镁合金压铸厂家【大全】
东莞压铸厂家【大全】
在东莞的压铸厂家内容来源网络,由“深圳机械展(11万㎡,1100多家展商,超10万观众)”收集整理!更多cnc加工中心、车铣磨钻床、线切割、数控刀具工具、工业机器人、非标自动化、数字化无人工厂、精密测量、3D打印、激光切割、钣金冲压折弯、精密零件加工等展示,就在深圳机械展.东莞压铸加工厂——东莞市长安奥德五金制品厂是专业生产制造铝、锌合金压铸模具及铝、锌合金压铸件成型,后加工等一站式经营厂家。
拥有一套完整先进的制模设备,台湾大型CNC电脑锣加工中心2台、台一火花机4台、锣床10台、线切割4台、大型摇臂钻2台、大中小型磨床5台及配套制模工具、三次元等检测工具一批。
拥有对压铸模具设计、制造到产品后加工,机加工工艺流程相关技术人员一批。
主要针对各类压铸件产品的水纹、成型不良、电镀吐酸、发黑、电镀后出沙孔等不良现象提供解决方案及所需工艺要求,发挥群力群策,进行工程分析评估、3D模流测试分析保证模具成功性、长寿命性使用。
成功树立奥德模式品牌压铸模具。
同时列入中、大型港台日资厂家,配套模具制造商。
压铸生产现有冷室压铸机160T--650T多台、热室压铸机130T--200T多台,主要生产家电类、灯饰类、汽车摩托车配件类、通讯配件类、净化过滤外壳类及其它压铸件,特别针对铝合金压铸彩色氧化,使用特别材料及生产工艺,有丰富的经验。
配套后加工及生产工艺工程,品质工程。
东莞压铸加工厂——东莞市长安铭铸五金制品厂专业生产制造铝合金,锌合金,模具及铝,锌合金压铸成型,后加工等一站式经营的压铸厂家,工厂拥有一套完整的制模设备,CNC电脑锣床,铣床,线切割,磨床及配套制模工具,及对模具设计制造到产品后加工,再加工艺流程熟悉的相关技术人员。
该厂压铸生产现有铝合金,锌合金压铸机多台(88T-600T),主要生产散热器材,日用五金,电子外壳,通讯配件及所需各类锌合金,铝合金的压铸壳体配件配套加工及生产工艺有CNC,电镀、PVD、高温烤漆、电泳、喷砂,阳极等一条龙服务。
最新 绝对实用 镁合金压铸技术
镁合金压铸技术内部资料技术培训资料一、镁合金材料的优越性1、重量轻镁金属是所有商业金属中重量最轻的金属,按ρ=1.8g/cm3计算,镁合金比聚合物(塑料)轻20%,比铝轻30%。
2、比强度高即镁合金的强度与质量之比高,具有一定的承载能力。
3、弹性模量小,抗震力强,耐冲击,吸振性好;刚性好,表示长期使用不易变形,尺寸稳定。
4、抗电磁干扰及屏蔽性好,防辐射,无磁性。
5、色泽鲜艳美观,并能长期保持完好如新。
6、对环境无任何影响镁金属极其合金是一种环保型材料,,对环境无污染,其废料回收利用率高达85%以上,回收利用的费用仅为相应新材料价格的4%左右。
7、成型性好8、散热性好9、切削加工性能好镁元素元素符號元素英文名稱原子序原子量原子密度(g/ml)沸點(o C)熔點(o C)MgMagnesium12 24.312 1.74 1107 650二、镁合金压铸的优势模具寿命和生产效率钢模具型腔的热裂和热冲击,是多年来一直困扰压铸工作人员的两个问题。
在压铸铝合金时,在压射了10.000次后,就发现冲击的痕迹和热裂,这并不少见。
只要模具一开始投入使用,它型腔的钢材就慢慢被损伤;当压铸了150.000-200.000次以后,就要更换模具了。
有的时候,模具的寿命可能更短些。
镁合金与铝合金不同,它不像铝合金那样侵袭型腔的钢材。
根据实际的资料,压铸镁合金的模具的寿命约为铝合金模具的3-4倍。
有许多镁合金压铸模,在压铸了500000次以后,现在还在生产中正常使用。
许多这样的模具还在用于生产薄壁件,其表面质量要求很高。
由于镁的凝固很快,以及它不易粘结,所以可以比铝有更高的生产效率,而仃机和喷雾的时间更少。
与铝合金相比,镁合金的压铸周期时间可以比铝合金缩短25%到50%。
由于镁合金本身固有的特性,因而能有较快的压铸速率。
与铝合金相比,其压铸速率可以提高50%。
可以减轻重量是镁合金的另一重要优点,但与铝合金,锌合金作精确的减轻重量的比较,还要根据图纸作全面的考虑。
镁合金压铸工艺流程

镁合金压铸工艺流程
朋友!今天来跟你唠唠镁合金压铸这档子事儿。
你知道吗?我在这行都混了 20 多年啦!想当年,我刚入行的时候,那叫一个懵啊!啥都不懂,到处碰壁。
不过呢,慢慢地也就摸出了门道。
咱先说说这压铸前的准备工作吧。
哇,那可得仔细喽!模具得选好,这就跟打仗选武器一样重要!我记得有一次,就因为模具没选对,唉,那叫一个惨!产品出来全是瑕疵,老板的脸拉得老长,我自己也懊恼得不行。
说到模具,还得注意保养。
你可别小看这保养,就跟人要保养皮肤一样,模具保养好了,才能经久耐用。
然后就是原料啦!这镁合金原料的质量可太关键了。
我跟你讲啊,有一回我们进的原料好像有点问题,做出来的东西那质量,别提多糟心了!
压铸的过程中呢,温度和压力的控制那是重中之重!嗯...这温度要是高了或者低了,压力大了或者小了,出来的东西都可能不达标。
我好像记得有一次,温度没控制好,出来的产品都变形啦,那损失可不小!
压铸完了还不算完事儿,后续的处理也不能马虎。
比如说去毛刺啊,打磨啊,这都得细致入微。
哦,对了!我之前还听说过一个行业八卦,说是有个厂因为压铸工艺出了大问题,差点倒闭!哈哈,是不是很吓人?
反正啊,这镁合金压铸工艺可不是那么简单的,得处处小心。
朋友,你要是刚开始接触,可得多琢磨琢磨。
说不定你比我当年聪明,能少走些弯路呢!我这又扯远啦,哈哈!
好啦,今天就先跟你唠到这儿,剩下的就靠你自己去摸索啦!。
镁合金压铸技术分析

· 4 44 · Aug 2000
FOUNDRY
Vol149 No18
111 压铸镁合金的物理特性 (1) 密度低 、比强度和比刚度高 。如表 1 所示 ,
压铸镁合金的密度仅为铝合金的 2/ 3 、钢铁的 1/ 4 , 比强度和比刚度均优于钢和铝合金 , 远高于工程塑
料 。因此 , 压铸镁合金是一种优良的 、在许多应用领 域内可与上述材料竞争的轻质结构材料 。
对于压铸镁合金这一新宠 , 我们既不能坐视观 望 , 也不应采取简单的投石问路方式盲目上马 , 而应 对其技术特征作一番透视和冷静 、客观 、深入的分 析 , 真正做到知己知彼 , 有备应对 。
1 压铸镁合金的特点
常用压铸镁合金大多采用美国牌号 , 主要有 Mg2 Al2Zn , Mg2Al2Si , Mg2Al2Mn 和 Mg2Al2RE 四 大 系 列〔2〕。其主体成分镁的制取分二大类 : 一类是热还 原法 , 一类是电解法 。其中 60 %厂家以电解法制镁 。 电解法又可细分为 I G 法 , Dow 法和新电解法三种 。 镁来源于海水 、白云石矿与菱镁矿 , 原料十分丰富 , 但制备过程十分复杂 , 而且在制炼初期不能直接与空 气接触 , 须制成氧化镁或置于惰性气体中 , 故原镁的 制造成本相对较高 。压铸镁合金在熔炼时还易氧化燃 烧 , 必须采取相应的保护措施 。压铸镁合金具有一系 列与压铸铝合金不同的特点 。
(3) 尺寸稳定性高 , 使镁合金压铸件因环境温度 和时间变化所造成的尺寸不稳定减小 。
(4) 热导率高 (60~70W·m - 1·K- 1) , 仅次于铝 合金 (约 100~70W·m - 1·K- 1) , 故热扩散性良好 。
(5) 无磁性 , 可用于电磁屏蔽 。 (6) 耐磨性好 。 112 压铸镁合金的经济性分析 (1) 镁合金的尺寸稳定性好 , 在压铸作业中收缩 率一定 , 易事先预定 。 (2) 生产率高 。与铝合金相比 , 其比热容和结晶 潜热小 , 在压铸型内凝固速度快 (100~1000 ℃/ s) , 单位时间作业率可比铝合金压铸提高 40 %~ 50 % , 起模斜度也比铝合金压铸件小 , 更易保证获得表面粗 糙度细的压铸件 。
中国镁合金 的应用
中国镁合金压铸产业化《力劲集团发展镁合金产业的情况及力劲镁合金营销服务链》黎前虎刘祖明陈继斌摘要:镁合金压铸是这几年在国内开始兴起的,力劲集团在国内较早进入这一行业,并是国内目前唯一一家专业从事镁合金压铸设备研发生产的企业。
本文介绍了力劲镁合金产业的发展过程,以及力劲镁合金的营销服务链。
关键词:镁合金产业;压铸;发展;服务1、背景1.1镁合金的应用镁作为最轻的金属材料,具有一系列独特的性能优点。
但以往因其耐蚀性差,制造困难和原料价格高昂等三大瓶颈问题而阻碍了它的大规模工业应用。
镁的密度为1.8, 仅为铝2/3,其轻质和可回收使用之特点使之日益成为现代工业产品的理想材料,20世纪90年代,其市场需求一直呈现稳定增长的趋势。
现代科技和相关产业技术的发展,不仅消除了人们对使用镁合金的疑虑,而且使其各项独特优点更臻完美,应用范围迅速扩展,特别是汽车零部件的大量应用,电讯产品向轻、薄、短、小方向发展,以及相关行业的密切合作与技术整合,更使这种新兴材料的市场发展呈现极为乐观的前景。
镁的应用镁的特性1.2镁产业的发展能源危机后,为了适应汽车减重节能环保的要求,西方国家加紧了对镁材料的研究开发。
80年代,高纯镁合金研制成功,一举解决了其耐蚀性的问题。
同时,镁合金气体保护熔炼技术的突破亦成功解决了其制造困难的问题。
镁合金的应用快速发展,世界镁材料价格进一步上升,高达铝价之2倍以上。
本文摘自《汽车工艺与材料》2003年第1期90年代中期,中国镁产业崛起。
数年之间,产销量取得20倍以上的增长,深刻影响了世界镁工业的格局。
世界最大的镁厂美国道尔镁厂于1998年底宣布关闭,结束了其长达85年的生产镁的历史。
国际市场镁价则由3000-4450美元/t 逐年下跌到2000年未的1300美元/t ,比铝锭价低20%左右。
打开了阻碍镁合金大规模工业应用的价格瓶颈,镁合金在各工业领域的应用迅猛增长。
1996年,日本SONY 公司率先将镁合金应用于超薄型笔记本电脑,立即大受欢迎并造成市场脱销。
AZ91D镁合金强制对流流变压铸组织与性能
AZ91D镁合金强制对流流变压铸组织与性能周冰;康永林;祁明凡;张欢欢;朱国明;吴征洋【摘要】研究了流变压铸成形和传统压铸工艺下AZ91D镁合金连接压铸件的组织特征,分析了流变压铸过程中半固态浆料的形成和凝固行为,测试了FCR工艺下流变压铸拉伸件的力学性能.结果表明:FCR工艺下的流变压铸成形工艺不仅可以获得晶粒细小、形貌圆整的半固态组织,而且能够明显改善传统压铸成型件中的气孔缺陷,提高组织致密度.与传统压铸件相比,流变压铸拉伸件的抗拉强度和伸长率都有了明显的提高;T6热处理能进一步强化流变压铸拉伸件的性能,其抗拉强度和伸长率分别为286MPa和6.1%.【期刊名称】《材料工程》【年(卷),期】2014(000)010【总页数】5页(P1-5)【关键词】强制对流搅拌装置;流变压铸;组织与性能;热处理【作者】周冰;康永林;祁明凡;张欢欢;朱国明;吴征洋【作者单位】北京科技大学材料科学与工程学院,北京100083;北京科技大学材料科学与工程学院,北京100083;北京科技大学材料科学与工程学院,北京100083;北京科技大学材料科学与工程学院,北京100083;北京科技大学材料科学与工程学院,北京100083;北京科技大学材料科学与工程学院,北京100083【正文语种】中文【中图分类】TG146.2+2;TG249.2镁合金是最轻的金属结构材料,具有很高的比强度和刚度,近年来,镁合金在汽车、航空航天、电子通讯领域获得了迅速发展。
常用的镁合金成形方法主要有压铸、半固态铸造、挤压铸造等,其中液态压铸是镁合金最主要的成形方式[1,2]。
但传统液态压铸成形件中存在大量气孔,难以进行热处理、焊接或用于气密性要求高的零件,其力学性能也难以得到进一步的提高,这极大地制约了镁合金的进一步推广。
半固态技术自发明以来,由于能够获得均匀细晶组织、提高组织致密度、性能和实现高速近终成形等优点,受到了广泛关注。
流变压铸成形不仅可消除和减少压铸件中的气孔,还可提高铸件的力学性能,被认为是21世纪具有广阔发展前途的近净成形技术之一[3-5]。
参数对照及压铸厂家

压铸机参数对照表(800吨)项目单位压铸机生产厂家力劲伊之密宝弘合模力KN 800 800 833.5合模行程mm 760 760 800哥林拄内间距mm 910*910 930*930 920*920 模具厚度(最小;最大)mm 400~950 400~950 400~1000 模板厚度mm 1400*1395 1420*1420 1400*1400 压射压力kn 665 645 765压射行程mm 760 760 750压射位置mm 0~-250 0~-250 0;-140;-280 冲头直径mm ¢80.90.100 ¢80.90.100 ¢80.90.100 射料量(AL) kg 7.2;9.1;11.2 7.1;9.1;11.1 7.3;9.3;11.5 铸造压力(增压) MPa 600;760;940 620;784;963 548;694;855 最大投影面积Cm2 2000 2000 2083压射头跟出距离mm 297 300 未给顶出力kN 315 360 400顶出行程mm 180 180 180系统压力MPa 14 16 17.5油箱容量L 1200 1200 1200机器重量T 39.4 40 40机器外形尺寸m 8.6*2*2.8 8.5*2.4*3.2 9.5*2.6*3.2 慢压射速度m/s 0~0.6 未给0~1.5快压射速度m/s 6 8 6建压时间ms 40 15 25哥林拄直径mm 180 180 180电机功率kw 37 45 45目前国内知名的几家压铸机的特点;及概况;1;力劲公司; 2;伊之密; 3;三基; 4;宝弘公司5伊斯特; 6;特里达; 7;佳胜8;新佳胜9;腾龙10铝台;1;力劲公司; 力劲集团总部在香港,国内外共有主要成员13个厂家,其中有●力劲机械厂有限公司(香港) 852-3412-5500●深圳领威科技有限公司86-755-2812-3321●力劲机械(深圳)有限公司86-755-2812-3321●中山力劲机械有限公司86-760-2855-231●上海一达机械有限公司86-21-5768-6188●宁波力劲机械有限公司86-574-8611-6588●宁波力劲科技有限公司86-86-574-8611-6588●阜新力劲北方机械有限公司86-418-2482-760●力劲机械股份有限公司(台湾) 886-7-7390-0061●美国力劲L.K.MachineryUSA Inc 909-5949447●美国特拉华州力劲L.K.M. 616-77277211●加拿大力劲905-7129220力劲集团是香港联交所主板上市公司(股份代码;00558)全球最大的热/冷室压铸机制造商董事局主席;刘相尚1979年,这个特殊的具有深远历史意义的年份,青年企业家刘相尚凭着一股振兴民主工业的热情在香港创办了“力劲机械,”专业生产压铸机械。
镁合金压铸技术的综述

镁合金压铸技术的综述【摘要】本文介绍了有关镁合金压铸技术的压铸设备、压铸工艺、以及镁合金熔炼保护的研究进展。
同时,本文比较了镁合金传统压铸、充氧压铸技术、真空压铸技术、触变压铸等镁合金压铸成形的优点及缺点。
并指出了镁合金压铸还存在的问题。
【关键词】镁合金;压铸镁合金具有比强度、比刚度高,阻尼减震性能优良,机械加工方便,易于回收利用,符合环保要求等特性,在汽车、航空及3C领域等行业的应用呈现快速的增长,是当今实际生产中采用的最轻的金属结构工程材料[1,2]。
镁合金熔点低、比热容和相变潜热小,与铁的亲和力弱[3],镁合金压铸具有耗能少、充型和凝固速度快、生产周期短、模具使用寿命长等优势。
目前,70%以上采用镁合金压铸成形。
1镁合金压铸设备的研究镁合金用压铸机有热室和冷室两大类。
一般来说,通讯产品等许多小薄壁件采用热室压铸机;大、壁厚及复杂零件,如汽车、摩托车上使用的镁合金件,通常使用冷室压铸机。
镁合金冷室压铸机可采用普通铝合金冷室压铸机,而镁合金热室压铸机广泛采用专门设计的专用压铸机。
近年来美国、日本和英国等国的公司相继成功开发出镁合金半固态触变射压铸造机。
JSW和Husky两家公司已于2003年开发出第二代触变注射成形机,目前已研制生产出从6000kN到20000kN的半固态铸造用压铸机,成形件重量可达7kg以上[4]。
据最新报告,国内首台30000kN镁合金压铸机通过国际鉴定大吨位镁合金压铸机即将投入生产,必将使我国在镁合金材料的应用及压铸业的整体技术水平再上一个台阶。
最近,力劲集团已推出第一台镁合金专用压铸机,压射速度是铝合金压铸的1.5-3倍,型温用循环热煤油等介质可精确制在270±5℃,并实现了外围设备和原辅材料的专业化生产。
在近年,我国在镁合金压铸设备上取得了一定的成绩。
但是,目前的国产压铸机性能与国外先进设备相比有较大差距,液压、电器元件可靠性差,压铸机普遍缺少先进的检测与控制仪表,制约我国镁合金压铸技术的迅速发展。
力劲镁合金压铸机参数
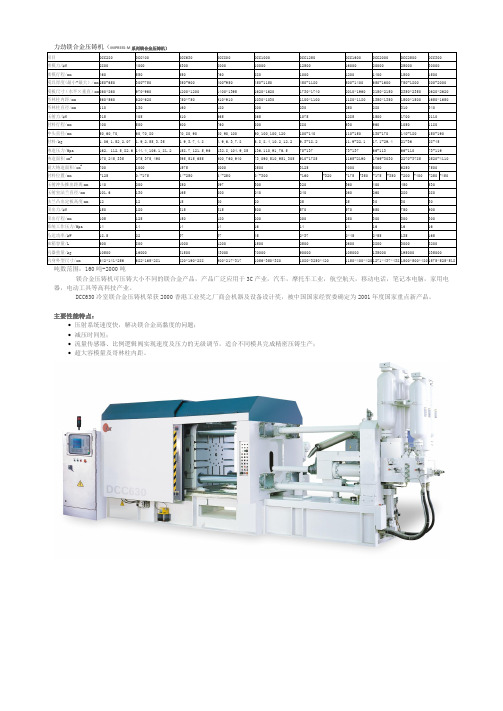
力劲镁合金压铸机(IMPRESS-M系列镁合金压铸机)项目DCC280 DCC400 DCC630 DCC800 DCC1000 DCC1250 DCC1600 DCC2000 DCC2500 DCC300锁模力/kN 2800 4000 6300 8000 10000 12500 16000 20000 25000 30000锁模行程/mm 460 550 650 760 880 1000 1200 1400 1500 1500模具厚度(最小-最大)/mm 250-650 300-750 350-900 400-950 450-1150 450-1180 500-1400 650-1600 750-1800 800-2000模板尺寸(水平×垂直)mm 860*860 970*960 1200*1200 1400*1395 1620*1620 1730*1740 2010*1960 2150*2150 2350*2350 2620*2620哥林柱内距/mm 560*560 620*620 750*750 910*910 1030*1030 1100*1100 1180*1180 1350*1350 1500*1500 1650*1650哥林柱直径/mm 110 130 160 180 200 230 250 280 310 340压射力/kN 315 405 610 665 865 1075 1285 1500 1700 2110射料行程/mm 400 500 600 760 800 880 930 960 1050 1180冲头直径/mm 50,60,70, 60,70,80 70,80,90 80,90,100 90,100,100,120 100-140 110-150 130-170 140-180 150-190射料/kg 1.06,1.52,2.07 1.9,2.55,3.35 2.9,3.7,4.8 4.9,6.3,7.8 6.8,8.4,10.2,12.2 9.3-18.2 11.9-22.1 17.1-29.4 21-36 28-45铸造压力/Mpa 162,112.5,82.6 144.4,106.1,81.2 158.7,121.5,96 132.8,104.9,85 136.110,91,76.5 70-137 73-137 66-113 66-110 73-119铸造面积cm2170,245,335 275,375,490 395,515,655 600,760,940 73,090,510,951,305 910-1785 1165-2190 1769-3030 2270-3785 2520-4110最大铸造面积/cm2700 1000 1575 2000 2500 3125 4000 5000 6250 7500射料位置/mm -125 0/-175 0/-250 0/-250 0/-300 -160 -320 -175 -350 -175 -350 -200 -400 -250 -450压射冲头推出距离mm 140 200 250 297 300 320 360 400 450 530压射室法兰直径/mm 101.6 130 165 200 240 240 260 260 280 280法兰凸出定板高度mm 12 12 15 20 20 25 25 30 30 30顶出力/kN 150 180 315 315 500 570 570 650 750 900顶出行程/mm 105 125 150 180 200 200 250 300 300 300系统工作压力/Mpa 14 14 14 14 16 14 14 16 16 16马达功率/kW 18.5 22 37 37 45 2*37 2*45 2*55 135 165油箱容量/L 600 800 1000 1200 1500 2500 2600 2800 3000 3200机器重量/kg 10500 16000 31500 43000 70000 90000 105000 135000 195000 235000机身外型尺寸/cm 642*141*256 682*165*281 820*190*288 900*217*317 1056*350*380 1080*3250*420 1150*400*420 1271*437*438 1500*500*480 1575*525*518 吨数范围:160吨-2000吨镁合金压铸机可压铸大小不同的镁合金产品,产品广泛应用于3C产业,汽车,摩托车工业,航空航天,移动电话,笔记本电脑,家用电器,电动工具等高科技产业。
镁合金汽车零件压铸模具的加工成型技术

金属液 粘度 对充 型性 能 的影 响 。金 属 液 化 , 正确选 择各工艺 参数十分 重要 。 因此 粘度 显著影 响充 型流动状态 , 雷诺数 来表示 用 浇 注 系统设 计 。浇 注系 统对金 属液 流动 这种 性质 , 同时考 虑到流道 的几何形状 和金 的方 向、 溢 流条件 、 的温度分 布 、 它 排气 模具 压力 属 液 内 摩 擦 产 生 的 流 动 阻 力 。 以 G 的传 递 、 时 间的长短及 金属液通过 浇道处 D— 充填 M A9 n 与 G — 1i C g1 l Z D ASl u的粘 度作 比较 , 2 定 的速度和 流动状 态等各个 方面 , 起着重要 的控 性得 出浇 注速度 。 两者充型 时的流动特 征应相 制 与调节作 用 。 良好 的浇 注系统设 计是 模具成 同, 两者流 动时雷诺数 相等 。镁 合金 液平均 功与否的关键之一 , 故 不合理的浇注系统设计可 充填 型腔 速度 约为铝 合金 的 1 5 。根据 镁 能导 致 诸如 缩孔 、 .倍 2 流痕 、 隔 以及表 面质 量不 冷 合金 的 比热容 , 型时 间要短 ; 据镁 合金 的 理想 等各种 缺陷 。内浇道形状 尺寸 , 排溢 充 根 以及 内各主要汽车厂家对镁合金在汽车上的应用 粘度 , 型速度 要快 。 充 这两者 的一致性 , 表明镁 系统 对于能 否压铸 出合格产 品至关重要 , 模具 表 现出强劲需 求 , 中一些 厂家 已开 始将镁 合 合金是 一种非 常适宜压 铸的合金 。 其 设计 中必须 注意考虑 镁合金 的压铸特性 。 金 开发应用提 上重要议 程。 压力 对镁 合金 热物性 值 的影 响压 铸时 的 2 . 2计算 机数 值模 拟 高 压 会 影 响 金 属 的 某 些 热 物 性 值 。根 据 目前 , 值模拟 软件被 广泛认为是优化 汽 数 1镁合金 加工成 型技 术简介 镁合 金成 为重要 的工 程材 料 除 了本身 的 Cas sCaern l i — l yo 方程 ,当镁合 金体 收缩 为 车零件压铸模具工艺设计的必备工具。美国、 uu p 优异 性能外 , 以方便 的加 工成所需 要 的外 3 %及 铝合金 体收缩 为 6 3 ,熔点升 高 日本、 还可 . 8 %~%时 德国等国的镁合金压铸企业十分重视镁 形 。 合金成 型主要通过 塑性变形 和铸造两 种 率 为 0 0 ̄/1 P ,当充 型 压 力 为 5MP 合金 C DC E技 术在 产 品生 产 工艺 设 计上 镁 .6 0M a 0 C . O a A /A 方式 但是 用塑 性变形 法加 工镁 合金 存 在着 许 时, 镁合金的熔点可升高 3 这对压铸件质 的应用 , 取得 了一定成 果 。 ℃, 并 我国在铝 、 锌合金 多不利因素, 当前镁合金的成型主要依赖铸造 量几乎没 有影 响。 压铸模的数值模拟方面已经开展了大量 的工 的方法 。 镁合 金铸造 大致 分为 : 浇注 、 压 重力 低 镁合金的吸气性与压铸件中的气孔镁合 作 ,但在镁 压铸模 方面 的研究还 刚刚起步 , 对 浇注 、 固态压铸 、 变注射 成 型 、 半 触 高压铸 造 。 金 压铸件 中 的气孔 , 除少部分是 充 型过 程 中形 镁 压铸过 程 的充 型规律 、 型性能 与压 铸工艺 充 由于镁合 金热流动性好 , 以很适 合薄壁 件 的 成 的卷人性 气体外 ,主要是镁合 金在熔 炼 、 所 保 参数 的关 系 尚缺乏 深入 系统的研究 。因此 , 应 压 铸 生产 。现在 9%左 右 的镁合 金工 程结 构 持 、 注过程 中吸收 和溶解 的气 体在冷却 和凝 当抓 住 当前 市场发 展的有 利时机 , 0 浇 投人人 力物 件 是通过 压铸方法制造 的。 压力 铸造 的原理是 固过程中析出而形成的析出性气孔。 镁合金溶 力 ,在镁 合 金 C DC E研 究 领域迎 头赶 上 。 A /A 液 体 金属在 高压作 用下 压人 精密 加工 的 钢压 解氢的能力很强,铸锭上即使沾有一点水分 , 采用热室压铸机对镁合金手机外壳进行生产, 铸 模 内 , 全填充 压铸 模 , 而 获得 轮廓 清 也会 与镁锭 体反应 , 原除游离 氢并溶解 在镁 利用计算机辅助设计和模拟分析一体化技术 并完 从 还 晰的、 与压铸模型腔相符的压铸件。 锭体中。因此 , 镁合金熔体的含气量及其压铸 (A /A ) C DC E,通过 计算 机展 示镁 合金 液充 型 、 1 . 1压铸 的填 充过程 件 的气孔 数量 与熔炼 、 温 、 保 浇注 时的 空气 的 凝 固的全过程 , 并分析缺陷成因, 改进不合理 压铸的填充过程是复杂的, 早期的填充理 温度及炉料的干燥程度密切相关, 故镁锭及镁 的浇注 系统工 艺设计方 案 , 有效地 保证 了产 品 论 的一些 观点 都是在 特定 的试 验条 件 下获 得 回炉料 必须彻底 烘干后 才能投炉 。 氢在镁合 金 质量。 采用数值模拟方法可以大大缩短新产品 的 , 很 大的 局限性 , 用来 分析 一些 实 际 熔体 中的溶解度 随温度 降低而减小 , 外界 压 试制周期、 有 直接 在 降低工艺改进费用, 将缺陷降低到 问题 虽然有一定 的意义 , 但还 存在不 足之 处 , 力及本身压力的作用下 , 析出的游离氢在镁合 最低 限度 , 是在设计 早期 阶段 采用模拟软 特别 这在 生产实践 中 已得到证 实。 早期 较为典型 的 金凝固和冷却过程中在铸件中形成孔壁光滑 件 , 预测缺 陷 的产 生 , 浇注系 统设计 , 以 优化 可 三种填充 方式如 下 : 的不规则气孔。当铸件继续冷却时, 由于外界 有效避免由于结构、 工艺和模具的不合理设计 喷射 填充 。金属液 从 内浇 口处 喷射 至 型 压力的作用及气孔吸收残余镁液而形成伴有 所 造成 的损 失 。美 国芝加 哥 W i e l ht M t 铸造 e a 腔最 远端 , 击该 处 型壁后 , 金 属聚 积并 气孔的偏析( 撞 部分 即所谓的浸透固溶体)并使气孔 公 司采用 C E软件获 取薄壁 家电产 品机壳流 , A 产生涡 流 ,另一部分金 属则 向所 有方 向喷溅 , 直径显著减小。 场、 温度场的各种信息, 据此进行浇道 、 溢流槽 并沿型壁 自远端 向内浇 口返 回。 金属流 的速度 2镁 合金 汽 车零件 压铸 模具 的加工 成型 和冷却系统优化设计。 利用模拟结果绘制 P 2 Q 由内浇1截面积与型腔截面积之 比的大小来 技术 : 3 图, 综合考虑多种 因素的影响 , 最终确定生产 控制。 2 . 1镁合 金汽车 零件 , 压铸模 具 设计关 键 工 艺中采用 的最佳 工艺参数 值。 数值模拟 软件 全壁厚 填充 。金属 流从 内浇 口处开始 , 由 技 术 在汽车镁压铸件中应用最为普遍 , 德国的一些 后 向前充满 型腔 的整个厚度 流动 , 时不 产 流动 压铸机选择 。镁合金可以在冷室压铸机 汽车行 业 已经 成功地 模拟 了座椅 架 、 触变成 型 生涡流。 无论内浇口截面积与型腔截面积之 比 中压铸 , 也可以在效率更高的热室压铸机中压 燃油泵 、 奥迪 5 倍速变速箱、 车轮、 缸发动机 4 的大小 如何 , 流动形 态不受影 响。 铸。 采用何种形式的压铸机进行生产主要取决 缸体等汽车用镁合金压铸件, 有效地缩短了产 三 阶段填充 。填 充过程 大致 分 为三 个 阶 于铸件 的壁 厚 。 o n i 在对 “ 合金压铸 品开发周期, R l dFn a k 镁 极大增强了企业市场竞争能力。 段 : 阶段是 金属进 入 型腔后 , 第一 首先 冲击对 工 艺 的优化 ” 问题 进行 研究 的过 程 中 , 过对 通 3结 束语 面型壁, 并沿型腔表面向各方向扩展 , 在型壁 镁合金压铸经济性、 冷室压铸和热室压铸过程 镁合金汽车零件压铸模具 的加工成型技 上生成表层 , 这个表层即为铸件的外壳, 又称 分析提 出: 一般情况下, 小于 1 的铸件需要 术首先要运用先进的工具软件建立模具标准 为薄壳层 ; 阶段是 随后进入 的金属继 续沉 采用热室压铸机, 第二 以保证薄壁件的充满; 大件 件数据库和压铸模具设计 , 并进行计算机数值 积, 在薄壳层内的空间 , 直至填满 ; 第三阶段是 则推荐 采用 冷室压铸 机。 模拟 , 并且模 拟充 型和温度场 过程基础上 寻求 在压力的作用下, 型腔内的金属得到压实。 工艺参数。在压铸生产过程中, 选择合适 模具 的优 化设 计 才是 中 国镁合 金汽 车零件 的 1 - 2镁合金主要物理和化学性能对压铸 的工艺参数是获得优质铸件, 发挥压铸机最大 长远 出路 。 性 能的影响 生产率 的先决条件 ,是正确设计压铸模 的依 参考 文献 热焓 对充型性 能 的影 响. 属熔体 从 工 据。 。金 压铸时 , 影响合金液充填成型的因素很多, 【 马秋 . 金汽 车零件 压铸模 具设 计与数 值 1 ] 镁合 作温度到凝固温度释放的热量, 决定了其在相 其 中主要有压射压力、 压射速度、 充填时间和 模拟研究叨晗 尔滨理工大学, 0- 3J . 2 5 o- 1 0 0 同热导率下保持可铸性的时间, 因此这种热量 压铸模温度等等。这些因素互相影响、 互为制 便作为判断其最大可充型时间的尺度。 约 ,调 整一 个 因素会 引起 相 应 的工艺 因素 变
镁合金压铸技术的几个主要问题
镁合金压铸技术的几个主要问题及其应用前景1前言镁合金材料1808年面世, 1886年始用于工业生产。
镁合金压铸技术从1916年成功地将镁合金用于压铸件算起,至今也经历了八十余年的发展.人类在认识和驾驭镁合金及其制品的生产技术方面,经历了漫长的探索历程.从1927年推出高强度MgAl9Zn1开始,镁合金的工业应用获得了实质性的进展。
1936年德国大众汽车公司开始用压铸镁合金生产“甲壳虫”汽车的发动机传动系统零件,1946年单车使用镁合金量达18kg 左右.美国在1948~1962年间用热室压铸机生产的汽车用镁合金压铸件达数百万件。
尽管如此,过去镁合金作为结构材料主要用于航空领域,在其它领域,世界上镁的主要用途是生产铝合金,其次用于钢的脱硫和球墨铸铁生产。
近年来, 由于人们对产品轻量化的要求日益迫切,镁合金性能的不断改善及压铸技术的显著进步,压铸镁合金的用量显著增长。
特别是人类对汽车提出了进一步减轻重量、降低燃耗和排放、提高驾驶安全性和舒适性的要求, 镁合金压铸技术正飞速发展。
此外,镁合金压铸件已逐步扩大到其他领域,如手提电脑外壳,手提电锯机壳,鱼钩自动收线匣,录像机壳,移动电话机壳,航空器上的通信设备和雷达机壳,以及一些家用电器具等。
镁主要由含镁矿石提炼。
我国辽宁省大石桥市一带的菱镁矿储量占世界储量的60%以上,矿石品位高达40%以上。
我国生产的镁砂和镁砂制品大量用于出口。
充分利用我国丰富的镁砂资源进行深度开发,结合我国汽车、计算机、通讯、航天、电子等新兴产业的发展,促进镁合金压铸件的生产和应用,是摆在我国铸造工作者面前的一项任务。
2、压铸镁合金的研究镁合金的密度小于2g/cm3,是目前最轻的金属结构材料,其比强度高于铝合金和钢,略低于比强度最高的纤维增强塑料;其比刚度与铝合金和钢相当,远高于纤维增强塑料;其耐腐蚀性比低碳钢好得多,已超过压铸铝合金A380;其减振性、磁屏蔽性远优于铝合金[1];鉴于镁合金的动力学粘度低,相同流体状态(雷诺指数相等)下的充型速度远大于铝合金,加之镁合金熔点、比热容和相变潜热均比铝合金低,故其熔化耗能少,凝固速度快,镁合金实际压铸周期可比铝合金短50%。
镁合金压铸件市场分析报告
镁合金压铸件市场分析报告1.引言1.1 概述镁合金压铸件是一种重要的金属制造材料,具有良好的机械性能和耐腐蚀性能。
随着工业制造技术的不断进步和应用领域的不断拓展,镁合金压铸件市场需求呈现出快速增长的趋势。
本报告旨在对镁合金压铸件市场进行全面的分析和研究,探讨其现状、发展趋势以及竞争分析,为相关行业提供决策参考。
通过对市场现状进行分析,可以更好地把握市场动态,为企业发展和产品推广提供方向。
同时,对未来市场趋势和发展方向进行展望,为企业制定战略规划提供参考依据。
json"1.2 文章结构":{"本报告主要分为以下几个部分:引言、正文和结论部分。
在引言部分,将对镁合金压铸件市场的概述、文章的结构和目的进行阐述,以及总结本报告的主要内容。
在正文部分,将对镁合金压铸件市场的现状、发展趋势和竞争分析进行详细分析。
最后,在结论部分,将综合总结镁合金压铸件市场的现状和展望,并提出相关建议,最终进行总结。
"}1.3 目的本报告旨在通过对镁合金压铸件市场的深入分析,揭示当前市场现状、未来发展趋势和竞争态势,为相关行业从业者提供参考和决策依据。
同时,也旨在为政府部门和企业提供关于镁合金压铸件行业发展的参考和建议,促进相关产业的良性发展。
希望通过本报告的撰写,能够让读者对镁合金压铸件市场有更深入的了解,为市场参与者提供更多的思考和决策支持。
1.4 总结:镁合金压铸件市场在当前全球工业发展的大背景下,呈现出不断增长的趋势。
随着制造技术的不断提高和市场需求的不断增长,镁合金压铸件在汽车、电子、航空航天等领域的应用越来越广泛。
然而,市场上存在着竞争激烈的情况,国内外厂商都在加大研发和生产投入,不断提升产品质量和技术水平。
总的来看,镁合金压铸件市场前景广阔,但也面临着技术、市场、竞争等多方面的挑战。
在未来的发展中,需要不断创新,提高产品质量,满足市场需求。
同时,政府和企业需要加强合作,共同促进镁合金压铸件产业的可持续发展。
全国生产销售高压铸造的厂家-高压铸造厂家推荐2018.07
全国生产销售高压铸造的厂家推荐1、余姚市鑫久塑料模具厂主营产品:锌压铸件,铝压铸件,轮毂。
余姚市鑫久塑料模具厂是家集模具设计、制造、压铸、零件加工、表面处理为一体的制造加工企业。
公司拥有性能优良的压铸机,及模具加工设备。
(压铸机吨位从160到800吨,另有加工中心,雕刻机,脉冲等).同时,采用先进的CAD/UG/Proe技术开发设计,生产铝、锌压铸件。
产品范围如:汽配、摩配、电脑外壳、灯具壳体、门窗装饰件、OEM机械五金零件加工等,公司产品远销德国,日本,美国,加拿大等,广泛应用于汽车、机电、船舶等行业。
详情查看企业官方商铺 2、东莞市优洁环保设备有限公司主营产品:活性炭吸附塔,小型抽屉集尘器,分板机集尘器。
东莞市优洁环保设备有限公司是一家专业从事粉尘、废气、废水处理等环境污染防治设备的环保公司,自成立以来,以专业攻克环境污染为导向,专注环保设备及其配件的生产、销售。
拥有一支集规划、设计、制作、安装调试与售后服务的环保业人才,沿用台湾恒丰环保公司先进的生产理念、科学的管理方法,秉承“专业、诚信、共赢”的经营理念,以“实事求是、科技创新”的工作态度为客户实现清洁生产,提高生产效率,营造一个清新、明朗的室内、外空间。
详情查看企业官方商铺 3、铸造涂料深圳迪赛特冶金材料宁波分公司 主营产品:防爆涂料,铸铁铸钢耐高温涂料,铝锭模涂料。
深圳迪赛特冶金材料宁波分公司,公司自主研发生产的金属型铸造涂料(铁模,钢模),其中重力铸造涂料、低压铸造涂料,在轮毂行业中的表现尤为出色。
依据客户的工艺需求,我们研发了保温型涂料,激冷型涂料,润滑型涂料,在黄铜铸造复杂件应用中得到用户好评,其品种的繁多在同行中亦首屈一指。
氮化硼涂料填补了国内同类产品的空白,以其卓越的性能和适中的价格,多次与进口同类产品较量,赢得了用户。
详情查看企业官方商铺 4、河北建支集团电瓷钢帽有限公司 主营产品:电瓷钢帽,绝缘子用球形钢帽,槽型电瓷钢帽。
镁合金压铸厂家【大全】
镁合金压铸厂家【大全】镁合金压铸厂家内容来源网络,由“深圳机械展(11万㎡,1100多家展商,超10万观众)”收集整理!更多cnc加工中心、车铣磨钻床、线切割、数控刀具工具、工业机器人、非标自动化、数字化无人工厂、精密测量、3D打印、激光切割、钣金冲压折弯、精密零件加工等展示,就在深圳机械展.一、东莞市天耀五金实业有限公司东莞市天耀五金实业有限公司于2008年在东莞市寮步镇成立,是一家专业生产精密镁合金压铸、铝合金压铸、压铸模具、CNC五金件加工的实业型内资企业.公司创建以来,拥有从材料、模具、产品、抛光、钻孔攻牙、机加工、喷涂(喷粉)、检测为一系列的配套设施。
随着公司不断发展,现以成为镁、铝合金压铸生产、技术研发与产品应用的行业领导者。
为了让天耀公司产品品质管理与国际化接轨,让公司又快又好的发展,进行了ISO品质管理认证.公司生产的产品主要应用于通信、电子、运动器材、摄影器材、渔具、灯饰、各种电动工具等等。
目前拥有专业镁铝合金压铸设备130吨~800吨压铸机10多台,基本能满足中小型产品的压铸;同时配置了模具加工设备,如CNC加工中心、慢走丝线切割、镜面火花机和CNC数控车床等,可根据客户的要求制造高精度的压铸模具。
目前公司拥有的主要客户包括:联想、株洲南车、读书郞、中兴通讯、比亚迪、富士康等国内知名企业及世界500强客户,产品远销于欧美及东南亚等国家和地区。
二、上海木马投资集团材料技术有限公司木马集团总部位于台湾南部的高雄。
5 家分公司和众多销售合作伙伴确保业务范围覆盖世界各大洲:全球服务和现场技术能力对于我们至关重要。
木马旗下聚集了木马本土(Mooma Local)、木马全球(Mooma Global)、木马极限(Mooma Super)、木马非标(Mooma Special)和木马全向(Mooma Multiply)五大核心品牌。
木马是加工制造业的全面供货商,产品样本中包括铝合金、合金钢、不锈钢和高性能合金的近900 个牌号、约8000 个品种规格。
富士康科技镁合金压铸简介

整體壁厚 0.7mm
鎂合金的運用及趨勢
汽車工業零組件 傳動組件外蓋、汽缸頭蓋、離合器、甚至方向盤、煞車踏 板架、儀表面板和座椅支架組合等
3C產業 筆記型電腦、數位相機、數位攝影機、MD、LCD顯示器、 行動電話、PDA等
TWN投入廠商
可成科技、紐新、紐輝、燦坤、敬得、佳盛、美利達、錦 明、台灣榮輪、台灣福興、興行實業、高鋁、勤美、華孚 等公司,投入廠商正持續增加中。
Welcome to Foxconn
Magnesium Division
Foxconn Advanced Technology , INC
鎂合金壓鑄 及製程簡介
ASTM(美國材料試驗所) B275合金命名規則:
主要合金 成份Al(鋁)
AZ91D
次要合金 成份Zn(鋅) 主要合金成份 含量Al佔9%
unit 鎂合金
(AZ91D)
1.81
25.0
72
595
鋁合金
(A380)
2.7
3
23.9
145
593
331
165Βιβλιοθήκη 14771鋅合金
(AG40A)
6.7
10
27.4
214
387
283
N/A
82
85
塑膠 (PC+ABS)
1.07
16.5
76.5
0.28
260
39
16.5
102
2.1
鎂合金缺點
有易燃的危險:
鎂合金壓鑄 薄壁成型之技術極限
文獻記載:A=100mm2 → t = 0.9mm A=300mm2 → t = 1.5mm A=300mm2以上 → t = 1.5~2.5mm 實際範例: 1. Mitsubishi Notebook 總厚度 18mm﹐ 重1.45kg﹐ 平均壁厚 1.0mm﹐ 局部尺寸 100x100mm 厚度 0.8mm 2. Sony Walkman (Mini Disk) 平均壁厚 0.6mm 3. Buhler sample 展示 L100xW100xH200mm
板材镁合金牌号

板材镁合金牌号
板材镁合金的牌号根据生产国家、生产厂家和用途的不同而异。
以下是一些常见的板材镁合金牌号:
1.美国的镁合金板材主要有1.5mm厚的压铸镁合金板材,牌号有ZE4.3Mg、ZE4.5Mg、ZE4.0CuMg、ZE4CuZn2,其中ZE4.3Mg和ZE4.5Mg是应用最广泛的合金。
2.中国的镁合金压铸板材生产厂家主要是河南压铸,其主要产品为1.2mm的ZM3板材和1.5mm的ZM2板材。
3.日本的镁合金板材主要用于汽车、机械设备等领域,常见的牌号有AZ91D、AZ91E、AM60B、AM50等。
此外,还有一些其他牌号的镁合金板材,如美国的AE4.030、AE4.060等,德国的B2AMG、EBM62AMG等。
这些牌号可以根据不同的用途和生产要求选择使用。
需要强调的是,具体的板材镁合金牌号应根据具体的使用场合和要求来选择,同时要考虑其力学性能、可加工性、价格等因素。
此外,对于新材料或新产品,其性能和可靠性
可能需要进行评估和验证,以确保其符合使用要求。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
镁合金压铸厂家
内容来源网络,由“深圳机械展(11万㎡,1100多家展商,超10万观众)”收集整理!更多cnc加工中心、车铣磨钻床、线切割、数控刀具工具、工业机器人、非标自动化、数字化无人工厂、精密测量、3D打印、激光切割、钣金冲压折弯、精密零件加工等展示,就在深圳机械展.
一、东莞市天耀五金实业有限公司
东莞市天耀五金实业有限公司于2008年在东莞市寮步镇成立,是一家专业生产精密镁合金压铸、铝合金压铸、压铸模具、CNC五金件加工的实业型内资企业.公司创建以来,拥有从材料、模具、产品、抛光、钻孔攻牙、机加工、喷涂(喷粉)、检测为一系列的配套设施。
随着公司不断发展,现以成为镁、铝合金压铸生产、技术研发与产品应用的行业领导者。
为了让天耀公司产品品质管理与国际化接轨,让公司又快又好的发展,进行了ISO品质管理认证.
公司生产的产品主要应用于通信、电子、运动器材、摄影器材、渔具、灯饰、各种电动工具等等。
目前拥有专业镁铝合金压铸设备130吨~800吨压铸机10多台,基本能满足中小型产品的压铸;同时配置了模具加工设备,如CNC加工中心、慢走丝线切割、镜面火花机和CNC数控车床等,可根据客户的要求制造高精度的压铸模具。
目前公司拥有的主要客户包括:联想、株洲南车、读书郞、中兴通讯、比亚迪、富士康等国内知名企业及世界500强客户,产品远销于欧美及东南亚等国家和地区。
二、上海木马投资集团材料技术有限公司
木马集团总部位于台湾南部的高雄。
5 家分公司和众多销售合作伙伴确保业务范围覆盖世界各大洲:全球服务和现场技术能力对于我们至关重要。
木马旗下聚集了木马本土(Mooma Local)、木马全球(Mooma Global)、木马极限(Mooma Super)、木马非标(Mooma Special)和木马全向(Mooma Multiply)五大核心品牌。
木马是加工制造业的全面供货商,产品样本中包括铝合金、合金钢、不锈钢和高性能合金的近900 个牌号、约8000 个品种规格。
各个核心品牌的专家为加工制造业共同开发完整的解决方案。
同时,他们在航空航天、能源、化学、医疗和热处理行业有着广博的专业知识。
三、上海华虎投资集团有色金属有限公司
华虎Htiger具有与众不同的能力!因为我们能够为客户提供最能满足他们需求的产品解决方案。
正是基于这样的原因,许多客户把华虎Htiger当作提升自身竞争优势的伙伴。
作为当代金属流通行业发展方向的奠基人,在过去的5逾年中,华虎Htiger出色的行销方案帮助航空、国防、运输、造船、半导体、能源开采和建筑等诸多领域成就了多个发展里程碑。
除了提供板材、管材、型材、建材、优特钢、不锈钢以及有色金属的产品解决方案,华虎Htiger的其他产业(金融与码头)辅助其在金属进出口市场同样拥有无与伦比的领先优势。
四、昆山泗京诚金属制品有限公司
昆山泗京诚金属制品有限公司是一家专业生产经营1系2系3系5系6系7系铝合金、铝型材及铝卷材产品的现代化企业。
自成立以来始终本着“打造精品,赢得未来”
的经营理念去实现自己的发展目标。
公司始终立足于中国铝加工行业,拥有先进成熟的技术和国内一流的加工设备,倾心打造产品,革新工艺水平,发展至今已经成为业内实力型企业之一。
昆山金属制品有限公司。
把人才培养和营销模式创新作为企业发展的源动力。
公司长期加强人才队伍建设,不断完善“识人、用人、培养人”三位一体的人才机制,同时十分注重企业经营模式的创新,打造一支具备完整战斗能力的营销团队,将优良的产品推向全国,推向世界。
互利共赢,是当今和未来企业发展必须遵循的商业法则。
五、东莞市奥蓝琪五金制品有限公司
东莞市奥蓝琪五金制品有限公司成立于2005年,公司位于久负盛名的“五金基地”东莞市长安镇。
本公司是一家专业从事于锌合金压铸,模具设计开发,压铸生产加工的企业,公司从最初的产品图纸设计到模具开发再到压铸生产到刮批锋,攻牙,研磨,CNC,抛光,机加工,喷油,电镀,电泳等一条龙服务。
公司于2016年通过ISO9001国际质量体系认证。
产品涉及电子电器,通信,汽车,医疗,家私,卫浴,箱包配件等多个领域。
六、佛山市港鹤铝业有限公司
佛山市港鹤铝业有限公司是铝合金、散热器、工业型材、家居、建材、铝合金深加工等产品专业生产加工的公司,拥有完整、科学的质量管理体系。
七、东莞市乐发精密五金制品有限公司
东莞市乐发精密五金制品有限公司专注12年从事精密锌合金压铸,铝合金压铸,镁合金压铸,铜压铸生产加工及锌合金压铸模具,铝合金压铸模具,镁合金模具压铸,铜压铸模具设计与开发的发展中企业!全自动生产车间:位于政府高新科技产业园松山湖产
业园,华为新发展基地,三江工业园,公司占地面积3000平米!
主要运营项目:全自动铝合金压铸,镁合金压铸生产线5条,全新CNC加工中心20台,数控车床10台模具设计研发,模具开发发设备:20台,全自动锌合金加工压铸生产机10台,磨光,后加工车间
公司现有:设计研发部,业务部,品管监管部,生产部等,可以客户提供交期有保证,品质人保障,服务更周全的解决方案!做出的锌合金压铸,铝合金压铸,铝压铸件,镁合金压铸件等可保证:可抛光电镀无麻点,无水纹,无起泡,无砂孔,不渗水,不漏气,可氧化各种颜色,高精密(精确到+-0.02).......;
八、佛山市南海区汇海铝制品有限公司
佛山市南海区汇海铝制品有限公司是以铝制品、工业铝型材、灯饰铝型材、散热器、铝合金边框、流水线铝型材、家居铝型材、CNC加工、铝型材氧化料、铝型材喷涂料等研发设计生产加工为主的一体化生产企业。
公司拥有自己的熔铸车间、铝型材挤压车间、铝型材CNC加工中心、铝型材氧化车间、铝型材电泳车间、铝型材涂装车间等生产部门,另设有材料化验分析科、产品技术质量检验科等相关部门监督产品质量、公司产品质量管理目标是:产品出厂合格率99.8%,客户的投诉率0,公司经营的品种类多、规格齐全、质量过硬、供货快。
公司主要产品:标准工业铝型材、异型材、铝型材配件、自动化流水线、铝管、散热器、外壳、面板、铝防护栏、铝车厢、安防监控设备、铝支架、汽车零部件、医疗设备、铝帐篷型材等等,目前主要生产有6063,6061,6060,6N01,5083,5056,6082,7005等牌号的铝合金。
目前我公司产品在国内市场得到各界客户的好评,同时公司产品也远销海外市场。
九、东莞市通胜模具钢材有限公司
通胜公司是一家集进口模具钢材销售、批发及精加工服务于一体的独资企业。
公司销售瑞典、日本、德国、美国等国家优质模具钢材,公司是广东首家拥有大型磨床:可容纳宽2.38米,长6米钢材的商家。
内容来源网络,由“深圳机械展(11万㎡,1100多家展商,超10万观众)”收集整理!
更多cnc加工中心、车铣磨钻床、线切割、数控刀具工具、工业机器人、非标自动化、数字化无人工厂、精密测量、3D打印、激光切割、钣金冲压折弯、精密零件加工等展示,就在深圳机械展.。