将料筒原来的RPVC基本过清方 可停机。 停机后立即在模具的型腔与流道表面等处涂油防锈。
1、PS为无定型塑料,熔融温度范围较宽,热稳定性较好; 2、热变形温度为70~100℃,粘流温度为150~204℃, 300℃以上出现分解; 3、PS熔体的粘度对温度的敏感性和对剪切速率的敏感性都适 中,流动性好,易成型; 4、PS树脂的吸水率很低,一般为0.01~0.03%,成型前可 不干燥 ,[必要时,可在70~80℃的循环热风中干燥2~ 3h]。 5、注塑时的料筒温度控制在180~215℃范围内,喷嘴温度比 料筒最高温度低10~20℃。 6、注射压力一般控制在60~150MPa。大浇口、形状简单及厚 壁制品,注射压力可选低些,约60~80MPa。 7、易形成内应力并引起开裂,残余应力问题较为突出。为减 小内应力,加工时往往需要较高的料温、模温,以使熔体 缓慢冷却,取向的分子得到松弛。也可选择流动性高的品 级,或添加流动性助剂;
注塑常用原料的性能及加工工艺特点
注塑常用原料的性能及加工工艺特点注塑成型是一种常见的塑料加工工艺,广泛应用于各种塑料制品的生产中。
在注塑成型过程中,原料的选择对产品的质量和性能起着至关重要的作用。
常用的注塑原料包括聚丙烯(PP)、聚乙烯(PE)、聚苯乙烯(PS)、聚氯乙烯(PVC)、聚丙烯酸酯(PA)、聚碳酸酯(PC)等。
不同的原料具有不同的性能和加工工艺特点,下面将分别介绍。
聚丙烯(PP)是一种常用的注塑原料,具有良好的耐热性、耐腐蚀性和机械性能。
在注塑成型过程中,聚丙烯的熔体流动性较好,易于充填模具,成型后的产品表面光滑,尺寸稳定。
然而,由于聚丙烯的收缩率较大,需要在模具设计和加工工艺中进行充分考虑,以避免产品变形和尺寸偏差。
聚乙烯(PE)是另一种常见的注塑原料,具有良好的耐热性、耐腐蚀性和绝缘性能。
在注塑成型过程中,聚乙烯的熔体流动性较好,易于充填模具,成型后的产品表面光滑,尺寸稳定。
然而,由于聚乙烯的熔体粘度较大,需要在注塑机的参数调节和模具设计中进行充分考虑,以确保产品成型质量。
聚苯乙烯(PS)是一种常用的注塑原料,具有良好的透明性、耐冲击性和加工性能。
在注塑成型过程中,聚苯乙烯的熔体流动性较好,易于充填模具,成型后的产品表面光滑,尺寸稳定。
然而,由于聚苯乙烯的熔体粘度较小,需要在注塑机的参数调节和模具设计中进行充分考虑,以确保产品成型质量。
聚氯乙烯(PVC)是一种常用的注塑原料,具有良好的耐热性、耐腐蚀性和绝缘性能。
在注塑成型过程中,聚氯乙烯的熔体流动性较好,易于充填模具,成型后的产品表面光滑,尺寸稳定。
然而,由于聚氯乙烯的熔体粘度较大,需要在注塑机的参数调节和模具设计中进行充分考虑,以确保产品成型质量。
聚丙烯酸酯(PA)是一种常用的注塑原料,具有良好的耐热性、耐腐蚀性和机械性能。
在注塑成型过程中,聚丙烯酸酯的熔体流动性较好,易于充填模具,成型后的产品表面光滑,尺寸稳定。
然而,由于聚丙烯酸酯的收缩率较大,需要在模具设计和加工工艺中进行充分考虑,以避免产品变形和尺寸偏差。
聚苯乙烯PS塑料的成型加工、性能、结构、物理和化学性能指标
聚苯乙烯PS塑料的成型加工PS属于无定形树脂,没有明显的熔点,熔融温度范围比较宽,可以在120~180℃之间熔融成为熔体。
PS的热稳定性较好,分解温度在300℃以上。
虽然PS在惰性气体中的热稳定性很好,但在受热状态下,热氧会引发其降解反应,因此需要加入抗氧剂,比如主抗氧剂1010和辅助抗氧剂168。
PS的热导率较高,加热和冷却速度都比较快。
PS熔体属于非牛顿流体,熔体黏度适中;黏度强烈依赖剪切速率的变化,但温度的影响也比较明显。
PS的流动性十分好,是一种易于加工的塑料。
PS的吸水率比较低,在加工前一般不需要干燥;如果有特殊需要时(比如要求高的透明性)才干燥,具体干燥温度为70~80℃、1.5小时。
PS在加工中容易产生内应力,除了选择正确的工艺条件、改进制品设计与合理的模具结构外,还应对制品进行热处理。
热处理的条件是:在65~85℃热风循环干燥箱或热水中处理1~3小时。
PS的分子链刚性较大,最好不要加入金属嵌件,防止出现应力开裂现象。
⒉聚苯乙烯PS的加工方法:⑴注塑:选用普通注塑机即可,制品厚度在2.3~3mm范围内时,极限流动长度和厚度比为200:1,脱模斜度不小于1°,排气孔排气槽的深度小于0.03mm,两片模温温度差小于3~6℃。
具体的注塑工艺条件为:成型温度180~215℃,注射压力30~150MPa,模温低于70℃。
⑵挤出:PS可以在普通的挤出机上加工,挤出的制品有管材、棒材、片材、薄膜、纤维等。
成型后未拉伸时强度低、性脆,拉伸后透明度、光泽、强度、韧性都明显提高。
PS的挤出成型温度在150~200℃之间。
⑶发泡成型:用GPPS为原料,发泡剂分为化学发泡剂和物理发泡剂两种。
采用一步法挤出,直接将发泡剂与PS混合好或在挤出熔融段将物理发泡剂注入PS熔体内,挤出发泡、冷却即可。
用GPPS制成泡沫塑料具有泡孔细腻、强度高等优点。
高发泡材料的主要产品为吸塑包装材料如快餐饭盒、美术装饰板和发泡网,低发泡材料则有仿木型材、片材、板材等。
PS常用塑胶材料特性及成型工艺一览表
PS常用塑膠材料特性及成型工藝一覽表材料特性及成型工藝一覽表類別牌號-級別材料性能及成型工藝特性成型溫度(℃) 模溫(℃)ABS Chimei-奇美Polyac PA727 1.電鍍級ABS,耐沖擊,高光澤; 170-200 50-80Chimei-奇美Polyac PA765A 1.熔融指數4.8克/10min,防火級;2.耐光性優秀.3.含有大量溴化物阻燃劑,對成型溫度敏感; 170-200 50-80國喬D150A 1.熔融指數2.3克/10mm;2.成型收縮率0.3-0.6%;3.光澤改良型ABS,超高抗沖擊性,高剛性; 170-230 30-90聯昌行VH823 1.高抗沖阻燃級ABS,高韌度,高流量,防火,阻燃性達UL94V-0;2.熔融指數5-8克/10min;3.成型收縮率0.3-0.5%. 170-200 40-60NYLON標准級尼龍Dupont-杜邦ZYTEL-101L 1.經潤滑過的PA66,以改進下料及脫模特性; 280-300 50-90Dupont-杜邦ZYTEL-103HSL 1.熱穩定性改良PA66,在高溫下仍保持良好剛性和韌性,因含熱穩定劑,在高溫下易變色,原料拉粒及啤塑過程中均會有顏色不穩定現象;2.熱穩定性好,UL溫度指數可達105℃,受熱壽命值,電气性能良好,表面潤滑,改進落料及脫模,阻燃性達UL94V-2級;3.成型收縮率1.5%; 280-305 40-95BASF-巴斯夫ULTRAMID-A3K 1.PA66,高流動,低熔融溫度,韌性好;2.安定級,耐高溫及沸水老化,對人體無害,其添加劑不影響電气性能;3.成型收縮率1.3%-1.5%; 280-300 40-60BASF-巴斯夫ULTRAMID-B3S 1.PA6,結晶固化快,成型周期短,可生成致密晶體;2.高流動,低熔融溫度,抗沖強度高,適合薄壁部件; 250-270 40-60TOYOBOT-804 1.非增強難燃級,1/32"達UL94V-2;2.比重1.14,成型收縮率1.2~1.4%,熔融指數60克/10min; 240-260 80TOYOBOT-808 1.為高粘度擠塑成型用共聚尼龍,不加填料,難燃燒,添加非鹵素型阻燃劑,在0.75MM達UL94V-0;2.吸水率1.3%,平衡吸水率3.0%;3.熔融指數40克/10min;4.成型收縮率1MM厚時0.4%-0.8%,3MM厚時1.0%-1.3%;5.射壓30-45Mpa 240-260 80Clariant6602-L WT-50F 1.潤滑級PA66;2.成型收縮率1.2%-1.7%;3.射壓1200-2000psi;保壓720-1200psi;背壓50-100psi,回料轉速50-100rpm,每啤射膠量為機器容量30%-80%為宜; 260-285 70-90monsonto-孟山都vydyne 21X 1.純PA66,收縮率0.15-0.2%;2.表面潤滑,改善熔膠及離模;3.轉速中速,背壓0-1Mpa,射壓56-138Mpa,保壓56-138Mpa,快速注射270-293 38-93NYLON玻纖增強級BASF-巴斯夫ULTRAMID-A3X2G5 1.25%玻纖增強級PA66,1.55mm,UL94V-0級;2.高流動,低熔融溫度;熔點約255-260℃;3.成型收縮率0.5%-0.75%; 280-300 80-90BASF-巴斯夫ULTRAMID-A3XZG5 1.25%玻纖增強級PA66,UL94V-0級;2.高流動,低熔融溫度;3.耐沖擊增強級; 280-300 80-90BASF- 巴斯夫ULTRAMID-A3X2G7 1.35%玻纖增強級PA66,1.59mmUL94V-0級;2.高流動,低熔融溫度;3.成型收縮率0.45%-0.65%; 280-300 80-90BASF-巴斯夫ULTRAMID-A3EG7 1.35%玻纖增強級PA66;2.安定級,原白色,耐高溫老化,對人身無害,其添加劑不影響電气性能; 280-300 80-90BASF-巴斯夫ULTRAMID-B3EG3 1.15%玻纖增強級PA6;2.安定級,熱穩定性好,原白色,易流動,耐高溫老化,對人身無害,其添加劑不影響電气性能; 280-300 80-90DUPONT-杜邦ZYTEL-70G13HSL 1.13%玻纖增強,熱穩定性改良PA66,因含熱穩定劑,原料在高溫下拉粒及啤塑過程中易發生顏色不穩定現象;2.高剛性,高機械強度;3.成型收縮率0.8%-1.4%; 290-305 65-120DUPONT-杜邦ZYTEL-70G33HSL 1.33%玻纖增強,熱穩定性改良PA66,UL94 HB級,因含熱穩定劑,原料在高溫下易發生顏色不穩定現象;2.耐疲勞,高阻抗,高剛性,高機械強度,在很寬的范圍內仍保持良好性能;3.成型收縮率0.4-1.1%; 290-305 65-120LATI Latamid66 H2G/25-VOCT1 1.25%玻纖增強,耐高溫,優良模塑性;2.添加鹵素阻燃劑,UL94V-0級,自熄;3.成型收縮率0.3%-0.8%;4.宜中速射膠; 260-280 70-90LATI Latamid66 H2G/25-VOKB1 1.25%玻纖增強,耐高溫,優良模塑性,良好機械性能,優良電性能;2.UL94 V-0級,自熄;3.成型收縮率0.4%-0.8%;4.宜中速射膠; 260-280 70-90PSM-荷蘭國家礦業公司StanylTS250F4D 1.20%玻纖繒強尼龍46;2.耐熱性優良,成型周期快,韌性好;DSM AKULON-荷蘭國家礦業公司K224-G6 1.30%玻纖增強尼龍PA6,阻燃級,0.71mm UL94HB;2.成型收縮率0.5-0.7%; 235-260 60-90SchulmanSchulamid 6GF30 30%玻纖增強PA6 280-310 60-100SchulmanSchulamid 66GF30 30%玻纖增強PA66,燃燒性能在1.5MM,UL94 HB級; 250-280 60-100 ALBIS PA6 12%GF 12%玻纖增強Honey well-聯合化學Capron 8233G 1.33%短切玻纖增強PA6,尺寸穩定性好;2.因玻纖短,啤塑分散性好,定向變形小;LNP 工程塑料STAT-KON QCF-1005FRBK8-115 1.基于PA6/10改性尼龍,25%碳纖維增強,抗靜電;2.射壓50-75%系統壓力,背壓50-75%射壓(0-100psi),轉速30-60Mpa,射速快速;3.生產工模需硬化處理(hrc55c),啤完后需檢查工模,炮筒,螺杆磨損情況; 268-275 75-105DUPONT-杜邦ZYTEL FR15 1.基于PA66的阻燃級產品,達UL94V-0級,無增強;2.285℃停留不超過5分鐘;3.宜中速至快速成型,保壓600-1200kg/CM2,背壓0-5kg/CM24.成型收縮率0.9%-1.5%; 270-285 40-80DUPONT-杜邦ZYTEL FR50 1.防火級PA66,25%玻纖增強,冷卻固化快,成型周期短;2.成型收縮率0.4-0.8%; 277-304 65-120SchulmanSchulamid 6GF30 30%玻纖增強PA6 280-310 60-100SchulmanSchulamid 66GF30 30%玻纖增強PA66,燃燒性能在1.5MM,UL94 HB級; 250-280 60-100 ALBIS PA6 12%GF 12%玻纖增強Honey well-聯合化學Capron 8233G 1.33%短切玻纖增強PA6,尺寸穩定性好;2.因玻纖短,啤塑分散性好,定向變形小;LNP 工程塑料STAT-KON QCF-1005FRBK8-115 1.基于PA6/10改性尼龍,25%碳纖維增強,抗靜電;2.射壓50-75%系統壓力,背壓50-75%射壓(0-100psi),轉速30-60Mpa,射速快速;3.生產工模需硬化處理(hrc55c),啤完后需檢查工模,炮筒,螺杆磨損情況; 268-275 75-105DUPONT-杜邦ZYTEL FR15 1.基于PA66的阻燃級產品,達UL94V-0級,無增強;2.285℃停留不超過5分鐘;3.宜中速至快速成型,保壓600-1200kg/CM2,背壓0-5kg/CM24.成型收縮率0.9%-1.5%; 270-285 40-80DUPONT-杜邦ZYTEL FR50 1.防火級PA66,25%玻纖增強,冷卻固化快,成型周期短;2.成型收縮率0.4-0.8%; 277-304 65-120Asahi-旭化成Leona FR370 1.中粘度非增強尼龍,阻燃級,燃燒等級1/16" UL94V-0;2.具良好脫模性,抗模跡性,抗銀紋,劃痕性及良好可塑性,著色性;3.類似于FR200,但提升了焊接耐熱性;4.成型收縮率1.3%-2.0%; 250-265 45-85Asahi-旭化成Leona FR560 1.非增強級尼龍2.延伸率,流動性,脫模性,抗模跡性,抗銀紋,抗劃痕等均優于FR370;尤其延伸率高; 265-275 45-85Asahi-旭化成Leona FR200 1.中粘度非增強尼龍,阻燃級,1/16"UL94V-0,不含鹵素及磷阻燃劑,具優異機械性能,電性能;2.成型背壓0-50kg/CM2;3.成型收縮率1.3%-2.0%; 250-265 45-85Bayer-拜自Makrolon 2805 1.中粘度聚碳酸酯,熔融指數9.5克/10min,良好熱穩定性,易脫模;2.成型收縮率0.6-0.8%; 280-315 85-120Teijin-帝人Panlite LV-2250Y 1.耐高溫,易脫模,熱變形溫度143℃,UL94 V-2級;2.成型收縮率0.5-0.7%;3.射壓98.1-147.1Mpa; 270-320 80-120GE-通用Lexan 241R 1.阻燃及脫模改良級PC;2.成型收縮率0.5-0.7%;3.側入水射速中低速,潛入水快速射膠; 266-300 71-93GE-通用Lexan 940-701 1.不透明中粘度PC,優良阻燃性能,達UL94V-0,良好物理機械性能; 266-316 71-93GE-通用Lexan LS2 1.極佳純凈及透明度,光學級用料,含紫外線吸收劑,極佳耐候性能,防老化;2.抗UV級,中粘度;3.背壓50-100psi,轉速40-70Mpa; 260-310 80-120GE-通用Lexan 503 1.特殊級PC,10%玻纖增強,阻燃,達UL94V-0,添加紫外線吸收劑,耐候性能好,高強度,高剛性,耐高溫,其制品可取代熱固性樹脂及金屬部件;2.背壓50-100psi,轉速40-70rpm; 266-316 80-115Toray-東麗1104G30 1.30%玻纖增強,高強度,高韌性,相對密度1.68;防火級,達UL94V-0;2.成型收縮率0.3-1.0%,吸水率0.08%;3.成型周期短,表面光滑,光澤好;熔點224℃; 230-260 80-90Toray-東麗1104X04 1.無增強防火級PBT,防火性能達UL94V-0級,可作一般阻燃制品;2.射壓800-1400KG/CM2,背壓60-150KG/CM2,射速中至高速,轉速20-60rpm; 230-240 40-80 Toray-東麗1494X02 1.增強阻燃級,1/64"達UL94V-0,不滲移性,可作阻燃性工程制品;2.比重1.43,成型收縮率1.5%-2.0%; 230-240 40-80GE-通用Valox 357 1.沖擊性改良無增強級PBT,防火性能達UL94 V-0級;2.具優良抗化學性,高光澤,高抗沖,易脫模,流動性佳,成型周期短;3.射壓560-700Kg/CM2,保壓350-560Kg/CM2,背壓0-4Kg/CM2,射速中-快,轉速70-100rpm; 228-250 16-120。
PS常用塑料特性及成型工艺一览表

PS塑料可用于制造建筑模板、 装饰板等建筑材料。
03
CATALOGUE
PS塑料成型工艺
注塑成型
总结词
注塑成型是一种常见的塑料加工方法, 通过高温熔融塑料原料,然后注入模具 中冷却固化,得到所需形状和尺寸的塑 料制品。
VS
详细描述
注塑成型具有生产效率高、制品尺寸稳定 、适用范围广等优点。在注塑成型过程中 ,需要将塑料原料加热至熔融状态,然后 通过高压注射入模具中,冷却后开模取出 塑料制品。注塑成型适用于热塑性塑料和 热固性塑料,是生产PS塑料制品常用的 成型工艺之一。
性能
成型裂纹是指在塑料制件 表面出现的不规则裂纹或 断裂现象。
成型裂纹可能是由于多种 因素引起的,如模具设计 不合理、注射工艺参数不 适当、塑料材料性能不佳 等。为了解决这个问题, 可以采取以下措施
合理设计模具结构,特别 是加强筋和支撑结构的设 计,可以提高制件的强度 和刚度,减少成型裂纹的 产生。
PS常用塑料特 性及成型工艺一 览表
contents
目录
• 塑料简介 • PS塑料特性 • PS塑料成型工艺 • PS塑料成型工艺参数 • PS塑料成型工艺问题及解决方案
01
CATALOGUE
塑料简介
塑料定义
塑料
是一种常用于制造各种产品的人 工合成材料,主要由碳、氢和氧 等元素组成。
塑料的特性
04
CATALOGUE
PS塑料成型工艺参数
温度参数
料温
PS塑料的熔点一般在180-220℃之间,料温的选择要根据具体的成型工艺和产品要求而定 。料温过低会导致塑料流动性差,充模困难,产品表面光泽度差;料温过高则会导致塑料 分解,影响产品性能。
常用塑料主要性能及注射成型工艺要点
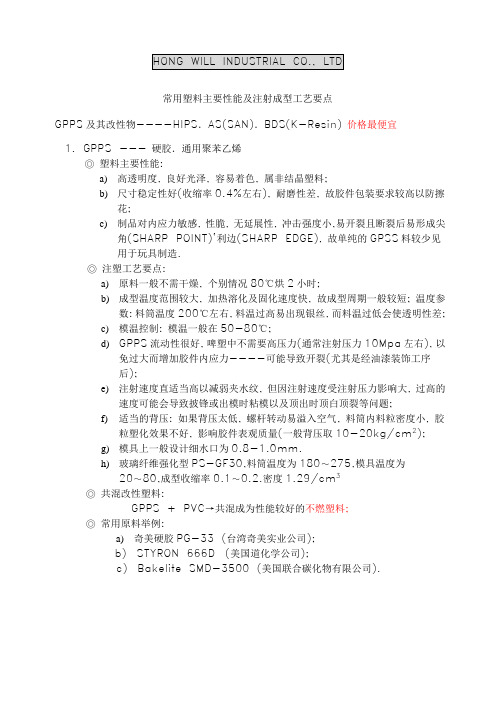
常用塑料主要性能及注射成型工艺要点GPPS及其改性物----HIPS.AS(SAN).BDS(K-Resin)价格最便宜1. GPPS --- 硬胶.通用聚苯乙烯◎塑料主要性能:a) 高透明度, 良好光泽, 容易着色, 属非结晶塑料;b) 尺寸稳定性好(收缩率0.4%左右), 耐磨性差, 故胶件包装要求较高以防擦花;c) 制品对内应力敏感, 性脆, 无延展性, 冲击强度小,易开裂且断裂后易形成尖角(SHARP POINT)`利边(SHARP EDGE), 故单纯的GPSS料较少见用于玩具制造.◎注塑工艺要点:a) 原料一般不需干燥, 个别情况80℃烘2小时;b) 成型温度范围较大, 加热溶化及固化速度快, 故成型周期一般较短; 温度参数: 料筒温度200℃左右, 料温过高易出现银丝, 而料温过低会使透明性差;c) 模温控制: 模温一般在50-80℃;d) GPPS流动性很好, 啤塑中不需要高压力(通常注射压力10Mpa左右), 以免过大而增加胶件内应力----可能导致开裂(尤其是经油漆装饰工序后);e) 注射速度直适当高以减弱夹水纹, 但因注射速度受注射压力影响大, 过高的速度可能会导致披锋或出模时粘模以及顶出时顶白顶裂等问题;f) 适当的背压: 如果背压太低, 螺杆转动易溢入空气, 料筒内料粒密度小, 胶粒塑化效果不好, 影响胶件表观质量(一般背压取10-20kg/cm2);g) 模具上一般设计细水口为0.8-1.0mm.h) 玻璃纤维强化型PS-GF30,料筒温度为180~275,模具温度为20~80,成型收缩率0.1~0.2.密度1.29/cm3◎共混改性塑料:GPPS + PVC→共混成为性能较好的不燃塑料;◎常用原料举例:a) 奇美硬胶PG-33 (台湾奇美实业公司);b) STYRON 666D (美国道化学公司);c) Bakelite SMD-3500 (美国联合碳化物有限公司).2.HIPS --- 不碎胶. 高冲击聚本乙烯@ 塑料主要性能:a) 着色性好;b) 与GPPS比较是加入了5-20%的丁二(一般用顺丁橡胶或丁苯橡胶), 成份,故抗冲击性大大提高.@ 注塑工艺要点:a) 流动性小于GPPS, 故成型温度` 压力都稍高;b) 冷却速度较GPPS慢, 故需要足够的保压力和保压时间以及充分的冷却条件以减少局部收缩及冷却变形.@ 共混改性塑料:HIPS + GPPS→混和啤塑, 调整比例使塑料具有足够强度及良好表观质量. @ 常用原料举例:a) HIPS STYRON 470,475U (DOW Chemical Co., Ltd)b) Dolyrex PH-66 (台湾奇美实业公司)c) HIPS HI-425 (NIWON Co., Ltd 。
PS ,HIPS,PMMA等塑料特性及工艺

PS ,HIPS,PMMA等塑料特性及工艺1 PS的性能PS为无定形聚合物,流动性好,吸水率低(小于00.2%),是一种易于成型加工的透明塑料。
其制品透光率达88-92%,着色力强,硬度高。
但PS制品脆性大,易产生内应力开裂,耐热性较差(60-80℃),无毒,比重1.04g\cm3左右(稍大于水)。
2 PS的工艺特点PS熔点为166℃,加工温度一般在185-215℃为宜,分解温度约为290℃,故其加工温度范围较宽。
PS料在加工前,可不用干燥,由于其MI较大、流动性好,注射压力可低些。
因PS比热低,其制作一些模具散热即能很快冷凝固化,其冷却速度比一般原料要快,开模时间可早一些。
其塑化时间和冷却时间都较短,成型周期时间会减少一些;PS制品的光泽随模温增加而越好。
HIPS1 HIPS的性能HIPS为PS的改性材料,分了中含有5-15%橡胶成份,其韧性比PS提高了四倍左右,冲击强度大大提高。
它具有PS具有成型加工、着色力强的优点。
HIPS制品为不透明性。
HIPS吸水性低,加工时可不需预先干燥。
2 HIPS的工艺特点因HIPS分子中含有5-15%的橡胶,在一定程度上影响了其流动性,注射压力和成型温度都宜高一些。
其冷却速度比PS慢,故需足够的保压压力、保压时间和冷却进间。
成型周期会比PS稍长一点,其加工温度一般在190-240℃为宜。
HIPS制件中存在一个特殊的“白边”的问题,通过提高模温和锁模力、减少保压压力及时间等办法来改善,产品中夹水纹会比较明显。
AS(SAN)1 AS的性能AS为苯乙烯-丙烯睛共聚体,不易产生内应力开裂。
透明度很高,其软化温度和搞冲击强度比PS高。
2 AS的工艺特点AS的加工温度一般在200-250℃为宜。
该料易吸湿,加工前需干燥一小时以上,其流动性比PS稍差一点,故注射压力亦略高一些。
模温控制在45-75℃较好。
ABS1 ABS的性能ABS为丙烯睛-丁二烯-苯乙烯三元共聚物,具有较高的机械强度和良好“坚、韧、钢”的综合性能。
注塑常用原料的性能及加工工艺特点

环保型原料:随着环保意识的提高,环 保型原料将越来越受到重视
功能性原料:具有特殊性能的原料,如 耐高温、耐腐蚀等,将越来越受到关注
复合型原料:将不同性能的原料复合, 以获得更好的综合性能
智能化生产:随着科技的发展,智能化 生产将成为注塑原料生产的趋势
定制化服务:根据客户的需求,提供定 制化的原料和服务,以满足不同客户的 需求
添加标题
注塑加工工艺特点包 括注射成型、挤出成 型、吹塑成型等
添加标题
注塑加工工艺特点包 括注射成型、挤出成 型、吹塑成型等
添加标题
注塑加工工艺特点包 括注射成型、挤出成 型、吹塑成型等
对未来注塑行业发展的展望
技术进步:注塑技术将更加智能化、自动化,提高生产效率和产品质量
环保要求:注塑行业将更加注重环保,采用可降解、可回收的塑料原料
域
加工工艺:注 塑、挤出、吹
塑等
特点:易于成 型、成本低、
环保
聚乙烯(PE)
性能:具有良好的耐热性、耐寒性、耐化学性、耐老化性等 加工工艺:可采用挤出、吹塑、注塑等加工工艺 应用:广泛应用于包装、建筑、汽车、电子等领域 特点:具有优良的电绝缘性能、耐候性、耐化学性等
聚 酰 胺 ( PA )
性能:具有优良的机械性能、耐热 性、耐化学性
应用:广泛应用于汽车、电子、机 械等领域
添加标题
添加标题
添加标题
添加标题
加工工艺特点:易于加工,成型速 度快,尺寸稳定性好
缺点:吸湿性较强,容易产生水解 和热分解
聚碳酸酯(PC)
性能:具有高强度、高韧性、耐热、耐寒、耐化学腐蚀等优良性能 应用:广泛应用于汽车、电子、建筑、医疗等行业 加工工艺:注塑成型、挤出成型、吹塑成型等 特点:易于加工,成型速度快,生产效率高,成本低廉
ps常用塑胶材料特性及成型工艺一览表.xls
7.ABS熱穩定性較好,一般160℃以上即可成型,250℃變色,270℃分解;
8.ABS一般吸水率0.3%-0.8%,成型收縮率0.4%-0.5%,溢邊值約0.05mm;
30- 80~90℃ 9.防火級ABS成型溫度應較標准級低,水口宜大,以免防火劑過熱分解析出而
90 X1-2H 在水口位產生白花斑;
<0.2%
下使用);無毒,無臭,不霉爛,有自熄性,耐候性好,但染色性差;化學穩定性
好,但易受溫度的影響;吸水性大,水份影響尺寸穩定性和電性能;玻璃纖維增
40-60
80℃X2~4H,成 型允含水率
強后耐海水,耐溶劑耐油,但不耐酸,電絕緣性好,可減少吸水率,且可長期在
<0.2%
高溫,高濕度下工作;
80℃X2~4H,成 6.材料燃燒時放出特殊蛋白質燃燒味,火焰藍色,上端呈黃色,屬自熄性材料, 80 型允含水率 具一定阻燃尼龍性能.
材料性能及成型工藝特性
成型溫 模溫 度(℃) (℃)
焗料
材料性能及成型工藝共性
版次:01
1.25%玻纖增強級PA66,1.55mm,UL94V-0級; BASF-巴斯夫 2.高流動,低熔融溫度;熔點約255-260℃;
ULTRAMID- 3.成型收縮率0.5%-0.75%; A3X2G5
280-300
80~100℃ X3H
9.尼龍易吸濕,成型前必須干燥,加工允含水率<0.2%;另尼龍對氧敏感,高溫 下易氧化降解,宜用真空抽濕設備干燥,焗料溫度高于90℃易氧化變色; 10.尼龍熔融粘度低,流動性極好,零件易有披鋒及因气燒焦;炮咀易流誕,回 料易返膠;玻纖級則不易發生; 11.熔點高,PA6為228℃;PA66為265℃;成型溫度窄,熔融態熱定性差,300℃下 滯留時間<30min; 12.尼龍收縮率大(約1.5%-1.7%),尺寸變化大,易產生縮水,光印,需較大保壓 進行補膠; 13.尼龍分子鏈易在啤塑流動中產生定向,從而導致零件收縮不勻而產生內應 力,發生變形; 14.玻纖增強尼龍較純尼龍熱變形溫度提升約60℃,疲勞強度提升約50%; 15.尼龍吸濕率大,零件啤出后一般需進行調濕處理,以穩定零件尺寸,增加韌 性;吸濕后含水率一般達2-2.5%,尺寸一般會脹大一些; 16.因玻纖在流動中會順流動方向展開而使冷卻時發生流動定向,流動方向收 縮率較橫向小,一般而言,玻纖增強級收縮率橫向約為流動方向的1.5至2.5 倍;
常用塑料的性能及工艺特点简介

常用塑料的性能及工艺特点简介聚苯乙烯(P S)1. PS的性能:PS是无定型聚合物,密度为1.04g/cm3左右(销大于水),称为标准塑料,流动性好,吸水率低(小于0.02%),是一种易于成型加工的透明塑料.其制品透光率达88~91%,着色力强,硬度高.但PS制品脆性较大,易产生内应力开裂(可有煤油浸擦来检验),耐热性较差(60~80℃),无味无毒.2. PS的应用:装饰品、照明指示牌、灯罩、文具、透明玩具、日用品、厨房用品、水杯、餐盒、镜片、冷藏库和冰箱内绝热层(发泡后)、建材、EPS包装材料等.3. PS的工艺特点:PS的熔点为166℃,加工温度一般在职85~220℃为宜,分解温度约为280℃,故其加工温度范围较宽.PS 料在加工前,可不用干燥,由于其MT较大流动性好,流动阻力小,故其注射压力可低些.因PS比热低,其制件一经模具散热即能很快冷凝固化,其冷却速度比一般原料要快,开模时间可早一些,其塑化时间和冷却时间都较短,成型周期时间会短一些;PS制品的光泽随模温增加而截止好,带有内应力的胶件可在65~80℃水槽内浸泡沫塑料1~2小时,然后缓慢冷却至室温,便能消除内应力.苯乙烯-丙烯腈共聚物(AS或AN)1、AS的性能:AS为丙烯-苯乙烯的共聚体,也称作SAN,密度1.07g/cm3左右,它不易产生内应力开裂.透明度较高,其软化温度和抗冲击强度比PS高,耐疲劳性差.2、AS的应用:托盘类、杯、餐具、冰箱内格、旋钮、灯饰配件、饰物、仪表镜、包装盒、文具、气体打火机、牙刷柄等.3、AS的加工条件AS加工温度一般在210~250℃为宜.该料较易吸湿,加工前需干燥一小时以上,其流动性比PS稍差一点,故注射压力亦略高一些,模温控制在45~75℃较好.高抗冲击聚苯乙烯(H I P S)1、HIPS的性能: HIPS为PS的改性材料,密度1.04g/cm3左右,分子中含有5~15%橡胶成份,其韧性比PS提高了四倍左右,冲击强度大大提高,可做结构性材料使用(如:制品上可做扣位、柱位),但易老化.它也具有PS易于成型加工、着色力强的优点,HIPS制品为不透明性;HIPS吸水性低,加工时可不需预先干燥.2、HIPS的应用:各类家庭电器外壳、电子零件、电子仪表壳、冷藏库和冰箱内壳、电话壳、文具、玩具、建材、包装材料等.3、HIPS的工艺特点:因HIPS分子含有5~15%的橡胶成分,在一定程度上影响了其流动性,注射压力和成型温度都宜高一些.其冷却速度比PS慢,故需足够的保压压力、保压时间和冷却时间.成型周期会比PS稍长一点,其加工温度一般在175~230℃为宜.HIPS制件中存在一个特殊的“白边”问题,可通过提高模温和锁模力、减少保压压力及保压时间等办法来改善,产品中夹水纹会比较明显.K 料(B S)1、K 料的性能:K料是由苯乙烯与丁二烯共聚而成,它是无定型聚合物,又称人造橡胶.透明、无味、无毒、密度为1.01g/cm3左右(比PS、AS的低),耐冲击性能比AS高,透明性(80~90%)好,热变形温度为77℃,耐化学性较差,易受油、酸、碱及活性强的有机溶剂侵蚀.K料中含有丁二烯成分的多少,其硬度亦不同,由于K 料的流动性好,加工温度范围较宽,所以其加工性能良好(MFI为8克/10分钟).2、K料的应用:杯子、盖子、瓶、合页式盒子、衣架、玩具、PVC的代用料制品、食品包装及医药包装用品等.3、K料的工艺特点:K料的吸水性低,加工前可不用干燥,如果K料长时间在湿度大的环境中敞开式存放,则需干燥(65℃以下),而且流动性好,易于加工,其加工温度范围较宽,一般为170~250℃之间,不结晶,收缩率低(0.4~0.7%).K料在高于260℃时,若熔料在料筒中停留时间长(20分钟以上),会引致热降解,影响其透明度,甚至会变色变脆.宜用“低压、中速、中温”的条件成型,模具温度宜在20~60℃之间,较厚的制品,取出后可放入水中冷却,以得到均匀冷却,避免出现空洞现象.丙烯腈-丁二烯-苯乙烯共聚物(ABS)1、ABS的性能:ABS为丙烯腈-丁二烯-苯乙烯三元共聚物,它是无定型聚合物,密度为1.05g/cm3左右,具有较高的机械强度和良好“竖、韧、钢”的综合性能.ABS是一种应用广的工程塑料,其品种多样,用途广泛,也称“通用工程塑料”,(MBS称为透明ABS),易于成型加工,耐化学腐蚀性差,制品易电镀.2、ABS的应用:泵叶轮、轴承、把手、管道、电器外壳、电子产品零件、玩具、表壳、仪表壳、水箱外壳、冷藏库和冰箱内壳.3、ABS的工艺特点:(1)ABS的吸湿性较大和耐温性较差,在成型加工前必须进行充分干燥和预热,将水分含量控制在0.03%内.(2)ABS树脂的熔融粘度对温度的敏感性较低(与其它无定型树脂不同).ABS的注射温度虽然比PS稍高,但不能像PS那样有较宽松的升温范围,不能用盲目升温的办法来降低其粘度,可用增加螺杆转速或提升注射压力/速度的办法来提高其流动性.一般加工温度在190~235℃为宜.(3)ABS的熔融粘度属中等,比PS、HIPS、AS均较高,流动性较差,需采用较高的注射压力啤贷.(4)ABS采用中等到注射速度啤贷效果好(除非形状复杂、薄辟制件需用较高的注射速度),产品水口位易产生气纹.(5)ABS成型温度较高,其模温一般调节在45~80℃.生产较大产品时,定模(前模)温度一般比动模(后模)略高5℃左右为宜(6)ABS在高温炮筒内停留时间不宜过长(应小于30分钟),否则易分解发黄.聚对苯二甲酸丁二醇酯( P B T )1、PBT的性能:PBT是一种性能优良的结晶性工程塑料,刚性和硬度高,热稳定性好.密度为1.30~1.38g/cm3,结晶熔点为220~267℃;它具有优良的抗冲击性能,因摩擦系数低而耐磨性极优,尺寸稳定性好,吸湿性较小,耐化学腐蚀性好(除浓硝酸外);易水解,制品不宜在水中使用,成型收缩率为1.7~2.2%(较大),制品经120℃退火后可提高其抗冲击强度10~15%.2、PBT的应用:用在要求润滑性及耐腐蚀的一些部件中,如齿轮、轴承、医药用品、工具箱和搅拌棒、打球用防护面罩、页轮、螺旋桨、滑片、泵壳等.3、PBT的工艺特点:PBT注塑之前一定要在110~120℃的温度下干燥3小时左右,成型加工温度为250~270℃,模温控制在50~75℃为宜.因该料从熔融状态一经冷却,则会立即凝固结晶,故其冷却时间较短;若喷嘴温度控制不当(偏低),流道(水口)易冷却固化,会出现堵嘴现象.若料筒温度超过275℃或熔料在料筒中停留时间超过30分钟,易引起材料分解变脆.PBT注塑时需用较大水口进胶,不宜使用热流道系统,模具排气要良好,宜用“高速、中压、中温”的条件成型加工,防火料或加玻纤的PBT水口料不宜再回收利用,停机时需用PE 或PP料及时清洗料管,以免碳化.有机玻璃(P M M A)1、PMMA的性能:PMMA为无定型聚合物,俗称有机玻璃(亚加力),密度为1.18g/cm3左右.透明度极好,透光率为92%,它是很好的光学材料;耐热性较好(热变形温度为98℃),其产品机械强度中等表面硬度低、易被硬物划伤而留下痕迹,与PS相比,不易脆裂.2、PMMA的应用:仪表镜片、光学制品、电器、医疗器材、透明模型、装饰品、太阳镜片、假牙、广告牌、钟表面板、汽车尾灯、挡风玻璃等.3、PMMA的工艺特点:PMMA的加工要求较严格,它对水份和温度很敏感,加工前要充分干燥,其熔体粘度较大,需在较高温度(219~240℃)和压力下成型,模温在65~80℃较好.PMMA热稳定性不太好,受高温或在较高温度下停留时间过长都会造成降解.螺杆转速不宜过大(60rpm左右即可),较厚的PMMA制件内易出现“空洞”现象,需用大浇口和“高料温、高模温、慢速”注射的条件来加工的.聚乙烯(P E)1、PE的性能:PE是塑料中产量最大的一种塑料,密度为0.94g/cm3左右,特点是半透明、质软、无毒、价廉、加工方便.PE是一典型的结晶型高聚物且有后收缩现象.它的种类较多,常用的有LDPE较软(俗称软胶或花料),HDPE俗称硬性软胶,它比LDPE硬,透光性差,结晶度大;LLDPE性能非常优良,与工程塑料相似.PE耐化性好,不易腐蚀,印刷困难,印刷前表面需要进行氧化处理.2、PER的应用:HDPE……包装胶袋、日用品、水桶、电线、玩具、建材、容器LDPE……包装胶袋、胶花、玩具、高频电线、文具等3、PE的工艺特点:PE制件最显着的特点是成型收缩率大,易产生缩水和变形.PE料吸水性小,可不用干燥.PE的加工温度范围很宽,不易分解(分解温度约为300℃),其加工温度为180~220℃较好;若注射压力大,制品密度则高,收缩率较小.PE流动性中等,保压时间需较长,并保持模温的恒定(40~70℃).PE的结晶程度和成型工艺条件有关,它有较高的凝固温度模温低,结晶度就低.在结晶过程中,因收缩的各向异性,造成内部应力集中,PE制件易变形和开裂.产品放在80℃热水中水浴,可使内应力得到一定的松弛.成型过程中,料温和模温偏高一些为宜,注射压力在保证制件质量的前提下应尽量偏低,模具的冷却特别要求迅速均匀,产品脱模时较烫.聚丙烯(P P)1、PP的性能:PP为结晶型高聚物,密度仅为0.91g/cm3(比水小),常用塑料中PP最轻.通用塑料中,PP的耐热性最好,其热变形温度为80~100℃,能在沸水中煮.PP具有良好的耐应力开裂性能,有很高的弯曲疲劳寿命,俗称“百折胶”.PP的综合性能优于PE料,PP产品质轻、韧性好、耐化学性好.PP的缺点:尺寸精度低、刚性不足、耐候性差,易产生“铜害”,它具有后收缩现象,制品易老化、变脆和变形.2、PP的应用:各类家庭用品、透明锅盖、化学品输送管道、化学品容器、医疗用品、文具、玩具、抽丝、水杯、周转箱、管材、合页等.3、PP的工艺特点:PP在熔融温度下有较好的流动性,成型性能好,PP在加上有两个特点:其一:PP熔体的粘度随剪切速率的提高而明显的下降(受温度影响较小);其二:分子取向程度高而呈现较大的收缩率.PP的加工温度在200~250℃左右较好,它有良好的热稳定性(分解温度为310℃),但高温下(280~300℃),长时间停留在炮筒中会有降解的可能.因为PP的粘度随着剪切速率的提高有明显的降低,所以提高注射压力和注射速度会提高其流动性;若要改善收缩变形和凹陷,模温宜控制在35~65℃范围内,PP的结晶温度为120~125℃.PP熔体能穿越很窄的模具缝隙而出现披锋.PP在熔化过程中,要吸收大量的熔解热(比热较大),产品出模后比较烫.PP 料加工时不需干燥,PP的收缩率和结晶度比PE低.乙酸丁酸纤维素( C A B )1、CAB的性能:CAB是一种无定型纤维素类塑料,密度为1.15~1.22g/cm3,因其组成不同,有透明、半透明、不透明三种状态.它是纤维素塑料中韧性最好的品种之一,能耐高动态疲劳,透气性好,透水率高,耐旋光性、耐候性及耐化学性特佳,成型收缩率为0.3~0.8%,尺寸稳定性好.2、CAB的应用:眼镜架、闪光灯、安全镜、医药用具及盘子、工具柄、小型电气绝缘零件.3、CAB的工艺特点:CAB的熔点为140℃,成型加工温度在180~230℃为宜,加工前一定要在80℃的温度下干燥2小时左右,模具温度应控制在40~70℃之间.宜用“中压、中速、中温”的条件成型加工,可适用于大多数类型的水口进浇,热稳性较好,停机时无需用其它料清洗炮筒.聚酰胺( P A )1、PA的性能:PA也是结晶型塑料,俗称尼龙,密度为1.13g/cm3左右,品种很多,应用于注塑加工的常有尼龙6、尼龙1010、尼龙610等.尼龙具有机械强度高、韧性好、耐疲劳、表面光滑、有自润滑性,摩擦系数小、耐磨、耐热(100℃内可长期使用)、耐腐蚀、制件重量轻、易染色、易成型等优点.PA的缺点是:极易吸水、注塑条件要求苛刻,尺寸稳定性较差;因其比热大,产品脱模时很烫.PA66是PA系列中机械强度最高、应用最广的品种,因其结晶度高,故其刚性、耐热性都较高.2、PA的应用:高温电气插座零件、电气零件、齿轮、轴承、滚子、弹簧支架、滑轮、螺栓、叶轮、风扇叶片、螺旋桨、高压封口垫片、阀座、输油管、储油容器、绳索、扎带、传动皮带、砂轮粘合剂、电池箱、绝缘电气零件、线芯、抽丝等.3、PA的工艺特点:因PA极易吸湿,加工前一定要进行干燥(最好使用真空抽湿干燥器),含水量应控制在0.25%以下,原料干燥得越好,制品表面光泽性就越高,否则比较粗糙;但是干燥不宜太充分,含水分要保证在0.15%左右.PA 不会随受热温度的升高而逐渐软化,熔点很明显,温度一旦达到熔点就出现流动(与PS、PE、PP等料不同);尼龙料的流变特性是其粘度对剪切速率不敏感.PA的粘度远比其它热塑性塑料低,且其熔化温度范围较窄(仅5℃左右).PA流动性,容易充模成型,也易走披锋.喷嘴易出现“流涎”现象,最好用弹弓针阀式喷嘴,否则抽胶量需大一点.PA熔点高,凝固点也高,熔料在模具内随时会因温度降低到熔点以下而凝固,妨碍充模成型的完成,易出现堵嘴或堵浇口现象.所以,必须采用高速注射(薄壁或长流程制件尤其这样),保压时间要短,尼龙模具要有充分的排气措施. PA熔融状态时热稳定性较差,易降解;料筒温度不宜超过300℃,熔料在料筒内加热时间不宜超过30分钟.PA对模温要求很高,可利用模温的高低来控制其结晶性,以获得所需的性能.PA注塑时模温在50~90℃之间较好,PA6加工温度在230~250℃为宜,PA66加工温度为260~290℃;PA制品有时需要进行“调湿处理”,以提高其韧性及尺寸稳定性.聚甲醛( P O M )1、POM的性能:POM是结晶型塑料,密度为1.42g/cm3,它的钢性很好,俗称“赛钢”.它具有耐疲劳、耐蠕变、耐磨、耐热、耐冲击等优良的性能,且摩擦系数小,自润滑性好.POM不易吸湿,吸水率为0.22~0.25%,在潮湿的环境中尺寸稳定性好,其收缩率为2.1%(较大),注塑时尺寸较难控制,热变形温度为172℃,聚甲醛有均聚甲醛两种,共性能不同(均聚甲醛耐温性好一点).2、POM的应用:可代替大部分有色金属、汽车、机床、仪表内件、轴承、紧固件、齿轮、弹簧片、管道、运输带配件、电水煲、泵壳、沥水器、水龙头等.3、POM的工艺特点:POM加工前可不用干燥,最好在加工过程中进行预热(80℃左右),对产品尺寸的稳定性有好处.POM的加工温度很窄(195~215℃),在炮筒内停留时间稍长或温度超过220℃时就会分解,产生刺激性强的甲醛气体.POM料注塑时保压压力要较大(与注射压力相近),以减少压力降.螺杆转速不能过高,残量要少;POM产品收缩率较大,易产生缩水或变形.POM比热大,模温高(80~100℃),产品脱模时很烫,需防止烫伤手指.POM宜在“中压、中速、低料温、较高模温”的条件下成型加工,精密制品成型时需用模温机控制模温.聚碳酸酯( P C )1、PC的性能:PC为无定型塑料,俗称防弹胶,密度为1.2g/cm3,透明性好.它具有优良的“韧而刚”的综合性能,机械强度高、韧性好、耐冲击强度极高、耐热耐候性好、尺寸精度和稳定性高、易着色、吸水率低.PC热变形温度为135~143℃,可长期在120~130℃的工作温度下使用.PC的缺点是:耐化学腐蚀性差、耐疲劳强度低、熔融粘度大、流动性差、对水份极敏感,易产生内应力开裂现象.2、PC的应用:高温电气制品、风筒壳、火牛壳、电工用具、电机壳、工具箱、奶瓶、冷饮机壳、照相机零件、安全帽、齿轮、食品盘子、医疗器材、导管、发夹、吹风筒、理发用品、鞋跟、纤维增强后可作结构更强的工程零件、CD碟.3、PC的工艺特点:PC料对温度很敏感,其熔融粘度随温度的提高而明显降低,流动加快.对压力不敏感,要想提高其流动性,采取升温的办法较快.PC料加工前要充分干燥(120℃左右),水分应控制在0.02%以内.PC料宜采用“高料温、高模温和高压中速”的条件成型,模温控制在80~110℃左右较好,成型温度在280~320℃为宜。
ps塑料成型工艺参数
ps塑料成型工艺参数摘要:I.简介- PS 塑料的基本特性II.PS 塑料的成型工艺参数- 注塑成型- 熔融温度- 注射速度- 注射压力- 模具温度- 挤出成型- 挤出温度- 挤出速度- 模具温度III.PS 塑料成型过程中的影响因素- 材料本身的因素- 塑料的类型和质量- 材料的颜色和添加剂- 设备因素- 注塑机和挤出机的类型和性能- 模具的设计和质量- 工艺参数的因素- 温度控制- 压力控制- 成型时间IV.PS 塑料成型的应用领域- 工业应用- 电子消费品- 汽车零部件- 包装材料- 医疗应用- 医疗器械- 医疗包装正文:PS 塑料,即聚苯乙烯,是一种广泛应用于工业和医疗领域的塑料材料。
由于其良好的物理和化学性能,如高抗冲击性、耐热性和透明性,PS 塑料在成型工艺中具有广泛的应用。
在PS 塑料的成型工艺中,注塑成型和挤出成型是最常见的两种方法。
注塑成型是一种将熔融的PS 塑料通过注射入模具中,使其在模具中冷却固化的过程。
而挤出成型则是将PS 塑料在高温下熔化,并通过挤出机将熔体挤出成所需形状的制品。
在注塑成型过程中,熔融温度、注射速度、注射压力和模具温度是影响成型效果的重要参数。
一般来说,PS 塑料的熔融温度在200-220 摄氏度左右,注射速度在30-120 毫米/秒之间,注射压力在50-100 兆帕,模具温度在40-80 摄氏度。
挤出成型过程中,挤出温度、挤出速度和模具温度也是关键的工艺参数。
通常,PS 塑料的挤出温度在180-220 摄氏度,挤出速度在10-30 米/分钟,模具温度在40-80 摄氏度。
在PS 塑料成型过程中,有许多因素会影响到成型的效果,包括材料本身的因素、设备因素和工艺参数的因素。
材料本身的因素主要包括塑料的类型和质量、材料的颜色和添加剂等。
设备因素主要包括注塑机和挤出机的类型和性能,以及模具的设计和质量。
工艺参数的因素主要包括温度控制、压力控制和成型时间等。
由于其优异的性能,PS 塑料在许多领域都有广泛的应用。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
17.玻纤增强尼龙生产工模及螺杆炮筒均需硬化,以增加耐 磨性;工模硬度一般HRC55以上; 18.玻纤增强尼龙固化速度较非增强尼龙快约10%-30%,玻 纤产品表面不良(白花,非玻纤分布不匀)因固化快而产生,因 固化快,胶料未能及时完全包褒履盖玻纤而使表面粗糙,产生 白花,通常亦称为浮纤现象;因此宜快速注射; 19.玻纤增强级尼龙回料速度及背压不宜高,以免玻纤剪断 而破坏并降低物性; 20.玻纤尼龙开机程序: A.设定料缸温度在正常操作温度30℃以下,设定射咀温度在 正常操作温度,20分钟后再升高料缸温度至正常; B.温度稳定后,先手动点动抽松螺杆,再慢速转动螺杆,打开 料阐放一点料后再关闭,确定运转正常后方进行调校; 21.停机需及时清炮,可用洗炮料,PP,PS或纯尼龙过炮; 22.一般纯尼龙不会因水口添加而发生明显物性降低,但玻 纤强化尼龙因玻纤切断,强度会下降,水口添加必须严格控制. 23.荷兰DSM Stanyl尼龙为PA46,具有一般尼龙不具备的 特性:
50F 背压50-100psi,回料转速50-100rpm,每 啤射胶量为机器容量30%-80%为宜;
260-285
1.纯PA66,收缩率0.15-0.2%;
monsonto-孟 2.表面润滑,改善熔胶及离模;
山都vydyne 3.转速中速,背压0-1Mpa,射压56-
21X
138Mpa,保压56-138Mpa,快速注射
2.PA6较PA66分子量低,柔韧性高,成型温度低20-30℃;
80℃X2~4H, 成型允含水率
பைடு நூலகம்
3.尼龙随温度及吸水的增加,拉伸强度急剧下降,而冲击强度 明显提高,困此可调湿处理增加韧性;
<0.2%
4.尼龙抗蠕变性能较差,因此不适于制造精密制品;
5.尼龙为结晶性材料,其先胺基团有极性,能形成氢键,所以
机械性能优秀,具抗冲击性,是坚韧的工程塑料,尼龙结晶度
高,熔点明显;表面硬度大,耐磨耗,摩擦系数小,有自润滑性和
80℃X2~4H, 成型允含水率
消音;低温性能良好,有一定耐热性(可在100℃以下使用);无
<0.2%
毒,无臭,不霉烂,有自熄性,耐候性好,但染色性差;化学稳定性
好,但易受温度的影响;吸水性大,水份影响尺寸稳定性和电
VOKB1
机械性能,优良电性能; 2.UL94 V-0级,自熄; 3.成型收缩率0.4%-0.8%; 4.宜中速射胶;
260-280
70-90 70-90
80~100℃X 3H
80~100℃X 3H
PS常用塑料材料特性及成型工艺一览表
1.20%玻纤缯强尼龙46; PSM-荷兰国 2.耐热性优良,成型周期快,韧性好; 家矿业公司
高10-100倍;
2
PS常用塑料材料特性及成型工艺一览表
1.经润滑过的PA66,以改进下料及脱 Dupont-杜邦 模特性; ZYTEL-101L
280-300
1.热稳定性改良PA66,在高温下仍保持良
好刚性和韧性,因含热稳定剂,在高温下易
变色,原料拉粒及啤塑过程中均会有颜色 Dupont-杜邦 不稳定现象;
A3X2G5 3.成型收缩率0.5%-0.75%;
1.25%玻纤增强级PA66,UL94V-0级; BASF-巴斯夫 2.高流动,低熔融温度; ULTRAMID- 3.耐冲击增强级;
A3XZG5
280-300
BASF- 巴斯夫 ULTRAMID-
A3X2G7
1.35%玻纤增强级PA66,1.59mmUL94V0级; 2.高流动,低熔融温度; 3.成型收缩率0.45%-0.65%;
A3K 3.成型收缩率1.3%-1.5%;
280-300
NYLON 标准级
BASF-巴斯夫 ULTRAMID-
B3S
1.PA6,结晶固化快,成型周期短,可生成致 密晶体; 2.高流动,低熔融温度,抗冲强度高,适合薄 壁部件;
250-270
尼龙
TOYOBO T-804
1.非增强难燃级,1/32"达UL94V-2; 2.比重1.14,成型收缩率1.2~1.4%,熔融指 240-260 数60克/10min;
化更敏感,调校时增加射压射速,流动性改善明显些;
7.ABS热稳定性较好,一般160℃以上即可成型,250℃变
色,270℃分解;
8.ABS一般吸水率0.3%-0.8%,成型收缩率0.4%-0.5%,溢边
值约0.05mm;
9.
40-60
80~90 10. ℃X2-3H 11.ABS制品表面非常适宜电镀处理,电镀层结力较其它塑料
80℃X2~4H, 性能;玻璃纤维增强后耐海水,耐溶剂耐油,但不耐酸,电绝缘
成型允含水率 <0.2%
性好,可减少吸水率,且可长期在高温,高湿度下工作; 6.材料燃烧时放出特殊蛋白质燃烧味,火焰蓝色,上端呈黄色,
80℃X2~4H, 成型允含水率 <0.2%
属自熄性材料,具一定阻燃尼龙性能. 7.尼龙的最主要特性是韧性大,且随分子量的增加而增加,耐
ZYTEL- 2.热稳定性好,UL温度指数可达105℃,受 103HSL 热寿命值,电气性能良好,表面润滑,改进落
料及脱模,阻燃性达UL94V-2级;
3.成型收缩率1.5%;
280-305
1.PA66,高流动,低熔融温度,韧性好; BASF-巴斯夫 2.安定级,耐高温及沸水老化,对人体无害, ULTRAMID- 其添加剂不影响电气性能;
270-293
50-90
40-95
40-60 40-60
80
80℃X2~4H, 1.半结晶性材料,其基本结构单元为聚酉先胺,因单元含碳原 成型允含水率 子数不同分为聚酉先胺6,聚酉先胺6.6等(即PA6,PA66,常称
<0.18% 为尼龙单6,双6);原料颗粒外观为半透明或透明的乳白色或
淡黄色;密度为1.04~1.36克/CM2;
280-300
N玻纤 增强级
DUPONT-杜 邦
ZYTEL70G13HSL
1.13%玻纤增强,热稳定性改良PA66,因含 热稳定剂,原料在高温下拉粒及啤塑过程 中易发生颜色不稳定现象; 2.高刚性,高机械强度; 3.成型收缩率0.8%-1.4%;
290-305
1.33%玻纤增强,热稳定性改良
DUPONT-杜 邦
Stanyl TS250F4D
DSM 1.30%玻纤增强尼龙PA6,阻燃 AKULON-荷 级,0.71mm UL94HB; 兰国家矿业公 2.成型收缩率0.5-0.7%;
司 K224-G6
30%玻纤增强PA6
Schulman Schulamid
6GF30
235-260 60-90 280-310 60-100 80℃X4H
塑料材料系列-
PS常用塑料材料特性及成型 工艺一览表
1
PS常用塑料材料特性及成型工艺一览表
类别 牌号-级别 材料性能及成型工艺特性
成型温度 (℃)
模温(℃)
焗料 材料性能及成型工艺共性
版次:01
Chimei-奇
1
美
Polyac
PA727
1.熔融指数4.8克/10min,防火
级;
Chimei-奇 2.耐旋旋光性优秀. 美 3.含有大量溴化物阻燃剂,对成
1.为高粘度挤塑成型用共聚尼龙,不加填料,
难燃烧,添加非卤素型阻燃剂,在0.75MM
达UL94V-0;
TOYOBO 2. T-808 3.熔融指数40克/10min;
240-260
4.成型收缩率1MM厚时0.4%-0.8%,3MM
厚时1.0%-1.3%;
5.射压30-45Mpa
1.润滑级PA66; Clariant 2.成型收缩率1.2%-1.7%; 6602-L WT- 3.射压1200-2000psi;保压720-1200psi;
疲劳性极佳,磨擦系数低,耐磨耗性好,耐化学腐蚀;
80℃X2~4H,
80
成型允含水率
<0.2%
70-90
80℃X2~4H, 成型允含水率 <0.2%
38-93 80℃X3H
PS常用塑料材料特性及成型工艺一览表
1.25%玻纤增强级
BASF-巴斯夫 PA66,1.55mm,UL94V-0级; ULTRAMID- 2.高流动,低熔融温度;熔点约255-260℃; 280-300
170200
170200
170230
170200
1.无定形料,由丙烯睛,丁二烯橡胶及苯乙烯共聚组成;
50-80
80~90 2.丙烯睛构成的链段可使材料具较高的强度,耐热,耐化学腐 ℃X2-3H蚀性及高光泽,丁二烯构成的链段则使材料具优良韧性, 抗冲
击;苯乙烯链段使材料具刚性及优良电性能,并改善材料熔融
80-90x23hr
80-90x23hr
80-90x23hr
80-90x23hr
80-90x23hr
80-90x23hr
80-90x23hr
9.尼龙易吸湿,成型前必须干燥,加工允含水率<0.2%;另尼 龙对氧敏感,高温下易氧化降解,宜用真空抽湿设备干燥,焗 料温度高于90℃易氧化变色; 10.尼龙熔融粘度低,流动性极好,零件易有披锋及因气烧焦; 炮咀易流诞,回料易返胶;玻纤级则不易发生; 11.熔点高,PA6为228℃;PA66为265℃;成型温度窄,熔融态 热定性差,300℃下滞留时间<30min; 12.尼龙收缩率大(约1.5%-1.7%),尺寸变化大,易产生缩水, 光印,需较大保压进行补胶; 13.尼龙分子链易在啤塑流动中产生定向,从而导致零件收 缩不匀而产生内应力,发生变形; 14.玻纤增强尼龙较纯尼龙热变形温度提升约60℃,疲劳强 度提升约50%; 15.尼龙吸湿率大,零件啤出后一般需进行调湿处理,以稳定 零件尺寸,增加韧性;吸湿后含水率一般达2-2.5%,尺寸一般 会胀大一些; 16.因玻纤在流动中会顺流动方向展开而使冷却时发生流动 定向,流动方向收缩率较横向小,一般而言,玻纤增强级收缩 率横向约为流动方向的1.5至2.5倍;