设备工装模具夹具清单
专用工装模具清单样板
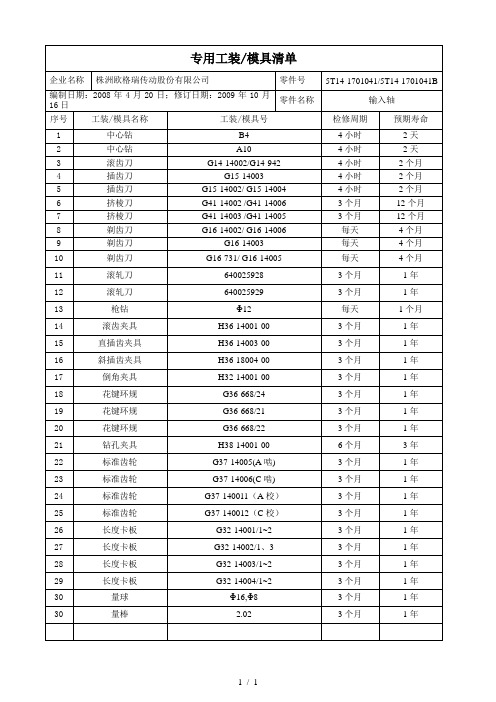
量球
Φ16,Φ8
3个月
1年
30
量棒
2.02
3个月
1年
3个月
1年
24
标准齿轮
G37-140011(A校)
3个月
1年
25
标准齿轮
G37-140012(C校)
3个月
1年
26
长度卡板
G32-14001/1~2
3个月
1年
27
长度卡板
G32-14002/1、3
3个月
1年
28
长度卡板
G32-14003/1~2
3个月
1年
29
长度卡板
G32-14004/1~2
3个月
1年
4小时
2个月
4
插齿刀
G15-14003
4小时
2个月
5
插齿刀
G15-14002/ G15-14004
4小时
2个月
6
挤棱刀
G41-14002/G41-14006
3个月
12个月
7
挤棱刀
G41-14003/G41-14005
3个月
12个月
8
剃齿刀
G16-14002/G16-14006
每天
4个月
9
剃齿刀
G16-14003
每天
4个月
10
剃齿刀
G16-731/G16-14005
每天
4个月
11
滚轧刀
640025928
3个月
1年
12
滚轧刀
640025929
3个月
1年
13
枪钻
Φ12
每天
APQP管理程序
APQP管理程序1. 目的1.1明确产品开发质量策划的职责范围和活动目标,保证所开发的产品能够满足规定的要求或使顾客满意1.2保证产品有良好的工艺性能。
1.3有良好的社会效益和经济效益。
2.范围适用于公司所有的新TS产品工艺设计、生产、改型等质量策划.3.职责3.1业务部负责组织市场调研并收集客户对新产品的需求信息;3.2项目部负责新产品的可行性报告分析、产品质量先期策划、过程失效模式和后果分析、产品图纸设计和文件编制、样品制作、生产过程中问题的纠正与预防。
3.3品管部负责产品开发过程的检验、样品性能的测试及检验作业指导书的编制;3.4采购部门负责试制及量产阶段所需材料的采购,新的工装夹具和模具进度的跟进,配合工程部做好需外协加工的供应商的确定和试生产物料的采购。
3.5生产部负责样品试制、新产品的小批量生产。
3.6 PMC负责试生产的计划安排3.7多功能小组负责管理新产品的质量先期策划全过程,包括制订特殊特性清单、FMEA、控制计划等以及组织开发过程不同阶段的评审和策划的总结认定;3.8总经理负责新产品开发项目的批准.4.定义4.1 新产品:指采用新制造原理,新结构,新材料而新机种制成的完全不同于原有的各种产品的新产品。
4.2 成熟产品:指现有产品的扩展,即其款式(型号)、工艺流程、材料、产品规格参数等未超出现有技术文件规定的产品质量;4.3 CP:控制计划。
是指控制零件和过程体系的书面描述,重点在于表明产品的重要特性和工程要求;4.4特殊特性:指在可预料的合理范围内变动时,将可能显著影响顾客对产品的满意度或产品的安全特性,政府法规的符合性,配合功能或外观要求的产品或过程特性。
特殊特性包括关键特性和重要特性,其它特性为一般特性。
特殊特性在本公司以“△”表示。
顾客有要求时,按顾客要求的标识符号进行标识。
4.5 PFMEA:过程失效模式及后果分析。
由负责制造的工程师/小组为确保尽最大可能考虑并记录潜在的失效模式和相关的原因/机理而使用的分析技术;4.6 MSA: 测量系统分析。
工装夹具清单-104

1
KDF-3-GZ/1-0-1 阀体组件工装1 导向套 0-02 XMB-021-20140227 件
1
底座 0-01 XMB-021-20140227 件
1
限位块 0-04 XMB-021-20140227 件
1
压头 0-02 XMB-021-20140227 件
1
KDF-3-GZ/1-0-2 阀体组件工装2
产品型号
BDF-3-GZ BDF-3
BDF-3A-GZ/1-20
BDF-3A-GZ/1-30
工装夹具名称 阀体部件工装 衔铁部件工装 挡铁部件工装
BDF-3
零件名称
冲头 导向套 滤网冲头 导向套 底座 冲头
零件图 号 1-10
0-02 0-01 0-03
批次号
单位
XMB-009-20130304 件 XMB-013-20130619 件
1
库存
1 1 1 1 1 1 2 1 1 1 1 1 1 1 1 1 1 1 1
库存
1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1
BDF-5-GZ/1-0-1 电磁组件工装1 导向套 0-02 XMB-016-20130909 件
1
冲头 0-03
件
1
底座 0-01
导向套 0-02
底座 0-01
导向套 0-02
冲头 0-03
底座 0-01
导向套 0-02
冲头 0-03
冲头 0-01
支撑块 0-02
支撑块 0-01
冲头 0-03
BDF-5
产品型号
工装夹具名称
零件名称
零件图 号
10类--夹具类清单

1047杠杆831009钻孔夹具设计:课设正文,三维设计,装配CAD,零件CAD
1048H2090型对开式二螺柱正滑动轴承座气动式镗孔夹具:课设正文,三维设计,装配图CAD,零件CAD,工艺卡,工序卡
1049H2090型对开式二螺柱正滑动轴承座手动式镗孔夹具:课设正文,三维设计,装配图CAD,零件CAD,工艺卡,工序卡
1015芯轴90°直角面铣削专用夹具
1016拨叉831002基准面铣削夹具设计:设计说明+三维夹具+装配图+零件图+工序卡+工艺卡
1017星轮镗内孔28专用夹具:部分设计说明书+三维文件+装配图+零件图+毛胚图
1018链轮座双工位镗孔夹具设计:设计说明+三维夹具+装配图+零件图+工艺卡
1019进气歧管钻孔专用夹具设计:设计说明+三维夹具+装配图+零件图+工艺卡
1011C6140主轴箱体镗左端平面孔夹具:说明书三维夹具+装配图+零件图CAD+工艺卡+工序卡
1012钻孔2-5.5扁司端钻模夹具:三维夹具+装配图+零件图+工序卡+工艺卡
1013支架钻孔专用夹具:设计说明书+三维夹具+装配图+零件图
1014星轮分度铣削专用夹具:说明书+三维夹具+装配图+零件图
1146--凸台座钻孔与铣削夹具设计三份
1147--外齿加工专用夹具设计(零件图,装配图,三维图)
1148--铣削连杆尺寸36侧面夹具图纸
2019中职-现代模具制造赛项拟建议自备物品清单

附件3
2019年全国职业院校技能大赛中职组
“现代模具制造技术”赛项
拟建议选手自备刀具、工具及物品清单
1.劳保物品清单
2.数控加工刀具与工具清单
注:对应刀柄如自己携带,组办方就不做提供,但数量限制,其中对刀及铣削用刀柄限共8把,对应夹头各1个,钻削用刀柄2把,自配相应刀柄扳手。
3.模具修配工具清单
4.量具清单
注:1、刀具数量、品种、规格按样题零件加工需要制定;请注意选手自带的刀柄要与现场提供的卸刀器、机床匹配,选手应携带匹配的刀柄;
2、未建议携带的物料根据自己所需也可自行决定,不允许携带自制刀具、二类工装夹具(规定除外),允许自带竞赛用的工具车(使用过程中不得影响他人操作);
3、允许选手使用自带的标准非定制平口钳(包括软钳口),与之配套的在工作台安装所需用具自带,不允许同时使用两个平口钳;
4、自带中小型气动工具,可以是电动工具但仅限内置电池手持式,不允许外接电源式。
工装夹具、设备编号规则
⼯装夹具、设备编号规则
管理制度
⽂件名称:⼯装夹具、设备编号规定⼯装夹具、设备编号规定
1. ⽬的:
为了便于设备的管理,特制定本办法来统⼀设备的编号
2. 适⽤范围:
本制度适⽤于公司内所有的设备和⼯装夹具
3.定义
3.1 新购置设备或⼯装夹具安装调试完成后,投⼊于⽣产进⾏对设备编号;
3.2所有的设备和⼯装夹具,⽤此规定对设备编号;
4. 职责
4.1 设备正常投⼊⽣产,设备管理⼈员做好设备编号卡,贴在设备正⾯空⽩处的位置。
4.2 ⼯装夹具编号,由技术部⼈员在模具空⽩处激光打标机打上编号。
4.3 设备编号完成后,由设备管理⼈员在设备明细登记表输⼊相关信息并整理归档。
5. ⼯作程序
5.1⽣产设备编号规则:
5.2⼯装模具编号规则:
本公司⼯装模具分为落料模、成形模、线切割定位夹具和焊接定位夹具四⼤类。
×
- □□□
5.3 其他⾮标件编码规则
⼯装模具代号: D :点焊定位夹具; H :焊接定位夹具; C :带环成形模
顺序号。
从01----99,依次排列。
顺序号。
从001----999,依次排列。
代表⽣产设备顺序号。
从001----999,依次排列。
代表其他⾮标件。
备件及易损件清单
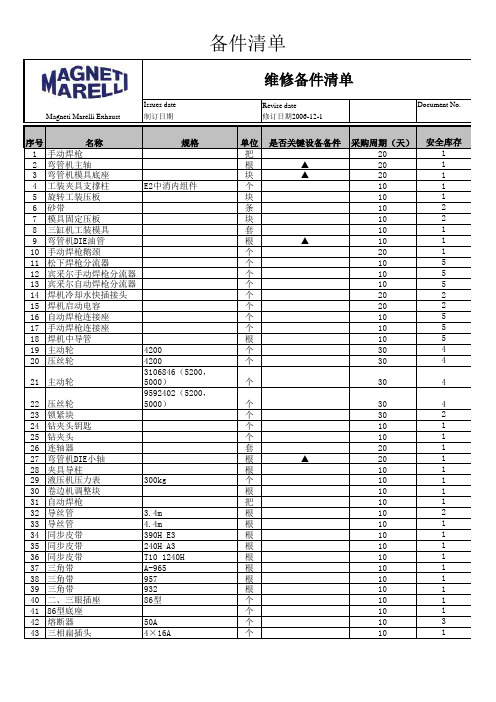
Revise date 修订日期2006-12-1序号名称规格单位是否关键设备备件采购周期(天)1手动焊枪把202弯管机主轴根▲203弯管机模具底座块▲204工装夹具支撑柱E2中消内组件个105旋转工装压板块106砂带条107模具固定压板块108三缸机工装模具套109弯管机DIE油管根▲1010手动焊枪鹅颈个2011松下焊枪分流器个1012宾采尔手动焊枪分流器个1013宾采尔自动焊枪分流器个1014焊机冷却水快插接头个2015焊机启动电容个2016自动焊枪连接座个1017手动焊枪连接座个1018焊机中导管根1019主动轮4200个3020压丝轮4200个3021主动轮3106846(5200,5000)个30422压丝轮9592402(5200,5000)个30423锁紧块个3024钻夹头钥匙个1025钻夹头个1026连轴器套2027弯管机DIE小轴根▲2028夹具导柱根1029液压机压力表300kg 个1030卷边机调整块根1031自动焊枪把1032导丝管 3.4m 根1033导丝管 4.4m 根1034同步皮带390H E3根1035同步皮带240H A3根1036同步皮带T10 1240H 根1037三角带A-965根1038三角带957根1039三角带932根1040二、三眼插座86型个104186型底座个1042熔断器50A 个1043三相扁插头4×16A 个1044三相扁插头4×25A 个1045急停开关个1046信号插头3芯个1012111121114212114555552 维修备件清单Issues date制订日期Document No.111512Magneti Marelli Exhaust1安全库存11111111131111Revise date 修订日期2006-12-1序号名称规格单位是否关键设备备件采购周期(天)维修备件清单Issues date制订日期Document No.Magneti Marelli Exhaust安全库存Revise date 修订日期2006-12-1序号名称规格单位是否关键设备备件采购周期(天)维修备件清单Issues date制订日期Document No.Magneti Marelli Exhaust安全库存。
新设备工装清单

顾客 产品名称
序号 名称
SAIC RTK接收机
用途
产品型号 项目编号
数量
/
1734060101
需求时间 完成日期
1 5 7 8 9 10 11 12 14 15 16 18 20 21
高温老化线束 盐雾试验箱 程控电源 静电枪 快速瞬态信号发生器 功率放大器 微型瞬态信号发生器 负载转储发电机 变压器进行耦合器 DC Switch(直流开 关) 音频隔离变压器 电流注入探针 福特国际扶轮 130/150测试夹具 高电压探针 LD 5550/5505负载转 储2欧姆Verication 工具包 适配器瞬变BCI夹 脉冲输出示波器适配 器 福特国际扶轮130磁 发电机 特殊目的函数发生器 高压差分探头
拟制:
吴杰
审核:
批准:
日期:
表单No.HS-61-00-42(A/0)
航盛电子
A4(210mm×297mm)
工装、试验装备清单
备注
表单No.HS-61-00-42(A/0)
航盛电子
A4(210mm×297mm)
备注
表单No.HS-61-00-42(A/0)
航盛电子
A4(210mm×297mm)
22
测试负载
1
23 24 25 26 27
测试使用 电性能测试 模拟汽车发动机工作过程 发电机纹波叠加测试脉冲 电性能测试
1 1 1 1 1
表单No.HS-61-00-42(A/0)
航盛电子
A4(210mm×297mm)
序号
名称
用途
数量
需求时间
完成日期
28
ITECH/艾德克斯 IT6800系列 直流可编程电源 ISO电容耦合夹 振动工装设计 功分器1分8 显示力矩的电动螺丝 刀 壳体保护套设计 U转RS232 U转CAN U转RS485 程控电源 应力测试仪
45号文件详解

各类企业生产能力、设备的要求可参考附件五《生产及检验方面的能力、设备要求》。
专业化生产的专用装置及其部件可参考附件六《可外购的专用装置清单》。
4、特种作业车及底盘生产企业应具有连接装置、车架/底架、副车架、支腿及专用装置主要结构件、车厢/车箱/罐体、起重臂架、转台等的自制生产能力,如采用三类底盘改装专用汽车的企业,还应具有车身/驾驶室的生产能力(如外协则应提供模具)。应具备的主要设备包括:板材下料设备、成型设备及模具、焊接/铆接设备、工装夹具及胎具、机加工设备、涂装设备、转运/吊装设备、大型结构件校正/校准设备和热处理设备以及封头成型设备(工艺要求时)等。
1、现场参观和审核
2、生产设施、设备清单、生产工装、模具、夹具清单
3、主要设施设备及工装进行现场对照,对部分设备进行运行状态判断。必要时拍照主要设备
4、查阅设备验收和工艺验证记录。
3、通用货车挂车生产企业,应具备车架车箱(包括自制专用装置)下料、成型、焊装、装配的生产过程和设施设备,具备满足环保要求的封闭式涂装生产设施设备,其中车架纵梁可与专用装置组合生产(当专用装置具有承载能力时),也可对外委托加工。具有流水作业的成型、焊装、总装生产线。
5
应对关键生产设备和工装进行预防性维护和日常保养,配备操作规程,有必要的备件,确保其正常运行,并有相应的运行和维修维护记录。
1、应有相应的设备点检和日常维护规程,应体现具体设备的特点;
2、关、大、精、稀设备是重点,应能体现出与其它设备的不同点:设备运行记录、设备档案、说明书等,专人使用、维护等;
3、中、大型企业应制定维护计划,保证正常运行;
工装模具管理台帐

福裕立加 海天卧加 摇臂钻
龙门
④2408014-M4轴承盖
1.2402031-M15轴承盖铣 面钻孔夹具
福裕立加
无
无 无 无 无
2402031-M15-1 2402031-M15-2
2.2402031-M15轴承盖铣 面钻孔夹具
单面立式铣床
2402031-M15-3
工装模具管理台帐
工装编号
使用分厂
日照五征汽车部件 总成有限公司
加工车间
技术装备部
陈建利
T(2401014-M15)652-2
日照五征汽车部件 总成有限公司
加工车间
技术装备部
陈建利
T(2401014-M15)652-3
日照五征汽车部件 总成有限公司
加工车间
技术装备部
陈建利
(2401014-M15)701-5
日照五征汽车部件 总成有限公司
使用单位 设计部门 设计人
(2401011-M4)734-1
日照五征汽车部件 总成有限公司
加工车间
江苏高精
/
(2401011-M4)734-2-1 (2401011-M4)734-2-2
日照五征汽车部件 总成有限公司
加工车间
江苏高精
/
(2401011-M4)734-3-1 (2401011-M4)734-3-2
日照五征汽车部件 总成有限公司
加工车间
技术装备部
李华英
(2402031-M15)741-1
日照五征汽车部件 总成有限公司
加工车间
技术科
石绪旺
制作日期 备注
2009.04 2009.05 2009.05 2009.04 2009.04 2009.04 2009.04 2009.03 2009.01 2009.01 2009.12
加工行业资料清单

加工行业资料清单【引言】加工行业是指将原材料经过一系列工艺加工处理,将其转变为成品或半成品的行业。
随着经济的发展和社会需求的不断增长,加工行业在我国的地位和重要性日益凸显。
本文将就加工行业的资料清单进行详细的探讨和介绍。
【一、加工行业的分类】1. 机械加工行业:包括铸造、锻造、机械加工、焊接等工艺,所需资料清单包括机床、模具、工装夹具等。
2. 电子加工行业:包括电子元器件装配、表面贴装技术等工艺,所需资料清单包括电子元件、焊接材料、贴片机等。
3. 食品加工行业:包括食品加工、调味、包装等工艺,所需资料清单包括原材料、食品加工设备、包装材料等。
4. 纺织加工行业:包括纺织品染色、织造、印花等工艺,所需资料清单包括纱线、染料、织机等。
【二、加工行业资料清单】1. 生产计划和排程资料:生产计划表、排程表、生产进度报告等,用于对生产过程进行安排和跟踪管理。
2. 设备和工具资料:根据不同的加工行业,需要准备相应的设备和工具,如机床、仪器仪表、刀具等。
3. 原材料资料:不同加工行业所需的原材料种类各异,对于机械加工行业,需要准备金属材料、塑料等;对于食品加工行业,需要准备食材等。
4. 工艺和生产工序资料:包括各项工艺和生产工序的操作流程和标准,以及相应的标准化作业指导书等。
5. 质量检验和品控资料:质量检验标准、品控流程、检测仪器等,以确保产品的质量符合标准和客户要求。
6. 安全生产资料:安全操作规程、应急预案、防护设备等,以确保生产过程的安全性和员工的健康。
【三、加工行业成本控制和效率提升】1. 生产成本控制:制定合理的生产成本预算和费用控制措施,通过降低成本提高企业经济效益。
2. 资源优化配置:合理配置人力、设备和原材料等资源,提高资源利用率和产品生产效率。
3. 工艺改进和技术创新:借助新技术、新工艺,提升产品质量和加工效率,降低生产成本。
4. 品质管理和持续改进:引入品质管理体系,建立完善的质量管理制度,实施持续改进,提高产品品质和市场竞争力。
QSA客户验厂准备清单(2)

每月 季度
采购订单或叫采购合同
季度
采购订单/进度跟进记录
每月
原材料MSDS报告、原材料SGS测试报告
季度更新
仓库控制程序
重新修订后
原材料入/出库单
季度
半成品入/出库单
季度
成品入/出库单
季度
领/退料单 仓库
盘点表
每月 月度
安全库存/先进先出规定
重新修订后
原材料保存环境\保存周期规定(温湿度点检表)
备注
打印发放给每一位员工挂在厂牌
扫描档 扫描档 可看可不看
要谨慎开不符合项15+1
针对客户产品准备 针对客户产品准备 针对客户产品准备 动态文件 动态文件 动态文件
准备一套从研发输出到量产全部过程资料:DFMEA,特殊特性清单,FMEA, CP,客户要求输入清单,产品功能配置表,工装夹具清单,初始物料清单, 产品规格书,专利申请清单等等 仪器内校控制程序 量规仪器总清单(清单要注明型号,精度) 量规仪器年度校准计划 对过程进行监控SPC过程统计管理 外校报告是否给出结论 第三方校准机构资质 第三方校准机构能力范围表 第三方校准机构评审报告是否符合本公司校准能力 内校人员资格证(如内校至少要2名内校资格证)
每月更新
半年更新
半年更新
半年更新
HR
如变更后提供
入职后第二周
体系
换证后提供
如变更后提供
如变更后提供
如变更后提供
如变更后提供
如变更后提供
如变更后提供
每半年更新
每半年更新
每半年更新
如变更后提供
如变更后提供
每年内审后
每年内审后
每年内审后
IATF16949审核准备资料各部门清单(超值文件)
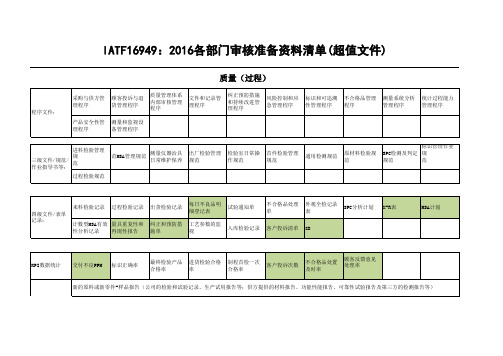
试验通知单
不合格品处理 单 客户投诉清单
外观全检记录 表 8D
SPC分析计划
X-R表
MSA计划
计数型MSA有效 量具重复性和 性分析记录 再现性报告
入库检验记录
KPI数据统计
交付不良PPM
标识正确率
最终检验产品 合格率
进货检验合格 率
制程首检一次 合格率
客户投诉次数
不合格品处置 及时率
顾客反馈意见 处理率
三级文件/规范/ 作业指导书等:
成品检查作业 指导书 各种作业指导 书、工艺卡等
生产计划流程 规范
标识管理作业 规范
条形码管理规 范
防护用品穿戴 书
设备操作指导 书
应急计划及方 案
客户订单 灭火器点检表
订单评审
生产计划
入库单
生产统计
工艺参数点检 表
生产部
顾客财产管理 程序 程序文件: 纠正预防措施 和持续改进管 理程序 统计过程能力 管理程序 文件和记录管 理程序 质量成本管理 程序 生产计划和生 产实施管理程 序 产品防护和交 货管理管理程 序 人力资源管理 程序 设备和设施管 理程序 工装夹具管理 程序 不合格品管理 程序 风险控制和应 急管理程序 标识和可追溯 性管理程序 产品安全性管 理 程序
供方首件、首 批一次合格率
供应商资料:可接受供应商清单-供应商资料(基本信息调查表、营业执照、机构代码、体系证书、特殊行业生产许可证/运输证、危险废弃物处理资质等); 供方PPM指标及趋势,超额运费、合格率、及时率等,参考供应商绩效考核指标 供方评价:供方开发计划-资料收集-潜在供方清单-评审计划-供应商评审记录-可接受供应商清单-采购协议(新品开发协议、技术协议、质量协议、保密协议、价 格协议、框架采购合同、物流/包装协议、环保协议等); 供应商审核:审核计划,审核报告,分值等级,不符合项,整改计划及验证 备注: 样件管理:新品开发-技术文件签订和发放(各类协议、图纸、标准等)-OTS送样-样件认可-PPAP提交(必要时)-PPAP认可(必要时)-量采; 变更管理:更新后的文件-文件收发记录-零件更改后送样-样件认可-PPAP提交-PPAP认可-量采切换; 采购管理:物料需求计划-采购计划-采购订单-送检单-进货检验记录-入库单-供应商业绩评定; 不合格控制:不合格处理单-处理记录(退货、挑选等)-供方整改-整改验证-供应商业绩考核; 供方文件管理:与供方有关的文件清单(标准、图纸、合同、技术要求、相关协议等)-文件归档记录-分发记录-更新记录-修订后的收发记录;
工装夹具、模具基础知识及结构

工装夹具、模具基础知识及结构夹具基本知识A、工装种类工装在焊装车间有夹具、工位器具、吊具、上位机吊具(涂装)、模具、焊接辅具等。
B、夹具一、组成夹具分为手动和气动,包括电气控制的夹具夹具一般由基准面、角座、规制板、夹爪、定位销、定位面、轴承、夹钳、气缸及气动元件组成。
主要通过定位面、定位销、夹爪进行定位和夹紧,从而确保工件的位置精度。
气动部分由气缸、难燃管、快速接头、控制阀、气动三联件、气压表、三通、球阀组成。
气缸一般有夹紧(CK系列)、薄型(CQ2系列)、轻型(CG1系列)、标准型(CA1系列)等型号。
控制阀有限流阀、手动式、按钮式、滚轮杠杆型、二位五通型、电磁阀等。
快速接头分带螺纹和不带螺纹的,有L、Y、T等型。
二、作用与原理作用:夹具主要作用是夹紧和定位1、工件夹紧原理为使工件在定位件上所占有的规定位置在加工过程中保持不变,就要用夹紧装置将工件夹紧。
才能保证工件的定位基准与夹具上的定位表面可靠地接触,防止在加工过程中移动、振动或变形。
由于工件的夹紧装置是和定位紧密联系的,因此,夹紧方法的选择应与定位方法的选择一起考虑。
在设计夹紧装置时,应考虑夹紧力的选择,夹紧机构的合理设计及其传动方法的确定。
关于夹紧力的选择应包括方向、作用点及大小这三个要素的确定。
夹紧装置选择合适,不仅可以显著地缩短辅助时间,保证产品质量,提高劳动生产率,而且还可以方便工人操作,减轻体力劳动。
夹紧力作用在具体选择时还应注意以下几点:(1)夹紧力合力的作用点一般应靠近支承表面的几何中心,也既作用于支撑三角形的中心。
这样可使夹紧力较均匀地分布在接触表面上。
(2)夹紧力作用点应尽可能靠近加工面,使加工力对于夹紧力作用点的力矩变小,这样可减少工件的转动趋势或振动。
夹紧力作用点的数目增多,能使工件夹紧均匀,提高夹紧的可靠性,减少夹紧力的变形。
2、定位1、在定位时,每个工件在夹具中的位置是不确定的,对同一批工件来说,各件的位置也将是不一致的。
APQP全套表单

新产品设备/工装/模具/夹具检查清单
制定部门: 制定日期: 文件编号:
产品名称
规格/型号
顾客
零件编号
序号
设备名称
设备编号
设备分类
所需
数量
备注
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
备注
新设备、工装和试验设备检查清单
产品名称
规格/型号
顾客零件编号
问 题
是
否
所要求的措施/意见
负责部门/负责人
规格/型号
顾客零件编号
问 题
是
否
所要求的措施/意见
负责部门/负责人
完成期限
11
在工装和/或设备制造厂是否将进行初始能力研
究?
12
是否已确定试验设备的可行性和准确度?
13
对于设备和工装是否已完成预防性维护计划?
14
新设备和工装的作业指导书是否完整并且清晰易懂?
懂?
15
是否具备能在公司的设备上进行初始过程能力研究的量具?
D.确定过程所需的工艺文件和作业程序及方法;
E.新产品设计和/或开发全过程之各阶段工作审查;
F.对所提出来的设计、性能要求和制造过程评定其可行性;
G.产品开发过程中相关问题之澄清及解决;
H.确定产品成本、设计和/或开发进度、交付(提交)时间及其它必须考虑的限制条件;
I.决定所设计和/或开发及交付(提交)的产品是否需要顾客或分承包方协助。
规格/型号
B、过程(工序检验和试验)部分:
序号
新产品设备工装模具夹具检查清单
新产品设备工装模具夹具检查清单新产品设备工装模具夹具检查清单为了确保公司生产过程中工作顺畅且安全,我们制订了一份新产品设备工装模具夹具检查清单。
此清单旨在检查设备工具和模具夹具等零部件的状态,以确保在使用过程中都符合安全标准和质量要求。
以下是本清单的具体内容:1. 模具夹具清洁首先要检查的是模具夹具的清洁程度。
员工使用设备前务必要对其进行简单清洁,以确保其表面干净无尘,杜绝因附着物而影响工作质量的情况发生。
2. 设备工装电源检查电源线是否完好无损。
另外,检查所有的电源插头和插座是否与相应的标志相符,确定其是否连接紧固。
3. 紧固件的质量检查清单的接下来要检查紧固件的质量和数量。
在检查过程中,确定其数量是否与清单上所规定的相同,确保其质量良好,并检查是否有松脱或缺失情况。
4. 设备冷却系统此项检查涉及检查设备冷却系统的运作状况。
检查一下冷却系统是否工作正常、有没有迹象表明降温行动不正常,以及是否存在泄漏的情况。
5. 设备的安全标志所有机器设备上必须标明安全标志。
在此项检查中,我们将会仔细验证所有的警告标志和公司标志是否在正确的地方,同时也会检查其是否清晰的传达了所需的信息。
6. 模具夹具检查这一项检查将会关注模具夹具的特殊细节。
首先,我们会检查模具夹具是否完好无损。
然后我们将会检查其操控性能、调整和设置设置性能是否稳定以及其是否符合机器设备的操作标准。
7. 键合状态检查最后,我们将会检查每个连接都键合是否完好。
检查各项细节以确保所有的部件都能平稳地工作,以最大程度降低故障率。
在制订清单过程中,我们确保了清单内容的完整性和全面性,以使其满足员工的使用要求。
通过实施这些检查步骤,我们可以提高每个工作人员的安全性和工作质量,保证公司的生产过程高效、安全运行。