GM通用 检具检查表检具认可报告
检具检测报告
检具检测报告随着科技的发展和社会需求的增长,检具检测已成为现代社会中必不可少的一环。
无论是生产过程中的质量控制,还是日常生活中的安全保障,都离不开检具检测的存在。
检具检测报告作为检具检测的重要产物,在保障产品质量和人身安全方面具有重要作用。
一、检具检测报告的作用与意义检具检测报告是检具检测工作的重要成果,它不仅可以评价产品的质量合格与否,还能指导和改进生产过程。
对于生产厂家来说,检具检测报告是他们生产质量的“明证”,有助于提高产品的市场竞争力。
对于消费者来说,检具检测报告则是选择产品的参考依据,能够保障他们的人身安全和权益。
二、检具检测报告的内容与要求检具检测报告的内容一般包括以下几个方面:产品基本信息、检测项目及方法、检测结果、评定标准及结论等。
其中,检测项目及方法需要详细描述,以保证检测过程的科学性和准确性;检测结果需要精确反映被检测产品的实际情况,不能存在虚假成分;评定标准及结论则是基于检测结果给出的判断,需要客观公正,能够给消费者提供真实可信的信息。
三、检具检测报告的制作流程制作一份高质量的检具检测报告需要经过一系列的流程:首先是样品接收和登记,确保被检测样品的数量和来源等信息准确无误;然后是样品准备和预处理,对样品进行必要的处理,以确保检测结果的准确性;接下来是检测过程,根据产品特性选择合适的检测项目及方法进行检测;最后是检测结果分析和编制报告,将检测结果进行统计和分析,并编制成标准化的检测报告。
四、检具检测报告的可信度与认证机构一个可靠的检具检测报告需要有权威的检测机构作为支撑。
在市场上,有一些知名的检测机构被公认为具备专业性和可信度,例如中国质量认证中心、国家食品安全风险评估中心等。
选择这些机构进行检具检测,并获得他们颁发的检具检测报告,能够提高报告的公信力和可信度。
总结起来,检具检测报告是保障产品质量和人身安全的重要工具。
它不仅能够评价产品质量的合格与否,还能指导和改进生产过程。
GM供应商检具标准
前言GM给生产件供应商的检具标准是为了建立GM供应商PPAP检具全球性的公用标准而开发的。
先前,GM各部门及单位有其各自的检具标准。
1996年,来自GM卡车集团、中等/豪华及小型汽车集团的代表成立了一个开发小组。
另外,在开发过程中,我门还得到了Saturn、GM动力总成和GM加拿大集团的合作。
目录标题页次更改信息 3I. 序言 4II. 零件供应商的责任 5III. 设计概念 6IV. 概念批准7V. 设计要求7VI. 制造要求10VII. 认证要求12VIII. 量具重复性和再现性的要求 13IX. 保养要求15X. 术语15XI. 附录A 16XII. 附录B 17更改信息版本日期段落条目1.0 12/97 发布本标准中如发生任何更改都将记录在本页中。
当发生新的更改时,在保留本页清单原有记录的基础上,再增加新的更改内容。
修订后的版本将以版本1.0、2.0、3.0的顺序发布。
当不同的版本发布时,通过参照段落和条目的相应内容,可迅速找出更改内容。
本文件替代下列文件:∙卡车和客车检具/量具标准(T& B 391)、12月、1989。
∙中等/豪华汽车集团检具设计/制造标准,4月,1996。
I. 序言A. 介绍依照汽车工业行动集团(AIAG),先期产品质量策划手册和生产件批准程序的要求,每当需要时,零件供应商应按照他们的质量计划获取检具来检验他们的产品。
生产件供应商在对GM的零件的检具进行报价、设计和制造时,除了使用他们自己的标准和要求外,还要参照本手册。
如果GM的供应商质量工程师(SQE)认为确有必要,可根据检测条件来修改此标准,但只在有相应的支持文件时才能修改(译注:如经EWO程序)。
B. 适用范围GM检具标准概括了全球范围所有GM供应商PPAP检具的最低要求。
虽然本手册为获得PPAP检具的条件提供了一致的过程,但仍鼓励供应商将本标准应用于在制造过程或分总成的检测中。
除了本标准,以下手册亦可作为参考:GM P.E.D.-114检具/量具标准手册本手册提供了车身板金部件和总成的检具的标准。
检具功能检查表

∨
17.
检查定位销,锁紧销及滑动部件是否有适当的滑动配合?
∨
18.
检查夹钳是否正常触及零件表面(考虑材料厚度)
∨
19.
所有部件都已安装在检具上并标明量具编号和部件编号
∨
20.
所有定位基准点都存在并按检具设计资料作出适当标记
∨
21.
检具基座已经审核,相关产品设计百位线及坐标值正确标出
检具功能检查表
供应商名称:
零件号
XXXX
检具编号
XXXX
符合要求 ∨;不符合要求×;不需要 /;
零件名称
XXXX
检查日期
XXXX-XX-XX
序号
检查项目
供应商自检
北汽认可
确认
1.
检具是否按最新状态发布的产品数模制造
∨
2.
主副定位孔是否与检具式样书一致?
∨
3.
定位基准面(S面)及夹紧点位置及数量是否与检具式样书一致?
∨
22.
检具的制造精度是否符合制造公差要求 (BAIC对检具基准面、定位面、定位销的制造精度进行全检或随机抽点检测)
∨
23.
检具资料的完整性:依据《测量支架设计与制造技术要求》
∨
供应商签字
检查: 审核: 批准:
北汽签字
检查: 审核: 批准:
检具实物标牌上基准坐标数值是否与检测精度表保持一致?
∨
11.
可移动导轨或部件在开启状态是否超过其基座范围?
∨
12.
检查检具表面之间是否有脱落的销钉,垫片,毛剌。
∨
13.
是否为装拆零件或总成留下足够的空隙?
PPAP生产件批准程序GM要求

SDE Module 2010.04
SGM Confidential
16/56
零件工程认可报告
PPAP
• 供应商必须获得经PATAC批准的零件工程认可报告或经 GM Homeroom批准的GM3660 “Commodity Validation Sign-off”。
SDE Module 2010.04
➢ 等级五:在供方制造场所备有保证书、产品样品和 完整的支持数据以供评审
根据PPAP检查清单提交交付物
SDE Module 2010.04
SGM Confidential
10/56
PPAP相关活动时间节点
PPAP
GPDP-Timing (动力总成)
零件PPAP状态至少 达到NS
Source C&M
涉及是否需要进行PPAP的任何问题,需和SGM供应商质量联系。
SDE Module 2010.04
SGM Confidential
7/56
执行PPAP的条件 续
PPAP
PPAP手册第三部分规定的情况举例:
➢ 和以前被批准的零件或产品相比,使用了其他不同的结构或材料。
➢ 使用新的或改进的工装(不包括易损工装)、模具、成型模、模型等, 包括补充的或替换用的工装。
➢ 皮纹件、油漆件认可之前必须通过光板件的认可,光 板件底色必须为黑色。
SDE Module 2010.04
SGM Confidential
18/56
实验室认可文件
PPAP
➢ SGM要求实验室至少通过GM GP-10认可(注意GP10 的试验范围和有效期)。
➢ 试验范围通过ISO/IEC17025国家注册认可且在有效 期内的实验室则无须通过GM GP-10认 Module 2010.04
工装(检具)验收报告

日期
使用性能
结论
*生产可行
使用人确 认
日期
保存期限:三年
生产确认
主管确认
外观标识
主管确认
日期
*生产不可行
日期
工装/检具验收报告
资产归属
*内部资产 *外部资产
类型:
客户
产品料号
*工装
产品版本
*品质检具
申请部门
*配件
申请人
日期
设计类别
状态 工装图料 号
*全新
*内部设计 *变更 *维修保养
*整体外发
工装编号 图纸类型
责任工程师
*2D *3D *清单 工装版本
品质意见(品质部依据工程提供图纸全尺寸检验,并进行检验结果确认,确认的报告 作为此报告的附件)
*全尺寸检验合格
检验员确 认
*全尺寸检验不合格(特采)
日期
实配状态
*全尺寸检验不合格(返工) *外观检验合格 *外观检验不合格
质量主管确认
日期
工程确认
生产可用性
*3个月 *6个月 *9个月 *12个月
保养周期
*生产件数 100 *生产件数 300 *生产件数 500 *生产件数 10ຫໍສະໝຸດ 0注意事项工程结论:
检具制造认可报告
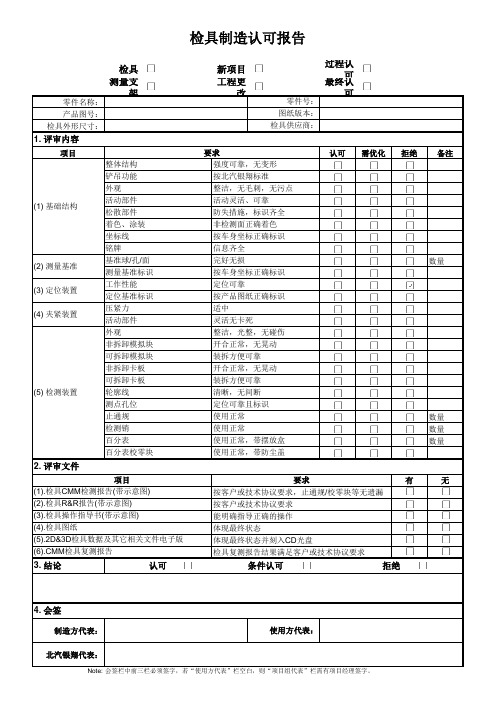
检具 测量支架
零件名称: 产品图号: 检具外形尺寸:
新项目 工程更改
过程认可 最终认可
零件号: 图纸版本: 检具供应商:
1. 评审内容
项目 整体结构 铲吊功能 外观 (1) 基础结构 活动部件 松散部件 着色、涂装 坐标线 铭牌 基准球/孔/面 测量基准标识 工作性能 定位基准标识 压紧力 活动部件 外观 非拆卸模拟块 可拆卸模拟块 非拆卸卡板 可拆卸卡板 (5) 检测装置 轮廓线 测点孔位 止通规 检测销 百分表 百分表校零块 要求 强度可靠,无变形 按北汽银翔标准 整洁,无毛刺,无污点 活动灵活、可靠 防失措施,标识齐全 非检测面正确着色 按车身坐标正确标识 信息齐全 完好无损 按车身坐标正确标识 定位可靠 按产品图纸正确标识 适中 灵活无卡死 整洁,光整,无碰伤 开合正常,无晃动 装拆方便可靠 开合正常,无晃动 装拆方便可靠 清晰,无间断 定位可靠且标识 使用正常 使用正常 使用正常,带摆放盒 使用正常,带防尘盖 要求 按客户或技术协议要求,止通规/校零块等无遗漏 按客户或技术协议要求 能明确指导正确的操作 体现最终状态 体现最终状态并刻入CD光盘 检具复测报告结果满足客户或技术协议要求 有 无 数量 数量 数量 数量 认可 需优化 拒绝 备注
(2) 测量基准 (3) 定位装置 (4) 夹紧装置
2. 评审文件
项目 (1).检具CMM检测报告(带示意图) (2).检具R&R报告(带示意图) (3).检具操作指导书(带示意图) (4).检具图纸 (5).2D&3D检具数据及其它相关文件电子版 (6).CMM检具复测报告
Байду номын сангаас
3. 结论
认可
条件认可
拒绝
4. 会签
美国通用检具标准

前言GM给生产件供应商的检具标准是为了建立GM供应商PPAP检具全球性的公用标准而开发的。
先前,GM各部门及单位有其各自的检具标准。
1996年,来自GM卡车集团、中等/豪华及小型汽车集团的代表成立了一个开发小组。
另外,在开发过程中,我门还得到了Saturn、GM动力总成和GM加拿大集团的合作。
译注:本标准的中文版是由上海通用汽车有限公司,物料管理部,供应商开发/供应商质量科翻译。
如译文与英文原文 有冲突处,以英文原文为准。
1998年6月2日目录标题页次更改信息 3 I.序言 4 II.零件供应商的责任 5 III.设计概念 6 IV.概念批准7 V.设计要求7 VI.制造要求9 VII.认证要求12 VIII.量具重复性和再现性的要求 13 IX.保养要求15 X.术语15 XI.附录A 16 XII.附录B 17更改信息版本日期段落条目1.012/97 发布本标准中如发生任何更改都将记录在本页中。
当发生新的更改时,在保留本页清单原有记录的基础上,再增加新的更改内容。
修订后的版本将以版本1.0、2.0、3.0的顺序发布。
当不同的版本发布时,通过参照段落和条目的相应内容,可迅速找出更改内容。
本文件替代下列文件:•卡车和客车检具/量具标准(T& B 391)、12月、1989。
•中等/豪华汽车集团检具设计/制造标准,4月,1996。
I.序言A.介绍依照汽车工业行动集团(AIAG),先期产品质量策划手册和生产件批准程序的要求,每当需要时,零件供应商应按照他们的质量计划获取检具来检验他们的产品。
生产件供应商在对GM的零件的检具进行报价、设计和制造时,除了使用他们自己的标准和要求外,还要参照本手册。
如果GM的供应商质量工程师(SQE)认为确有必要,可根据检测条件来修改此标准,但只在有相应的支持文件时才能修改(译注:如经EWO程序)。
B.适用范围GM检具标准概括了全球范围所有GM供应商PPAP检具的最低要求。
GM通用 检具检查表检具认可报告

检具上具备适用安全移动的装置(如吊环) 16
Fixture has adequate features(lift rings)for safe movement of the fixture.
17
检具符合GM的标准及制造公差 The fixture is constructed to GM standard & construction tolerance.
项目 Item
检具制造检查表 FIXTURE CONSTRUCTION CHECK LIST
1 检具按最新工装更改级别制造 Completed fixture is built to the latest tool design revision level.
批Ap准pro ved
2 检具基座已经审核,相关车身格线正确标出 The fixture base is certified & reference body grid lines are properly identified.
7
检查定位销,锁紧销及滑动部件是否有适当的滑动配合 Check for proper slip fit of locating pins,check pins,slide units etc.
8 检查可移动部件,模板是否安全正常运作(夹紧) Check for proper & safe function of swing units,templates,etc.,(pinch points)
9 检查夹钳是否正常触及零件表面(考虑材料厚度) Check for proper fit & pivot align.of clamps to contact surface,(w/mtl. thickness)
通用汽车有限公司(sgm)检具标准.pdf
上海通用汽车有限公司(SGM)检具标准上海通用汽车有限公司(SGM)检具标准前言1996年,来自GM卡车集团、中等/豪华及小型汽车集团的代表成立了一个开发小组,对GM的生产件供应商检具标准进行了重新编制。
GM给生产件供应商的检具标准是为了建立GM供应商PPAP检具全球性的公用标准而开发的。
另外,在开发过程中,还得到了Saturn、GM动力总成和GM加拿大集团的合作。
b5E2RGbCAPSGM的检具标准是依据GM生产件供应商的检具标准,另外通过近几年对国内生产件供应商检具认证过程中,所积累的经验,同时结合国内的具体情况,对原来的GM生产件供应商检具标准进行了补充,为国内生产件供应商的PPAP所要求的检具认证制定了标准。
p1EanqFDPw目录标题页次更改信息3I. 序言4II. 零件供应商的责任5III. 设计概念6IV. 概念批准7V. 设计要求7VI. 制造要求10VII. 认证要求12VIII. 检具重复性和再现性的要求13IX. 检具最终批准15X. 保养要求15XI. 术语15XII. 附录 A 17XIII. 附录 B 18XIV. 附录C19更改信息版本日期段落条目1.0 12/1997 发布2.0 08/2002发布DXDiTa9E3d3.0 03/2005发布RTCrpUDGiT本标准中如发生任何更改都将记录在本页中。
当发生新的更改时,在保留本页清单原有记录的基础上,再增加新的更改内容。
修订后的版本将以版本 1.0、2.0、3.0的顺序发布。
当不同的版本发布时,通过参照段落和条目的相应内容,可迅速找出更改内容。
5PCzVD7HxA本文件替代下列文件:卡车和客车检具/量具标准(T& B 391)、12月、1989。
中等/豪华汽车集团检具设计/制造标准,4月,1996。
I. 序言A. 介绍依照上海通用汽车有限公司(SGM),先期产品质量策划手册(APQP)和生产件批准程序(PPAP)的要求,每当需要时,零件供应商应按照他们的质量计划获取检具来检验他们的产品。
SMPV QA 上海汽车检具设计与制造准则
4.2.
检具的校验和鉴定 .................................................................................................................1
4.3.
检具的寿命 .............................................................................................................................1
附件四:检具制造认可报告(B 表一) ..................................................................................................24
附件四:检具制造认可报告(B 表二) ..................................................................................................25
工装检具验收报告

件状况
4
检具上附带的铭牌,内容清晰明了
5
易生锈的非检验用钢制配件需作防锈处理
6
供应商需提供检具出厂检验报告,且各项参数结果合格
7
检具制做需依据最新产品数模
8
检具制做结构需与设计图纸(3D)数据一致
9
检具所附带通止规及断面规符合检测公差要求
10 检具精 检具所有定位、检测销导入端与导套配合松紧适当 度及功
工装/检具名称:
工装/检具验收报告
编 号: 工装/检具编号:
零件名称:
零件编号:
工装/检具回厂日期:
工装/检具验收日期:
工装/检具制造商:
验收工程师:
序 评估项 号目
评估内容
判定 (在对应项画"V")
Ok NG N/A
1
检具主体外观完好无损
2
检具配件外观完好无损
检具外
3 观及配 检具各部件材质符合长久检测要求
项目工程师验收意见:
工程师签名:
日 期:
品质经理最终意见:
工程师签名:
日 期:
经理签名:
日 期:
表单编号:FM-PZ-043 REV:A
11 能状况 零件在实际定位检测过程中,定位是需精准可靠
12
检具在检测及取放产品过程中,不会对产品造成损伤
13
检具在检测及取放产品过程中,不得与产品存在干涉隐患
14
检具所有可活动部件,不得存在相件表面且不得对零件表面造成损伤
验收工程师验收意见:
备注 (存在问题描述)
检具认可报告
(供应商检具工程师)审核: Verified by C/F Eng 日期: Date
(供应商质量经理)批准: Approved by Quality Manager 日期: Date
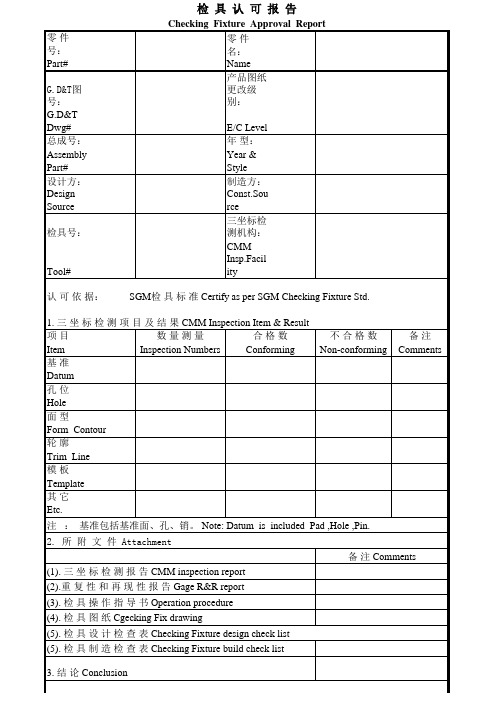
检 具 认 可 报 告
零 件 号: Part# G.D&T图号: G.D&T Dwg# 总成号: Assembly Part# 设计方: Design Source 检具号: Tool# 认 可 依 据: Checking Fixture Approval Report 零 件 名: Part Name 产品图纸更改级别: E/C Level 年 型: Year & Style 制造方: Const.Source 三坐标检测机构: CMM Insp.Facility SGM检 具 标 准 Certify as per SGM Checking Fixture Std.
不合格数 Non-conforming
备注 Note: Datum is included Pad ,Hole ,Pin. 备 注 Comments (1). 三 坐 标 检 测 报 告 CMM inspection report (2).重 复 性 和 再 现 性 报 告 Gage R&R report (3). 检 具 操 作 指 导 书 Operation procedure (4). 检 具 图 纸 Cgecking Fix drawing (5). 检 具 设 计 检 查 表 Checking Fixture design check list (5). 检 具 制 造 检 查 表 Checking Fixture build check list 3. 结 论 Conclusion
1. 三 坐 标 检 测 项 目 及 结 果 CMM Inspection Item & Result 项目 数量测量 合格数 Item Inspection Numbers Conforming 基准 Datum 孔位 Hole 面型 Form Contour 轮廓 Trim Line 模板 Template 其它 Etc. 2. 所 附 文 件 Attachment
检具验收检查表(单件)

18 左右件共用BASE的检具是否有左右区分标识
底座 19 基准孔处要有坐标牌及保护装置 结构
20 检具铭牌是否符合要求并填写完整
21
检具底座是否有滚轮(前后各2个,后面2个带有自锁功能),检具轮距超过1.5m是否设置了地脚螺 栓
22 检具的起重装置是否布置合理,使用时应无干涉现象
23 S面、夹紧器是否满足技术协议要求
单件检具预验收检查表
编号:HT/RW080804
项目名称
制造厂家
主负责人 检具编号
序号
验收小组成员 检具名称 内容
预验收时
间
是
否
1 检具精度是否合格
2 检具是否按照最新版本产品数模制作
精度
3
以下部位精度测量时是否用产品数模进行测量:检具定位销(销套)、所有检测用的销套、划线 孔的孔的位置度、基准面的位置
4 定位销、检测销尺寸精度是否合格
5 检具涂色是否符合要求
6 有硬度要求项(定位销、检测销等)硬度是否符合技术协议要求
7 检具整体是否美观,无破损、锈蚀
外观 8 检具上各种标注是否清晰
9 检具上的刻线是否清晰可见,直线笔直,R圆滑
10 0mm及3mm检测线与百线是否有交叉、过线等缺陷
11 检测型块是否平整、棱角分明,无凹坑、裂痕等缺陷
12 检具型体上是否每隔100-200mm进行汽车坐标线的标注
型体 13 检具型体上是否每250-400mm切割伸缩缝,伸缩缝宽度与技术协议一致 结构 14 目视检测孔是否刻有中心线,并对刻线进行了涂色
15 检测面部位是否有3mm(0mm)标识
静
检
16 检具的BASE板厚度是否符合要求
17 BASE板表面是否平整(无较大凸包和凹坑)
检具制造验收报告

7
检查定位销,锁紧销及滑动部件是否有适当的滑动配合(例:锁紧销装配是否费力、滑动部 件运动是否顺畅)
8 检查定位销,锁紧销,卡板等是否有合适的位置摆放且不易松脱
9 可拆卸的活动块是否有适宜的位置摆放及防护
10 检查翻转部件,是否可正常且安全运作(夹紧)
11 检查夹钳是否正常触及零件表面(考虑材料厚度),其操作是否顺畅
仪器规格:
项目 1 2 3 4 5 6
检具验收检查表 检具是否按最新数据更改级别制造 底座已经审核,相关车身格线正确标出 所有定位基准面、基准孔和测量点都存在,并按检具设计资料作出适当标记 所有部件都按照协议要求涂装油漆或防腐涂层 检具铭牌都已固定在检具上并标明量具编号和零件编号 检查检具是否有脱落的销钉,垫片等,型块上是否存在毛刺、污渍、油脂、灰尘等
检具制造认可报告
初始验收
零件号: 年型及投产年 份: 供应商 名称: 联系 人:
最终验收 零件名称: 产品图纸更改级 别:
职务:
总成件号: 零件生产地:
总成件名 称:
电话:
检具编 号: 检具负 责人 检具设 计方: 检具制 造方: 检具验 收仪 器:
职务: 联系人: 联系人:
仪器精度:
检具名称:
电话: 电话: 电话:
12 零件上检具检测,操作可行性,是否存在干涉、不易装配、难测量等情况
13 检查SPC数据采集装置是否有正确的功能和运作空间
14
检查适用于不同零件及类型装置的功能,储存及标识(适用于检具具备检测总成及分部件的 情况)
15 下列项目是否已经提供证明文件或经现场审核符合要求
a 装配状态下检具是否完整
b 网格定位基准面,量具孔,工装定位球等
c、一级供应商自身复验的三坐标检测报告
上海通用汽车有限公司检具标准

具标准开发小组,对GM的生产件供应商检具标全球性的公用标准而开发的。
另外,在开产件供应商检具认证过程中,所积累的经内生产件供应商的PPAP所要求的检具认具标准页次345677101213141517海通用汽车有限公司(SGM)检具标准更改信息本日期段落条目0 12/97 发布0 08/02 发布标准中如发生任何更改都将记录中。
当发生新的更改时,在保留本原有记录的基础上,再增加新的更。
修订后的版本将以版本 1.0、3.0的顺序发布。
当不同的版本发通过参照段落和条目的相应内容,找出更改内容。
替代下列文件:和客车检具/量具标准(T& B,1989年12月;等/豪华汽车集团检具设计/制造标996年4月。
具标准程序(PPAP)的要求,每当需要时,零件己的标准和要求外,还要参照本手册。
检测条件来修改此标准,但只在有相应准应用于在制造过程或分总成的检测中。
造和评价上海通用汽车有限公司(SGM)检具标准II. 零件供应商的责任A. 如果需要检具,零件供应商对检具获得过程的所有要素应负直接的责任。
另外,零件供应商必须保存所有相关活动的文件。
由于本文所涉及的零件情况的不尽相同的复杂性,供应商必须会同采购部门决定SGM SQE和SGM检具工程师如何适时地适度地参与。
B. 供应商应保证检具符合下列条件:1. 时间进度要符合整个项目的时间节点,如适用,包括GP-11。
2. 与被测零件的使用功能相符合。
3. 通过遵循定位基准方案,使检具符合被测零件的几何尺寸和公差图纸(GD&T)。
4. 如适用,应在检具中包括关键产品特性的测量。
5. 如要求,应包括能进行测量系统分析(MSA)的定量型数据采集装置。
6. 应具有辨别被测零件相对于名义值的变差的能力。
C. 依据QS-9000,要素4.11,供应商应建立并保持用于测量系统控制的编制成文件的程序。
此文件应包括该检具的:1. 尺寸测量报告,最好使用三坐标测量仪(CMM)。
上海通用(SGM)检具标准

上海通用汽车有限公司(SGM)检具标准前言1996年,来自GM卡车集团、中等/豪华及小型汽车集团的代表成立了一个开发小组,对GM的生产件供应商检具标准进行了重新编制。
GM给生产件供应商的检具标准是为了建立GM 供应商PPAP检具全球性的公用标准而开发的。
另外,在开发过程中,还得到了Saturn、GM 动力总成和GM加拿大集团的合作。
SGM的检具标准是依据GM生产件供应商的检具标准,另外通过近几年对国内生产件供应商检具认证过程中,所积累的经验,同时结合国内的具体情况,对原来的GM生产件供应商检具标准进行了补充,为国内生产件供应商的PPAP所要求的检具认证制定了标准。
目录标题页次更改信息 3 I.序言 4 II.零件供应商的责任 5III.设计概念 6IV.概念批准7V.设计要求7VI.制造要求9VII.认证要求12VIII.检具重复性和再现性的要求13 IX.保养要求14X.术语15XI.附录A 16XII.附录B 17更改信息版本日期段落条目1.0 12/97 发布2.0 08/02 发布本标准中如发生任何更改都将记录在本页中。
当发生新的更改时,在保留本页清单原有记录的基础上,再增加新的更改内容。
修订后的版本将以版本1.0、2.0、3.0的顺序发布。
当不同的版本发布时,通过参照段落和条目的相应内容,可迅速找出更改内容。
本文件替代下列文件:•卡车和客车检具/量具标准(T& B 391)、12月、1989。
•中等/豪华汽车集团检具设计/制造标准,4月,1996。
I.序言A.介绍依照上海通用汽车有限公司(SGM),先期产品质量策划手册(APQP)和生产件批准程序(PPAP)的要求,每当需要时,零件供应商应按照他们的质量计划获取检具来检验他们的产品。
生产件供应商在对SGM的零件的检具进行报价、设计和制造时,除了使用他们自己的标准和要求外,还要参照本手册。
如果SGM的供应商质量工程师(SQE)/SGM检具工程师认为确有必要,可根据检测条件来修改此标准,但只在有相应的支持文件时才能修改(译注:如经EWO程序)。
检具检验报告

检具检验报告检具检验报告是一项重要的质量控制工作,它对于确保产品质量和安全具有重要意义。
无论是生产制造企业还是消费者,都需要依赖这份报告来了解产品是否符合相关标准和要求。
本文将探讨检具检验报告的作用、内容和标准,以及其在不同领域中的应用。
一、作用检具检验报告对生产企业具有指导作用。
通过检验报告,企业能够了解自身产品的不合格问题和缺陷,并及时采取对策,提高产品质量。
同时,检验报告也为企业提供了与客户沟通的桥梁,更好地满足客户需求,提升产品竞争力。
对于消费者来说,检具检验报告是购买产品时的参考依据。
通过报告,消费者可以了解产品的质量状况和可靠性,避免购买次品或不合格产品,保护自身权益。
此外,一些特殊群体,如儿童和老年人,对产品的安全性要求更高,检验报告为他们提供了选择合格产品的依据。
二、内容检具检验报告的内容通常包括以下几个方面。
1. 报告概述:包括产品名称、型号、制造商、检验时间等基本信息,让读者快速了解报告的主要内容。
2. 检测项目:列出产品需要检测的项目和相关标准,例如尺寸精度、材料成分、外观检查等。
3. 检测结果:评估产品在各项检测项目上的合格情况,通常采用合格、不合格、待查等标识符表示。
4. 分析和评价:对于不合格项目,报告将对其进行分析和评价,找出问题原因,并提供改进措施。
5. 检验员签署:报告中应包含检验员的签名和日期,确保报告的真实性和有效性。
三、标准不同行业和产品有不同的检具检验标准。
一些行业有自身专门制定的标准,如化妆品的GB/T 7912-2008《化妆品检验通则》。
其他行业则依靠国家标准或国际标准进行检验,如机械制造业的GB/T 2828《抽样检验程序及表》。
这些标准包含了产品的基本质量要求和检验方法,作为检验报告的依据。
除了行业标准,还有一些国家和地区的质量认证标准,如ISO 9001(质量管理体系认证)和ISO 14001(环境管理体系认证),也可以作为检具检验报告的参考依据。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
5 所有零件都已安装在检具上并标明量具编号和零件编号 All details are attached to the fixture & properly identified with gage # and detail #.
6
检查零件表面之间是否有脱落的销钉,垫片,毛刺,灰尘 Check for loose dowels,shims,burrs,dirt between surfaces,etc.
18
按要求提供运输注意事项 Shipping instructions are provided as required.
检具工程师(供应商) C/F Eng.(Supplier):
注释:
Comments:N/A— NOT APPLICABLE
批准人 Approved by 日期: GDMat-e: 1925
(供应商)检具工程师: (Supplier)C/F Eng.: 零件制造方代表: Part Const.Source Rep:
(SG M(SG) M工)厂C 代表: Plant Rep:
SQE (SGM)
11
检查适用于不同零件及类型装置的功能,储存及标识 Check for proper function ,storage,& I. D.of apply & style change units.
12 下列项目的认证资料是否已提供并经审核 Certification documentation is provided & verified for the below listed items.
3
所有定位基准点和测量点都存在并按量具设计资料作出适当标记 All datums & checks exist & are properly identified as per the gage design.
4 所有部件都以不同色彩标明并涂以油漆或防腐涂层 All details are properly colored,painted,or corrosion resistant coated.
7
检查定位销,锁紧销及滑动部件是否有适当的滑动配合 Check for proper slip fit of locating pins,check pins,slide units etc.
8 检查可移动部件,模板是否安全正常运作(夹紧) Check for proper & safe function of swing units,templates,etc.,(pinch points)
9 检查夹钳是否正常触及零件表面(考虑材料厚度) Check for proper fit & pivot align.of clamps to contact surface,(w/mtl. thickness)
10 检查SPC数据采集装置是否有正确的功能和运作空间 Check for proper function & clearance for SPC data collection units.
14
操作指导书已完成并附在检具上 Operator instructions are completed & attached to the fixture.
15
按AIAG要求记录进行功能及R&R测试 Functionality and R&R checks are completed & document as per AIAG.
a
装配状态下完整检具的认证 The complete fixture certification,initsas Nhomakorabeaembled
condition.
网格定位基准面,量具孔,工装定位球等 b
Net datum surfaces,gage holes,tooling ball locators,etc.
c
测量导轨,量块及模板等 Check rails,check blocks,templates,etc.
d
数据采集装置,传动销,转动装置等 Data collection bushings,transfer pins,pivot
devices,etc.
e
定位销,最大实体状态插入检查,划针,止/通规 Locator pins,MMC plug checks,scriber pins,go/no go
检具上具备适用安全移动的装置(如吊环) 16
Fixture has adequate features(lift rings)for safe movement of the fixture.
17
检具符合GM的标准及制造公差 The fixture is constructed to GM standard & construction tolerance.
供应 Suppl DUNS/ DUNS/ 设计 Desig 制造 Conts 零件 Prod.
SQE(SGM):
检具工程师(供应商): C/F Eng.(Supplier): 联系人: Contact: 联系人: Contact: 联系人: Contact:
电话: Ph: 电话: Ph: 电话: Ph: 电话: Ph: 电话: Ph:
pins,etc.
f
目视检查,划线,上漆格线等(最大/最小公差带) Sight checks,scribed lines,painted trim lines,(max/min tolerance
bands)
,
etc.
13
检测认证书及更正书已填写并附在检具上 Certification & revision tags are properly filled out & attached to the fixture.
项目 Item
检具制造检查表 FIXTURE CONSTRUCTION CHECK LIST
1 检具按最新工装更改级别制造 Completed fixture is built to the latest tool design revision level.
批Ap准pro ved
2 检具基座已经审核,相关车身格线正确标出 The fixture base is certified & reference body grid lines are properly identified.
检具制造检查表-B- Checking Fixture Build Check List-B-
零件号: Part#: 年型: Year & Style: 工装编号及零件名称: Tool Code/Part Name:
总成号: Assembly GD&T图号: GD&T DWG#:
产品图纸更改级别: Part DWG E/C