高速铣削颤振识别和稳定性预测
【江苏省自然科学基金】_加工刀具_期刊发文热词逐年推荐_20140815

科研热词 算法 生物医学工程 模态 有限元法 数控 微细铣刀 微细加工铣床 微细制造 刀具轨迹 cam
推荐指数 1 1 1 1 1 1 1 1 1 1
2009年 序号 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22
推荐指数 2 2 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1
2011年 序号 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19
பைடு நூலகம்
2011年 科研热词 非线性误差 陶瓷叶片 镍基合金钢 遗传算法 适应度函数 超声磨削 蠕动进给 自由曲面 空间圆弧插补 有限元 最小二乘法 数控系统 工艺参数 复杂曲面 坐标变换 加工刀具 刀具姿态控制 全局干涉 五轴加工 推荐指数 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1
科研热词 再生颤振 高速铣削 非均匀有理b样条 铣削力 自由曲面 经验公式 粒子群算法 稳定性预测 稳定性分析 稳定性 氧化锆 极差分析 方差分析 微铣削 干涉避免 工艺参数优化 小波包分析 孔斯曲面 回归正交实验法 动态铣削力 动态切削力 切削用量 侧铣
推荐指数 2 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1
科研热词 高速切削 算法 有限元 义齿 高速加工 面齿轮 温度场 流动应力模型 根切 有限元仿真 微铣刀 微细铣削 微细切削 建模与仿真 尺寸效应 基蜗杆 切削力 切削刃钝圆半径 刀轨 刀具磨损 刀具温度 刀位轨迹
铣削颤振稳定域叶瓣图确定方法研究

铣削颤振稳定域叶瓣图确定方法研究迟玉伦;李郝林【摘要】Milling chatter is a kind of instable vibration,it usually affects workpiece surface quality and reduces productivity efficiency.Here,a method to determine milling chatter stability field lobe diagrams was proposed based on a theoretical model and a test design.The genetic algorithm was used to optimize and determine constant parameters based on the measurement data and the theoretical calculation.Then,the stability field lobe diagrams were made to be consistent with the test results.The obtained lobe diagrams could be used to choose parameters for milling processing with the milling machine used in the test.They were significantto improve milling efficiency and processing quality.%铣削颤振是一种非稳定性振动,会损伤工件表面质量,降低切削效率。
本文提出了通过理论模型计算与实验设计相结合方法确定铣削颤振稳定域叶瓣图。
基于实验测量数据和理论分析计算,利用遗传算法来优化确定各常数参数,从而绘制出与实验测量结果相一致的铣削颤振稳定域叶瓣图。
铣削加工振动影响因素分析

经 过 多年 的 工 作 实践 总结 得 出, 高速 铣 削 加 工 的 过程 中一 旦 出现 振 动 , 必然 会 影 响到 工件 表 面 的精 度 和 工件 整 体 质 量 ,甚 至 是 缩 短 刀 具 乃 至 整个
机床 的使用寿命、 降低机床的使用性 能。有研究表 明, 这种振动的大小会髓 着切 削参数的变化而不断 的变动. 因此在对铣削加工时振动产生的研 究中, 首先要做好切削参数与振动关系之间的研究, 只有科 学的处理好振动 饲题 , 才能更好的为企业生产和社会发展做贡献。 1铣 削振 动 的研 究现 状 目前, 随着工业化生产道路的不断加速, 社会对制造 业产品的性能要求 日益严格 , 使得各种工件的更换速度不断加快 。在这种时代背景 下, 如何提 高制造业产品的性能、 质量 , 缩短产品的生产周期成为制造业发展的关键问 题 。切 削系 统 作为 制造 业 生产 的 核心 环 节 , 如 何 保证 生 产 产 品的 高 效 、 稳定 、 可靠已成为业界追求的主要目标 。众所周知, 铣削加工是一个高速发展的环 节, 它在工件加工中有着诸多的优越性 , 能满 足各种 不同工件 的加工需要 。 但是铣削加工本 身是一个高速运转和无振动要求加工环节,但是它又是一 个复杂、 多元 的综 合 性 设 备 . 这 类 设 备 在 运行 中必 然 会 因 为各 种 因素 而 产 生 振动, 这些振动包含共振、 受迫振动以及系统内部的再生振动等 因此。 要想 确保铣削加工工件的质量、 精度, 就必须要提 前做好各种振动 因素的预防和 控制措施。在 目前的铣削加工中, 常见的振动控制方法主要采取 降低铣削量 的方式, 这种做法虽然一定程度上保证 了机床的稳 定性, 延长 了机床使 用寿 命, 但是很大程度 上却造成生产效率的降低, 给 企业经济效益带来极大 的影 响。同时 。 由于铣床在加工中结构和受力复杂多变 的原因, 这种方 法对于一 些特殊原因引发的振动仍然是束手无策。尤其在近几年, 随着数控机床的应 用和 机 床 刀 具 运 转速 度 的不 断 加 快 , 系 统 动 态 性 能 引发 的 振 动越 来 越 突 出 , 其各 种 变 量也 表 现 的更 加 复 杂 , 这 也 给 我 国铣 削加 工 产 业 的发 展 造 成 制约 。 2铣 削加工振动影响因素分析 经 过对 数 控 机 床 铣 削振 动 所 引发 的 原 因进 行 分 析 ,它 的 出现 主 要 包 含 了受迫式振动和 自激 式振动两种。受迫式振动主要指 的是机床在铣削加工 当中因为机械传动不平衡 、冲击力复杂以及结构构件松弛而引发的一种振
数控车床切削加工过程的颤振稳定性研究_韩志华

数控车床切削加工过程的颤振稳定性研究
韩志华 , 罗学科
( 北方工业大学 机电工程学院 , 北京 100041)
摘 要: 分析了数控车床加工过程中切削颤振的产生机理 , 总结了现在国内外对切削颤振抑制 理论实践的研究现状。基于脉冲激振法针对 CJK6140 数控车床刀架系统的初步研究 , 提出了 基于计算机仿真技术对加工过程进行动态仿真的方法 , 从而达到提高加工效率的目的。 关键词: 自振; 颤振抑制 ; 切削宽度 中图分类号: TG519 1; TH161
为振动的角频率, 即振动位移滞后于 角。 因此, 交变作用力在一个振动周 内 , 向系统所做的功为
T 2
Up =
0
Px d t =
0
Q cos( t + QA sin
(- A sin t ) d t = 个周期内对系统所做的功为 Uf = Fx d t = -
对于交变的阻力 F = R cos( t -
2 颤振的抑制方法
对于切削加工中颤振的控制, 国内外的研究人 员已进 行了大量的研究。总的来说 , 可分为两大 20
ht t p: // ZZHD. chinajournal. net. cn E -mail: ZZHD@ chinajournal. net . cn
机械制造与研究
韩志华, 等 数控车床切削加工过程的颤振稳定性研究
机械制造与研究
韩志华, 等 数控车床切削加工过程的颤振稳定性研究
表 1 图 2 收取的主要频率
编号 1 2 3 4 5 6 7 8 9
频率 / Hz 155. 388 469
频率差 / Hz 0
幅值
相位 / ( )
相干系数
实部
虚部
【国家自然科学基金】_铣削颤振_基金支持热词逐年推荐_【万方软件创新助手】_20140802

2009年 序号 1 2 3 4 5 6 7 8 9 10 11 12
科研热词 高速铣削 螺旋角 薄壁 稳定性预测 滤波器设计 法向前角 斜角切削 数据采集 微细铣削 图形用户界面 动态特性 三维稳定性
推荐指数 1 1 1 1 1 1 1 1 1 1 1 1
2010年 序号 1 2 3 4
2013年 序号 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20
科研热词 颤振 稳定性分析 微铣削 再生颤振 高速铣削 颤振稳定域 非线性 陀螺效应 铣削颤振 铣削动力学 轴向力 稳定性预测 犁切力 混沌振动 整体叶轮 插补 在线控制 动态铣削力 动态切削力 全离散法
科研热词 颤振预报 稳定性分析 多类支持向量机 颤振孕育 非线性特征 铣削颤振 铣削动力学 连续小波 超球支持向量机 稳定性理论 稳定性控制 稳定性区域 球形支持向量机 混沌 最大材料切除率 微细铣削 小波系数 双谱 半解析法 再生颤振
推荐指数 3 2 2 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1
科研热词 抑振 变速切削 切削颤振 dsp
推荐指数 1 1 1 1
2011年 序号词 计算机应用 稳定性理论 样条插补 智能寻优控制 在线监测 口腔修复体 刀轨优化 stl模型 推荐指数 1 1 1 1 1 1 1 1
2012年 序号 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20
推荐指数 2 2 2 2 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1
2014年 序号 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17
高速切削加工过程振动预测技术
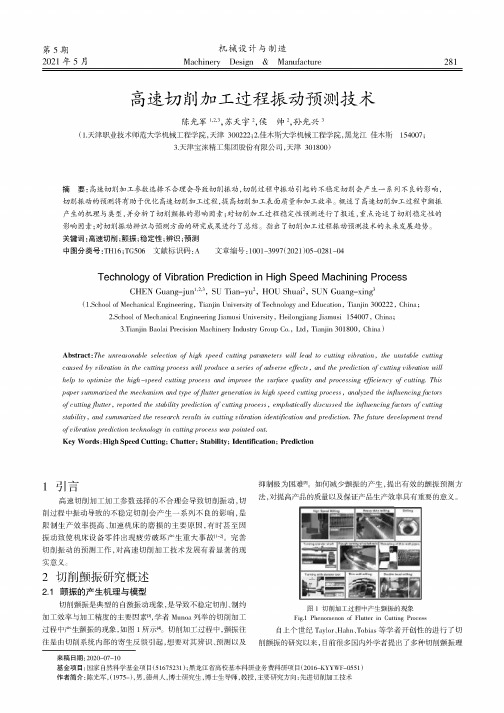
第5期2021年5月机械设计与制造Machinery Design & Manufacture 281高速切削加工过程振动预测技术陈光军1'2'3,苏天宇2,侯 帅2,孙光兴3(1.天津职业技术师范大学机械工程学院,天津300222;2.佳木斯大学机械工程学院,黑龙江 佳木斯154007;3.天津宝涞精工集团股份有限公司,天津301800)摘 要:高速切削加工参数选择不合理会导致切削振动,切削过程中振动引起的不稳定切削会产生一系列不良的影响,切削振动的预测将有助于优化高速切削加工过程,提高切削加工表面质量和加工效率。
概述了高速切削加工过程中颤振产生的机理与类型,并分析了切削颤振的影响因素;对切削加工过程稳定性预测进行了报道,重点论述了切削稳定性的影响因素;对切削振动辨识与预测方面的研究成果进行了总结。
指出了切削加工过程振动预测技术的未来发展趋势。
关键词:高速切削;颤振;稳定性;辨识;预测中图分类号:TH16;TG506 文献标识码:A 文章编号:1001-3997(2021)05-0281-04Technology of Vibration Prediction in High Speed Machining ProcessCHEN Guang-jun 1,,, SU Tian-yu 2, HOU Shuai 2, SUN Guang-xing 3(l.School of Mechanical Engineering , Tianjin University of Technology and Education , Tianjin 300222, China ;2.School of Mechanical Engineering Jiamusi University , Heilongjiang Jiamusi 154007, China ;3.Tianjin Baolai Precision Machinery Industry Group Co., Ltd , Tianjin 301800, China )Abstract : The unreasonable selection of high speed cutting parameters will lead to cutting vibration , the unstable cuttingcaused by vibration in the cutting process will produce a series of adverse effects , and the prediction of cutting vibration will help to optimize the high-speed cutting process and improve the surface quality and processing efficiency of cutting. This paper summarized the mechanism and type offlutter generation in high speed cutting process , analyzed the influencingfactorsof cuttinggflutter , reported the stability prediction of cutting process , emphatically discussed the influencingfactors of cuttingstability , and summarized the research results in cutting vibration identification and prediction. The future development trend ofvibration prediction technology in cutting process was pointed out.Key Words : High Speed Cutting ; Chatter ; Stability ; Identification ; Prediction1 引言高速切削加工加工参数选择的不合理会导致切削振动,切削过程中振动导致的不稳定切削会产生一系列不良的影响,是限制生产效率提高、加速机床的磨损的主要原因,有时甚至因振动致使机床设备零件岀现疲劳破坏产生重大事故|1-2]。
基于铣削力与稳定性预测的铣削工艺参数优化
型 。 通 过 铣 削 试 验 和 捶 击 试 验 分 别 获 取 了 铣 削 力 系数 和 主 轴 一刀 具 系 统 的 模 态 参 数 。 采 用 惩 罚 函
数 法将有 约 束 问题 转 化 为无约 束 问题 , 应 用粒子 群 算法 对模 型进 行 寻优 求解 , 并进 行 试验 验 证 , 结 果
切削振动1

切削振动振动相关知识阻尼就是使自由振动衰减的各种摩擦和其他阻碍作用。
阻尼比在土木、机械、航天等领域是结构动力学的一个重要概念,指阻尼系数与临界阻尼系数之比,表达结构体标准化的阻尼大小。
阻尼比是无单位量纲,表示了结构在受激振后振动的衰减形式。
可分为等于1,等于0, 大于1,0~1之间4种,阻尼比=0即不考虑阻尼系统,结构常见的阻尼比都在0~1之间.影响因素:主要针对土木、机械、航天等领域的阻尼比定义来讲解。
阻尼比用于表达结构阻尼的大小,是结构的动力特性之一,是描述结构在振动过程中某种能量耗散的术语,引起结构能量耗散的因素(或称之为影响结构阻尼比的因素)很多,主要有(1)材料阻尼、这是能量耗散的主要原因。
(2)周围介质对振动的阻尼。
(3)节点、支座联接处的阻尼(4)通过支座基础散失一部分能量。
(5)结构的工艺性对振动的阻尼。
模态是机械结构的固有振动属性,结构的动力特性主要取决于它的模态参数,包括各阶固有频率、阻尼系数、振型系数等。
模态分析方法最早应用于航空航天领域,是研究结构动力特性的一种方法,是系统辨别方法在工程振动领域中的应用,最终目的就是为确定结构的动力特性,以得到该结构一系列的振型和对应各个振型的频率,以分析结构系统的振动特性、诊断系统的振动故障以及对系统的动力特性进行设计优化。
车削振动[1]在机械加工中产生的振动,按产生的原因来分类,有自由振动、受迫振动和自激振动,与机床、夹具、刀具和工件组成的工艺系统的动态特性有关。
自由振动是当振动系统的平衡被破坏,由弹性力来维持系统的振动。
是切削力的突然变化或其它外力冲击引起的。
可快速衰减,对车床加工影响非常小,可忽略不计。
受迫振动产生的原因是由系统外部或内部周期变化的激振力(也叫振源)的作用下而产生的振动,共振是受迫振动中的一个特例。
此振动主要由以下几方面原因产生高速回转存在不不衡,例如卡盘和工件、主轴、电动机转子、带轮等。
就是因为零件的不平衡而产生激振力F(也叫离心惯性力),车床传动存在误差,车床传动当中的齿轮组,由于制造误差、装配误差产生了周期变化的激振力;液压传动中油液脉动、轴承滚动体尺寸差、皮带接缝等因素。
高速主轴-夹具-刀具系统动态特性分析

高速铣 削加 工广 泛 应用 于汽 车 和航 空 工业 的机 械 零 部件 的加 工 中 , 然而 , 铣 削过 程 中颤 振 的发 生成
态特 性 的影 响 , 导致 该 方法 不仅 费 时 费力 , 而且 还没 法 考 虑主 轴 转 速 对 刀 具 端 点频 响 函 数 的影 响 , 因 而
为 影响工件 加工 表 面 质 量 和 加工效率 的 主 要 因 素u J 。如 何避 免 颤振 , 一 直 以来 都 是一个 重要 的研 究 内容 。为了通过对铣削稳定性 的预测来确定合适
An a l y s i s o f Dy n a mi c Ch a r a c t e r i s i t c s o f
Hi g h S p e e d S p i n d l e — Ho l d e r - T o o l S y s t e m
C HAI Y i n - g a n g,M E N G De - h a o,LONG Xi n - h u a,M E N G Gu a n g
摘 要: 基 于导纳耦 合分析法 , 建立 高速轴一夹 具一 刀具 系统模型 , 得 到不 同转速下 刀具端 点处的频响函数 , 并采
用半离 散分析法 , 对变 刚度 铣削加工 过程 的稳 定性进行分 析, 研 究主轴转速对 铣削稳 定性的影 响。结果表 明, 考虑轴 承变剐度 的影响 , 在 高速 情况下铣削加工稳定 曲线 向低转速 方向偏 移, 且临界铣 削深度 明显 降低 。 关键 词: 振动 与波 ;高速主轴 ;导纳耦合 分析 法; 半 离散分析法; 稳 定性图 中图分类号: T H1 1 3 文献标识码 : A DO I 编码 : 1 0 . 3 9 6 9 / j . i s s n . 1 0 0 6 . 1 3 3 5 . 2 0 1 3 。 0 6 . 0 0 6
【江苏省自然科学基金】_稳定性预测_期刊发文热词逐年推荐_20140817

推荐指数 3 2 2 1 1 1 1 1 1 1 1 1 1 1 1 1
2011年 序号 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30
2011年 科研热词 定量结构-性质相关性 马达法辛烷值 遗传算法 黄酮类化合物 黄嘌呤氧化酶 链烷烃 遗传函数算法 蛋白质半衰期 脂肪族硝基含能化合物 胞内蛋白选择性降解 聚类参数 紫杉醇类似物 疲劳分析 电性距离矢量 电性状态拓扑指数 烷烃 模糊c均值聚类 构效关系 数字土壤制图 支持向量机 撞击感度 抗癌活性 定量活性构效关系 土壤厚度 分子电性距离矢量 冲击载荷 充填采煤链式投料系统 信号肽 亚细胞定位 ansys 推荐指数 3 2 2 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1
科研热词 高速铣削 铣削力 量化参数 薄荷 荷电电压 荷电射流 色谱保留指数 自相似性 网络流量预测 粒子群算法 稳定性预测 稳定性 离心泵 电性拓扑状态指数 电导率 有机磷化合物 数值模拟 效率 支持向量回归机 挥发性成分 拓扑指数 工艺参数优化 射流速度 射流破碎长度 定量结构-性质相关性 定量结构-保留相关 叶片开槽 参数优化 动态切削力 再生颤振 内部流场 全局人工鱼群算法 保留指数
推荐指数 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1
2010年 序号 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16
科研热词 近红外光谱 遗传算法 梨 预测 间隔偏最小二乘 苹果 联合区间偏最小二乘 缺陷 糖度 硬度 微分方程 失信因子 多元线性回归(mlr) 在线检测开发系统 可溶性固形物含量 光学参数
高速铣削再生颤振稳定性预测与验证

2 0 1 3年 5月
机 械 设 计 与 制 造
Ma c hi n e r y De s i g n & Ma n u f a c t u r e l 8 3
高速铣 削再 生颤振 稳 定性预 测 与验 证
曹 自洋 , 李 华, 殷 振, 谢 鸥
2 1 5 0 1 1 ) ( 苏州科技学院 机电工程系 , 江苏 苏州
C h i n a )
Ab s t r a c t : R e g e n e r a t i v e c h tt a e r s i a ma j o r f a c t o r r e s t r i c t i n g t h e p r o c e s s e f i f c i e n c y a n d q u di @o f h i g h s p e e d mi l l i n g . F o r t h e r e s e a r c h o f h i h g s p e e d m i l l i n g p r o c e s s .t h e d y n a mi c m i l l i n g f rc a e m o d e l a n d c h a t t e r s t a b i l i t y d o m a i n na a l y t i c a l m o d e l
c o n s t r u c t e d ,a n d t h e d y n a mi c r e g e n e r t a i v e e f f e c t s re a t a k e n i n t o a c c o u n t .T h e ma ch i n e — t o o l s y s t e m f r e q u e n c y r e s p o n s e f u ct n i o n i s o b t a i n e d t h r o u g h od m a l t e s t i n g . he T a n a l y t i c a l s o l u t i o n o f t h e c h a t t e r s t a b i l i t y d o m a i n i s a c h i e v e d b y n u m e r i c a l na a l y s i s b a s e d o n t h e bo a v e s t u d y ,w i t h i n t e g r t a e d u s e o f mi l l i n g s t a b i l i t y c r i t e r i o n .F i n a l l y ,t h e mi l l i n g e x p e r i m e n t s re a e s t bl a s i h e d a n d t h e e x p e r i m e n t r e s u l t s s h o w a g o o d a g r e e m e n t w i t h t h e s i m u l ti a o n r e s u l t s . T h e r e f o r e , t h e c o r r e c t es n s o fc h tt a e r
薄壁零件高速铣削的振动问题分析
维普资讯
维普资讯
第 2期
李
亮等 : 薄壁零 件的高速铣 削的振 动问题分析
表 1 不同蹙厚工件的各价模态频 率
Ta l l F e u n y a a y i o i e e t b e r q e c n l ss n d f r n t c r pee hik wo k ic s
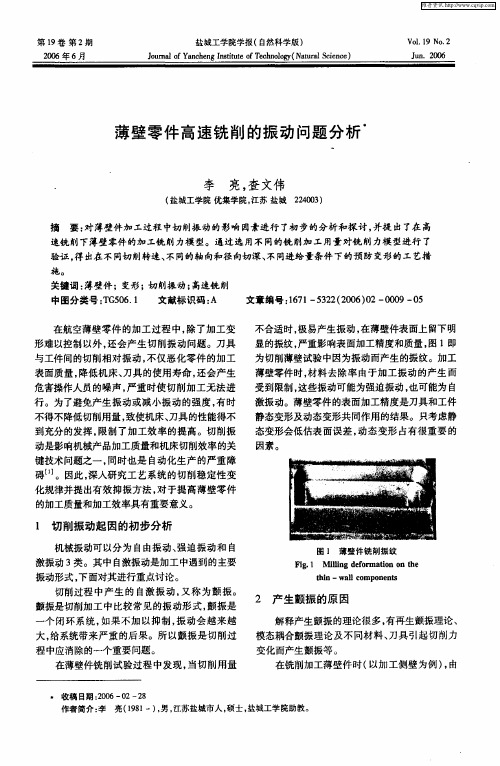
质量提高 , 能加工 出非常精 密的薄壁零 件” 。本 文认为该说法有失一般性 , 然在高速切削条件 虽 下, 激振频率远离系统固有频率 , 但是在薄壁零件
的高速切削加工过程中, 当零件的壁厚较薄时 , 常 常发生 切削振 动 。
为了有效的分析薄壁零件加工过程中切削振 动的起因 , 本文根据现有的条 件下安排实验。加 工过程中, 机床转速均在 1 0 rn以上, 000ra /i 激振
维普资讯
第1 9卷 第 2期
20 06年 6月
盐城工学院学报 ( 自然 科学版)
Junl f ace gIstt o ehooy N trl cec ) ora o nhn tu f cnl ( aua S i e Y ni e T g n
35 .
2. 5
4 . 8 4 5 1 . 1 8 1 9 . 6 9 9 . 2 1 3 8 . 3 3 0 3 4 5 8 l l
l . 9 8 3 41 4 9 8 91 1 5 4 . 1 . 2 2 7 3 3 4 6 9 l 2
大, 给系统带来严重的后果。所 以颤振 是切削过
程 中应 消除 的一个 重要 问题 。
模态耦合颤振理论及不同材 料、 刀具引起 切削力
变化而产生颤振等。 在铣削加工薄壁件时( 以加工侧壁为例 ) 由 ,
薄壁零件高速铣削稳定性的分析

f . c ol f ca ia E gn e n ,N nigIs tt o c nlg,N nig2 17 hn ; S h o o Meh ncl n ier g aj ntue f i t o n 16
在薄壁零件的铣削加工过程中, 由于薄壁结构零件 刚度较低 , 加工余量大 , 比较容易产生切削颤振 问
题 , 大 大地 降低 了生 产率 . 于任 一 固定 的机 器一 刀 具一 工 件 的组 合 , 响 加 工 效率 的主 要 因 素依 次 为 这 对 影 主轴 转速 、 向和径 向切深 、 给率 …. 铣 削过 程 中 , 振 发 生在 特 定 轴 向切 深 和 主轴 转 速 的组 合 . 管 轴 进 在 颤 尽 在高 速条 件下 , 利于 薄壁 零件 的平稳 加工 , 对 于工 件 、 有 但 刀具振 动 及其 稳定 区问题 , 仍然 迫切 需要 解决 .
摘 要: 针对薄壁零件在铣 削加 工过程 中存在 的切 削颤振 问题 , 建立 了铣 削颤振理 论模型 , 进行模 态分析 试验和铣
削加工试验 , 获取 系统动 态性 能参数 和铣 削力 系数 . 在此基础 上建立 了薄壁结构 零件 铣 削加 工的稳 定性耳 瓣图 , 为
今 后 的 薄壁 零件 加 工 稳 定 性 研 究 工 作 打 下 了基 础 .
N nig2 0 1 ,C ia a j 1 0 6 hn ) n
Ab t a t Ast h r b e o u t g c a trf u d i e c u s ft i — alp rs mi i g h o ei a d lwi e s r c : o te p o l m fc t n h t n n t o re o n w l a ’ l n ,a t e r t l mo e t r— i e o h h t l c h g r o mi i g c at rwa sa l h d t o d c d l n lsse p rme t n l n x e me t w t iw t b a— a d t l n h r se t b i e c n u tmo a ay i x e i n sa d mi i g e p r ns i a ve oo ti l e s o a l i h n n y a cp r r n ep r mee so e s se a d mi ig f re c e c e t n d i g S tb l y lb g a h frmi i g ig d n mi e o ma c a a tr ft y t m n l n c o f i n .I on O sa i t o rp o l n f h l o i i l t i — a l at a r wn tu a i g a s u d f u d t n frf rh rr s a c r n t i r a h n w l p rs w s d a , h sl yn o n n a i u e e e r h wo k i h sa e . o o o t Ke r s h n walp r ; hg p e l n ; c t n h t r y wo d :t i — l at s ih s e d mi i g u t g c at l i e
整体硬质合金立铣刀高速加工钛合金振动分析
整体硬质合金立铣刀高速加工钛合金振动分析皇攀凌;李剑峰;孙杰;宋良煜【摘要】针对切削振动制约钛合金高速加工的问题,采用变齿距结构铣刀,在干切削条件下对TC4钛合金进行高速铣削加工,建立动态铣削力模型,利用MATLAB软件对其进行快速傅里叶变换(fast Fourier transform,FFT),得到动态铣削力的频谱图;基于该图分析切削速度对切削稳定性的影响,得到颤振发生的切削速度.试验结果表明颤振会急剧地增加切削力幅值,大大降低已加工表面质苣;根据频谱分析,在保证其它切削参数不变的条件下,最佳切削速度为160 m/min时,从而在保证刀具寿命和加工表面质量的前提下提高切削效率.【期刊名称】《粉末冶金材料科学与工程》【年(卷),期】2010(015)006【总页数】6页(P574-579)【关键词】钛合金;力频谱;颤振;变齿距【作者】皇攀凌;李剑峰;孙杰;宋良煜【作者单位】山东大学,机械工程学院,济南,250061;山东大学,高效洁净机械制造教育部重点实验室,济南,250061;山东大学,机械工程学院,济南,250061;山东大学,高效洁净机械制造教育部重点实验室,济南,250061;山东大学,机械工程学院,济南,250061;山东大学,高效洁净机械制造教育部重点实验室,济南,250061;中航工业集团,成都飞机制造有限责任公司,成都,610092【正文语种】中文【中图分类】TG501.1钛及其合金因具有密度小、比强度高、热稳定性好、耐腐蚀及无磁性等优异性能,广泛应用在航空航天领域[1]。
但钛合金又是典型的难加工材料,具体表现为:1)热传导率低、刀尖易聚热;2)化学活性高,在高的切削温度下,易和空气发生化学反应。
由于和刀具材料化学亲和性强,造成刀具发生粘着磨损;3)弹性模量小,回弹效应可能造成高频颤振、擦痕和加工误差等问题[2-4]。
颤振是刀具与工件之间的1种十分强烈的相对振动,是影响加工表面质量、降低刀具寿命和限制切削效率的主要因素。
硬质合金刀具高速铣削钛合金的稳定性研究

T6 1 V 是 美 国 15 iA 4 9 4年 首 先 研 制 成 功 的 高 温 钛 合 金 材 料 , 具 有 比强 度 高 、 热 性 好 、 蚀 性 好 等 优 它 耐 耐 良 的力 学 和 物 理 性 能 .在 航 空 航 天 及 军 工 领 域 得 到 广 泛 的使 用 。 是 这 种钛 合 金 本 身 的化 学 活 性 大 、 热 系 但 导 数 小 、弹性 模 量 小 等 特 点 给 钛 合 金 的铣 削加 工 带 来 了 困难 加 工 钛 合 金 的理 想 刀 具 材 料 须 具 备 较 高 的热 硬 度, 良好 的 韧 性 、 磨 性 , 的 导 热 系 数 和 较 低 的 化 学 耐 高 活 性 所 以 .铣 削 钛 合 金 时 宜 选 用 与 钛 化 学 亲 和 作 用
集 中在 系 统 振 影 响 因 素分 析 、稳 定 性 极 限 预 测 模 型 的
建立 等方 面 . 研究 成果有 土耳 其学者 EB dk 考虑 刀 .u at u
★基金 项 目: 西 省教 育厅 科技 计 划 项 目( .J12 6 、 东交 通 大 学 校 立 科 研 资 助 课 题 ( .l D0 ) 江 NoG0 29 ) 华 『 No1G 1
收 稿 日期 :0 2 8 8 2 1 —0 -2 修 稿 日期 :0 2 0 —1 21— 9 0
作 者 简介 : 海 燕 (9 5 , , 师 , 士 , 事 领 域 为 机 械 制 造 及 其 自动 化 的教 学 和研 究 工 作 朱 17 一) 男 讲 硕 从
现 计 机 21. 中 o 代 算 02 9 0
论研究 和实验方法等方 面都处 于刚起步 的阶段 .尚未
有 成 熟 科 学 的 理论 体 系 和 工 程 规 范 因此 。 面准 确 地 全
铣削动力学—稳定性分析方法与应用

铣削动力学—稳定性分析方法与应用一、本文概述《铣削动力学—稳定性分析方法与应用》这篇文章主要围绕铣削过程中的动力学特性进行深入研究,探讨了稳定性分析的理论方法和实际应用。
铣削作为机械加工领域中的关键工艺之一,其动力学特性对加工精度、表面质量和生产效率具有重要影响。
因此,研究铣削动力学稳定性分析方法,对于提高铣削加工的稳定性和效率,具有重要的理论价值和实际应用意义。
本文首先介绍了铣削动力学的基本概念和研究背景,阐述了铣削过程中存在的振动、噪声和不稳定现象,以及这些问题对加工质量和效率的影响。
接着,文章重点介绍了稳定性分析的理论方法,包括时域分析、频域分析和非线性动力学分析等,这些方法为深入研究铣削动力学提供了有效的工具。
文章还探讨了稳定性分析方法在铣削加工中的应用,包括切削参数优化、刀具设计、机床结构设计等方面。
通过稳定性分析,可以预测和避免铣削过程中的不稳定现象,提高加工质量和效率。
文章还结合具体案例,详细阐述了稳定性分析方法在实际应用中的具体操作和效果。
《铣削动力学—稳定性分析方法与应用》这篇文章旨在深入研究铣削动力学稳定性分析方法,探讨其在实际应用中的有效性和可行性,为提高铣削加工的稳定性和效率提供理论支持和实践指导。
二、铣削动力学基础铣削动力学是研究铣削过程中刀具与工件相互作用下,切削力的动态行为、振动、切削稳定性以及切削效率的科学。
深入理解铣削动力学的基础原理是分析铣削稳定性、优化切削参数和提高加工质量的关键。
在铣削过程中,切削力是刀具与工件之间相互作用的结果,它的大小和方向受到切削参数(如切削速度、切削深度、进给速度等)、刀具几何形状、工件材料性质以及切削条件等多种因素的影响。
切削力可以分解为垂直于切削速度方向的法向力和沿切削速度方向的切向力。
法向力主要影响刀具的径向振动,而切向力则直接决定切削过程中的功率消耗和切削热的生成。
铣削过程中的振动是动力学研究的重要组成部分。
振动可能来源于刀具与工件之间的动态相互作用、切削力的周期性变化、机床结构的不稳定性等因素。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
频率及其谐 波两边等间距处会出现相应的颤振频率 , 当主颤振频率处的能量超过一定 的闽值时 , 加 工系统
颤振 , 否则 , 无 颤振 。建立 了颤振 动力学模 型 , 通过试验获得了铣削系统频响 函数和铣削力系数 , 绘制 了铣
削加工稳定性曲线。结 合提出的颤振识 别方法 , 验证 了动力学模型 的准确性 , 可为实际加 工中合理选择 加
工参数和颤振监测提供参考。 关键词 :高速铣削 ; 颤振 ;功率谱 ; 稳定性 曲线 ;颤振识别
中图 分 类 号 :T H1 1 3 文 献标 识码 :A 文章 编 号 :1 0 0 0 - 9 7 8 7 ( 2 0 1 3 ) 0 3 - 0 0 5 9 - 0 3
Cha t t e r r e c o g n i t i o n a n d s t a b i l i t y pr e d i c t i o n o f hi g h s p e e d mi l l i n g
( 南京理工大学 , 江苏 南京 2 1 0 0 9 4 ) 摘 要 :颤振 是刀具 与工件 之间剧烈 的 自激振 动 , 是影 响工件表面质量 与刀具磨损 的重要 因素。通过 高
速铣削试 验 , 对加工过程 中铣削力与振动信号进行分析 , 给出了一 种通 过监测加 工过程 中信号功率谱能量 比变化来 识别颤振的方法。试验 结果 表明 : 颤振发生时信号功率谱最主要的特性是在主轴转动频率 、 切 削
2 0பைடு நூலகம்1 3年 第 3 2卷 第 3期
传感器与微系统 ( T r a n s d u c e r a n d Mi c r o s y s t e m T e c h n o l o g i e s )
5 9
高 速铣 削 颤振 识 别 和 稳定 性 预 测
陈展翼 ,袁军 堂 ,汪振 华 , 黄 俊
m o n i t o r i n g a n d p r o c e s s i n g i s p r o p o s e d . T h i s o b j e c t i v e i s a c h e i v e d b y m e a s u r i n g t h e m i l l i n g f o r c e a n d v i b r a t i o n
s i g n a l s w h e n c h a t t e r h a p p e n, c o r r e s p o n d i n g c h a t t e r ̄ e q u e n c y o c c u r s e v e n l y s a p a c i n g o n b o t h s i d e s o f t h e s p i n d l e r o t a t i o n ̄e q u e n e y, c u t t i n g  ̄e q u e n e y a n d t h e i r h a r mo n i c s .On c o n d i t i o n t h a t t h e p o w e r v a l u e o f t h e d o mi n a n t c h a t t e r ̄ e q u e n c y i s b e y o n d a c e r t a i n t h r e s h o l d, c h a t t e r o c c u r e d, o t h e r wi s e n o c h a t t e r h a p p e n e d . Ac c o r d i n g t o t h e a n a l y t i c a l mo d e l f o r r e g e n e r a t i v e c h a t t e r e s t a b l i s h e d a n d t h e e x p e r i me n t a l d a t a o b t a i n e d i n t h e s t u d y , t h e f r e q u e n c y r e s p o n s e f u n c t i o n a n d c u t t i n g f o r c e c o e ic f i e n t , b a s e d o n w h i c h t h e s t a b i l i t y c u r v e i s d r a wn . C o mb i n e d w i t h t h e me t h o d o f c h a t t e r r e c o g n i t i o n, a c c u r a c y o f d y n a mi c s mo d e l i s v e r i f i e d , a n d c a n p r o v i d e r e f e r e n c e f o r s l e c t i o n o f
Ab s t r a c t :A me t h o d o f mi l l i n g c h a t t e r r e c o g n i t i o n b y c h a n g e o f t h e p o we r s p e c t r u m e n e r g y r a t i o i n p r o c e s s o f
s i g n a l s u nd e r s e v e r a l c u t t i n g c o nd i t i o ns . Ex pe r i me n t a l r e s u l t s s ho w t ha t ma i n c ha r a c t e r o f t h e p o we r s pe c t r u m o f
C HEN Z h a n — y i ,YU AN J u n — t a n g ,WANG Z h e n — h u a ,HUANG J u n ( Na n j i n g U n i v e r s i t y o f S c i e n c e a n d T e c h n o l o g y , N a n j i n g 2 1 0 0 9 4 , Ch i n a )