万能角度尺的读数举例
万能角度尺使用方法

万能角度尺使用方法
万能角度尺
万能角度尺是用来测量工件内、外角度是量具,其结构如图7-15所示。
万能角度尺的读数机构是根据游标原理制成的。
主尺刻线每格为1°。
游标的刻线是取主尺的29°等分为30格,因此游标刻线角格为29°/30,即主尺与
游标一格的差值为,也就是说万能角度尺读数准确度为2/。
其读数方法与游标卡尺完全相同。
测量时应先校准零位,万能角度尺的零位,是当角尺与直尺均装上,而角尺的底边及基尺与直尺无间隙接触,此时主尺与游标的“0”线对准。
调整好零位后,通过改变基尺、角尺、直尺的相互位置可测试0-320°范围内的任意角。
应用万能角度尺测量工件时,要根据所测角度适当组合量尺。
万能角度尺的读数举例

由50°
到140°
Slide 4
万能角度尺的使Βιβλιοθήκη 方法(3)测量140°-230°之间角度
把直尺和卡块卸掉,只装角尺,但要把角尺推上去,直到角尺短边与 长边的交线和基尺的尖棱对齐为止。把工件的被测部位放在基尺和角尺 短边的测量面之间进行测量。
Slide 8
万能角度尺的读数
角度尺读数 度 + 分
度:看游标零线左边 分:从游标尺上读出“分”的数值 对应主尺上最靠近一条 -----看游标上哪条刻线与主尺相应刻 刻线的数值,读出被测 线对齐,可以从游标上直接读出被测 角“度”的整数部分。 角“度”的小数部分,即“分”的数值。
Slide 9
万能角度尺的读数
Slide 7
万能角度尺分度值的由来
计算:设主尺一小格度数为X,游标尺一小格读数
为Y,则: 29*X=30*Y
Y=29*X/30
主尺每小格角度为1°(60′),当量爪合并时,游标 上的30格刚好等于主尺上的29 格 ,则游标每格角度 =(29* 60′ )÷30=58 ′ ,主尺每格间距与游标每格间距相 差=60 ′ -58′=2′, 2′即为此种游标卡尺的最小读数值。
举例:
请读出此角度尺上的示数
答案
Slide 10
万能角度尺的读数
答案:游标尺上零刻度线在主尺9°后,故 “度”的数值为:9;且游标尺第8个刻度与 主尺刻度线对齐,故分的读数为:8x2′=16′ ; 所以,最终读数为9° +16′= 9° 16′
Slide 11
Authenticators with full Obligations to Verification!
万能角度尺使用方法
万能角度尺的原理万能角度尺又被称为角度规、游标角度尺和万能量角器,是利用游标读数原理来直接测量工件角或进行划线的一种角度量具。
万能角度尺适用于机械加工中的内、外角度测量,可测0°-320°外角及40°-130°内角。
万能角度尺的读数机构是根据游标原理制成的。
主尺刻线每格为1°。
游标的刻线是取主尺的29°等分为30格,因此游标刻线角格为29°/30,即主尺与游标一格的差值为2',也就是说万能角度尺读数准确度为2'。
除此之外还有5'和10'两种精度。
其读数方法与游标卡尺完全相同。
万能角度尺使用方法万能角度尺由尺身、90°角尺、游标、制动器、基尺、直尺、卡块等组成。
测量时应先校准零位,万能角度尺的零位,是当角尺与直尺均装上,而角尺的底边及基尺与直尺无间隙接触,此时主尺与游标的“0”线对准。
调整好零位后,通过改变基尺、角尺、直尺的相互位置可测试0-320°范围内的任意角。
1、测量0°-50°之间角度角尺和直尺全都装上,产品的被测部位放在基尺和直尺的测量面之间进行测量。
2、测量50°-140°之间角度可把角尺卸掉,把直尺装上去,使它与扇形板连在一起。
工件的被测部位放在基尺和直尺的测量面之间进行测量。
也可以不拆下角尺,只把直尺和卡块卸掉,再把角尺拉到下边来,直到角尺短边与长边的交线和基尺的尖棱对齐为止。
把工件的被测部位放在基尺和角尺短边的测量面之间进行测量。
3、测量140°-230°之间角度把直尺和卡块卸掉,只装角尺,但要把角尺推上去,直到角尺短边与长边的交线和基尺的尖棱对齐为止。
把工件的被测部位放在基尺和角尺短边的测量面之间进行测量。
4、测量230°-320°之间角度把角尺、直尺和卡块全部卸掉,只留下扇形板和主尺(带基尺)。
万能角度尺的读数及使用方法

万能角度尺的读数及使用方法
万能角度尺,那可真是个神奇的家伙!咋用它读数呢?嘿,其实不难。
先看看主尺和游标尺上的刻度,就像在看一幅神秘的地图。
然后仔细对比,找出对应的角度数值,这感觉就像在玩一场刺激的寻宝游戏。
使用万能角度尺有啥要注意的呢?那可不少!千万别粗心大意,不然读数可就不准啦。
就像走钢丝一样,得小心翼翼。
要把角度尺放平稳,不然它会发脾气的哟!
这玩意儿安全不?放心吧!只要正确使用,它可稳当啦。
就像一个靠谱的小伙伴,不会让你失望。
万能角度尺的应用场景可多啦!机械加工、工程测量,哪儿都能看到它的身影。
它的优势也很明显呀,测量角度超准确,就像有一双火眼金睛。
举个实际例子呗。
小王在机械车间里,用万能角度尺测量零件角度,那叫一个得心应手。
零件的角度准确无误,就像被施了魔法一样。
万能角度尺真是个好宝贝呀!大家都来试试吧。
化工装备技术专业《万能角度尺》

万能角度尺
万能角度尺是利用游标读数原理来直接测量工件角或进行划线的一种角度量具。
二、万能角度尺的结构及读数方法
如图2-12所示,万能角度尺由刻有角度刻线的主尺2和固定在扇形板上的游标1组成。
扇形板2、直尺5用卡块4固定在90°角尺6上,如果拆下90°角尺6,也可将直尺5固定在扇形板上。
万能角度尺精度有2'和5'两种。
以分度值为2'的万能角度尺为例,其主尺刻度线每格为1°,而游标刻线每格为58',即主尺1格与游标1格的差值为2',它的读数方法与游标卡尺完全相同。
图2-12 万能角度尺
用万能角度尺测量工件时,由于90°角尺和直尺可以移动和拆换,万能角度尺的测量范围可以测量0°~32021任何角度。
I型万能角度尺的使用说明书

把直尺和卡块卸掉,只装角尺,但要把角尺推上去,直到角尺短边与长边的交线和基尺的尖棱对齐为止。把工件的被测部位放在基尺和角尺短边的测量面之间进行测量。
(4)测量230°-320°Байду номын сангаас间角度(图六)
把角尺、直尺和卡块全部卸掉,只留下扇形板和主尺(带基尺)。把产品的被测部位放在基尺和扇形板测量面之间进行测量。
万能角度尺的使用说明书
1、结构
Ⅰ型万能角度尺的结构(图一)
2、万能角度尺的读数及使用方法
测量时,根据产品被测部位的情况,先调整好角尺或直尺的位置,用卡块上的螺钉把它们紧固住,再来调整基尺测量面与其它有关测量面之间的夹角。这时,要先松开制动头上的螺母,移动主尺作粗调整,然后再转动扇形板背面的微动装置作细调整,直到两个测量面与被测表面密切贴合为止。然后拧紧制动器上的螺母,把角度尺取下来进行读数。
(1)测量0°-50°之间角度(图二)
角尺和直尺全都装上,产品的被测部位放在基尺各直尺的测量面之间进行测量。
(2)测量50°-140°之间角度(图三)
可把角尺卸掉,把直尺装上去,使它与扇形板连在一起。工件的被测部位放在基尺和直尺的测量面之间进行测量。
也可以不拆下角尺,只把直尺和卡块卸掉,(图四)
再把角尺拉到下边来,直到角尺短边与长边的交线和基尺的尖棱对齐为止。把工件的被测部位放在基尺和角尺短边的测量面之间进行测量。
万能角度尺精度与读数方法

。等尺度角能万 、器角量标游如 �种几下以有它 �具量度角的线划度角行进或度角外内件零密精量测来用是尺度角能万
尺度角能万
站网训培选首人理经万 0003 国中
尺度 角 能 万 1-6 图
03 03 � � �1 �2 � �1 �92 是差数度的线 刻格每者两�此因�º92 为度角总的占所�格 03 有刻 上标游于由。º1 格每线度刻的上座尺尺度角能万 。构机数读标游的似相尺卡标游和了成形 � �5 器动制有�动移转回上座尺在可板形扇。成组 3 标 游的上 6 板形扇在定固和�1 座尺的线刻度角本基有 刻由是。示所 1-6 图如�构机数读的尺度角能万
用 应 的 尺 角量 能 万 2-6 图
。示所 2-6 图如�度角何任的º023�º0 量测以可尺度角能万使�换 拆和动移以可 8 尺直和 2 尺角于由。上板形扇在定固 8 尺直把可也�下拆 2 尺角把若。上尺角在定固块 卡用是 8 尺动移可�上板形扇在定固 7 块卡用是 2 尺角�的上座尺在定固是 4 尺基�上度角能万在 。值数度角的件零测被是就加相者两�值数的”分“ 度角出读上标游从再�度几是度角的前线零标游出读先�同相尺卡标游和�法方数读的尺度角能万 。′2 为度精的尺度角能万即
区社习学好好
moc.pot55.www//:ptth�进请载下料资费免多更
。差误量测生产免以�好良触接上长全的 面量测个两的尺角量与应件零且�致一向方线母的度角件零与尺基使应�时度角件零量测尺度角能万用 。数读尺角量+º072=度角测被º023�º072>�数读尺角量+º081=度角测被�º072 �º081>�数读尺角量+º09=度角测被�º081�º09>�为度角件零�时数读在则�º09 于大度角件零的量测果如,º09�0 有只线刻的度角本基�上座尺的尺角量能万 。)度角内的º031�º04 量测可即(度 角的º023�º032 量测可�时下拆全尺直和尺角把�度角的’032�º041 量测可�时尺角上装仅�度角的º 041�º05 量测可�时尺直上装仅� 度角外的 05�º0 量测可�时上装全尺直和尺角�见可 2-6 图由
万能角度尺的读数方法
万能角度尺的读数方法
1、万能角度尺的读数方法,和游标卡尺相同,先读出游标零线前的角度是几度,再从游标上读出角度“分”的数值,两者相加就是被测零件的角度数值。
2、使用前,先将万能角度尺擦拭干净,再检查各部件的相互作用是否移动平稳可靠、止动后的读数是否不动,然后对零位;测量时,放松制动器上的螺帽,移动主尺座作粗调整,再转动游标背面的手把作精细调整,直到使角度尺的两测量面与被测工件的工作面密切接触为止。
3、然后拧紧制动器上的螺帽加以固定,即可进行读数;测量完毕后,应用汽油或酒精把万能角度尺洗净,用干净纱布仔细擦干,涂以防锈油,然后装入匣内。
游标万能角度尺使用说明书

--游标万能角度尺-使用说明书————————————————————————————————作者:————————————————————————————————日期:ﻩ游标角度尺(0-320°2′)使用说明书在机械制造过程中及计量仪器校准中,有许多带角度的工件需要测量,而测量角度的方法与量具有多种多样的选择,使用游标万能角度尺来测量工件角度是比较方便的,如(图A )所示。
图A一、读数方法①先读度数:被游标尺零刻线所指的主尺上刻线是表示被测工件测量角的度数。
② 读分数:与主尺上刻线重合的游标尺上刻线是被测工件测量角的分数。
③ 相加求得测量值:将被测工件测量角的度数与分数相加起来,即为被测角度值。
二、结构与用途游标万能角度尺的结构如(图A )所示。
角尺和直尺在卡块的作用下分别固定于扇形板部件和角尺上,当转动卡块上的螺帽时,即可紧固或放松角尺或直尺,在扇形板部件的后面有一与齿轮杆相连接的手把,而该齿轮杆又与固定在主尺上的弧形齿板相啮合这个就是微动装置。
当转动微动装置就能使主尺和游标尺作细微的相对移动,以精确地调整测量值,但当把制动头上的螺帽拧紧后,则扇形板部件与主尺被紧固在一起,而不能有任何相对移动。
游标万能角度尺主要用于测量各种形状工件与样板的内、外角度以及角度划线。
三、使用和注意事项主尺直角尺游标基尺制动头扇形板卡块直尺1、零值检查:使用前将游标万能角度尺擦拭干净,检查各部分相互作用是否灵活可靠,然后移动直尺使其与基尺的测量面相互接触,直到无光隙可见为止。
同时观察主尺零刻线与游标零刻线是否对准;游标尺的尾刻线与主尺相应刻线是否对准,如对准便可使用,不对准则需要调整。
2、测量0°~50°之间的角度时,被测工件放在基尺和直尺的测量面之间,如图(B-4)所示。
3、测量50°~140°之间的角度时,把角尺取下,将直尺换在角尺位置上,把被测工件放在基尺和直尺的测量面之间,如图(B-1),(B-2)所示。
万能角度尺的读数举例

29*X=30*Y
Y=29*X/30
主尺每小格角度为1°(60′),当量爪合并时,游标 上的30格刚好等于主尺上的29 格 ,则游标每格角度 =(29* 60′ )÷30=58 ′ ,主尺每格间距与游标每格间距相 差=60 ′ -58′=2′, 2′即为此种游标卡尺的最小读数值。
Slide 7
万能角度尺的读数
角度尺读数
度
+
分
度:看游标零线左边 分:从游标尺上读出“分”的数值 对应主尺上最靠近一条 -----看游标上哪条刻线与主尺相应刻 刻线的数值,读出被测 线对齐,可以从游标上直接读出被测 角“度”的整数部分。 角“度”的小数部分,即“分”的数值。
Slide 8
万能角度尺的读数
举例:
请读出此角度尺上的示数 答案
Thank you!
Slide 11
到140°
由50°
Slide 3
万能角度尺的使用方法
(3)测量140°-230°之间角度
把直尺和卡块卸掉,只装角尺,但要把角尺推上去,直到角尺短边与 长边的交线和基尺的尖棱对齐为止。把工件的被测部位放在基尺和角尺 短边的测量面之间进行测量。
到230°
由140°
Slide 4
万能角度尺的使用方法
(4)测量230°-320°之间角度
Slide 9
万能角度尺的读数
答案:游标尺上零刻度线在主尺9°后,故 “度”的数值为:9;且游标尺第8个刻度与 主尺刻度线对齐,故分的读数为:8x2′=16′ ; 所以,最终读数为9° +16′= 9° 16′
Slide 10
Authenticators with fullห้องสมุดไป่ตู้Obligations to Verification!
「二」老钳工告诉你如何正确使用万能角度尺和百分表

「二」老钳工告诉你如何正确使用万能角度尺和百分表万能角度尺1.万能角度尺的结构2.万能角度尺的刻线原理与读数方法(1)刻线原理。
以测量精度为2´的万能角度尺为例来介绍刻线原理。
如图2-22所示,尺身共有90个格,每格为1°,游标上共有29个格,其所占的弧长与尺身上30个格的弧长相等,即游标上每格所对应的角度为(29/30)°,尺身每1格与游标的每1格在角度上相差2´。
(2)万能角度尺读数时,先读出尺身上位于游标0刻度线左侧的整数刻度,然后读出游标上刻度线和尺身刻度线对齐处的数值,把两次的读数相加即为所测角度的数值。
例3.万能角度尺的测量范围百分表1.百分表的结构2.百分表的刻线原理与读数(1)刻线原理。
百分表的正面共有大小两个表盘,大表盘上共有100个等分格,每格代表0.01mm,小表盘上共有10个等分格,每格代表1mm,当长指针在大表盘上转动一周时会带动短指针在小表盘上转动一个格。
测量时,如果测量杆上移1mm,则会使长指针转一周,短指针转1个格。
(2)读数。
测量杆移动的距离=短指针的读数(整数部分)+长指针的读数(小数部分)。
例3.注意事项1).使用前,应检查测量杆活动的灵活性。
即轻轻推动测量杆时,测量杆在套筒内的移动要灵活,没有任何轧卡现象,每次手松开后,指针能回到原来的刻度位置。
2).使用时,必须把百分表固定在可靠的夹持架上。
切不可贪图省事,随便夹在不稳固的地方,否则容易造成测量结果不准确,或摔坏百分表。
3).测量时,不要使测量杆的行程超过它的测量范围,不要使表头突然撞到工件上,也不要用百分表测量表面粗糙度或有显著凹凸不平的工件。
4).测量平面时,百分表的测量杆要与平面垂直,测量圆柱形工件时,测量杆要与工件的中心线垂直,否则,将使测量杆活动不灵或测量结果不准确。
为方便读数,在测量前一般都让大指针指到刻度盘的零位。
4.其他百分表。
用万能角度尺测量圆锥锥度

1400
1400
样板与工件间有缝隙 --角度不合格
1400
<1400
样板与工件间无缝隙 --角度合格
样板与工件间有缝隙 --角度不合格
三、用量规测圆锥锥度与尺寸 塞规检验工件内圆锥尺寸---大端直径
塞规公差
Δ
1---工件
2---塞规
内圆锥大端 尺寸的检验
工件
大端轮廓线 落在缺口内
塞规公差 Δ
工件
大端尺寸合格
大端轮廓线 落在两线间
塞规公差
大端尺寸合格
工件
大端轮廓线 落在缺口外
内圆锥大端 尺寸的检验
大端尺寸小了
工件
大端轮廓线 落在缺口外
大端尺寸大了
外圆锥小端尺寸的检验
套规公差带
套规检验工件外圆锥尺寸---小端直径
圆锥小端面落在 公差带缺口内
直径合格
工件
套规
外圆锥小端 一、用万能角度尺测锥(角)度 二、用角度样板测量角度 三、用量规测圆锥锥度与尺寸 四、涂色法检验圆锥锥角
一、用万能角度尺测锥(角)度
测量面 工件
α
测量面
直角尺
万能角度尺的结构
游标
尺身
基尺
锁紧螺钉
测量面
工件
α
卡快
直尺
测量面
测量小于900的角度
α
测量面
测量大于900小于1800的角度
α
测量面
测量面
测量大于900小于1800的角度
测量面
间接测量面 直接测量面
测量面
α
测量面
测量大于1800小于2700的角度
万能角尺测量读数
12’ 160
160 +12’ =16012’
折弯中用的万能角度尺,好多工程师不会使用

折弯中用的万能角度尺,好多工程师不会使用机械工程师在产品设计过程中会需要精确地测量角度,需要用到万能角度尺。
我在公司发现很多人对这个测量工具不会使用,所以写一篇文章来介绍使用方法。
万能角度尺万能角度尺的结构1)测量0°-50°之间角度角尺和直尺全都装上,产品的被测部位放在基尺各直尺的测量面之间进行测量。
0°~50°角度测量2)测量50°-140°之间角度可把角尺卸掉,把直尺装上去,使它与扇形板连在一起。
工件的被测部位放在基尺和直尺的测量面之间进行测量。
50°~140°角度测量3)测量140°-230°之间角度把直尺和卡块卸掉,只装角尺,但要把角尺推上去,直到角尺短边与长边的交线和基尺的尖棱对齐为止。
把工件的被测部位放在基尺和角尺短边的测量面之间进行测量。
140°-230°角度测量4)测量230°-320°之间角度(即40°-130°的内角)把角尺、直尺和卡块全部卸掉,只留下扇形板和主尺(带基尺)。
把产品的被测部位放在基尺和扇形板测量面之间进行测量。
230°-320°角度测量介绍了角度尺在测量角度时如何使用,万能角度尺如何读数?游标万能角度尺的读数方法,和游标卡尺相同,先读出游标零线前的角度是几度,再从游标上读出角度“分”的数值,两者相加就是被测零件的角度数值。
1 当零件角度为>90º~180º,则被测角度=90º+量角尺读数2 当零件角度为>180º~270º,则被测角度=180º+量角尺读数3 当零件角度为>270º~320º,则被测角度=270º+量角尺读数。
游标卡尺及万能角度尺地使用说明书(有图示)
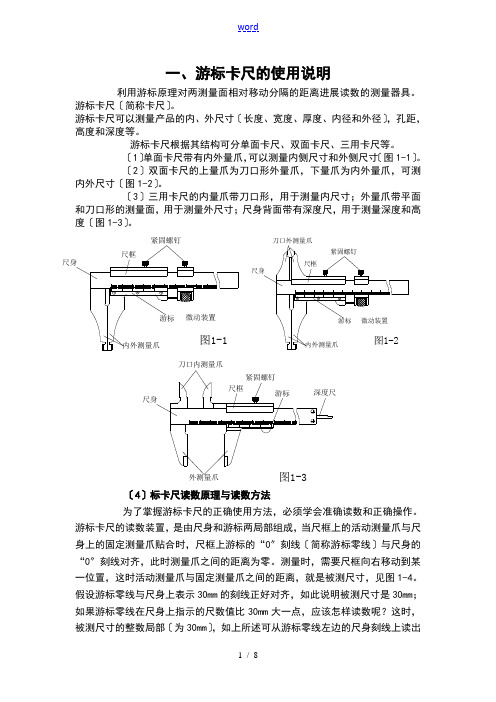
一、游标卡尺的使用说明利用游标原理对两测量面相对移动分隔的距离进展读数的测量器具。
游标卡尺〔简称卡尺〕。
游标卡尺可以测量产品的内、外尺寸〔长度、宽度、厚度、内径和外径〕,孔距,高度和深度等。
游标卡尺根据其结构可分单面卡尺、双面卡尺、三用卡尺等。
〔1〕单面卡尺带有内外量爪,可以测量内侧尺寸和外侧尺寸〔图1-1〕。
〔2〕双面卡尺的上量爪为刀口形外量爪,下量爪为内外量爪,可测内外尺寸〔图1-2〕。
〔3〕三用卡尺的内量爪带刀口形,用于测量内尺寸;外量爪带平面和刀口形的测量面,用于测量外尺寸;尺身背面带有深度尺,用于测量深度和高度〔图1-3〕。
〔4〕标卡尺读数原理与读数方法为了掌握游标卡尺的正确使用方法,必须学会准确读数和正确操作。
游标卡尺的读数装置,是由尺身和游标两局部组成,当尺框上的活动测量爪与尺身上的固定测量爪贴合时,尺框上游标的“0〞刻线〔简称游标零线〕与尺身的“0〞刻线对齐,此时测量爪之间的距离为零。
测量时,需要尺框向右移动到某一位置,这时活动测量爪与固定测量爪之间的距离,就是被测尺寸,见图1-4。
假设游标零线与尺身上表示30mm的刻线正好对齐,如此说明被测尺寸是30mm;如果游标零线在尺身上指示的尺数值比30mm大一点,应该怎样读数呢?这时,被测尺寸的整数局部〔为30mm〕,如上所述可从游标零线左边的尺身刻线上读出来〔图中箭头所指刻线〕,而比1mm小的小数局部如此是借助游标读出来的〔图图1-4:游标卡尺测量尺寸游标的小数局部读数方法是首先看游标的哪一条线与尺身刻线对齐;然后把游标这条线的顺序数乘以游标读数值,就得出游标的读数,即游标的读数=游标读数值X游标对齐刻线的顺序数游标卡尺读数时可分三步:A、先读整数——看游标零线的左边,尺身上最靠近的一条刻线的数值,读出被测尺寸的整数局部;B、再读小数——看游标零线的右边,数出游标第几条刻线与尺身的数值刻线对齐,读出被测尺寸的小数局部〔即游标读数值乘其对齐刻线的顺序数〕;C、得出被测尺寸——把上面两次读数的整数局部和小数局部相加,就是卡尺的所测尺寸。
游标卡尺及万能角度尺地使用说明书(有图示)

一、游标卡尺的使用说明利用游标原理对两测量面相对移动分隔的距离进行读数的测量器具。
游标卡尺(简称卡尺)。
游标卡尺可以测量产品的内、外尺寸(长度、宽度、厚度、内径和外径),孔距,高度和深度等。
游标卡尺根据其结构可分单面卡尺、双面卡尺、三用卡尺等。
(1)单面卡尺带有内外量爪,可以测量内侧尺寸和外侧尺寸(图1-1)。
(2)双面卡尺的上量爪为刀口形外量爪,下量爪为内外量爪,可测内外尺寸(图1-2)。
(3)三用卡尺的内量爪带刀口形,用于测量内尺寸;外量爪带平面和刀口形的测量面,用于测量外尺寸;尺身背面带有深度尺,用于测量深度和高度(图1-3)。
(4)标卡尺读数原理与读数方法为了掌握游标卡尺的正确使用方法,必须学会准确读数和正确操作。
游标卡尺的读数装置,是由尺身和游标两部分组成,当尺框上的活动测量爪与尺身上的固定测量爪贴合时,尺框上游标的“0”刻线(简称游标零线)与尺身的“0”刻线对齐,此时测量爪之间的距离为零。
测量时,需要尺框向右移动到某一位置,这时活动测量爪与固定测量爪之间的距离,就是被测尺寸,见图1-4。
假如游标零线与尺身上表示30mm的刻线正好对齐,则说明被测尺寸是30mm;如果游标零线在尺身上指示的尺数值比30mm大一点,应该怎样读数呢?这时,被测尺寸的整数部分(为30mm),如上所述可从游标零线左边的尺身刻线上读出来(图中箭头所指刻线),而比1mm小的小数部分则是借助游标读出来的(图中●所指刻线,为0.7mm),二者之和被测尺寸是30.7mm,这是游标测量器具图1-4:游标卡尺测量尺寸游标的小数部分读数方法是首先看游标的哪一条线与尺身刻线对齐;然后把游标这条线的顺序数乘以游标读数值,就得出游标的读数,即游标的读数=游标读数值X游标对齐刻线的顺序数游标卡尺读数时可分三步:A、先读整数——看游标零线的左边,尺身上最靠近的一条刻线的数值,读出被测尺寸的整数部分;B、再读小数——看游标零线的右边,数出游标第几条刻线与尺身的数值刻线对齐,读出被测尺寸的小数部分(即游标读数值乘其对齐刻线的顺序数);C、得出被测尺寸——把上面两次读数的整数部分和小数部分相加,就是卡尺的所测尺寸。
万能角度尺精度与读数方法

万能角度尺万能角度尺是用来测量精密零件内外角度或进行角度划线的角度量具,它有以下几种,如游标量角器、万能角度尺等。
万能角度尺的读数机构,如图6-1所示。
是由刻有基本角度刻线的尺座1,和固定在扇形板6上的游标3组成。
扇形板可在尺座上回转移动(有制动器5),形成了和游标卡尺相似的游标读数机构。
万能角度尺尺座上的刻度线每格1º。
由于游标上刻有30格,所占的总角度为29º,因此,两者每格刻线的度数差是图6-1 万能角度尺即万能角度尺的精度为2′。
万能角度尺的读数方法,和游标卡尺相同,先读出游标零线前的角度是几度,再从游标上读出角度“分”的数值,两者相加就是被测零件的角度数值。
在万能角度上,基尺4是固定在尺座上的,角尺2是用卡块7固定在扇形板上,可移动尺8是用卡块固定在角尺上。
若把角尺2拆下,也可把直尺8固定在扇形板上。
由于角尺2和直尺8可以移动和拆换,使万能角度尺可以测量0º~320º的任何角度,如图6-2所示。
图6-2 万能量角尺的应用由图6-2可见,角尺和直尺全装上时,可测量0º~50的外角度 ,仅装上直尺时,可测量50º~140º的角度,仅装上角尺时,可测量140º~230’的角度,把角尺和直尺全拆下时,可测量230º~320º的角度(即可测量40º~130º的内角度)。
万能量角尺的尺座上,基本角度的刻线只有0~90º,如果测量的零件角度大于90º,则在读数时,应加上一个基数(90º;180º;270º;)。
当零件角度为:>90º~180º,被测角度=90º+量角尺读数,>180º~270º,被测角度=180º+量角尺读数,>270º~320º被测角度=270º+量角尺读数。
万能角度尺的读数方法【干货】
万能角度尺的使用方法
内容来源网络,由“深圳机械展(11万㎡,1100多家展商,超10万观众)”收集整理!更多cnc加工中心、车铣磨钻床、线切割、数控刀具工具、工业机器人、非标自动化、数字化无人工厂、精密测量、3D打印、激光切割、钣金冲压折弯、精密零件加工等展示,就在深圳机械展.
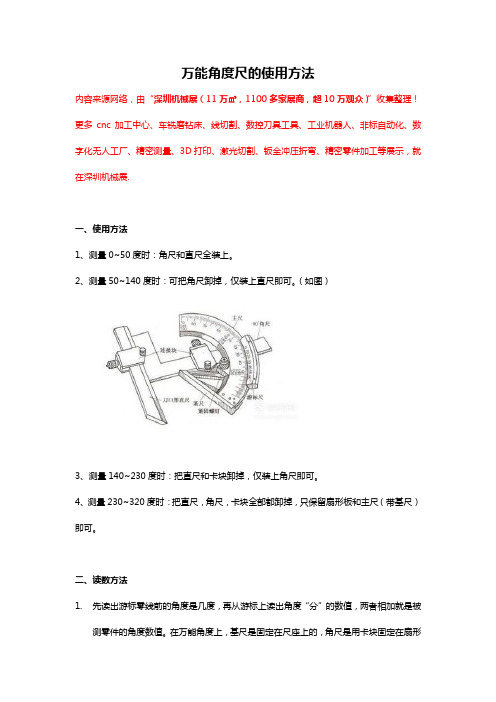
一、使用方法
1、测量0~50度时:角尺和直尺全装上。
2、测量50~140度时:可把角尺卸掉,仅装上直尺即可。
(如图)
3、测量140~230度时:把直尺和卡块卸掉,仅装上角尺即可。
4、测量230~320度时:把直尺,角尺,卡块全部都卸掉,只保留扇形板和主尺(带基尺)即可。
二、读数方法
1.先读出游标零线前的角度是几度,再从游标上读出角度“分”的数值,两者相加就是被
测零件的角度数值。
在万能角度上,基尺是固定在尺座上的,角尺是用卡块固定在扇形
板上,可移动尺是用卡块固定在角尺上。
若把角尺拆下,也可把直尺固定在扇形板上。
2.万能量角尺的尺座上,基本角度的刻线只有0~90度。
3.当测量的零件角度大于90度时:在读数时,应加上一个基数;
当零件角度大于90度小于等于180度时:被测角度=90+量角尺读数;
当零件角度大于180度,小于等于270度时:被测角度=180+量角尺读数;
当零件角度大于270度,小于等于320度时:被测角度=270+量角尺读数。
内容来源网络,由“深圳机械展(11万㎡,1100多家展商,超10万观众)”收集整理!更多cnc加工中心、车铣磨钻床、线切割、数控刀具工具、工业机器人、非标自动化、数字化无人工厂、精密测量、3D打印、激光切割、钣金冲压折弯、精密零件加工等展示,就在深圳机械展.。
角度尺的使用说明

•
•
•
图六 读数举例
• •
万能角度尺的测量方法
• 测量时,根据产品被测部 位的情况,先调整好角尺 或直尺的位置,用卡块上 的螺钉把它们紧固住,再 来调整基尺测量面与其它 有关测量面之间的夹角。 这时,要先松开制动头上 的螺母,移动主尺作粗调 整,然后再转动扇形板背 面的微动装置作细调整, 直到两个测量面与被测表 面密切贴合为止。然后拧 紧制动器上的螺母,把角 度尺取下来进行读数。 • (1)测量0°-50°之间 角度 • 角尺和直尺全都装上, 产品的被测部位放在基尺 各直尺的测量面之间进行 测量。
万能角度尺的测量方法
• (2)测量50°-140°之 间角度 • 可把角尺卸掉,把直尺装 上去,使它与扇形板连在 一起。工件的被测部位放 在基尺和直尺的测量面之 间进行测量。 • 也可以不拆下角尺,只把 直尺和卡块卸掉,再把角 尺拉到下边来,直到角尺 短边与长边的交线和基尺 的尖棱对齐为止。把工件 的被测部位放在基尺和角 尺短边的测量面之间进行 测量
万能角度尺使用说明
目
录
• 1.万能角度尺的主要构件-------------P3
• 2.万能角度尺的使用方法------------P4-P8 • 3.万能角度尺维护和保养------------P9 • 4.计量器具的送 检定-------------P10-11
主要构件
直角尺 游标 主尺 制动头
万能角ቤተ መጻሕፍቲ ባይዱ尺使用前后
• 1、使用前,先将万能角度尺擦拭干净,再 检查各部件的相互作用是否移动平稳可靠、 止动后的读数是否不动,然后对零位;
• 2、测量完毕后,应用汽油或酒精把万能角 度尺洗净,用干净纱布仔细擦干,涂以防 锈油,然后装入匣内。
0-320°万能角度尺使用方法培训(有图有真相)

熊裕平5731 0-320°万能角度尺使用培训
培训目的
• 学会万能角度尺的使用方法 • 掌握万能角度尺的读数方法
培训内容目录
一、万能角度尺的种类 二、0-320°万能角度尺的组成结构 三、0-50°测量方法 四、50-140°测量方法 五、140-230°测量方法 六、230-320°测量方法 七、读数方法
请根据读数方法,读出下图中的角度数据是多少?
THE END . THANK YOU !
四、50-140°测量方法 将直角尺卸掉,把直尺安装上,使直尺与扇形板连在一起, 被测物放在基尺和直尺的夹角之间进行测量。
组成结构
五、140-230°测量方法
把直尺和卡块卸掉,只把直角尺安装上,同时将直角尺推上 去,使直角尺外直角与基尺尖头对齐,被测物放在基尺和直 角尺的夹角之间进行测量。
组成结构
六、230-320°测量方法 把直角尺、直尺和卡块全部卸掉,只留下扇形板和主尺(带 基尺),被测物放在基尺和扇形板的夹角之间进行测量。
读数方法
七、读数方法
根据测量的角度范围,整度数由游标0刻度线在主尺上从左 至右所达到的最大整数格读得,不足的部分由游标刻度上和 主尺上完全对齐的刻度读得。
读数方法
一、万能角度尺种类
万能角度尺种类
二、 0-320°万能角度尺的组成结构
组成结构
组成结构
0-320°万能角度尺主要有以下部分组成: 直角尺、直尺、主尺、游标、基尺、扇形板、制动头、卡块
组成结构
三、 0-50°测量方法 将直角尺、直尺所有部件全部安装上,被测物放在基尺和直 尺的夹角之间进行测量
组成结构
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
Slide 8
万能角度尺的读数
角度尺读数 度 + 分
度:看游标零线左边 分:从游标尺上读出“分”的数值 对应主尺上最靠近一条 -----看游标上哪条刻线与主尺相应刻 刻线的数值,读出被测 线对齐,可以从游标上直接读出被测 角“度”的整数部分。 角“度”的小数部分,即“分”的数值。
Slide 9
万能角度尺的读数
Thank you!
Slidee 10
万能角度尺的读数
答案:游标尺上零刻度线在主尺9°后,故 “度”的数值为:9;且游标尺第8个刻度与 主尺刻度线对齐,故分的读数为:8x2′=16′ ; 所以,最终读数为9° +16′= 9° 16′
Slide 11
Authenticators with full Obligations to Verification!
把角尺卸掉,把直尺装上去,使它与扇形板连在一起。工件的被测 部位放在基尺和直尺的测量面之间进行测量。
由50°
到140°
Slide 4
万能角度尺的使用方法
(3)测量140°-230°之间角度
把直尺和卡块卸掉,只装角尺,但要把角尺推上去,直到角尺短边与 长边的交线和基尺的尖棱对齐为止。把工件的被测部位放在基尺和角尺 短边的测量面之间进行测量。
测量工具的使用
万能角度尺的使用
Slide 1
万能角度尺的结构
量程:0320° 精度:2′
Slide 2
万能角度尺的使用方法
(1)测量0°-50°之间角度
角尺和直尺全都装上,产品的被测部位放在基尺和直尺的测量面之 间进行测量。
° 由0 到5 0°
Slide 3
万能角度尺的使用方法
(2)测量50°-140°之间角度
到230°
由1
40°
Slide 5
万能角度尺的使用方法
(4)测量230°-320°之间角度
把角尺、直尺和卡块全部卸掉,只留下扇形板和主尺(带基尺)。 把产品的被测部位放在基尺和扇形板测量面之间进行测量。
到 由 320° 23 0°
Slide 6
万能角度尺分度值的由来
游标
主尺
主尺上的29个格刚好和游标尺上的30个格对齐
Slide 7
万能角度尺分度值的由来
计算:设主尺一小格度数为X,游标尺一小格读数
为Y,则: 29*X=30*Y
Y=29*X/30
主尺每小格角度为1°(60′),当量爪合并时,游标 上的30格刚好等于主尺上的29 格 ,则游标每格角度 =(29* 60′ )÷30=58 ′ ,主尺每格间距与游标每格间距相 差=60 ′ -58′=2′, 2′即为此种游标卡尺的最小读数值。