新产品模具冶具工装夹具检查清单
新设备工装和试验检查清单

新设备、工装和试验设备检查清单
产品名称 底壳亚 黑
问题
1.设计是否要求: a ·新材料? b ·快速更换工装? c ·产量波动? d ·防错?
2.是否已制定识别以下内容的清单(包括所有供方): a ·新设备? b ·新工装? c ·新试验装备(包括检查辅具)?
3.对以下内容的接受标准是否已达成一致意见: a ·新设备? b ·新工装? c ·新试验装备(包括检查辅具)? 4 是否将在工装和/或设备制造厂进行初始能力研究? 5 是否已确定试验的可行性和准确度? 6 对于装备和工装是否已完成预防性维护计划? 7 新设备和工装的指导书是否完整并且清晰易懂? 8 是否具备能在装备供应商的设备上进行初过程能力研究的量具? 9 是否将在生产工厂进行初始过程能力研究? 10 是否已确认了影响产品的过程特殊特性? 11 在确定验收标准时是否使用了产品特殊特性? 12 制造设备能否满足预期的生产量与服务量要求? 13 是否有足够的试验能力? 14 测量设备是否被验证和文件化,以显示测量和试验范围的资格?
是 否 所有要求的意见/措施
√ √ √ √
√ √ √
√ √ √ √ √ √ √ √ √ √ √ √ √ √
负责人 完成日期
Hale Waihona Puke 修订日期: 制定人:
新产品设备工装模具夹具检查清单
新产品设备工装模具夹具检查清单新产品设备工装模具夹具是生产制造中使用频率较高的工具和设备,它们对产品加工质量和生产效率有着至关重要的作用。
在使用过程中,若出现故障或质量问题,可能导致不良品率增加或生产延误,给企业带来不良的影响。
因此,对新产品设备工装模具夹具的检查工作显得尤为重要。
针对这一需求,建立一份专门的检查清单,可以帮助企业更好地进行管理。
一、设备检查设备检查是检查清单中的首要内容。
对新设备进行全面的检查可以及时发现潜在的问题并避免后续的损失。
设备检查工作可以包括以下方面:1.设备松动检查设备的日常使用会产生松动的现象,引起设备不稳定性,进而影响正常的工作。
因此,需要检查设备各个部位是否存在松动现象。
一旦发现,即要采取相应的措施加以处理。
2.设备清洁检查设备使用时可能会产生灰尘和污垢等污染。
因此,需要定期对设备进行清洗和保护。
可以采用刷子、吸尘器等清洁工具进行清理工作,确保设备干净整洁。
3.设备润滑检查设备在使用中需要定期润滑以确保其正常工作。
因此,需要检查设备润滑情况并及时添加润滑剂。
4.设备维护检查设备使用寿命是有限的,需要定期进行维护。
因此,需要对设备进行检查,确保设备的操作和性能等不受影响。
二、工装模具检查工装模具是生产工艺中必不可少的一部分。
其质量对产品的制造精度和加工效率具有重要影响。
因此,工装模具的检查是非常重要的。
工装模具检查可以包括以下方面:1.工装模具损坏检查工装模具在使用中会出现损坏比如磨损或断裂等现象。
因此,需要对工装模具的状况进行检查,及时更换或处理。
2.工装模具清洁检查工装模具在使用和加工过程中可能会附着有灰尘、污垢等污染物。
因此需要对工装模具进行清洗工作,保持器具干净整洁。
3.工装模具保养检查工装模具需要定期维护和保养,以确保其正常工作。
因此,需要对工装模具进行保养检查,定期进行刷洗、润滑等保养工作。
三、夹具检查夹具是新产品加工过程中的必需品,其质量和性能直接影响新产品加工的品质和效率。
工装夹具检查表

单位: 焊一车间车门工段
日期 记录 班 岗位名称 组
年 2 3 5 6 7 8 9
月
检查人:
1
10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 月度统计
车门 一班
车 门 二 班
车 门 三 班
左前门内板1#位 左前门内板2#位 左前门内板2#位 左前门总成补焊 左前门总成CO2焊 引擎盖内板 引擎盖涂胶 左前门涂胶 右前门内板1#位 右前门内板2#位 右前门内板2#位 右前门外板涂胶 右前门总成补焊 右前门总成CO2焊 中门内板拼焊 中门内板拼焊 中门外板涂胶 中门折边 中门总成补焊 左、右前门后导轨 尾门涂胶 尾门涂胶 尾门折边 尾门折边 尾门总成补焊 尾门总成补焊 尾门内板补焊 尾门内板补焊 尾门小件拼焊
合计:
备注:
10111213141516171819202122232425262728293031月度统计左前门总成补焊引擎盖内板引擎盖涂胶左前门涂胶右前门外板涂胶右前门总成补焊中门内板拼焊中门内板拼焊中门外板涂胶中门折边中门总成补焊左右前门后导轨尾门涂胶尾门涂胶尾门总成补焊尾门总成补焊尾门内板补焊尾门内板补焊尾门小件拼焊备注
夹具检查
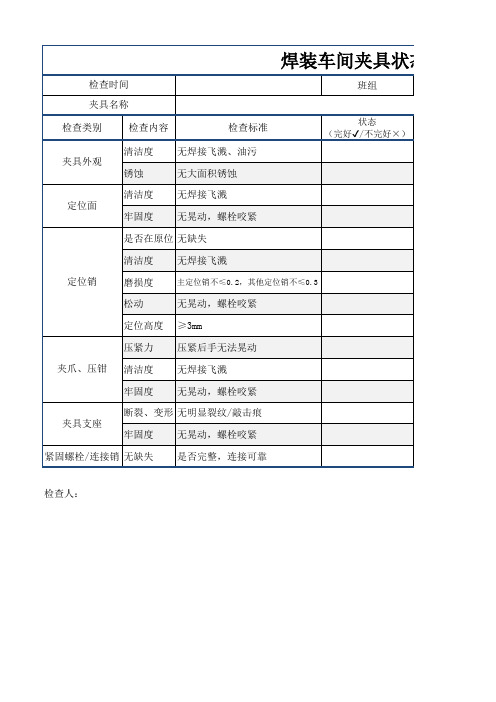
检查时间 夹具名称 检查类别 夹具外观 锈蚀 清洁度 定位面 牢固度 无晃动,螺栓咬紧 是否在原位 无缺失 清洁度 定位销 磨损度 松动 定位高度 压紧力 夹爪、压钳 清洁度 牢固度 夹具支座 牢固度 紧固螺栓/连接销 无缺失 无晃动,螺栓咬紧 是否完整,连接可靠 无焊接飞溅
主定位销不≤0.2,其他定位销不≤0.3
班组
检查内容 清洁度
检查标准 无焊接飞溅、油污 无大面积锈蚀 无焊接飞溅
状态 (完好✔/不完好×)
无晃动,螺栓咬紧 ≥3mm 压紧后手无法晃动 无焊接飞溅 无晃动,螺栓咬紧
断裂、描述
31新设备、工装和试验设备检查清单

新设备?
b
新工装?
c
新试验设备(包括检具)?
4
在工装和/或设备制造厂是否将进行初始能力研
究?
5
是否已确定试验设备的可行性和准确度?
核准
审查
制表
第1页,共2页PPP-2-20A0-1
ABC有限公司
新设备、工装和试验设备检查清单(续)
制定部门:制定日期:年月日
产品名称
规格/型号
顾客零件编号
问题
是
否
不适合
ABC有限公司
新设备、工装和试验设备检查清单
制定部门:制定日期:年月日
产品名称
规格/型号
顾客零件编号
问题
是
否
不适合
所要求的措施/意见
负责部门/负责人
完成期限
1设计是否已需要:
a
新材料?
b
快速更换工装?
c
产量波动?
d
防错?
2是否已制定识别以下内容的清单:
a
新设备?
b
新工装?
c
新试验设备(包括检具)?
3对以下内容的接受标准是否已达成一致意见:
12
制造设备能否满足预测的生产与服务量要求?
13
是否有足够的试验能力?
14
测量的范围及资格是否文件化并被验证?
核准
审查
制表
第2页,共2页PPP-2-20A0-1
所要求的措施/意见
负责部门/负责人
完成期限
6
对于设备和工装是否已完成预防性维护计划?
7Байду номын сангаас
新设备和工装的作业准备指导书是否完整并且清晰易懂?
8
是否具备能在设备供方的设备上进行初始过程能力研究的量具?
模具验收检查清单

模具验收检查清单★123★45678910111234567检验结论:合格[ ] 不合格[ ]条件认可[ ] (此选项须经本公司项目负责人书面认可)签字:日期:3.所有模具出口前,须参照以上内容进行逐项检查,如有不合格项,在未经客戶確認的情况下,模具视为不合格。
2.此表中带“★”的项目须在模具加工过程中或试模前检测完成并提交详细检测报告。
1.此表中未提及内容请参见客戶提供的 <Mold Construction Guide >and< Specs>.备注:如果有些东西在这边无法安装的,或者漏掉的需要我司提出来在美国去做的也要提供相应的照片。
所有模具上的标准件装完以后才拍照片模具照片要求前模装好以后1张。
后模装好以后1张。
如果有备用件的,需要加1张。
模具合起来以后4个方向每个面一张(4张)。
装进箱以后把所有的资料放进去1张。
箱子合好后在喷了字的那个方向1张。
模具产品图纸、结构图纸、水路图纸、产品检测报告、注塑参数表、装箱单、电子文档间否齐全。
模具材料包括型号、材质证明书和处理状态是否按合同要求。
木箱是否固定牢靠。
模具装箱单物品是否齐全,摆放安全可靠.模具外观是否需特殊处理(如有特殊要求,按合同及技术要求)。
备品、备件易损件是否齐全并附明细,有无供应商名称。
模具是否用薄膜包装。
用木箱包装是否用油漆喷上模具名称、放置方向。
模具型腔是否按要求有防锈措施.模具包装滑动部件是否涂黄油。
模具是否安装锁模片,并且规格符合设计要求(三板模脱料板与后模固定)至少两片。
工装夹具点检表
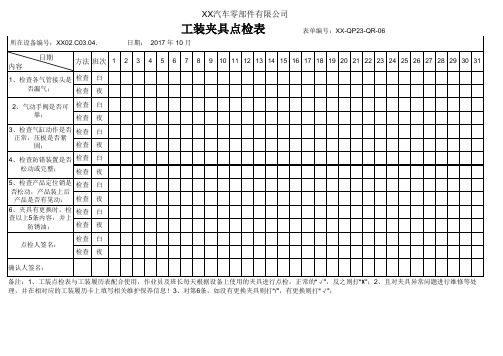
1、检查各气管接头是 检查 白
否漏气;
检查 夜
2、气动手阀是否可 检查 白
靠;
检查 夜
3、检查气缸动作是否 检查 白
正常,压板是否紧
固;
检查 夜
4、检查防错装置是否 检查 白
松动或完整;
检查 夜
5、检查产品定位销是 检查 白 否松动,产品装上后
产品是否有晃动; 检查 夜
6、夹具有更换时,检 检查 白
所在设备编号:XX02.C03.04.
XX汽车零部件有限公司
工装夹具点检表
日期: 2017 年 10 月
表单编号:XX-QP23-QR-06
日期 内容
方法 班次 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31
查以上5条内容,并上
防锈油;
检查 夜
点检人签名:
检查 白 检查 夜
确认人签名:
备注:1、工装点检表与工装履历表配合使用,作业员及班长每天根据设备上使用的夹具进行点检,正常的“√”,反之则打“×”;2、且对夹具异常问题进行维修等处 理,并在相对应的工装履历卡上填写相关维护保养信息!3、对第6条,如没有更换夹具则打“/”,有更换则打“√”;
工装模具、夹具验收资料检查表

4 操作指导书
5 附件清单
编号/代码
资料提供方 模具制造商 模具制造商 技术部 模具制造商 模具制造商 模具制造商 模具制造商
编号/代码
资料提供方 夹具制造商 夹具制造商 夹具制造商 技术部 夹具制造商
编号/代码
资料提供方 检具制造商 检具制造商 检具制造商 检具制造商 检具制造商
资料验收方 技术部 技术部 技术部 技术部 技术部 技术部 技术部
工装模具、夹具验收资料检查表
项目名称:T250
序号 验收资料
1 光盘
2 质保证书
5 模具硬度测试报告
6 试模件全尺寸报告
7 模具备件目录表
序号 验收资料
1 光盘
夹
2 图纸
具
3 夹具检测报告
4 夹具验收表
5 工装备件目录表
序号 验收资料
1 光盘
2 图纸
检
具
3 三座标检测数据报告
资料验收方 技术部 技术部 技术部 技术部 技术部
资料验收方 技术部 技术部 质保部 质保部 质保部
资料份数 1张 各1套 各1份 1份 各1份 各1份 1张
资料保存处 资料室 资料室 APQP文件 APQP文件 APQP文件 APQP文件 技术部
资料份数 各1份 各1份 各1份 各1份 1张
资料保存处 资料室 资料室 APQP文件 APQP文件 技术部
资料份数 1张 各1套 各1套 各1份 各1份
资料保存处 资料室 资料室 资料室 资料室 资料室
经办人 接收人 经办人 接收人 经办人 接收人
具
6 A表,B表,C表
检具制造商 质保部
各1份 资料室
新产品生产设备工装夹具检具配备评价表

85T
成型 15T普通冲床 是 普通冲床 15T
现状
工装夹具
是否满 足需要
否
描述
现状
有但不符合要 求
工装检具 是否
图片 满足 需要
1张 是
描述
M3-6H尺寸需 要配置专用塞
规检具
有测角度的量
同轴度角度的
否
具,无同轴度 2张 是 专用检具(试
角度检测器具
验)
1 五金部
攻丝
攻丝
普通丝攻机
不能满 足
半自动丝攻机 (试验)
超声波清 洗机
有
目视查看 可测量 可测量 可测量 可测量
目视查看
3
铁芯制 造车间
气隙检验
OK
无
无有
可测量
否 否
否
采用量化 可测量
否
否
否 否
否
否
无 照片
否
1张
是
同轴度角度的 专用检具
是 采用止通规
否
是
垂直度专用检 具
否
否
否
需气隙功能性
是
检测的专用检 具,平行度专
用检具
3
铁芯制 造车间
装箱
无
高冲
OK
装配
是
高精度中 速冲床
15T
锁扣
无
冲压
15 8
外壳
无
热塑加 工
注塑加工
高冲
OK
装配
无
高速冲床
45T65T
无
无
无有
铆合
OK
液压机 100T 有
嵌环
OK
NC2
F115F630
孔径有毛刺和偏小情 磁轭加
工装夹具点检表
项
目
方法 班次 昼 夜 昼 夜 昼 夜 昼 夜 昼 夜 昼 夜 昼
1
2
夹具表面焊渣是否清理干 检查 净
签 名
点检担当 夜 确认担当
注:发现异常时速与系长联系,并遵从指示。
记录:
设定
年 月 日
2012.10.23
改定理由
承认
确认
作成
岳振
备 注
有问题记入到记录栏。
点检记号 √…OK ×…确认异常
新设 改订1 改订2
备 注
…修理完了OK
改订3
QW/UPG-C-7014 C/0
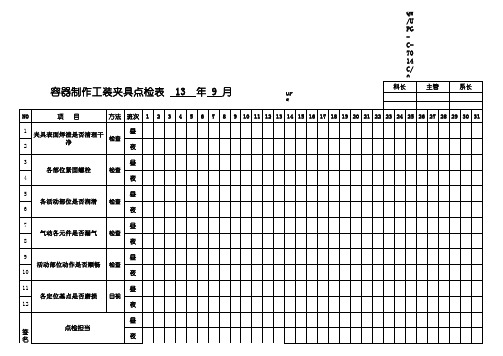
容器制作工装夹具点检表
NO 1 2 3 各部位紧固螺栓 4 5 各活动部位是否润滑 6 7 气动各元件是否漏气 8 9 活动部位动作是否顺畅 10 11 各定位基点是否磨损 12
目视 检查 检查 检查 检查
13
3 4 5
年 9 月
6 7 8
科长
主管
系长
UPS推进科
9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31
新产品设备工装模具夹具检查清单
新产品设备工装模具夹具检查清单新产品设备工装模具夹具检查清单为了确保公司生产过程中工作顺畅且安全,我们制订了一份新产品设备工装模具夹具检查清单。
此清单旨在检查设备工具和模具夹具等零部件的状态,以确保在使用过程中都符合安全标准和质量要求。
以下是本清单的具体内容:1. 模具夹具清洁首先要检查的是模具夹具的清洁程度。
员工使用设备前务必要对其进行简单清洁,以确保其表面干净无尘,杜绝因附着物而影响工作质量的情况发生。
2. 设备工装电源检查电源线是否完好无损。
另外,检查所有的电源插头和插座是否与相应的标志相符,确定其是否连接紧固。
3. 紧固件的质量检查清单的接下来要检查紧固件的质量和数量。
在检查过程中,确定其数量是否与清单上所规定的相同,确保其质量良好,并检查是否有松脱或缺失情况。
4. 设备冷却系统此项检查涉及检查设备冷却系统的运作状况。
检查一下冷却系统是否工作正常、有没有迹象表明降温行动不正常,以及是否存在泄漏的情况。
5. 设备的安全标志所有机器设备上必须标明安全标志。
在此项检查中,我们将会仔细验证所有的警告标志和公司标志是否在正确的地方,同时也会检查其是否清晰的传达了所需的信息。
6. 模具夹具检查这一项检查将会关注模具夹具的特殊细节。
首先,我们会检查模具夹具是否完好无损。
然后我们将会检查其操控性能、调整和设置设置性能是否稳定以及其是否符合机器设备的操作标准。
7. 键合状态检查最后,我们将会检查每个连接都键合是否完好。
检查各项细节以确保所有的部件都能平稳地工作,以最大程度降低故障率。
在制订清单过程中,我们确保了清单内容的完整性和全面性,以使其满足员工的使用要求。
通过实施这些检查步骤,我们可以提高每个工作人员的安全性和工作质量,保证公司的生产过程高效、安全运行。