镁合金压铸简介
镁合金压铸工艺介绍

AS41B
3.5~5.0 0.35~0.7 0.12 max 0.5~1.5 0.02 max 0.002 max 0.0035 max 0.02
单位:%
特性介绍:AZ91-机械性质及铸造性极佳 AM60-延性及冲击强度佳 AS41-高温强度及抗潜变能力优
机械 性质
材料 名称
unit AZ91D AM60B AS41B
热室机-柱塞速度:3~ 5 m/sec熔汤于浇口速度:30~ 40 m/sec 冷室机-柱塞速度:5~10 m/sec熔汤于浇口速度:90~120 m/sec
2.高压-压铸机于熔汤充满模穴后再施予之压力。 热室机-170~280kg/cm2
冷室机-350~550kg/cm2
3.冷却速度极快 4.充填时间极短-Notebook LCD Cover之铸件充填时间仅7ms (0.007sec)
抗拉 强度
MPa 230 220 215
常用镁合金之 机械特性
降伏 强度
压降伏 强度
剪强度
疲劳 强度
MPa 160 120 140
MPa 165 130 140
MPa 140 N/A N/A
MPa 70 70 N/A
冲击 强度
伸长率 (51mm)
硬度
J
%
BHN
2.2
3
75
6.1
6~8
62
4.1
6
75
8.与钢之亲和性小
模具壽命Байду номын сангаас,切削加工性佳
9.机械加工性佳
切削加工性佳
10.镁金属蕴藏丰富
地球上第三豐富之構造用金屬材料,第八大豐富元素,主要蘊藏於菱鎂礦、白雲石及海水中
铸造镁合金zm6砂型铸造工艺简析
铸造镁合金zm6砂型铸造工艺简析一、镁合金的特点你说镁合金,大家都会想,它的优势不就是轻嘛?对没错,镁合金的特点就是轻、强、耐腐蚀,而且能承受高温。
想想看,汽车、飞机这些啥高端科技,镁合金也能大显身手。
尤其是ZM6这个合金,不仅硬度高,耐磨性好,热膨胀系数小,简直是打造轻质零部件的不二选择。
听起来是不是挺炫酷的?而且这个ZM6合金,质量稳定,成型效果也好,特别适合用来做砂型铸造,啥是砂型铸造呢?就是说我们要用沙子当模具,把合金溶液倒进去,最后凝固成一个完整的零件。
这就像我们平时玩泥巴,想做个小玩具,捏捏就好,可是这个“沙子泥巴”用的是工业级材料,结果出来的可不是玩具,是有高强度和高要求的部件,简直是妙不可言!二、砂型铸造工艺一说到砂型铸造,大家脑海里可能浮现的就是那些传统的“大铁锅”式的生产过程,跟老式铁匠铺的场景差不多,都是手工打模,灰尘四溅的。
现代的砂型铸造已经不再是“粗糙”的代名词了。
ZM6镁合金的砂型铸造过程其实相当精准,得准备好合适的砂子,这砂子可不能是普通沙子,要挑选那种颗粒均匀、硬度较高的砂子,保证它能承受合金高温的“煎熬”。
然后,就得把这砂子捏成一个合适的模具,模具里得有个空腔,才能让液体合金流进。
就是铸造的“核心”部分——浇注!把液态的ZM6合金倒进模具,合金温度可不低,得保持在700度左右,没点儿技术那是“吓死个人”!但是,别怕!这过程看似危险,实则在“稳稳的技术流”操作下,合金会流入模具的空隙,接着就开始凝固,形成我们想要的零件。
三、铸造后的处理铸造之后,这个零件虽然已经成型了,但它的表面肯定是有些粗糙的。
就像咱们在沙滩上捏的沙雕,虽然形状大致出来了,但要想更完美,还得打磨打磨。
镁合金的铸件表面经常需要进行喷砂处理,这样就能去除杂质、提高表面质量。
然后,经过一些热处理,比如淬火、回火,来提高它的硬度和强度,毕竟轻巧的镁合金虽然好,但要确保零件在实际使用中不轻易损坏,还是要“锤炼”一番的。
最新 绝对实用 镁合金压铸技术
镁合金压铸技术内部资料技术培训资料一、镁合金材料的优越性1、重量轻镁金属是所有商业金属中重量最轻的金属,按ρ=1.8g/cm3计算,镁合金比聚合物(塑料)轻20%,比铝轻30%。
2、比强度高即镁合金的强度与质量之比高,具有一定的承载能力。
3、弹性模量小,抗震力强,耐冲击,吸振性好;刚性好,表示长期使用不易变形,尺寸稳定。
4、抗电磁干扰及屏蔽性好,防辐射,无磁性。
5、色泽鲜艳美观,并能长期保持完好如新。
6、对环境无任何影响镁金属极其合金是一种环保型材料,,对环境无污染,其废料回收利用率高达85%以上,回收利用的费用仅为相应新材料价格的4%左右。
7、成型性好8、散热性好9、切削加工性能好镁元素元素符號元素英文名稱原子序原子量原子密度(g/ml)沸點(o C)熔點(o C)MgMagnesium12 24.312 1.74 1107 650二、镁合金压铸的优势模具寿命和生产效率钢模具型腔的热裂和热冲击,是多年来一直困扰压铸工作人员的两个问题。
在压铸铝合金时,在压射了10.000次后,就发现冲击的痕迹和热裂,这并不少见。
只要模具一开始投入使用,它型腔的钢材就慢慢被损伤;当压铸了150.000-200.000次以后,就要更换模具了。
有的时候,模具的寿命可能更短些。
镁合金与铝合金不同,它不像铝合金那样侵袭型腔的钢材。
根据实际的资料,压铸镁合金的模具的寿命约为铝合金模具的3-4倍。
有许多镁合金压铸模,在压铸了500000次以后,现在还在生产中正常使用。
许多这样的模具还在用于生产薄壁件,其表面质量要求很高。
由于镁的凝固很快,以及它不易粘结,所以可以比铝有更高的生产效率,而仃机和喷雾的时间更少。
与铝合金相比,镁合金的压铸周期时间可以比铝合金缩短25%到50%。
由于镁合金本身固有的特性,因而能有较快的压铸速率。
与铝合金相比,其压铸速率可以提高50%。
可以减轻重量是镁合金的另一重要优点,但与铝合金,锌合金作精确的减轻重量的比较,还要根据图纸作全面的考虑。
镁合金安全压铸
镁合金压铸模具在大多数情况下,镁合金压铸生产的产品与其他合金压铸件相类似。
镁合金压铸模具也和铝、锌合金压铸模相似。
但是由于镁合金不同于铝合金的一些特性,在设计压铸模时给予充分考虑,才能设计出合理的压铸模具,从而高效、经济地生产镁合金压铸件。
一、镁合金的特性① 质轻 镁的比重只有1.8G/CM3,铝合金的比重为2.7G/CM3,镁合金比铝合金轻30%,比钢轻80%。
所以,汽车及手提电子产品中镁合金已成为零件制造成理想材料。
② 强度 镁合金在金属及塑料等工程材料中,具有极佳的强度/重量比。
③ 压铸性 在保持良好的结构条件下,镁合金允许铸件壁厚最小达到0.6mm,这是塑料在相同强度下无法达到的。
铝合金的压铸性能也要在1.2-1.5mm以上时才能与镁合金相比。
镁合金较易压铸成型,适合大批量压铸生产(生产速度可达铝的1.5倍)。
此外,镁合金模的磨损也较铝为低。
④ 减震 镁有极好的滞弹吸震性能,可吸收震动和噪音,用作设备机壳可减少噪音传递、预防冲击和防止凹陷损坏。
⑤ 刚性 镁的刚性为铝的2倍并比大部分塑胶为高。
镁有良好的抗应力阻力。
⑥ 高电磁干扰屏障 镁合金有良好的阻隔电磁波功能,适合生产电子产品。
⑦ 良好的切削性能 镁比铝和锌有更好的切削性,使镁成为更易切削加工的金属材料。
⑧ 镁合金的比热容较小,合金液的冷却速度快。
⑨ 镁合金和模具钢材的亲和力小,不易粘附模具。
根据镁合金的以上特性,下面将镁合金和铝合金在设计制作上作一些对比。
二、模具设计压铸模具是一种复杂的设备,须完成多项功能。
其决定零件的大体几何形状,并对每啤货之间尺寸偏差有重要影响。
使用固定或移动的芯子增加了压铸的灵活性,可以压铸出复杂的较精密外形的零件。
流道和水口系统的几何形状决定模具的填充性能。
模具的热条件决定零件固化用及其微观结构和品质。
在大量生产时,模具的导热性能决定周期时间。
并且模具具有压铸件顶出系统。
三、模具材料模具组成模穴的部分和熔化金属直接接触,必须由能经受热冲击的钢材料制成。
压铸镁合金
压铸镁合金
镁合金的密度为1.74g/cm3,只相当于铸铁
的25%,铝合金的64%左右。
镁合金强度大,其
抗拉强度与密度之比为14-16。
镁合金具有良好的吸收能的能力,具有良好的刚度和减震性,在承受冲击载荷时能吸收较大的冲击能量。
所以镁合金可制造强烈颠簸和吸收振动作用的零件。
铸镁在低温下(达-196℃)仍有良好的力学性能。
故可制造在低温下工作的零件。
镁合金在压铸时,与铁的亲和力小,粘模现象少,模具寿命较铝合金长。
压铸件不需退火和消除应力就具有尺寸稳定性能。
在负载的情况下,又具有好的蠕变强度,特别适应于制造汽车发动件零件和小型发动机零件。
镁合金具有良好的抗冲击和抗压缩能力,能产生良好的冲击强度与压缩强度。
镁合金压铸件具有良好的切削性能,以镁合金的切削功率为1,则铝为1.3,黄铜为2.3,铸铁为3.5,碳钢为6.3,镍合金为10。
加工时可不必添加冷却剂与润滑剂。
镁合金还具有高导热率、无毒性、无磁性、不易破碎等优点。
镁的标准电极电位较低,并且它表面形成的氧化膜是不致密的,因而抗蚀性较低,因此,镁铸件常需进行表面氧化处理和涂漆保护。
镁易燃,镁液遇水即起剧烈作用而导致爆炸,而且镁的粉尘亦会
自燃。
因此,在镁合金生产的各个环节中均应有专门的安全保护措施。
在我国压铸用的镁合金采用五号铸镁,其合金代号为YM5,合金牌号为YZMgAl9Zn。
如表1所示为我国压铸镁合金的化学成分和力学性能。
压铸镁合金主要元素的作用如表2所示。
压铸镁合金YM5物理性能如表3所示。
镁合金压铸成型

2019/2/15
鎂合金材料
压铸镁合金一般以Al为主要合金元素,常用的主要有3个 系列: AZ(Mg-Al-Zn-Mn),AM(Mg-Al-Mn),AS(Mg-Al-Si-Mn)系。 影响镁合金压铸发展的主要问题是合金液易氧化燃烧,这给熔炼带来一系列困 难,并造成对环境和合金本身的污染,对熔炼设备的侵蚀及压铸生产成本的增加。 壓鑄鎂合金中以AZ91D和AZ81強度最高.AZ91D為目前最常用之鎂合金,有良 好之耐蝕性﹑鑄造性.耐蝕性是因為對鐵﹑銅﹑鎳,嚴格控制的結果.汽車﹑電腦零 件﹑運動器材﹑手工具為典型用途. AM60B﹑AM50A和AM20適用於需良好延性﹑耐衝擊性的場合.AM材料延性 高﹑吸收能量能力好.合金成分因鋁的減少,延性才提升,但也就犧牲掉強度及鑄 造性.典型用途為汽車內裝﹑方向盤﹑椅框﹑儀錶板架. AS41B和AE42應用於較高溫場合.其機械性質較其他鎂合金材料穩定,抗潛變 性良好.AE相較於AS鋁較少,其延性及抗潛變較佳.AS41B的材料特性使其非常適合 用於汽車空冷引擎的曲軸箱.
AE42 4 1 2 1 _ 1 2 2 1 3 1
AS41B 4 1 1 1 2 1 2 1 1 3 1
2019/2/15
镁合金压铸和其它压铸有什么不同
压铸都是一样的,都是将金属用压力和快速度压入模具 内成型。镁合金和其它合金的不一样在于镁合金的含热量低, 凝结快。所以镁合金压铸特别注重压铸速度。压铸用的镁合 金因为重量轻流动性好,所有压铸速度比压铸压力来的重要。 至于模具设计,和其它压铸没什么两样。 镁合金压铸的料头不可以像铝压铸一样再放回熔炉内在融 化。因为镁合金氧化快,氧化后的料头不能再用,必需送回 镁合金工厂处理。所以成本比其它压铸高一些。但是镁合金 的模具比铝合金的模具耐用五倍以上,所以模具上的节省可 以补偿材料上的浪费。
镁合金压铸工艺、安全操作要点

镁合金压铸工艺、安全操作要点1、压铸工艺镁合金的压铸工艺同其他合金的压铸工艺相似,但是由于镁合金的不同特性,在压力、速度、温度及涂料的应用上又有着不同的地方。
1.1压力镁合金压铸分热室和冷室两种形式,压铸时压力也不同,热室机的压射比压在40MPa左右,冷室机的比压要高于热室机,通常的比压在40-70MPa.另外重要的一点是增压建压时间,由于镁合金的凝固潜热低,镁合金在模具内的凝固时间要比铝合金的短的多,如果增压时间太晚的话,浇口和型腔的金属液已经凝固,增压也就失去意义.所以建压时间是衡量镁合金压铸机性能的一个重要因素,大部分压铸机的增压建压时间都在60ms以上,这时浇口的镁合金已经凝固,增压的压力无法传到模具型腔里面,优秀的压射系统建压时间通常在20ms以内.1.2速度镁合金由于密度小(只有铝合金的2/3),因而惯性小。
同时,由于镁合金的凝固也很快,要在金属凝固前充填整个型腔,因此,镁合金的压射速度要快。
热室镁合金的压射速度可达6m/s,冷室压铸机的速度要更高一些,达到8 m/s。
高的压射速度也产生高的浇口速度。
举例来说,锌合金和铝合金的压铸模浇口速度大约在40 m/s至60 m/s之间,否则可能出现模具烧蚀现象,薄壁镁合金铸件的浇口速度很多要超过80m/s,由于镁合金的低热性和对模具钢的低焊合性,对压铸模具的烧蚀也没有铝合金般严重。
1.3温度温度是压铸过程的热因素,为了提供良好的充填条件,保证压铸件的成型质量,控制和保持热稳定性,必须选用相应的温度规范,主要是指合金的浇注温度的模具温度。
热室压铸机的料壶在熔炉里面,压射时的热量损失小,因此,热室机压铸是镁合金的温度要低一些,通常在640℃左右。
冷室压铸机的温度要高一些,一般在680℃左右。
对于镁合金压铸有一点值得注意,就是如果产品的成型不太理想,可以从其它方面,比如压射速度、模具温度等方面改善,不可一味提高合金浇注温度,因为现在镁合金熔炉用的保护气体,在温度过高(超过710℃时)会失去效用。
镁合金压铸技术
检查溢流位和排气
大小正确 排气孔打开 位于填充的末端 利用计算机模拟
常见缺陷的解决措施
3)缩水(从液体到固 体收缩4%-6%)
增加注射压力 检查锤头问题是否傅压 力降低(锤头或鹅颈磨 损) 增加问题点的入水
考虑在问题点可否使用 单独的水口
检查模具温度
加热冷点 冷却热点 检查动模和静模的温度 差异
检查金属的温度波动 使信件有方向的凝固
顶针顶出力不均匀
长度不一致 位置不正确
6.镁合金压铸的安全问题
Mg和氧及氧化物反应
燃烧/氧化 2Mg+O2=2MgO 液体镁合金中的水份迅速气化 Mg(液)+H2O(液)=H2O(气)+Mg(微小颗粒) 和水反应/氢气爆炸 Mg+H2O=MgO+H2 2H2+O2=2H2O 和氧化铁反应 3Mg+Fe2O3=3MgO+2Fe 和氧化硅反应 2Mg+SiO2=2MgO+Si
镁合金的主要性能
重量轻、强度好,比重只有钢的1/4,壁厚 可以比塑料更薄 良好的压铸性能 好的抗腐蚀性能 良好的减震性能 抗电磁波干扰性能 长模具寿命 优良的机械加工性能
2.镁合金压铸件的发展前景
镁合金材料1808年面世,1886年始用于工业生产。镁合 金压铸技术从1916年成功地将镁合金用于压铸件算起, 至今也经历了八十余年的发展。人类在认识和驾驭镁合 金及其制品的生产技术方面,经历了漫长的探索历程。 从1927年推出高强度MgAl9Zn1开始,镁合金的工业应用 获得了实质性的进展。1936年德国大众汽车公司开始用 压铸镁合金生产“甲壳虫”汽车的发动机传动系统零件, 1946年单车使用镁合金量达18kg左右。美国在1948~ 1962年间用热室压铸机生产的汽车用镁合金压铸件达数 百万件。
镁合金半固态压铸汽车产品实例

镁合金半固态压铸汽车产品实例1.引言1.1 概述镁合金半固态压铸技术是一种新兴的铸造工艺,能够制造出高强度、轻量化的汽车零部件。
随着汽车工业的发展和对轻量化材料需求的增加,镁合金半固态压铸技术得到了广泛关注和应用。
本文将通过介绍镁合金半固态压铸技术的原理和特点,以及汽车产品中的应用实例,来探讨这一技术在汽车制造领域中的潜力和前景。
镁合金半固态压铸技术是将镁合金加热到半固态状态,通过压铸成型得到所需的零部件。
相比传统的压铸工艺,镁合金半固态压铸技术具有以下几个显著的优势。
首先,半固态状态下的镁合金具有较低的黏度和较高的塑性,使得其在压铸过程中更容易充填模腔,提高了产品的成形质量和尺寸精度。
其次,半固态压铸过程中的镁合金具有较低的热应力,可有效降低零部件的变形和缩松现象。
此外,由于镁合金具有良好的可再生性和循环利用性,采用半固态压铸技术制造汽车零部件有助于环境保护和可持续发展。
在汽车产品中,镁合金半固态压铸技术已得到广泛应用。
一方面,由于镁合金具有优异的强度和刚度,采用半固态压铸技术可以制造出更轻量化、更节能的汽车零部件。
例如,采用半固态压铸技术制造的发动机缸体和传动壳体重量可以减轻20以上,同时提高了产品的耐久性和可靠性。
另一方面,由于镁合金具有良好的导热性能,采用半固态压铸技术可以制造出具有良好散热效果的汽车零部件。
例如,采用半固态压铸技术制造的发动机散热器可以有效降低发动机的温度,提升整车的燃油经济性和动力性能。
综上所述,镁合金半固态压铸技术是一种有潜力的汽车零部件制造技术,具有轻量化、节能和环保等优势。
随着该技术的不断发展和完善,相信在未来的汽车制造领域中将得到更广泛的应用。
1.2 文章结构文章结构部分的内容可以描述文章的组织方式和结构设计,以便读者能够更好地理解和阅读文章。
具体内容如下:文章结构:本文主要分为三个部分,分别是引言、正文和结论。
1. 引言部分:引言部分首先对镁合金半固态压铸技术进行概述,介绍其在汽车制造领域中的重要性和应用背景。
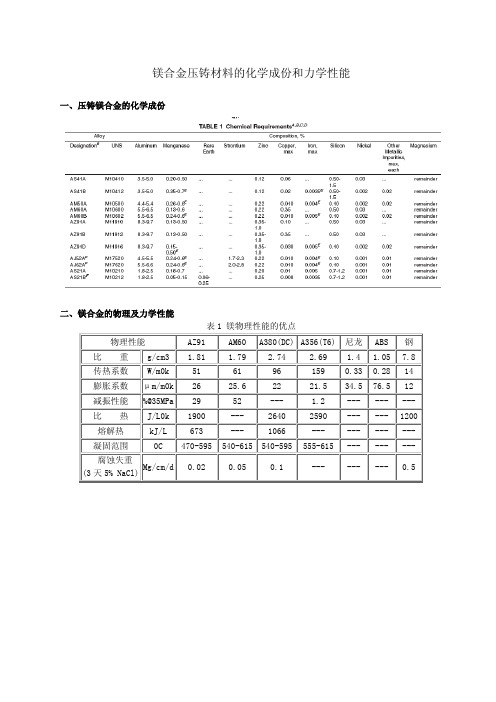
镁合金压铸材料化学成份和力学性能
抗拉强度<B> MPa 283
230 220
220
220 185
225 215 320 262
屈服强度(拉 MPa 212
伸)<B><E>
屈服强度(压
MPa
---
缩)<H>
160 150
130
120 105
165 ---
130
--- ---
140 140 160 185 --- 140 --- 186
凝固范围
0C 470-595 540-615 540-595 555-615 --- --- ---
腐蚀失重
Mg/cm/d 0.02
0.05
0.1
(3 天 5% NaCl)
--- --- --- 0.5
三、镁合金机械性能及物理性能
镁合金机械性能
机械性能 单位 AG40A AZ91D AZ81 AM60B AM50A AM20 AE42 AS41B A380 A356(T6)
比热
KJ/Kg℃
0.8 1.05 1.0 1.02 1.0
1.0 1.01
热膨胀系数 Μm/m℃ 27.4 25.0 25.0 25.6 26.0 26.0 26.1 16.1 22
热传导系数 W/m℃ 113 72<C> 51<B> 62<B> 62<B> 60<B> 68<B> 68<B> 96
159 0.33 0.28 14
膨胀系数 μm/m0k 26
25.6
22
21.5 34.5 76.5 12
减振性能 %@35MPa 29
铸造镁合金和变形镁合金_概述说明以及解释

铸造镁合金和变形镁合金概述说明以及解释1. 引言1.1 概述镁合金作为一种重要的轻质结构材料,在工业生产和科学研究领域得到了广泛应用。
其中,铸造镁合金和变形镁合金是常见的两种镁合金品种。
本文将对铸造镁合金和变形镁合金进行概述、说明以及解释,探讨它们的加工方法、特性与应用、优缺点,并对两者进行对比分析,包括异同点、应用领域的区别,同时展望其发展趋势与前景。
1.2 文章结构本文主要分为五个部分。
引言部分概述了文章内容,并介绍了铸造镁合金和变形镁合金的研究背景和意义。
第二部分讲述了铸造镁合金,包括其铸造工艺、特性与应用以及优缺点。
第三部分则关注于变形镁合金,详细介绍了它的加工方法、特性与应用以及优缺点。
在第四部分中,我们将对铸造镁合金和变形镁合金进行比较分析,着重探讨它们的异同点和在不同领域中的应用差异,并展望其发展趋势与前景。
最后一部分是结论,对整篇文章的主要观点进行总结。
1.3 目的本文的目的在于全面介绍铸造镁合金和变形镁合金,在阐释它们的工艺、特性、应用和优缺点的基础上,比较两者的异同点,并探讨它们在不同领域中的应用区别。
通过对这些内容的详细介绍和分析,旨在为读者提供关于铸造镁合金和变形镁合金方面知识和研究帮助,并对其未来发展趋势做出一定预测。
2. 铸造镁合金2.1 铸造工艺铸造是制备镁合金最常用的工艺之一。
铸造镁合金可以采用砂型铸造、压力铸造和连续铸造等不同的方法。
在砂型铸造中,首先根据所需产品的形状和尺寸制作出沙模,然后将加热至适宜温度的镁合金液体倒入模具中,待其冷却凝固后取出成品。
这种方法生产成本较低,但表面质量一般较差。
压力铸造是指将加热至一定温度的镁合金注入高压下的模具中,通过快速凝固来制备零件。
该方法能够获得更高密度、更均匀组织和更好性能的零件。
常见的压力铸造方法包括压力浇注、低压浇注和真空浇注等。
连续铸造是指通过恒定输送速度将溶化状态的镁合金连续浇注到定型装置中进行凝固形成连续性材料坯料。
镁合金压铸技术的综述

镁合金压铸技术的综述【摘要】本文介绍了有关镁合金压铸技术的压铸设备、压铸工艺、以及镁合金熔炼保护的研究进展。
同时,本文比较了镁合金传统压铸、充氧压铸技术、真空压铸技术、触变压铸等镁合金压铸成形的优点及缺点。
并指出了镁合金压铸还存在的问题。
【关键词】镁合金;压铸镁合金具有比强度、比刚度高,阻尼减震性能优良,机械加工方便,易于回收利用,符合环保要求等特性,在汽车、航空及3C领域等行业的应用呈现快速的增长,是当今实际生产中采用的最轻的金属结构工程材料[1,2]。
镁合金熔点低、比热容和相变潜热小,与铁的亲和力弱[3],镁合金压铸具有耗能少、充型和凝固速度快、生产周期短、模具使用寿命长等优势。
目前,70%以上采用镁合金压铸成形。
1镁合金压铸设备的研究镁合金用压铸机有热室和冷室两大类。
一般来说,通讯产品等许多小薄壁件采用热室压铸机;大、壁厚及复杂零件,如汽车、摩托车上使用的镁合金件,通常使用冷室压铸机。
镁合金冷室压铸机可采用普通铝合金冷室压铸机,而镁合金热室压铸机广泛采用专门设计的专用压铸机。
近年来美国、日本和英国等国的公司相继成功开发出镁合金半固态触变射压铸造机。
JSW和Husky两家公司已于2003年开发出第二代触变注射成形机,目前已研制生产出从6000kN到20000kN的半固态铸造用压铸机,成形件重量可达7kg以上[4]。
据最新报告,国内首台30000kN镁合金压铸机通过国际鉴定大吨位镁合金压铸机即将投入生产,必将使我国在镁合金材料的应用及压铸业的整体技术水平再上一个台阶。
最近,力劲集团已推出第一台镁合金专用压铸机,压射速度是铝合金压铸的1.5-3倍,型温用循环热煤油等介质可精确制在270±5℃,并实现了外围设备和原辅材料的专业化生产。
在近年,我国在镁合金压铸设备上取得了一定的成绩。
但是,目前的国产压铸机性能与国外先进设备相比有较大差距,液压、电器元件可靠性差,压铸机普遍缺少先进的检测与控制仪表,制约我国镁合金压铸技术的迅速发展。
镁合金压铸成型

环保与可持续发展
环保材料的应用
为了满足日益严格的环保要求,镁合金作为一种可再生资源,其 应用越来越广泛,有助于减少对有限金属资源的依赖。
节能减排技术
在镁合金压铸成型过程中,通过采用先进的节能技术和减排措施, 降低能耗和减少环境污染。
循环经济与资源回收
发展循环经济,推动镁合金废料的回收和再利用,实现可持续发展。
THANK YOU
感谢聆听
06
实际应用案例分析
汽车制造业中的应用
镁合金压铸成型在汽车制造业 中广泛应用于发动机、变速器 等零部件的制造。
由于镁合金具有轻量化、高强 度、高刚性等特点,使用镁合 金压铸成型能够显著降低汽车 重量,提高燃油经济性和动力 性能。
镁合金压铸成型还具有生产效 率高、成本低等优势,因此在 汽车制造业中具有广阔的应用 前景。
随着科技的不断进步,镁合金压铸成型技术也在不断创新,如研究 开发出高能效、高精度的压铸设备,提高生产效率和产品质量。
模具设计与制造技术
模具是压铸成型的关键,通过优化模具设计和制造技术,可以提升 镁合金压铸件的精度和表面质量,满足更高端产品的需求。
自动化与智能化生产
随着工业4.0的推进,镁合金压铸成型将逐步实现自动化和智能化生 产,提高生产效率和降低人工成本。
电子产品外壳制造中的应用
02
01
03
随着电子产品向轻薄化、小型化方向发展,镁合金压 铸成型在电子产品外壳制造中越来越受到青睐。
镁合金具有良好的电磁屏蔽性能和散热性能,能够满 足电子产品对外观、性能和轻量化的要求。
通过镁合金压铸成型,可以快速、高效地生产出高品 质的电子产品外壳,提高产品市场竞争力。
镁合金压铸成型
目
镁合金压铸模具

三峻精密五金有限公司集铝/镁/锌合金压铸,模具设计制造,精密加工等服务,为您铸造精品.镁合金压铸模具在大多数情况下,镁合金压铸生产的产品与其他合金压铸件相类似。
镁合金压铸模具也和铝、锌合金压铸模相似。
但是由于镁合金不同于铝合金的一些特性,在设计压铸模时给予充分考虑,才能设计出合理的压铸模具,从而高效、经济地生产镁合金压铸件。
一、镁合金的特性①质轻镁的比重只有1.8G/CM3,铝合金的比重为2.7G/CM3,镁合金比铝合金轻30%,比钢轻80%。
所以,汽车及手提电子产品中镁合金已成为零件制造成理想材料。
②强度镁合金在金属及塑料等工程材料中,具有极佳的强度/重量比。
③压铸性在保持良好的结构条件下,镁合金允许铸件壁厚最小达到0.6mm,这是塑料在相同强度下无法达到的。
铝合金的压铸性能也要在1.2-1.5mm以上时才能与镁合金相比。
镁合金较易压铸成型,适合大批量压铸生产(生产速度可达铝的1.5倍)。
此外,镁合金模的磨损也较铝为低。
④减震镁有极好的滞弹吸震性能,可吸收震动和噪音,用作设备机壳可减少噪音传递、预防冲击和防止凹陷损坏。
⑤刚性镁的刚性为铝的2倍并比大部分塑胶为高。
镁有良好的抗应力阻力。
⑥高电磁干扰屏障镁合金有良好的阻隔电磁波功能,适合生产电子产品。
⑦良好的切削性能镁比铝和锌有更好的切削性,使镁成为更易切削加工的金属材料。
⑧镁合金的比热容较小,合金液的冷却速度快。
⑨镁合金和模具钢材的亲和力小,不易粘附模具。
根据镁合金的以上特性,下面将镁合金和铝合金在设计制作上作一些对比。
二、模具设计压铸模具是一种复杂的设备,须完成多项功能。
其决定零件的大体几何形状,并对每啤货之间尺寸偏差有重要影响。
使用固定或移动的芯子增加了压铸的灵活性,可以压铸出复杂的较精密外形的零件。
流道和水口系统的几何形状决定模具的填充性能。
模具的热条件决定零件固化用及其微观结构和品质。
在大量生产时,模具的导热性能决定周期时间。
并且模具具有压铸件顶出系统。
镁合金压铸技术的最新发展及其应用

镁合金压铸技术的最新开展及其应用镁合金是最轻的工程金属材料之一,具有很好的比强度、比刚度等性能,特别适合制造要求重量轻、强度高、减震降噪的工程结构部件和要求一定强度的壳类零件。
镁合金低熔点、低比热及充型速度快等优点极其适合於用现代压铸技术进行成形加工。
现代科技和相关产业技术的开展,使镁合金的应用範围迅速扩展,特别是在汽车工业和电子信息产业中获得大量应用。
本文主要介绍镁合金压铸技术研究、开发、应用的开展状况,希望藉此促进中国镁压铸技术的开展及其在各个领域、尤其是汽车工业中的推广应用。
概述长期以来,镁的80%用於铝合金的添加元素或冶金行业脱氧等、13%用於铸造合金、3%用作变形制品。
随着科技进步及对镁可贵性的认识,其产品广泛用於航空、航天、汽车配件、电子及通讯等领域。
汽车行业采用镁合金量的急剧增加是拉动镁合金全球用量增加的重要因素,生产商在汽车上应用镁合金零部件不仅是为了减轻重量,更是藉此来不断提高汽车的性价比,从而加强其在竞争日益剧烈的汽车巿场上的竞争优势。
预计1996~2021年全球用於汽车零部件的镁量平均每年递增15%以上,其中,北美增长速度为30%,欧洲那么超过60%。
欧、美、日等兴旺国家的汽车制造公司在政府的协调下与科研院所密切合作,投入大量人力物力,实施多项大型研究开展方案,研究用镁合金制造汽车零部件。
这些研究开发方案促进了镁合金在汽车上的应用开展。
电子信息产业由於数字化的开展,巿场对电子及通讯产品高度集成化、轻薄化及可回收的要求愈来愈高。
以前作为主要材料的工程塑料已经无法满足要求,因此人们把目光投向了镁合金。
例如,镁合金具有优异的薄壁铸造性能,其压铸件壁厚可达0.8mm-1.5mm,并保持一定的强度、刚度和抗冲击性能。
因此,在薄壁、轻薄、抗冲击、电磁屏蔽、散热及环保等方面的要求之下,镁合金成了制造商的最正确选择。
近年来,电子信息产业的镁合金消耗量急剧增加,成为拉动全球镁消耗量的另一重要因素。
富士康科技镁合金压铸简介

整體壁厚 0.7mm
鎂合金的運用及趨勢
汽車工業零組件 傳動組件外蓋、汽缸頭蓋、離合器、甚至方向盤、煞車踏 板架、儀表面板和座椅支架組合等
3C產業 筆記型電腦、數位相機、數位攝影機、MD、LCD顯示器、 行動電話、PDA等
TWN投入廠商
可成科技、紐新、紐輝、燦坤、敬得、佳盛、美利達、錦 明、台灣榮輪、台灣福興、興行實業、高鋁、勤美、華孚 等公司,投入廠商正持續增加中。
Welcome to Foxconn
Magnesium Division
Foxconn Advanced Technology , INC
鎂合金壓鑄 及製程簡介
ASTM(美國材料試驗所) B275合金命名規則:
主要合金 成份Al(鋁)
AZ91D
次要合金 成份Zn(鋅) 主要合金成份 含量Al佔9%
unit 鎂合金
(AZ91D)
1.81
25.0
72
595
鋁合金
(A380)
2.7
3
23.9
145
593
331
165Βιβλιοθήκη 14771鋅合金
(AG40A)
6.7
10
27.4
214
387
283
N/A
82
85
塑膠 (PC+ABS)
1.07
16.5
76.5
0.28
260
39
16.5
102
2.1
鎂合金缺點
有易燃的危險:
鎂合金壓鑄 薄壁成型之技術極限
文獻記載:A=100mm2 → t = 0.9mm A=300mm2 → t = 1.5mm A=300mm2以上 → t = 1.5~2.5mm 實際範例: 1. Mitsubishi Notebook 總厚度 18mm﹐ 重1.45kg﹐ 平均壁厚 1.0mm﹐ 局部尺寸 100x100mm 厚度 0.8mm 2. Sony Walkman (Mini Disk) 平均壁厚 0.6mm 3. Buhler sample 展示 L100xW100xH200mm
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
鎂合金鑄造方式
.鎂合金之應用有78年歷史,早期應用砂模鑄造法製造。 1.後期則改以熱室及冷室壓鑄法(die casting)製造鎂合金壓鑄品,為最主 要的鎂合金生產方式。 2.觸變或射出成形(thixomolding)技術 — Dow Chemical公司於1988年提出, 由塑膠射出成型技術應用於金屬製程的技術。 3.流變成形(rheomolding)技術 — 結合塑膠射出成形及流變鑄造(rheocasting) 的特殊製程。
熱膨脹 係數
m /m * K
熱傳導 係數
w /m * K
電阻 Ω cm 1 4 .1 1 2 .5 N /A
導電 係數 M s/m 6 .6 N /A N /A
浦松比
u n it A Z 91D A M 60B A S41B
g /cm 1 .8 1 1 .7 9 1 .7 7
m m /m 0 .3 5 0 .3 5 0 .3 5
降伏 強度 M Pa 160 120 140
壓降伏 強度 M Pa 165 130 140
剪強度
疲勞 強度 M Pa 70 70 N /A
衝擊 強度 J 2 .2 6 .1 4 .1
伸長率 (5 1 m m ) % 3 6~8 6
硬度
揚氏 係數 GPa 45 45 45
潛熱
u n it A Z 91D A M 60B A S41B
鎂合金之優點及特性 (二)
(與工程塑膠比較)
1. 比重相近
鎂合金=1.81 PC+ABS=1.14 PET+30%GF=1.61 PBT+30%GF=1.72
2. 導熱(散熱)性優
優於塑膠之數百倍
3. 電磁遮蔽 (EMI Shielding)性佳
無須另外做表面電磁遮蔽及導電處理
4. 薄壁成形性佳
優良之流動性使其薄壁成形厚度可達1.2mm以下,局部更可達0.4~0.6mm
M Pa 140 N /A N /A
BHN 75 62 75
K J/K g 373 373 373
常用鎂合金之 物理特性
物理 性質 材料 名稱
密度
3
凝固點 ℃ 470 540 565
熔點 ℃ 595 615 620
鑄造 溫度 ℃ 625~700 650~695 660~695
比熱 J/k g ℃ 1 .0 5 1 .0 5 1 .0 2
鎂合金 基本生產作業流程
原料 - 鎂錠 (Mg ingot) ↓ 壓 鑄 (Die casting) ↓ 毛 邊 (Deburring) ↓ 機械加工 (Machining) ↓ (後毛邊) ↓ 化 成 (Chemical conversion treatment) ↓ 塗 裝 (Painting)
易於薄件成形
不同應力條件下其阻尼容量是鋁合金之10~25倍
6. 鑄造性(流動性)佳 7. 潛熱(熱含量)低
傳熱快,本身不易積熱
8. 與鋼之親和性小
模具壽命長,切削加工性佳
9. 機械加工性佳
切削加工性佳
10.鎂金屬蘊藏豐富
地球上第三豐富之構造用金屬材料,第八大豐富元素,主要蘊藏於菱鎂礦、白雲石及海水中
鎂合金壓鑄 薄壁成型之技術極限
文獻記載:A=100mm2 → t = 0.9mm A=300mm2 → t = 1.5mm A=300mm2以上 → t = 1.5~2.5mm 實際範例: 1. Mitsubishi Notebook 總厚度 18mm﹐ 重1.45kg﹐ 平均壁厚 1.0mm﹐ 局部尺寸 100x100mm 厚度 0.8mm 2. Sony Walkman (Mini Disk) 平均壁厚 0.6mm 3. Buhler sample 展示 L100xW100xH200mm
比強度
揚氏 係數 GPa
u n it 鎂合金
(A Z 9 1 D )
g /cm
3
%
℃
1 .8 1
3
2 5 .0
72
595
230
160
154
45
鋁合金
(A 3 8 0 )
2 .7
3
2 3 .9
145
593
331
165
147
71
鋅合金
(A G 4 0 A )
6 .7
10
2 7 .4
214
387
283
N /A
A:第一種標準成份 B:第一種標準成份 C:第一種標準成份 D:高純度合金 E:高抗蝕性合金 X1:未登記之合金
次要合金 成份含量Zn佔1%
各合金符號表示之化學元素: A - 鋁 B - 鉍 C - F - 鐵 G - 鎂 H - M - 錳 N - 鎳 P - S - 矽 T - 錫 W -
銅 釷 鉛 釔
鎂之回收難度較鋁高:
且鋁製品已有年歷史,就市場使用的慣性觀,要取代鋁合金仍有相當距離。
技術門檻較高:
從DESIGN REVIEW、模具、壓鑄成型、表面精修、表面處理等都因材料屬性活潑而
有其難度,化學皮膜及塗裝外觀要求嚴,。
壓鑄之特性
何謂壓鑄? 將熔融合金以高壓高速射入金屬模(DIE)中後急速凝固成形之鑄造方式 特性: 1.高速-熔湯以高速並成霧狀由澆口噴入模具內。 熱室機-柱塞速度:3~ 5 m/sec 熔湯於澆口速度:30~ 40 m/sec 冷室機-柱塞速度:5~10 m/sec 熔湯於澆口速度:90~120 m/sec 2.高壓-壓鑄機於熔湯充滿模穴後再施予之壓力。 熱室機-170~280kg/cm2 冷室機-350~550kg/cm2 3.冷卻速度極快 4.充填時間極短-Notebook LCD Cover之鑄件充填時間僅 7ms (0.007sec)
0 .1 2 m ax
0 .5 ~ 1 .5
0 .0 2 m ax
0 .0 0 2 m a x 0 .0 0 3 5 m ax
0 .0 2
單位:%
特性介紹: AZ91-機械性質及鑄造性極佳 AM60-延性及衝擊強度佳 AS41-高溫強度及抗潛變能力優
常用鎂合金之 機械特性
機械 性質 材料 名稱
抗拉 強度 M Pa 230 220 215
Welcome to Foxconn
Magnesium Division
Foxconn Advanced Technology , INC
鎂合金壓鑄 及製程簡介
ASTM(美國材料試驗所) B275合金命名規則:
主要合金 成份Al(鋁)
AZ91D
次要合金 成份Zn(鋅) 主要合金成份 含量Al佔9%
5. 耐磨﹑耐衝擊性﹑剛性強度佳
優於塑膠8~10倍,勿須加肋為提升強度
6. 符合環保需求
製品及廢料可回收使用,回收製程亦無有害物質產生
壓鑄合金與塑膠之機械與物理性質比較表
物理性質 機械性質 熱傳導 係數
w/ m° K
材料名稱
密度 伸長率
熱膨脹 係數
K m /m °
熔點
抗拉 強度 M Pa
降伏 強度 M Pa
鎂合金壓鑄基本作業內容概述
1.壓鑄生產段 鎂錠預熱﹑熔解爐加熱﹑保護氣體調整﹑給湯及取料機械手設 定﹑ 離型劑噴灑系統調整﹑模溫機設定﹑機台生產條件設定﹑鑄件生 產﹑鑄件冷卻裝置﹑整緣衝剪毛頭﹑自動輸送設備﹑廢料回收﹒ 2.機械加工及毛邊處理段 切削液選用﹑加工機(鑽搪銑攻)修整﹑人工修飾﹑ 拋光研磨﹑防爆集塵﹑包裝﹑半成品倉儲﹒ 3.表面化成處理段 溶劑脫脂→鹼性脫脂→溫水清洗→水洗→酸處理→ 純水清洗→化成(鉻酸)處理→純水清洗→乾燥﹒ 4.塗裝處理段 補土→乾燥→補土修潤→底漆→乾燥→修潤→ 面漆→乾燥→包裝→倉儲→出貨﹒
D K Q Y
- - - -
鎘 鋯 銀 銻
E L R Z
- - - -
稀土 鋰 鉻 鋅
常用鎂合金化學成份表
化學成份 合金種類
Al
8 .3 ~ 9 .7
Mn
0 .1 5 ~ 0 .5 0
Zn
0 .3 5 ~ 1 .0
Si
0 .1 m ax
Cu
0 .0 3 m ax
Ni
0 .0 0 2 m a x
Fe
0 .0 0 5 m a x
o th e r s
0 .0 2
AZ91D AM60B AS41B
5 .5 ~ 6 .5
0 .2 4 ~ 0 .6
0 .2 2 m ax
0 .1 m ax
0 .0 1 m ax
0 .0 0 2 m a x
0 .0 0 5 m a x
0 .0 2
3 .5 ~ 5 .0
0 .3 5 ~ 0 .7
整體壁厚 0.7mm
鎂合金的運用及趨勢
汽車工業零組件 傳動組件外蓋、汽缸頭蓋、離合器、甚至方向盤、煞車踏 板架、儀表面板和座椅支架組合等
3C產業 筆記型電腦、數位相機、數位攝影機、MD、LCD顯示器、 行動電話、PDA等
TWN投入廠商福興、興行實業、高鋁、勤美、華孚 等公司,投入廠商正持續增加中。
82
85
塑膠 (P C + A B S ) 1 .0 7 1 6 .5 7 6 .5 0 .2 8 260 39 1 6 .5 102 2 .1
鎂合金缺點
有易燃的危險:
鎂為相當活潑的金屬, 於熔融狀態及細微粉末狀時極易發生劇烈燃燒現象。
鎂合金目前價格比塑膠高40%~50%:
成本較塑膠高約3成,但其材質輕薄,物料成本上的價格差異有限,主要仍在技術才 剛起步,且數量稀少,使得鎂合金的製造成本偏高。
1500 l 海水可提煉2kg鎂礦
合金之熱傳導性質比較表
熱 傳 導 度 (W /m ℃ ) 鎂合金 鋁合金 鋅合金 鈦合金 銅合金 75~138 121~239 1 0 5 ~ 11 3 8~12 29~234 比 熱 (J/k g ℃ ) 1046 880~920 402 502~544 377~435