皂化值的测定
皂化值的测定
(三)皂化值的测定
1.主要仪器和药品 多孔恒温水浴、球形冷凝管、锥形瓶(250ml)、酸式滴定管、移液管 (25ml)、分析天平。 氢氧化钾乙醇标准溶液(0.5mol·L-1)(乙醇要精制)、酚酞酒精溶液 (质量分数0.1%)、盐酸标准溶液(0.5mol·L-1)。 2.操作步骤 取两份2g样品分别加入两只锥形瓶中,加25ml氢氧化钾-乙醇溶液(用 移液管)并放一些沸石,回流煮沸1h以上,不断摇动,取下冷凝管,加 入酚酞指示剂,趁热用标准HC1溶液滴定,用同样方法做空白试验。
皂化值的测定
一、实验目的:
1.了解酸值,碘值的概念,应用及意义。 2.掌握酸值,碘值的测定方法及原理。 二、实验原理:
酸值、碘值、皂化值是评定油类、脂肪质量、属性的三个主要指标。
皂化值是指中和1g物料完全皂化时,所消耗氢氧化钾的毫克数。皂 化值通常用来指示油或脂肪的平均相对分子质量,表示在1g油脂中 游离的及化合在酯内的脂肪酸的含量。一般说来,游离的脂肪酸的 数量较大时,皂化值也较高。
3.计算公式
式中V2—空白溶液消耗HCl标准溶液体积,ml; V1—样品消耗HCl标准溶液体积,g; 56.11—KOH相对分子质量; m—样品质量,g; CHCI—标准HCl溶液的浓度,mol·L-l。 4.注意事项 凡是计算公式中出现的物质均需准确量取或称取。
四、思考题: 1.影响皂化反应速度的因素有哪些。 2.用皂化反应测定酯时,那些化合物有干扰。
皂化值测定
油脂皂化价测定法(GB5534—85)】(一)仪器和用具锥形瓶:250ml; 滴定管;回流冷凝管;恒温水浴锅;电炉;吸管:25ml; 天平:感量0.001g; 烧备、试剂瓶等。
(二)试剂精馏乙醇:称取硝酸银2g,加水3ml;注入乙醇中,竭力震荡。
另取氢氧化钠3g,溶于15ml热乙醇中,冷却后注入主液;充分摇动,静置1~2周,待澄清后吸取清液蒸馏;中性乙醇; 0.5N氢氧化钾乙醇溶液;0.5N盐酸标准溶液;1%酚酞乙醇溶液。
(三)操作方法称取混匀试样2g(W,准确至0.001g)注入锥形瓶中,加入0.5NKOH乙醇溶液25ml,接上冷凝管,在水浴锅上煮沸约30min,煮至溶液清澈透明后,停止加热,取下锥形瓶,用10ml中性乙醇冲冷凝管下端,加5滴酚酞指示剂,趁热用0.5N盐酸溶液滴定至红色消失为止。
同时,进行空白试验。
(四)结果计算皂化价按公式3-31计算:皂化价(mgKOH/g油)=(V2-V1)×N×56.1 / W式中:V1—滴定试样用去的盐酸溶液体积,ml; V2 —滴定空白用去的盐酸溶液体积,ml;N —盐酸溶液的当量浓度; W—试样重量,g; 56.1—氢氧化钾的毫克当量。
双试验结果允许差不超过1.0mgKOH/g油,求其平均数,即为测定结果。
测定结果去小数点后第一位。
油脂含皂量测定法(GB5533—85)油脂中的含皂量,即油脂经过碱炼后,残留在油脂中的皂化物数量(以油酸钠计)。
(一)仪器和用具锥形瓶:250ml; 量筒;微量滴定筒;恒温水浴锅;电炉;烧杯、试剂瓶等;分析天平:感量0.0001g; 天平:感量0.01g。
(二)试剂石油醚:沸点60~90℃;95%中性乙醇; 0.2%甲基红乙醇溶液;0.02N硫酸溶液;无水碳酸纳。
(三)操作方法称取混匀试样约10g(W),注入干燥的锥形瓶中,加入乙醇10ml和石油醚60ml,摇动,使试样溶解后,缓慢加入80℃的蒸馏水80ml,振摇使成乳状,滴入3滴甲基红指示剂,趁热逐滴加入0.02N硫酸溶液,每加一滴摇一次,滴至分层下的溶液显出微红色为止。
油料皂化值的测定实验
在皂化工业中,皂化值是指导油脂配方技术和 生产过程的重要数据,是油料的重要理化参数。 皂化值的大小取决于油料中所含脂肪酸的分子 量,若平均分子量越大,则皂化值越小。因此, 可以根据油料的皂化值计算所含甘油酯及脂肪 酸的平均分子量。 皂化值是指中和1g油料中的全部游离酸与化合 酸所需的KOH的质量(mg)。
皂化值测定方法
称取已除去水分和机械杂质的油料样品3 g~ 5 g,置于250 mL锥形瓶中,准确放入 50 mL0.500mol/L 氢氧化钾乙醇标准溶液,接 上回流冷凝管,置于沸水浴中加热回流0.5 h以 上,使其充分皂化,至溶液澄清透明后停止加 热。稍冷后,加酚酞指示剂5~10滴,趁热用 0.5000mol/L盐酸标准溶液滴定至红色消失为 止。 同时吸取50 mL氢氧化钾乙醇标准溶液按同法 做空白试验。
数据记录及结果计算
按公式计算样品的皂化值。
皂化值
V
0
V1 c 56.1 (mgKOH / g油)
m
V0——空白试验消耗HCl标准溶液的实际体积,mL; V1——样品试验消耗HCl标准溶液的实际体积,mL; c——HCl标准溶液的浓度,mol / L; m——样品的质量,g; 56.1——KOH物质的量,g / mol。
想一想
在皂化值的测定实验中,应该注意哪些地方, 若不这样做,会引起怎么样加热的条件下与过量的碱进行皂化反应:
C3H5(OCOR)3+3KOH→3RCOOK+C3H5(OH)3 RCOOH+KOH→RCOOK+H2O
过量的碱用标准盐酸溶液滴定: KOH+HCl→KCl+H2O 由消耗的酸、碱的量及试剂的质量即可算出皂化值。 由方法原理可知,皂化值大于酸值,原因是测定条 件不同,皂化值的测定要在沸水浴上回流0.5h以上, 此时酯发生了碱性水解。
皂化值的测定
1 / 4油脂皂化值的测定油脂皂化值的定义:皂化1g油脂内的可皂化物所需氢氧化钾的质量(mg),可皂化物一般含游离脂肪酸及脂肪酸甘油脂等。
皂化值的大小与油脂中所含甘油酯的化学成分有关,一般油脂的相对分子质量和皂化值的关系是:甘油酯相对分子质量愈小,皂化值愈高。
因此,可根据油脂的皂化值计算甘油酯及脂肪酸的平均相对分子质量。
平均Mr(甘油酯)=(56.1*3)*1000/皂化值平均Mr(脂肪酸)=[平均Mr(甘油酯)—38.01]/3 两式中:平均Mr(甘油酯)--------甘油酯的平均相对分子质量;平均Mr(脂肪酸)------脂肪酸平均相对分子质量;56.1---------氢氧化钾的相对分子质量;38.01--------油脂分子中除去三个脂肪酸后剩下的“C3H2“基的相对分子质量;油脂中的皂化值还与不皂化物含量有关。
不皂化物存在,皂化值降低。
因此不皂化物含量高的油脂,不能按照油脂的皂化值换算油脂的组成,应按下式换算为纯油脂的皂化值。
油脂的皂化值=不纯油脂的皂化值*100/(100—w)式中:W--------不皂化物的质量分数,%2 / 4与上相反,若游离脂肪酸含量愈大,皂化值随之增大。
油脂的皂化值是指导肥皂生产的重要数据,因为测出油脂的皂化值,在肥皂生产中便可以换算出一下三个重要数据。
(1)油脂皂化的需碱量m(碱)=(m*皂化值*40)/(1000* 56.1*w(NaOH))(2)油脂内脂肪酸的含量W(脂肪酸)=100—(皂化值—酸值)* 0.0226(3)油脂皂化后生成的理论甘油量W(甘油)=(皂化值—酸值)* 0.0547 式中:m——油脂的质量,gm()——油脂皂化所需碱的质量,gW(氢氧化钠)——烧碱中氢氧化钠的质量分数,% W(脂肪酸)——油脂中脂肪酸质量分数,% W(甘油)——油脂中甘油的质量分数,% 40和56.1——氢氧化钠和氢氧化钾的相对分子质量0.0226——油脂分子中除去三个脂肪酸后剩下的1moL“C3H2“基的质量(3 / 438.01g)和皂化1 moL油脂所需3 moL氢氧化钾的质量(168.3g)之比,再乘以100除以1000 0.0547——油脂皂化后产生1 moL甘油质量(92.08g)和皂化1 moL油脂所需3moL氢氧化钾的质量( 168.3g)之比,再乘以100除以1000.。
皂化值的测定内控检验标准
1、目的和适用范围:本标准规定了表面活性剂、动植物油脂和工业硬脂酸皂化值的测定方法。
本标准适用与天然及合成的羧酸类表面活性剂、动植物油脂类产品,不适合含矿物酸的产品。
2、引用标准:HB/T 3505-2000GB/T 5534-19953、定义:在规定条件下皂化1g 试样所需的氢氧化钾毫克数。
4、方法原理:以氢氧化钾乙醇溶液在回流下煮沸试样,然后用盐酸标准溶液滴定过量的氢氧化钾。
5、试剂和溶液:5.1 乙醇:95%;5.2 氢氧化钾:分析纯;5.3 氢氧化钾乙醇溶液:0.5mol/L;5.4 盐酸标准溶液:0.5mol/L;5.5 酚酞指示剂:10g/L 乙醇溶液;5.6 助沸物:玻璃珠或瓷粒。
6、仪器和设备:5.1 磨口锥形瓶:250ml;5.2 回流冷凝管:带有连接锥形瓶的磨玻璃接头;5.3 加热装置:如水浴锅、电热板;5.4 酸式滴定管:50ml,最小刻度为0.1ml;5.5 移液管:25ml。
7、实验步骤:7.1 称取一定量的试样于锥形瓶中,根据样品皂化值的不同而调整试样的称样量(精确至0.0002g),使样品皂化后滴定所耗用的盐酸标准溶液体积约为空白试验的一半,样品称样量范围见下表。
样品的皂化值KOH mg/g 样品的称量范围g0~50 7.0150~100 7.01~3.51100~150 3.51~2.34150~200 2.34~1.75200~250 1.75~1.40250~300 1.40~1.17300~350 1.17~1.00350~400 1.00~0.887.2 用移液管吸取氢氧化钾乙醇溶液25ml,置于已装有试样的磨口锥形瓶中,加少许沸石,接上回流冷凝管,置于水浴(或电热板)上慢慢煮沸(一般温度控制在85℃~90℃),不时摇动,维持微沸回流1h(若试样难以皂化,则煮沸2h),勿使蒸汽逸出冷凝管,然后用少量中性乙醇冲洗冷凝管的内部和磨口接头的下部。
取下后,加入酚酞指示剂6~10 滴,趁热以盐酸标准溶液滴定至红色恰消失为止。
中国药典皂化值的测定原理
中国药典皂化值的测定原理
皂化值含量测定试验
(一)试验原理:
在回流条件下将样品和氢氧化钾-乙醇溶液一起煮沸,随后用标定的盐酸溶液滴定过量的氢氧化钾。
(二)试剂和材料:
1.氢氧化钾-乙醇溶液:大约0.5mol/L氢氧化钾溶解在95%(体积分数)乙醇中,此溶液应为无色或淡黄色。
2.盐酸标准滴定溶液[c(HCl)=0.5mol/L]。
3.酚酞指示剂:10g溶于95%(体积分数)乙醇。
4.碱性蓝(6B)指示剂:碱性蓝(6B)20g/L溶于95%(体积分数)乙醇。
(三)试验步骤:
称取试样样品2g,准确到0.005g于锥形瓶中(以皂化值170-200为依据,被测样量为2g。
对于其他范围的皂化值,样量将以一半氢氧化钾-乙醇溶液被中和为依据而改变)。
用移液管将25.0mL氢氧化钾-乙醇溶液加到试样中,连接球形冷令凝管和磨口锥形瓶,并将锥形油脂维持沸腾状态60min。
难于皂化的需煮沸2h。
加2-3滴酚酞指示剂于热溶液中,并用盐酸标准滴定溶液滴定到指示剂的粉色刚好消失,且0.5min內不会出现粉色即为终点。
若皂化液是深色的。
则用0.5mL-1mL的碱性蓝(6B)指示剂。
(四)质量控制:
1.两次平行试验结果允许相差不超过0.2 mgkOH/ g;
2.如样品的皂化值值(以KOH计)(mg/g)测定结果不在理论值范围内,则应保存检测原始记录,并安排进行复测。
皂化值测定国标
皂化值测定国标一、什么是皂化值皂化值是指单位质量的脂肪、植物油或动物油被氢氧化钠(NaOH)或氢氧化钾(KOH)溶解所需的氢氧化钠或氢氧化钾质量。
它是评价油脂中脂肪酸含量和质量的重要指标之一。
二、皂化值的重要性皂化值在油脂工业中具有重要的意义,主要体现在以下几个方面:1.定性鉴别:通过测定样品的皂化值,可以判断油脂的来源以及是否被掺假。
2.确定质量:皂化值可以用来测定油脂中的脂肪酸含量,从而判断油脂的质量是否合格。
3.进一步加工:根据油脂的皂化值可以准确计算出油脂的酸价、过氧化值等重要指标,为后续的加工提供依据。
三、皂化值测定方法目前,国内外对于油脂的皂化值测定方法有多种,常用的有酸度法、电导法和色谱法等。
其中,以酸度法测定为主要方法。
1. 酸度法测定皂化值步骤酸度法测定皂化值的步骤如下:1.取适量的油脂样品,加入酸碱指示剂。
2.加入一定浓度的氢氧化钠溶液,进行反应。
3.酸碱中和后,用酸酐滴定氢氧化钠的余量。
4.根据反应的化学方程式及相关计算公式,计算出皂化值。
2. 酸度法测定皂化值优缺点酸度法测定皂化值的优点有:•操作简单,成本低廉。
•结果准确可靠,重复性好。
酸度法测定皂化值的缺点有:•需要较长时间才能得到结果。
•对于不同种类的油脂,需要针对性地选择酸碱指示剂。
四、皂化值的国标在中国,有关皂化值测定的技术标准有:1. GB/T 5530-2017《精细化工产品中脂肪酸油甘油酯目测法与干燥值、酸值、皂化值、官能团测定方法》该标准规定了精细化工产品中脂肪酸油甘油酯的目测法和干燥值、酸值、皂化值、官能团测定方法。
2. GB/T 5532-2017《硬脂酸皂化值及酸值测定法》该标准规定了硬脂酸皂化值及酸值的测定方法。
五、皂化值的应用领域皂化值广泛应用于食品工业、日化工业、化妆品工业和农业等领域。
具体应用包括:1.食品工业:皂化值可以用来检测食用油中脂肪酸含量,判断食用油是否符合质量要求。
2.日化工业:皂化值可以用来评价化妆品中油脂的质量,确保产品的品质可靠。
皂化值的测定
实验12 酸值、碘值、皂化值的测定一.实验目的1.了解“三值”的概念、应用及意义。
2.掌握“三值”的测定方法及原理。
二.实验原理酸值:指中和1g 物料中的游离酸所消耗的KOH 的mg 数。
皂化值:指中和1g 物料完全水解后得到的酸所消耗KOH 的毫克数。
碘值:是指100g 油与碘加成时所消耗的碘的克数。
测定碘值的方法为韦氏法,反应过程三.主要仪器和药品锥形瓶、滴定管、天平、冷凝管、水浴、碘量瓶、移液管氢氧化钾标准溶液、酚肽、乙醇-二甲苯混合液、硫代硫酸钠标准液、淀粉指示剂、碘化钾、一氯化碘、三氯乙烷、盐酸等。
四.实验内容1.测定酸值:取两份3~5g 样品分别加入两只锥形瓶中,每瓶中加50ml 乙醇-二甲苯混合液摇匀,每瓶中再加入3滴酚肽指示剂,用标准的KOH 溶液滴定至粉红色。
计算结果。
2.测定碘值:准确称取两份样品,分别加入两个碘量瓶中,每瓶中加入三氯甲烷,使样品溶解,并准确地用移液管量取20ml 氯化碘-冰醋酸溶液,立即盖上塞子。
摇匀后,静置1h 。
然后在碘量瓶中加入20ml 碘化钾溶液、100ml 蒸馏水溶液,用0.1mol.L -1硫代硫酸钠标准溶液滴定到红色临近消失时,加入3ml 淀粉,继续滴定到无色为终点。
在相同条件下,作空白试验计算用。
计算结果。
3.皂化值测定:将25ml KOH -乙醇沸腾煮1小时。
加酚酞3滴,稍热用HCl 标准液滴定至无色。
在相同条件下,作空白试验计算用。
计算结果。
五.注意事项1.试剂按要求取用,标定时不造成浪费。
2.乙醚、乙醇易燃、易挥发。
R CH C H R +I 2R H H R C C I I C H 2C H 2C H 2O O O C C R R'R''O C O O +C H 2C H 2C H 2O O O +O O O C C R R'R''O C O O 3NaOH Na Na Na六.思考题1.影响皂化反应速度的因素有哪些?2.用皂化反应测定酯时,哪些化合物有干扰?实验17 洗发香波的制备一.实验目的1.掌握配制洗发香波的工艺2.了解各组分的作用二.实验原理洗发香波,是英文shampoo的谐音译名,是为了将附着在头发上和头皮上的污垢除去,保持头发清洁的产品,与香皂相比,既具有去污作用,又不会过分去除头发自然的皮脂,所以香波既是去污剂,又可赋予头发以光泽、美观及易梳理性。
油脂中皂化值的测定
项目三 油脂中皂化值的测定1 实验内容及目的要求:(1)滴定法测定油脂的皂化值 (2)掌握脂肪的测定意义,原理方法 (3)热练掌握油脂的操作2 实验原理:✧ 皂化值:指1g 油脂完全皂化所需要的KOH 的毫克数,以mg KOH/g 油表示。
✧ 油脂的皂化:不仅包括油脂与KOH 的中和也包括了油脂中的游离脂肪酸与KOH 的中和,因此油脂的皂化值是酸值和酯值之和。
✧ 将油脂与过量的KOH 乙醇溶液在回流温度下进行完全皂化反应,完全皂化后,用HCL标准溶液滴定KOH ,做空白实验根据消耗HCL 的量之差计算皂化值。
3实验仪器、试剂及原料:(1)仪器恒温水浴锅、电子0.001g 天平、锥形瓶250ml 、回流冷凝管、 250ml 的酸式滴定管移液管、量筒 (2)试剂:✧ 0.5mol/L KOH 乙醇溶液-----移取KOH12g ,溶于400Ml 乙醇溶液中,静置24小时取上清液,储存于棕色的试剂瓶中备用。
✧ 酚酞✧ 助沸物:玻璃珠✧ 0.5mol/L 盐酸的标准溶液:取浓盐酸(12mol/L )10.4ml ,加水稀释到250ml ,此溶液约0.5mol/L,需要标定。
(3)原料实验室提供大豆原油(设代码为A ),食堂一楼奶茶窗口提供的大豆油炸油(设代码为B)C H 2C H 2C H 2O O OC C RR'R''O C O O +C H 2C H 2C H 2O O O+OOOC C RR'R''OC O O 3NaOHNa Na Na4测定步骤4.1 标定0.5mol/L盐酸的标准溶液称取在105°C干燥恒重的基准无水碳酸钠0.4g左右(称准至0.0001g),放入250ml的锥形瓶当中,以50ml蒸馏水溶解,加甲基橙指示剂5滴,用0.5mol/L盐酸标准溶液滴定至溶液由黄色变为橙色为止,平行测定2次,同时做空白实验,以上平行测定的三次的算术平均值为测定结果:4.2操作过程(1)称样:称取约2g试样于磨口的锥形瓶250ml。
皂化值的测定内控检验标准
1、目的和适用范围:本标准规定了表面活性剂、动植物油脂和工业硬脂酸皂化值的测定方法。
本标准适用与天然及合成的羧酸类表面活性剂、动植物油脂类产品,不适合含矿物酸的产品。
2、引用标准:HB/T 3505-2000GB/T 5534-19953、定义:在规定条件下皂化1g 试样所需的氢氧化钾毫克数。
4、方法原理:以氢氧化钾乙醇溶液在回流下煮沸试样,然后用盐酸标准溶液滴定过量的氢氧化钾。
5、试剂和溶液:5.1 乙醇:95%;5.2 氢氧化钾:分析纯;5.3 氢氧化钾乙醇溶液:0.5mol/L;5.4 盐酸标准溶液:0.5mol/L;5.5 酚酞指示剂:10g/L 乙醇溶液;5.6 助沸物:玻璃珠或瓷粒。
6、仪器和设备:5.1 磨口锥形瓶:250ml;5.2 回流冷凝管:带有连接锥形瓶的磨玻璃接头;5.3 加热装置:如水浴锅、电热板;5.4 酸式滴定管:50ml,最小刻度为0.1ml;5.5 移液管:25ml。
7、实验步骤:7.1 称取一定量的试样于锥形瓶中,根据样品皂化值的不同而调整试样的称样量(精确至0.0002g),使样品皂化后滴定所耗用的盐酸标准溶液体积约为空白试验的一半,样品称样量范围见下表。
样品的皂化值KOH mg/g 样品的称量范围g0~50 7.0150~100 7.01~3.51100~150 3.51~2.34150~200 2.34~1.75200~250 1.75~1.40250~300 1.40~1.17300~350 1.17~1.00350~400 1.00~0.887.2 用移液管吸取氢氧化钾乙醇溶液25ml,置于已装有试样的磨口锥形瓶中,加少许沸石,接上回流冷凝管,置于水浴(或电热板)上慢慢煮沸(一般温度控制在85℃~90℃),不时摇动,维持微沸回流1h(若试样难以皂化,则煮沸2h),勿使蒸汽逸出冷凝管,然后用少量中性乙醇冲洗冷凝管的内部和磨口接头的下部。
取下后,加入酚酞指示剂6~10 滴,趁热以盐酸标准溶液滴定至红色恰消失为止。
动植物油脂皂化值的测定
动植物油脂皂化值的测定一、适用范围二、实验原理在回流条件下将样品和氢氧化钾—乙醇溶液一起煮沸,随后用标定的盐酸溶液滴定过量的氢氧化钾。
三、实验用品三、实验内容重复性:每个试样取两个平行样进行测定,以其算术平均值为结果。
结果保留一位小数。
同一分析者使用相同仪器,相继或同时进行同一试样的两次测定值之差应不超过其算术均值的0.5%(相对)。
误差来源及分析附录2:0.5mol/L盐酸标准溶液的配制与标定参考标准:GB/T601-2002 1.盐酸标准溶液的配制按下表的规定量取盐酸,注人1000m L水中,摇匀。
2.盐酸标准溶液的标定按下表的规定称取于270-300℃高温炉中灼烧至恒重的工作基准试剂无水碳酸钠,溶于50ml.水中,加10滴溴甲酚绿-甲基红指示液,用配制好的盐酸溶液滴定至溶液由绿色变为暗红色,煮沸2 min,冷却后继续滴定至溶液再呈暗红色。
同时做空白试验。
3.计算盐酸标准滴定溶液的浓度[c(HCI)].数值以摩尔每升(mol/L 表示,按式(2)计算:MV V m HCl C ⨯-⨯=)21(1000)(m- 无水碳酸钠的质量的准确数值,单位为克(g); V1 -盐酸溶液的体积的数值,单位为毫升(ml); V: -空白试验盐酸溶液的体积的数值,单位为毫升(mL) M- 无水碳酸钠的摩尔质量的数值,单位为克每摩尔(g/mol) 注意事项:1.灼烧温度不能超过300度,当温度超过300度时无水碳酸钠分解,可将马福炉的温度调至250,等升温稳定后再调至280,或者将马福炉事先升温至280度,待稳定后再放入无水碳酸钠2.无水碳酸钠的称量质量小于0.2g 时要用十万分子之一天平称量。
3.混合指示剂为 0.1%甲基红,0.1%溴甲酚绿,1:1混合。
4.滴定一定要滴到暗红色再煮沸,可事先根据大体浓度计算大约的滴定体积。
5.滴定终点到达之后一定是再次去煮不会变回绿色。
油脂皂化值的测定实验
四、测定皂化值操作步骤
1.称样
根据本项目中的质量要求,预计的皂化值按下表进 行称取样品于锥形瓶中待测,精确至0.005g 。
估计的皂化值(mg / g ) 150~200 200~250 250~300 > 300
取样量(g) 2.2~1.8 1.7~1.4 1.3~1.2 1.1~1.0
四、测定皂化值操作步骤
2.测定 (1)皂化 用移液管将25.0mL 0.5mol / L 氢氧化钾-乙
醇溶液加到试样中,并加入几颗沸石,连接回 流冷凝管与锥形瓶,并将锥形瓶放在加热装置 上慢慢煮沸,不时摇动,油脂维持沸腾状态 1h ,得皂化液待测。
四、测定皂化值操作步骤
(2)测定 加0.5mL~1mL酚酞指示剂(如果皂化液呈深
油脂的皂化值(SV), mg / g
平均值SV,mg / g
检验员:
样品2
室:
空白 -
- -
2.结果计算
按公式计算样品的皂化值。
SV V0 V1 c 56.1
m
式中:SV——油脂的皂化值(以KOH计),mg / g; V0——空白试验消耗HCl标准溶液的实际体积,
mL; V1——样品试验消耗HCl标准溶液的实际体积,
一、皂化值的定义及意义
1.定义 在规定条件下皂化1 g 油脂所需的氢氧化钾的
质量(mg)。用SV表示,单位mg / g。 一般豆油的皂化值为185~200 mg / g。 2.意义 测定油和脂肪酸和甘油酯的含量,确定醇酸树
脂配方计算的重要参数。
二、原理
在回流条件下将样品和氢氧化钾-乙醇溶液一 起煮沸进行皂化反应,然后用标定的盐酸溶液 滴定过量的氢氧化钾。
皂化值测量方法
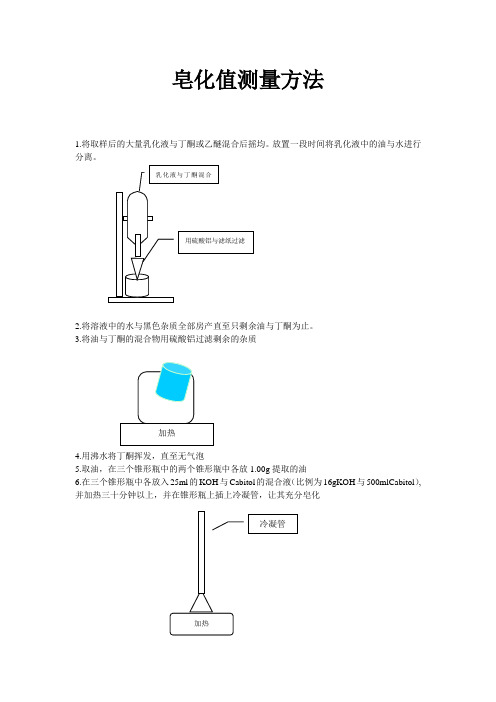
皂化值测量方法
1.将取样后的大量乳化液与丁酮或乙醚混合后摇均。
放置一段时间将乳化液中的油与水进行分离。
2.将溶液中的水与黑色杂质全部房产直至只剩余油与丁酮为止。
3.
将油与丁酮的混合物用硫酸铝过滤剩余的杂质
4.用沸水将丁酮挥发,直至无气泡
5.取油,在三个锥形瓶中的两个锥形瓶中各放1.00g 提取的油
6.在三个锥形瓶中各放入25ml 的KOH 与Cabitol 的混合液(比例为16gKOH 与500mlCabitol ),并加热三十分钟以上,并在锥形瓶上插上冷凝管,让其充分皂化
7.加热三十分钟以后再进行冷却
8.在三个锥形瓶中敌人少量P.P与M.B
9.在用滴定管滴定浓度为0.5的盐酸标准液,直至红色消失为止。
皂化值公式:
皂化值(mgKOH/g)=(V1-V2)*C*56.11/M
式中:C-盐酸标准液的实际浓度
V1-空白试验消耗盐酸标准液的体积
V2-式样消耗盐酸标准溶液的体积
M-样品质量
56.11-氢氧化钾的摩尔质量。
皂化值
皂化值的测定方法1.原理值的总和。
皂化值表示在规定条件下,中和并皂化lg物质所消耗的氢氧化钾毫克数。
测定皂化值是利用酸碱中和法,将油脂在加热的条件下与一定量过量的强氧化钾乙醇溶液进行皂化反应。
剩余的氢氧化钾以酸标准溶液进行反滴定。
并同时做空白试验,求得皂化油脂耗用的氢氧化钾量。
2.试剂与仪器2.1试剂(1)氢氧化钾乙醇标准溶液:c(KOH)=0.5m o l/L的乙醇溶液。
28.1g氢氧化钾溶于1 L 95%的乙醇中。
静置后用虹吸法吸出清液,以除去不溶的碳酸盐,并避免空气中的二氧化碳进入溶液而形成碳酸盐。
(2)盐酸标准溶液:c(HCl)=0.5mol/L。
(3)酚酞指示剂:ρ(酚酞)=1 % 的乙醇溶液。
2.2仪器恒温水浴滴定管50 mL3. 测定步骤称取已除去水分和机械杂质的油脂样品3g~5g(如为工业脂肪酸,则称2g,称准至0.001g),置于250mL锥形瓶中,准确放入50mL氢氧化钾乙醇标准溶液,接上回流冷凝管,置于沸水浴中加热回流0.5h以上,使其充分皂化。
停止加热,稍冷,加酚酞指示剂(5~10)滴,然后用盐酸标准溶液滴定至红色消失为止。
同时吸取50 mL氢氧化钾乙醇标准溶液按同法做空白试验。
4.结果计算结果按下式计算:皂化值=[c() ×56.1]/mc—盐酸标准溶液的实际浓度(mol/L)m—样品质量(/g)56.1—氢氧化钾的摩尔质量(g/mol)—空白试验消耗盐酸标准溶液的体积(ml)—试样消耗盐酸标准溶液体积(ml)5.注意事项(1)如果溶液颜色较深,终点观察不明显,可改用ρ=10 g/L百里酚酞作指示剂。
(2)皂化时要防止乙醇从冷凝管口挥发,同时要注意滴定液的体积,酸标准溶液用量大于15 mL,要适当补加中性乙醇,加入量参照酸值测定。
(3)两次平行测定结果允许误差不大于0.5。
饲料公司皂化值的测定
饲料公司皂化值的测定1原理皂化值(皂化价)系指中和1g油脂中所含全部游离脂肪酸和结合脂肪酸(甘油脂)所需氢氧化钾的毫克数。
油脂与氢氧化钾乙醇溶液共热时,发生皂化反应,剩余的碱可用标准酸液进行滴定,从而可计算出中和油脂所需的氢氧化钾毫克数。
2试剂和溶液2.1无水乙醇2.2酚酞指示剂1g/L2.3盐酸标准溶液0.5mol/L2.4氢氧化钾乙醇溶液0.5mol/L称取化学纯氢氧化钾34g,溶于20-30ml水中,加无水乙醇980ml,摇匀,静置1h,过滤,滤液贮于装有苏打石灰球管的玻璃瓶中。
4.3 测定步骤称取2-3g 样品(称准至0.0002g ),准确加入0.5mol/L 氢氧化钾乙醇溶液25.00ml ,在水浴上加热回流30min ,中间摇动3次。
取下冷凝管,冷却后加入数滴酚酞指示剂,用0.5mol/L 的盐酸标准溶液滴定至红色消失。
同时做空白试验。
4.4 结果计算皂化价按下式计算:皂化价=式中:C ——盐酸标准溶液的浓度,mol/L ;V ——试样耗用盐酸标准溶液之体积,ml ;V 0——空白试验消耗盐酸标准溶液之总体积,ml ;m ——试样的质量,g ;56.1——与1.0000mol/L 盐酸标准液1.00ml 相当于氢氧化钾的克数。
5皂化率的计算: mV C V )(1.560-⨯⨯理论皂化值酸值脂肪皂化值-皂化率%=注:a.豆油酸价一般为:0.7mgKOH/g,理论皂化值一般为:190-195 mgKOH/g;b.花生油酸价一般为:3.5mgKOH/g,理论皂化值一般为:188~195mgKOH/g;c.目前市场上的饲料用猪油实际是混合油,虽然它的理论皂化率我们不得而知,但笔者认为应规定它的皂化价≥185mgKOH/g ;d.鱼油酸值一般为:0.7mgKOH/g,理论皂化值一般为:200-210mgKOH/ge.一般植物油的皂化价如下:棉子油189~198,花生油188~195,大豆油190~195,菜子油170~180,芝麻油188~195,葵子油188~194,茶子油188~196。
油脂中皂化值的测定
油脂中皂化值的测定一、概述油脂中皂化值是指1克油脂完全皂化所需的KOH量。
油脂中皂化值可以反映油脂中酸价(脂肪酸含量)的多少及不饱和度的高低,是评价油脂品质的重要指标之一。
测定油脂中皂化值是化学分析中常用的方法之一,本文主要介绍油脂中皂化值的测定方法。
二、仪器和试剂仪器:分析天平、热水浴、煮沸器、滴定管、酸碱度计、容量瓶。
试剂:纯酒精、无水乙醚、钠乙酸钠、苯酚酞指示剂、0.5 mol/L KOH溶液。
三、操作方法1、样品准备取2~5克待测油脂,加入煮沸器中。
用少量的无水乙醚将其中的杂质溶解,加入可移液相分离漏斗中。
加入20 mL的纯酒精,振荡均匀,再加入50 mL的0.5 mol/L KOH溶液,立即用塞子密封,放入热水浴中加热煮沸1小时。
冷却至室温,加入饱和的钠乙酸钠溶液,振荡均匀。
加入苯酚酞指示剂,滴入0.5 mol/L KOH溶液,直至溶液颜色变成粉红色,记录所耗用的0.5 mol/L KOH溶液体积V1。
2、空白对照3、计算结果油脂中皂化值=(V1-V0)×0.5×56.1 /m其中56.1是KOH的摩尔质量,m为油脂样品的质量。
四、实验注意事项1、操作前要严格按照操作流程进行,避免煮沸器外侧水渍的进入。
2、使用纯酒精时,应注意防止喷溅或火灾事故的发生。
3、使用苯酚酞指示剂时,要避免接触皮肤。
4、实验中加饱和的钠乙酸钠溶液时应小心,因为其对眼睛和皮肤有强腐蚀作用。
五、结论油脂中皂化值是油脂中脂肪酸和不饱和度的重要指标之一。
通过本实验的测定,可以快速准确地分析油脂中的皂化值,为评价油脂的品质提供了重要的参考信息。
实验四皂化值的测定实验

蒸发,可酌情补充适量的70%乙醇。
四、操作步骤
3.皂化完毕,冷至室温,加1%酚酞指示剂510滴,以0.500mol/LHCl 液滴定剩余的碱(滴 定所用HCl 的量太少,可用微量滴定管),记 录盐酸 用量。 4.另作一空白试验,吸取25 mL氢氧化钾乙醇 标准溶液按同法做空白试验 ,记录空白试验 盐酸的用量。
•
油脂的皂化值是指导肥皂生产的 重要数据,可根据皂化值计算皂化 所需碱量、油脂内的脂肪酸含量和 油脂皂化后生成的理论甘油量三个 重要数据。
• 常见油脂的皂化值如下:椰子油250-260; 棕榈油196-210;奶油216-235;猪油193200;牛油190-200;蓖麻油176-187;橄 榄油185-200;花生油185-195;棉籽油 191-196;鲸脂油188-194;大豆油189195;亚麻油189-196;桐油189-195。
四、操作步骤
1.称取已除去水分和机械杂质的油脂样品2 g,称准至 0.00 1 g,置于250 mL锥形瓶中,准确放入25 mL 氢氧化钾乙醇标准溶液,并加入一些助沸物
2. 烧瓶上装冷凝管于沸水浴内回流30-60min, 至烧瓶内的脂肪完全皂化为止(此时瓶内液体 澄清并无油珠出现)。皂化过程中,若乙醇被
二、实验原理
• 测定皂化值是利用酸碱中和法,将油脂在 加热条件下与一定量过量的氢氧化钾乙醇 溶液进行皂化反应。剩余的氢氧化钾以酸 标准溶液进行反滴定。并同时做空白试验, 求得皂化油脂耗用的氢氧化钾量。其反应 式如下: • (RCOO)3C3H5 + 3KOH → 3RCOOK + C3H5(OH)3 • RCOOH + KOH → RCOOK + H2O • KOH + HCl → KCl + H2O
三、仪器、实验原料与试剂
动植物油脂皂化值的测定
动植物油脂皂化值的测定
动植物油脂皂化值的测定是一种重要的化学测定,它可以帮助我们了解油脂的性质和特征,从而有助于我们对油脂的分类和利用。
一、什么是皂化值
皂化值是指油脂经过一定条件下的沸点,即油脂受到热量作用后,其结构发生变化,形成热量对它的影响而产生的皂化值。
油脂的皂化值可以用来衡量油脂的稳定性。
一般来说,油脂的皂化值越高,油脂的稳定性就越好,也就是说油脂受热量影响的变化越小。
二、动植物油脂皂化值的测定
1、准备工作
要测定动植物油脂的皂化值,首先要准备一台皂化仪,它是一种精密的仪器,可以测量油脂的皂化值。
这种仪器的原理是,油脂经过加热后,将其结构发生变化,形成一种新的混合物,而这种新的混合物的熔点可以通过测量油脂的沸点来确定。
2、测定步骤
(1)首先,将油脂放入皂化仪的容器中,加热,使油脂受热量的影响而发生变化,形成新的混合物;
(2)然后,观察混合物的沸点,并记录混合物的沸点,这就是油脂的皂化值;
(3)最后,将测得的皂化值与标准值进行比较,以确定油脂的稳定性。
三、油脂皂化值的意义
油脂皂化值的测定对于了解油脂的性质和特征有着重要的意义。
首先,它可以帮助我们了解油脂的稳定性,从而有助于我们更好地利用油脂。
其次,它可以帮助我们更好地分类油脂,从而更好地确定油脂的使用范围。
四、结论
从上文可以看出,动植物油脂皂化值的测定对于了解油脂的性质和特征有着重要意义,它可以帮助我们更好地分类油脂和利用油脂,从而发挥油脂的最大价值。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
皂化值的测定油脂皂化值的定义是:皂化1 g油脂中的可皂化物所需氢氧化钾的质量,单位为mg/g。
可皂化物一般含游离脂肪酸及脂肪酸甘油酯等。
皂化值的大小与油脂中所含甘油酯的化学成分有关,一般油脂的相对分子质量和皂化值的关系是:甘油酯相对分子质量愈小,皂化值愈高。
另外,若游离脂肪酸含量增大,皂化值随之增大。
油脂的皂化值是指导肥皂生产的重要数据,可根据皂化值计算皂化所需碱量、油脂内的脂肪酸含量和油脂皂化后生成的理论甘油量三个重要数据。
方法原理测定皂化值是利用酸碱中和法,将油脂在加热条件下与一定量过量的氢氧化钾乙醇溶液进行皂化反应。
剩余的氢氧化钾以酸标准溶液进行反滴定。
并同时做空白试验,求得皂化油脂耗用的氢氧化钾量。
其反应式如下:(RCOO)3C3H5+3KOH →3RCOOK +C3H5(OH)3RCOOH +KOH →RCOOK +H2OKOH +HCl →KCl +H2O试剂和仪器1.试剂(1)氢氧化钾乙醇标准溶液:c(KOH)=0.5 mol/L的乙醇溶液。
28.1 g氢氧化钾溶于1 L φ = 95%的乙醇中。
静置后用虹吸法吸出清液,以除去不溶的碳酸盐,并避免空气中的二氧化碳进入溶液而形成碳酸盐。
(2)盐酸标准溶液:c(HCl)=0.5mol/L。
(3)酚酞指示剂:ρ(酚酞)=1 % 的乙醇溶液。
2.仪器恒温水浴;滴定管:50 mL。
测定步骤称取已除去水分和机械杂质的油脂样品3 g~5 g(如为工业脂肪酸,则称2 g,称准至0.00 1 g),置于250 mL锥形瓶中,准确放入50 mL氢氧化钾乙醇标准溶液,接上回流冷凝管,置于沸水浴中加热回流0.5 h以上,使其充分皂化。
停止加热,稍冷,加酚酞指示剂(5~10)滴,然后用盐酸标准溶液滴定至红色消失为止。
同时吸取50 mL氢氧化钾乙醇标准溶液按同法做空白试验。
结果计算样品的皂化值SV按下式计算。
(V1-V2)×c×56.11皂化值(mg KOH / g)= ———————m式中:c——盐酸标准溶液的实际浓度;V0——空白试验消耗盐酸标准溶液的体积;V1——试样消耗盐酸标准溶液的体积;m——样品质量;56.11——氢氧化钾的摩尔质量。
注意事项1.如果溶液颜色较深,终点观察不明显,可以改用ρ=10 g/L百里酚酞作指示剂。
2.皂化时要防止乙醇从冷凝管口挥发,同时要注意滴定液的体积,酸标准溶液用量大于15 mL,要适当补加中性乙醇,加入量参照酸值测定。
3.两次平行测定结果允许误差不大于0.5。
萃取时的皂化率如何确定?搞不清楚皂化率如何确定,一直没找到这方面的资料。
皂化率是否与萃取剂的操作容量有关呢?假如p204萃取时的操作容量取为80%,是否皂化率也按照80%定呢?p204是一种酸性萃取剂,萃取时,P204释放-OH上的氢离子,与被萃物阳离子发生交换反应,结果金属阳离子进入有机相,Me++(aq)+2HA(o)=MeA+2H+,任何化学在达到化学平衡时都是一个动态平衡,根据反应式可以知道,随着化学反应的进行,溶液的酸度增大,阻碍化学反应向右进行。
为避免这一不利因素,通常在实用前将P204进行皂化处理,即用碱性物质与P204进行反应。
用来表示其皂化程度的量,我们称之为皂化率,即:皂化率=与碱性物质发生反应的物质的量/要处理的物质的总量;一般根据实际情况来决定皂化率的大小,因此需要做台架试验或中间试验。
皂化率=与碱性物质发生反应的物质的量/要处理的物质的总量(这些物质的量应该是萃取剂的量吧?那碱性物质的量又如何确定呢?)7 B/ D7hV# G$ e3一般根据实际情况来决定皂化率的大小,因此需要做台架试验或中间试验。
(皂化率也要通过实验室实验确定?)谢谢楼上的朋友了!把P204变成钠型的,转变过来的比例就是皂化率了。
至于萃取时皂化率多少合适,实践中要试验来确定的确定皂化率的依据是什么?一般工业上P204和P507的皂化率在多少之间合适?P204 、P507 在工业生产中皂化率一般控制在60%-70%;不能超过80% ,超过80% 空载有机发黑,负载有机发粘,导致萃取箱内不分相或流不动。
皂化率太低没意义,除非为了控制相比时,才考虑低皂化率(控制相比一般也不会考虑通过皂化率来控制,有其他途径)。
皂化率还可以根据产量要求进行控制,具体控制多少,要根据实际情况。
1、相比跟皂化率有什么样的实际关系?2、为何皂化率超过80%会导致有机相发黑和流不动?有何理论解释?1、在实际生产中一般认为相比跟流比(流量比)是一样的,在料液所输入系统的金属量一定时,可以控制皂化率来控制有机流量的大小,最佳控制为O/A=1:1—1:2。
2、在萃取系统中,空载有机虽然有洗涤和反萃过程,都是P204 和P507对三价铁、铝等高价金属的络合能力很强,低浓度的酸很难将其反萃完全,从而或多或少的有一部分夹带入空载有机中去皂化,当刚开始加碱皂化时,由于有机相中-OH 基团占比例很大,Na离子优先跟H交换,随着皂化的进行,实际生产经验表明特别是在皂化率80%左右时,由于烧碱加入局部过碱会导致杂质离子的水解,从而颜色明显变暗,粘度加大。
当高皂化率,粘度变大进入箱体后,由于箱体内负载有机比重加大,粘度更加明显,再与箱体内固体杂物相接触后澄清困难,流速慢,会导致不分相。
为什么说相比控制为O/A=1:1--1:2最好?适度相比调节可以有效控制夹带:为什么相比调节可以控制夹带?那么相比往高还是往低调调更能控制夹带?造化液是50%的氢氧化钠溶液吗?怎么确定合适的皂化率?可以通过加入浓碱液到萃取剂后,萃取剂PH值的变化来判断皂化情况吗?萃取剂的ph值可能没那么好测吧?用液碱最好用30%的,高的话要加长搅拌反应时间,低的话有机会夹带水溶液。
皂化率完全可以算的,我会计算。
皂化率和相比都是可以相互计算的来的。
这些我都会。
QQ:285868732 我接触的P204皂化,是25%P204+75% 260#溶剂油,根据换算P204是0.75mol/L,开机的时候是1L/min,有机流量配0.03L/min的30%氢氧化钠流量(密度1.3左右),请问到底是40%还是60%的皂化率??3|# d3 %~ + K1 3b%?1升有机:1L*25%含量*密度0.97/P204分子量322.43/1L=0.75mol;0.03L液碱:0.03L*1.3*1000g/L*30%/分子量40=0.3mol有机和液碱反应比例是1:1。
皂化率=0.3/0.75=40%我要问的是皂化率是不是40%?为什么这跟你们说的60~70%偏差这么多?我们车间实际测量是这样的:皂化率=(皂化前的酸度—皂化后的酸度)/皂化前的酸度。
与碱性物质发生反应的物质的量就相当于(皂化前的酸度—皂化后的酸度),要处理的物质的总量就相当于皂化前的酸度。
我觉得你好像没有考虑到时间差的问题,有机流量和液碱流量是同时开的,但是应该不是同时关闭的吧。
有机相在流经反萃铁段后,打到皂化槽内。
等有机相达到要求的体积,就加入定量的碱液进行皂化。
个人认为皂化率的大小是根据你所要萃取的物质浓度而定,即所萃取物量大的话,皂化率高些,反之萃取物量少的话皂化率则低些。
P204、P507皂化率的测定1试剂与仪器1.1氢氧化钠标准溶液:0.1mol/L1.2酚酞指示剂:10g/L2方法步骤2.1将取来的反铁后的P204(P507)萃取剂移取20毫升置于125毫升分液漏斗中,用同体积的纯水洗二到三次,然后移取5毫升澄清后的萃取剂于三角瓶中,加入50毫升无水乙醇,充分摇匀后,加2-3滴酚酞指示剂,用0.1mol/L氢氧化钠标准溶液滴定至微红色为终点,记录消耗的氢氧化钠标准溶液体积V1。
2.2再移取5毫升皂化后的P204(P507)萃取剂于三角瓶中,加入50毫升无水乙醇,充分摇匀后,加2-3滴酚酞指示剂,用0.1mol/L氢氧化钠标准溶液滴定至微红色为终点,记录消耗的氢氧化钠标准溶液体积V2。
3计算皂化率(%)=(V1—V2)/ V1×100p507萃取剂是什么?P507属酸性磷型萃取剂,全名是2—乙基己基磷酸单2—乙基己基脂,为无色或微黄色油状透明液体,溶于醇、苯、酮等有机溶剂,不溶于水,燃点228℃,低毒,(三诺化工P507)广泛用于稀土元素和有色金属的萃取分离。
■分子式:(C8H17)2PO3H■分子量:306.4(按1987年国际原子量表)■性状:本品为微黄色透明油状液体,溶于醇、苯、酮等有机溶剂,不溶于水,燃点228℃。
■用途:本品是一种酸性磷型萃取剂,广泛应用于有色金属和稀土的萃取分离。
■包装:净重200kg/塑桶;1000L/IBC吨桶。
■贮运:运输时小心轻放,严防撞击。
贮存在阴凉、通风、干燥的仓库中,注意防火、防雨。
■规格:■皂化值的测定:1.试剂:甲基橙(0.5%水溶液);酚酞(1.0%的无水乙醇溶液);盐酸标准溶液(1N);氢氧化钠标准溶液(0.5N)2.分析步骤:准确吸取样品10mL于125mL分液漏斗中,准确加入盐酸标准液10mL,充分震荡3分钟,静置分层后将水相放人三角瓶中,然后用水洗涤有机相2次,水相并入三角瓶中,滴入甲基橙2滴,用氢氧化钠标准滴定至橙红色变亮黄色为终点,3.计算:N=(N1*V1-N2*V2)/V{N-----------P507皂化值、N1*V1----------盐酸标准液的浓度和盐酸消耗体积的乘积----------mL、N2*V2-----------氢氧化钠标准溶液浓度和氢氧化钠消耗体积的乘积----------mL;V--------------吸取样品的体积-------------mL}萃取时的皂化率如何确定?搞不清楚皂化率如何确定,一直没找到这方面的资料。
皂化率是否与萃取剂的操作容量有关呢?假如p204萃取时的操作容量取为80%,是否皂化率也按照80%定呢?p204是一种酸性萃取剂,萃取时,P204释放-OH上的氢离子,与被萃物阳离子发生交换反应,结果金属阳离子进入有机相,Me++(aq)+2HA(o)=MeA+2H+,任何化学在达到化学平衡时都是一个动态平衡,根据反应式可以知道,随着化学反应的进行,溶液的酸度增大,阻碍化学反应向右进行。
为避免这一不利因素,通常在实用前将P204进行皂化处理,即用碱性物质与P204进行反应。
用来表示其皂化程度的量,我们称之为皂化率,即:皂化率=与碱性物质发生反应的物质的量/要处理的物质的总量;一般根据实际情况来决定皂化率的大小,因此需要做台架试验或中间试验。
皂化率=与碱性物质发生反应的物质的量/要处理的物质的总量(这些物质的量应该是萃取剂的量吧?那碱性物质的量又如何确定呢?)一般根据实际情况来决定皂化率的大小,因此需要做台架试验或中间试验。