生产线赋码系统V4.0旗舰版用户手册
制药企业赋码系统概述

制药企业赋码系统概述一、药品监管行业赋码系统规范1 范围本标准规定了药品监管行业生产线赋码软件应具备的基本功能和应满足的技术性要求及非技术性要求,适用于中国境内药品监管行业生产线赋码软件的开发和使用,也作为药品监管行业生产线赋码软件评审测试的依据。
2 引用标准下列标准及规范所包含的条文,通过在本标准中引用而构成发布标准的条文,在标准出版时,所示版本均为有效。
所有标准及规范都会被修订,使用本标准的各方应探讨、使用下列标准最新版本的可能性。
GB/T 8566-2007 信息技术软件生存周期过程GB/T 9385-2008 计算机软件需求规格说明规范3 定义3.1 生产线赋码软件为药品行业所有产品赋予一个唯一的电子监管码所使用的软件,主要实现电子监管码下载、打印、关联、导出等功能。
3.2 电子监管码电子监管码是国家食品药品监督管理局药品监管平台所颁发的针对药品监管的编码,每个药品最小包装以及上级包装都有一个唯一的编码,这个编码即电子监管码。
3.3 产品赋码通过各种技术手段把电子监管码附着在药品以及药品包装上的过程,为产品赋码过程。
3.4 功能码为了实现特定业务功能而定义的某些编码,以区分电子监管码。
3.5 监管码关联关系在产品赋码过程中,对赋予产品上的电子监管码与包装上的电子监管码建立的内在联系,称为监管码关联关系。
3.6 监管码申请企业在给产品赋码之前,需要向国家食品药品监督管理局的药监平台申请电子监管码,每个电子监管码的颁发需要药监平台审核审批。
3.7 产品核入核销产品在流通环节进行出入库时,需要对产品进行核入操作及核销操作,核入对应于入库操作,核销对应于出库操作。
3.8 生产线赋码软件管理端生产线赋码软件用于系统管理、信息管理、任务管理以及基本数据维护管理等模块的集合,主要完成赋码软件的管理功能,使用的用户主要是企业管理人员或者系统维护人员,一般安装在服务器上。
3.9 生产线赋码软件执行端生产线赋码软件用于生产线赋码、生产过程监控、生产任务执行等模块的集合,主要是完成赋码软件的执行功能,使用的用户主要是企业生产线上的操作人员,一般安装在生产环境中的工控机上。
生产线赋码系统

药品监管生产线赋码系统电子监管网政府背景总体概括:▪药品监管网是一个统一的、覆盖全国的药品监管系统平台,由中信企业负责建设实施;▪2007年10月1日,我国药品监控系统正式开通▪麻醉药品和第一类精神药品实现了实时监控.2008年政府要求:▪在全国实现: 血液制品、疫苗、中药注射剂及第二类精神药品的生产、经营情况实时监控;▪药品在上市前必须在包装上加贴药品监管码, 也是药品身份证。
▪国家要求于2008年10月31日前完成赋码入网。
监管网给全社会带来巨大利益主要可以实现的功能是:▪第一,全程监控.药品生产、流通、运输、储存等全过程在监管部门的监控之下;▪第二,实时查询.每一盒、每一箱、每一批药品生产、经营、库存以及流向情况,遇有问题迅速追溯和召回。
▪第三,信息预警.企业超资质生产和经营预警;药品销售数量异常预警;药品数量和品种核实预警。
▪第四,移动执法.稽查人员可以通过移动执法系统,如通过上网,或手机便利地在现场适时稽查。
▪第五,消费查询.通过网站、手机、电话95001158或114,或者使用监管码终端查询。
▪消费者可以获得:药品通用名、剂型、规格;生产企业、生产日期、生产批号、有效期等,发现问题可以与当地监管部门联系。
爱创公司在制药行业✓国家监管网正式通过认证企业中最大的赋码系统提供商✓我们调研了约200家制药企业,总结、整理、优化出四种生产管理模式:手工作业,手工包装线,半自动包装线,全自动包装线整合出三种软件版本:标准版,专业版,企业版✓国内唯一一家有三年经验的系统集成商(其他供货商公司没有案例,进入市场仅4个月的时间)✓至今为止,全国所有药品生产线签约客户占市场份额的98%;✓经过40多家用户(约20家用户正在实施),三年的使用,四次系统升级✓当前的项目:现场配置实施,不需要二次开发,客户实施周期短;✓爱创的价值是过去三年现场问题的经验和反复实践的成果;第一个试点项目及国家第一次推广▪2005年10月启动,国家第一个试点项目:青海制药▪爱创2005年开始参与国家监管网项目▪主要参与先期可行性分析、总体规划、赋码系统的标准化▪2005年主持赋码系统第一家试点项目的规划和设计----青海制药项目, 项目交付周期为八个月(需求调研、系统整体设计、编码、测试、上线试运行、正式运行)▪2005-2007年,全国麻醉药品、一类药品赋码系统, 第一次推广,所有项目(16家制药企业)经过市场充分竞争,爱创公司100%全部中标;签约客户约200多家,占90%市场份额▪江苏恒瑞医药股份▪沈阳制药一厂▪天津力生制药股份▪福建古田药业▪青海制药▪北京国药工业股份▪西南药业▪北京科兴生物▪北京四环医药科技股份▪天津氨基酸医药▪天津生物研究院▪天津中央药业▪常州第四制药▪苏州第一制药▪北京萌蒂制药▪北京海德润制药▪武汉马应龙制药▪山西银湖制药▪大连金港安迪生物制品▪吉林通化正国药业⏹昆明龙津药业⏹北京华素制药⏹衡阳恒生制药⏹上海莱士血液制品⏹天津太平洋制药⏹湖南洞庭药业⏹山西普德药业⏹山西泰盛制药⏹北京天坛生物⏹吉林长白山药业⏹江西青峰制药⏹山西振东药业⏹江西天施康药业⏹浙江正大青春宝⏹山东平原制药厂⏹沈阳依生生物制要⏹河北神威制药集团⏹长春百克生物制药⏹吉林迈丰生物药业⏹中国医学科学院系统结构▪产品导入▪监管码导入▪标签打印与贴标▪生产管理▪包装关系导出▪异常处理▪出入库核注核销▪……功能原理建立药品各级包装之间监管码的数据关联关系生产模式▪手动线使用人工贴标、人工扫描的方式进行包装关系的建立▪自动线(半自动线)使用自动贴标机、固定扫描器、自动剔除设备等自动设备完成包装关系的建立三级扫描与装箱二级扫描与贴标一级扫描剔除设备扫描器收集装置一级赋码生产示意图▪三级包装自动线▪一级包装塑封后扫描(10个小盒形成一个中包)▪二级包装自动贴标,通过自动扫描形成包装的关联关系▪三级包装为手动贴标,系统自动打印大包装标签▪三级包装半自动线▪一级包装塑封后扫描(5个小盒形成一个中包)▪二级包装系统打印中标签,人工贴标,软件自动创建关联关系▪三级包装为手动贴标,系统自动打印大包装标签系统要求⏹同时支持手动和自动生产线⏹同时支持多种产品包装规范(自定义包装规范),⏹药监码唯一身份验证,避免重码⏹作业操作简单、信息提示清晰⏹机动的应变能力,灵活处理生产异常(更换包装、重打标签、生产取检、零箱包装、拼箱、流通损坏、废码处理)⏹灵活的扩展性、延伸应用(仓库、防伪、防窜货、外围接口)⏹系统稳定、可靠⏹逻辑结构严谨监管码赋码模式▪自动关联使用扫描器扫描上级监管码,系统自动根据包装规范获取下级监管码,并建立下级监管码与上级监管码之间的关系▪扫描关联分别使用扫描器扫描上级监管码与下级监管码,系统根据包装规范建立上下级包装之间的关系特殊业务▪零箱处理生产结束时,有部分产品不满足一整箱时,建立特殊的包装关系▪拼箱混装将不同生产批次的产品装在一个包装箱内▪包装关系校验校验包装箱条码与产品条码的对应关系,以确认包装是否正确▪包装关系管理能够对已经形成的包装关系进行特殊的处理,如更换标签、更换药品、重新打印标签等核心功能产品管理监管码管理包装规范管理生产任务管理包装关系管理查询统计包材BOM 管理包装关系导出条码模板管理包装关系检验基础数据设置生产线管理导入导出管理监管码导入包装关联控制异常处理作业跟踪管理条码标签打印生产赋码管理功能码管理基础数据管理▪用户权限▪产品管理▪监管码管理▪条码标签模板管理▪生产线设置▪功能码管理▪……产品管理产品导入将企业在监管网中维护的产品信息导入到赋码系统进行赋码产品接口文件(XML)操作员监管网平台生产线赋码系统操作员▪导入监管码将企业在监管网中申请的监管码数据导入到质量追踪系统中,供生产赋码使用▪打印监管码完成监管码条码标签的打印▪导出印刷将监管码导出成文件,供其它的印刷设备或印刷厂家使用监管网平台生产线赋码系统监管码接口文件(txt)使用状态包装类型外包装监管码所属生产任务条码模板▪条码标签设计功能帮助用户快速准确设计出满足赋码系统需要的条码标签,并可以增加产品相关的其它信息如生产日期、生产批号等。
028赋码系统操作程序
目 的:为了规范、标准地操作该设备,使其始终能按既定的程序和操作方法生产出合格产品。
范 围:适用于赋码机的标准操作。
职 责:设备操作人员、车间及设备部设备员。
1. 设备简介1.1 设备名称:赋码机1.2 型号:--1.3 数量:1台1.4 生产厂家:嘉华2. 标准操作程序2.1.开机步骤:①打开总电源。
②打开蓄电池开关。
③打开电脑。
④打开控制柜电源。
⑤打开压缩空气阀门。
2.2生产任务步骤:在桌面上打开嘉华E9质量追溯赋码系统。
打开“IE ”,输入访问地址“http://127.0.0.1/jawasoft ”,出现登陆窗口后,输入用户名“**”,密码“**”,点击‘登陆’。
2.3 打开“生产管理客户端”,输入“用户名”和“密码”,点击“登录”。
2.4再打开E9页面,在物流追溯平台上点击生产任务:建生产任务点“新增”后填写内容;[任务编号]例如:dm1103281-1 [任务批号]生产批号,[产品]点下箭头选择,[包装规范]选‘例如ps000155两级包装300’,在是否[不定量任务]前打√,[废品数量]不填,[有效期至]根据实际情况填写,[生产日期]当天时间,[开始时间]当天时间,[结束时间]不填,[班组]例如‘131’,[备注]不填。
填完内容后点“确定”,出现“输入任务量为0,确认建立不定量任务”再点“确定”,出现“保存成功”再点“确定”。
②接着在生产线“新增”上选择本线本机。
③审核:必须由组长审核后点“确题 目赋码机标准操作程序 新订 □ 修订 □ 文件编号编制部门 工程设备部 制 定 人审 核 人 批 准 人 制定日期年 月 日 审核日期 年 月 日 批准日期 年 月 日颁发部门工程设备部 生效日期 分发部门工程设备部、固体制剂车间、丸剂车间定”,出现“操作成功”再点确定。
④进入“生产管理客户端”,选择建立好的生产任务,点击“开始”。
生产产管理客户端,会显示包装数量画面,即可开始工作。
2.5、打开传送带开关,点复位(每次开传送带前先点复位再点运行);[扫描状态]扫描。
生产线赋码系统V4.0 详细介绍
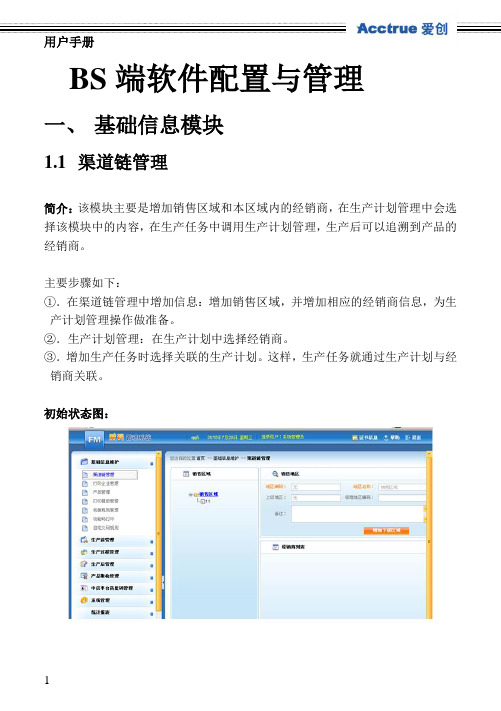
BS端软件配置与管理一、基础信息模块1.1渠道链管理简介:该模块主要是增加销售区域和本区域内的经销商,在生产计划管理中会选择该模块中的内容,在生产任务中调用生产计划管理,生产后可以追溯到产品的经销商。
主要步骤如下:①.在渠道链管理中增加信息:增加销售区域,并增加相应的经销商信息,为生产计划管理操作做准备。
②.生产计划管理:在生产计划中选择经销商。
③.增加生产任务时选择关联的生产计划。
这样,生产任务就通过生产计划与经销商关联。
初始状态图:●增加下级区域操作第一步:单击命令行上的“增加下级区域”按钮,依次填入如下图信息。
第二步:单击“保存”按钮,系统会自动保存新添加的项到数据库中,同时在销售区域处的树状区显示地区名称。
如图所示:注:1、不要填写相同的地区编码,否则系统会提示“该编码已经存在!”。
2、红色项为必添加项。
●删除操作第一步:在左树区选择要删除的区域名称信息,单击命令行上的“删除”按钮,会弹出提示框,询问用户是否确认删除此销售区域信息。
第二步:单击“确定”按钮,系统会删除此区域信息,左树状区不再显示此地区名称。
第三步:单击“取消”按钮,则不做删除操作,返回到未做删除操作前。
注:如果删除的区域下有下级区域,会弹出提示框提示用户“该区域有下级区域,不能删除!”。
●增加经销商操作第一步:选择一个销售区域后,单击经销商列表区中的“增加经销商”按钮,依次填入每项信息。
第二步:单击“保存”按钮,系统会自动保存新添加的项到数据库中,同时在经销商列表区显示出详细信息;单击“取消”按钮,返回到未做增加操作之前。
注:不要填写相同的经销商编码,否则系统会提示“该经销商编码已存在!”。
1.2打印企业管理简介:打印企业管理主要是增加生产企业所用到的印刷厂,在导出印刷的时候,增加印刷厂,在以后可以查询到某监管码是哪个印刷厂印刷,还可以查询到某印刷厂都印刷了哪些监管码。
如图所示:●添加操作第一步:在打印企业列表中,单击列表区上的“添加”按钮,依次填入每项信息。
赋码系统企业端操作规程下
赋码系统企业端操作规程下6.FM赋码管理系统生产后管理:6.1包装关系管理:本功能实现在非生产状态下(生产任务暂停或者结束状态)对关联关系的手工维护。
包括移除关联关系,创立关联关系和替换码。
实现取消上级关系,取消所有关系,手工创立零箱、拼箱、散装,以及监管码的替换。
经过扫入父级监管码和子级监管码验证实际包装与系统建立的包装关系是否一致。
6.1.1移除监管码关联关系6.1.1.2取消上级关系:在监管码输入框中输入一个有上级监管码的监管码,单击“取消上级关系”按钮,如图:(如果没有对应的上级监管码系统会有相应的提示)。
6.1.1.3注意:6.1.1.3.1取消上级关联关系后,父级电子监管码状态变为已打印;任务号、箱号、父级电子监管码都被清空,已经建立的关联关系全部恢复到原始状态。
6.1.1.3.2整包装的情况下,子码取消上级关系后,父码的状态变为零箱。
当最后一个子码取消上级关系后,父码的状态变为未使用。
6.1.1.3.3散装的电子监管码取消上级后,电子监管码状态变为未使用,可是包装状态不变,仍为散装。
6.1.1.3.4 2级码取消上级关系后,这个2级码的状态变为未使用,可是它的子码的父码并不清空,需要继续对1级码取消上级关系。
6.1.1.3.5父码为散装时,子码不能取消上级关系,只能取消所有关系。
6.1.1.4取消所有关系:在监管码输入框中输入一个监管码,单击“取消所有关系”按钮(如果没有对应的监管码系统会有相应的提示)。
6.1.1.5输入一个码取消所有关系,则清空与这个码相关的所有包装关系。
取消所有关系后,原1级码的状态变为1级已打印,未包装。
6.1.1.6‘解除关系是否初始级别和状态’的复选框。
如果选择,那么在取消所有关系之后,该监管码关联的所有码级别都更新为1级未使用。
如果不选择,那么不更新码的级别,2级还是2级,3级还是3级。
码状态变为已打印。
6.1.1.7输入码为大箱码,大箱码码状态变为未打印,1、2级码的要进行从新扫描,大箱码会自动生成。
赋码机操作使用规程

操作规程生产部赋码机操作使用规程文件编码:版本号:目录一、目的 (1)二、适用范围 (1)三、内容 (1)四、附件 (6)五、变更历史 (7)一、目的规范生产部赋码机设备操作,确保运行安全。
二、适用范围本文件适用于本公司一般区包装车间赋码机器设备的常规操作。
三、内容1.设备操作人员负责本规程的实施。
操作人员由车间进行岗位操作培训,合格后方能上岗操作。
2.操作规程2.1.开机前的检查与准备2.1.1.确认各线路是否连接紧密。
2.1.2.确认传送带电机运转正常。
2.1.3.检查网络连接是否正常。
2.1.4.检查电眼是否固定紧密,位置正确。
2.1.5.确认打印机与箱体之间距离是否合适,调节打印机挡板及前方框架得当。
2.1.6.检查设备位置是否正常。
a.前后距离是否能达到不卡箱体。
b.检查传送带转角与箱体大小之间角度是否正常,调节传送带挡板。
c.检查(赋码打印机测速转轮)位置及转动有无停顿摩擦力是否正常d.检查封箱机赋码机是否成一线。
2.1.7打开电脑打开VisionPro (R) QuickBuild面板,插入模板,设定双面采集点击中的完成后如下图所示:更改下名称以便区分,在CogJob1上点击右键(左手适用者请在控制面板里自行设定),重命名,完成后如下图所示:1.初始化相机设置双击Image Source设置设定如下:2.添加采集数据点击中的完成如下图所示:添加相应工具完成如下图所示:设置对应设置连线图并且重命名,完成如下图所示:完成后点击中的。
设置照片中心定点双击CogAcqFifoTool1设置完成如下图:双击CogPMAlignTool1,打开如下图所示3.添加识别监管码区域:将菜单切换至区域并选择区域为CogRectangle,在右图中将图放大,将图中蓝色框架拖至监管码区域,并预留相应空间完成如图所示:4.设置为触发模式将硬件自动改为手动,点击观察摄像,调节镜头位置,光圈。
设置好后由手动改为硬件自动。
爱创赋码系统

一、车间操作流程(爱创软件客户端)1.打开电源,开机,输入用户名:administrator,密码:acctrue。
2.双击‘爱创赋码管理系统’,输入用户名:admin,密码:acctrue。
3.开始任务:点击‘任务管理’,点击‘开始’,然后扫描。
4.暂停任务:当任务未完成时,需要下班或者休息,点击‘生产任务管理’,点击‘暂停’,然后‘确定’。
5.结束任务:当确定生产任务已完成,点击‘生产任务管理’,点击‘结束’,然后‘确定’。
6.返工任务:当任务出错严重,无法进行更改,且当前任务生产数量不多时,可点击‘返工’,然后‘确定’。
返工之后,该任务所有的小盒码与大箱码都需要重新扫描。
7.零箱处理流程及系统操作以二级赋码为例:在一工位扫入不满足包装关系的小盒码,然后用异常处理扫描枪扫入‘设置为零箱’的功能码,根据客户显示上的提示,再扫入‘确认’功能码。
然后在二工位用大箱扫描枪扫入大箱码。
零箱完成。
8.拼箱处理流程及系统操作拼箱之前需要先做散装。
即前一批次剩下的不满足包装关系的小盒要做散装,散装状态的小盒不能入库,散装小盒在做拼箱时仍需扫描。
以二级赋码为例:在前一个生产任务A的一工位扫入不满足包装关系小盒码,然后用异常处理扫描枪扫入‘设置为散装’功能码,根据客户显示屏提示,再扫入‘确认’功能码。
这时这这些小盒码的状态为‘散装’。
当这个任务结束后,建立新的生产任务B(与任务A 生产同一产品),在任务B的一工位扫入需要与任务A拼箱的小盒码,然后扫入‘设置当前工位为拼箱’,根据客户显示屏提示,扫入‘确认’功能码,再扫入任务A中设置为散装小盒码,然后扫入大箱码,拼箱完成。
9.如果发现大箱有问题,需要重新扫描,首先暂停任务,然后点击‘包装关系管理’,点击‘移除监管码关联关系’,在文本框中输入大箱码,点击‘取消所有关系’。
然后这些大箱码和大箱里面的所有小盒码需要重新扫描。
10.替换码处理:如果发现小盒有破损,此小盒已扫描并且已建立关联关系,可以点击‘包装关系管理’,点击‘替换码处理’,原监管码填写受损小盒码,替换码填写新小盒码,点击‘替换’即可。
生产线赋码系统URS
生产线赋码系统URSABC制药有限公司2015.4依据:药品生产质量管理规范及国家标准适用范围:该文件为ABC制药有限公司新购设备项目。
固体制剂设备系统需求文件,新的设备在设计、制造技术及性能上达到国内先进水平,符合中国新版GMP要求。
该URS在移交给供应商之后,意味着所有指定的要求被涵盖在供应商的供应范围之内。
本URS为固体制剂生产设备系统的基本要求,但不限于此要求。
目的:制定监管码系统的需求说明,为设备设计、选购和后期的验证构建基础,并作为验证可接受标准的依据。
内容:1.简述根据ABC制药有限公司工程建设项目要求,计划购进安装设备见新购设备统计表:新购设备统计表2.法规和指南中国2010版GMP药品GMP指南2011年8月第一版(国家食品药品监督管理局药品认证管理中心)中华人民共和国药典2010年版JB/T20093-2007制药机械行业标准;TJ36-79工业企业设计卫生标准;机械安全机械电气设备第一部分:通用技术条件;GB 9706.1-1995《医用电气设备第一部分安全通用要求》;《药品电子药监码印刷规范》;《生产线客户端软件数据接口标准》;GB/T14258-2003 条码质量检测规范3.项目描述监管码系统用于药品的包装过程中对药品的最小包装以及大包包装(大箱)二级包装按照中国电子监管码的要求进行赋码并立唯一的、准确的关联操作;保证生产结束后导出的小盒、大箱二级电子监管码包装关联关系和产品入库信息能够正确上传到中国药品电子监管网,并在该网站下能进行各级包装的出入库管理;实现对每一件产品的物流、信息流进行监督管理和控制,有效的防止假货、窜货。
我司目前有全自动包装线一条,包装采用小盒和大箱二级包装。
包装过程为小盒变码印刷电子监管码,喷码机打印三期,条码打印机打印二级码,人工装大箱。
4.用户及系统要求9、术语URS:User Requirement Specification 用户需求标准GMP:Good Manufacturing Practice 药品生产质量管理规范SFDA:State Food and Drug Administration (中国)食品药品监督管理局FDA:Food and Drug Administration (美国)食品及药物管理局IEC:International Electrotechnical Commission 国际电工委员会HMI:Human – Machine Interface 人—机界面ISO:International Organization for Standardization 国际标准化组织OIP:Operator Interface Panel 操作员界面面板RFI:Radio Frequency Interference 无线电频率干扰DQ:Design Qualification 设计确认FAT:Factory Acceptance Testing 工厂验收测试SAT:Site Acceptance Testing 现场验收测试IQ:Installation Qualification 安装确认OQ:Operation Qualification 运行确认PQ:Performance Qualification 性能确认PLC:Programmable Logic Controller 可编程逻辑控制器PQP:Project and Quality Plan 项目质量计划RA:Risk Assessment 风险评估7.3公用系统要求7.4、电力系统7.5材质要求7.6 仪器仪表要求7.7清洗消毒、润滑要求7.8 EHS要求7.9其他8、服务要求8.1进度要求8.2文件资料要求8.3安装调试要求8.4 其他。
车间电子监管码系统URS
你的签名表明你已清楚了解本文件及附件内容,以及应完成的相关工作,且已经为该文件的执行做好了准备。
在批准后,任何对本文件及其附件的目的、范围、职责及内容等进行的改变或修正都必须重新得到批准。
文件密级:秘密
目录
1.背景介绍
2. 目的
3. 范围
4. 法规和标准
5. 项目介绍
6. 用户需求(URS)
1.背景介绍
按国家食品药品监督管理局的要求,2015年底需要对所有药品实行电子监管,特申购电子监管码系统一套。
2.目的
提供电子监管码系统的用户需求规范,规定了系统的设计、安装和使用中应实现的功能要求,保证供应商以本规范为依据进行规格选型和功能设计,并为后续的设备确认和验证提供详实依据。
3.范围
适用于武汉华龙生物制药有限公司车间电子监管码系统的选购。
4. 法规和标准
《药品生产质量管理规范》(2010年修订)、《中国药品电子监管网使用手册-生产企业》、IP65和MIL-STD810G标准、药品电子监管技术指导意见
5. 项目介绍
本设备用于车间内冻干粉针车间、小容量注射剂车间产品的赋码、关联。
本项目涉及监管药品既有二级赋码,也有三级赋码,小盒赋码有小盒供应商在线赋码;中盒赋码和大箱赋码均采用人工粘贴。
该系统由以下几个部分组成:小盒条码读取和错误检测、中盒条码读取和错误检测、大箱条码读取和错误检测、条码的打印系统、在线条码扫描控制和数据服务、出入库条码读取采集系统、系统主数据存储设备、系统应用平台服务器。
系统带有4个终端,能与用友ERP实现数据互联共享。
三级赋码自动线平面图:
操作流程(通过配置支持二级赋码):。
赋码系统使用手册
赋码系统操作手册——光明乳业1介绍爱创赋码系统用来完成光明乳业包装线产品追溯码的采集、关联等工作,是光明乳业实现产品溯源管理非常重要的一部分。
生产工单信息是通过MES-ESC接口传送过来,赋码完成后包装关联数据是通过ESC-WMS接口传送到WMS的,本手册只介绍ESC接收到工单信息到形成包装关联的赋码部分流程操作方法。
2赋码系统访问2.1开启工控机首先需要给工控机柜上电,然后按主机的开关按钮就可以开启工控机了。
2.2开启爱创赋码系统开启工控机后,用触控笔在电脑桌面双击图标打开爱创赋码系统,输入自己的账号/密码登录即可,登录界面如下:3基础管理赋码系统在投入运行前,需要提前维护一些基础信息,比如:产品信息、码规则信息、包装比例等,以下是基础信息维护的具体方法:3.1产品管理产品信息是从TTS同步到赋码系统,赋码端只需要查看和确认产品信息。
无需创建和修改。
3.2包装规则每种产品对应一种或多种包装规则,生产前在系统中建立每种产品的包装规则,即有几级包装,每一包装中包括多少小包装。
在生产任务中,需要指定所生产产品的对应的包装规则。
生产过程中根据产品对应的包装规则,显示屏幕会指导现场包装人员进行包装作业,并控制各级包装层次的监管码关联。
包装规则数据项包括:规则名称,包装级数,裹包数量、包装比例等。
光明产线包装不需要生成打印监管码,打印模板无需操作。
在创建包装规则时,需要输入规则名称,包装级数,然后在下面的数量栏里输入包装比例,级别1指的奶包,级别2指的是奶提级别3指的是外箱,级别4指的是托盘。
4常用功能4.1生产任务生产任务功能主要有两个显示界面:生产任务主界面,任务看板界面。
4.1.1生产任务主界面生产任务主界面显示的是当前已经审核的任务,同时在此界面可以对指定的任务做‘开启’、‘暂停’、‘结束’、‘返工’等操作。
如果任务较多,可以点开查询栏根据指定的条件来查找指定的任务。
4.1.2任务看板界面任务看板界面也就是赋码操作进行时的界面,此界面主要由五个工位框、一个任务概要栏、任务异常处理模块组成。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
爱创Acctrue生产线赋码系统V4.0(旗舰版)用户手册目录BS端软件配置与管理 (5)一、基础信息模块 (5)1.1渠道链管理 (5)1.2 打印模板管理 (9)1.3 包装规则管理 (12)1.4 功能码打印 (14)1.5 自定义码规则 (17)二、生产前管理 (21)2.1 工控机管理 (21)2.2 生产线管理 (23)2.3 生产计划管理 (30)三、生产过程管理 (33)3.1 生产任务管理 (33)四、生产后管理 (36)4.1 包装关系管理 (37)五、产品取检管理 (40)5.1 产品检取管理 (41)六、药监码管理 (43)6.1 监管码查询 (44)6.2印刷任务管理 (44)七、系统管理 (45)7.1 系统日志 (45)7.2计划任务 (46)7.3 用户管理 (46)7.4 角色管理 (47)7.5 资源管理 (48)7.6 组织机构管理 (48)7.7 个人密码修改 (49)7.8 设备管理 (50)八、数据管理 (52)8.3上传入库 (55)产品数据管理平台 (59)九、基础信息维护 (59)9.1药品管理 (59)9.2打印企业管理 (59)9.3往来单位管理 (61)9.4托盘管理 (64)9.5终端操作员管理 (68)十、监管码管理 (70)10.1监管码申请 (70)10.2创建印刷任务 (72)10.3印刷任务管理 (74)10.4关联关系上传 (78)10.5查看上传日志 (79)10.6托盘关联关系管理 (80)十一、库存管理 (85)11.1库存初始化 (85)11.2库存预警设置 (86)11.3出入库管理 (86)11.4库存盘点 (90)11.5库存统计查询 (93)11.6药品流向查询 (95)离线生产管理 (97)十二、离线生产说明 (97)CS端生产管理与系统管理 (103)一、生产管理 (103)1.1 生产任务管理 (103)1.2 取检管理 (106)1.3 包装关系管理 (106)1.4 监管码管理 (106)二、系统管理 (110)2.3系统配置 (112)BS端软件配置与管理一、基础信息模块1.1渠道链管理简介:该模块主要是增加销售区域和本区域内的经销商,在生产计划管理中会选择该模块中的内容,在生产任务中调用生产计划管理,生产后可以追溯到产品的经销商。
主要步骤如下:①.在渠道链管理中增加信息:增加销售区域,并增加相应的经销商信息,为生产计划管理操作做准备。
②.生产计划管理:在生产计划中选择经销商。
③.增加生产任务时选择关联的生产计划。
这样,生产任务就通过生产计划与经销商关联。
初始状态图:●增加下级区域操作第一步:单击命令行上的“增加下级区域”按钮,依次填入如下图信息。
第二步:单击“保存”按钮,系统会自动保存新添加的项到数据库中,同时在销售区域处的树状区显示地区名称。
如图所示:注:2、红色项为必添加项。
●删除操作第一步:在左树区选择要删除的区域名称信息,单击命令行上的“删除”按钮,会弹出提示框,询问用户是否确认删除此销售区域信息。
第二步:单击“确定”按钮,系统会删除此区域信息,左树状区不再显示此地区名称。
第三步:单击“取消”按钮,则不做删除操作,返回到未做删除操作前。
注:如果删除的区域下有下级区域,会弹出提示框提示用户“该区域有下级区域,不能删除!”。
●增加经销商操作第一步:选择一个销售区域后,单击经销商列表区中的“增加经销商”按钮,依次填入每项信息。
第二步:单击“保存”按钮,系统会自动保存新添加的项到数据库中,同时在经销商列表区显示出详细信息;单击“取消”按钮,返回到未做增加操作之前。
注:不要填写相同的经销商编码,否则系统会提示“该经销商编码已存在!”。
1.2 打印模板管理简介:定义标签打印提供的打印样式。
维护条码打印时所使用的打印模板,包括编码,名称,模板位置,描述信息,条码的位置,绑定值(如批号,生产日期)和条码方向。
●添加操作第一步:单击“添加”按钮,依次填入编码和名称。
如图所示:第二步:单击“保存”按钮,弹出保存成功对话框。
如图所示:第三步:单击“编辑模板”按钮,会弹出如下的一个界面,设置标签的打印格式(调整格式和绑定数据库字段等,一般有软件提供方设置好)。
如图所示:第四步:点上面的“黑色小条码”按扭,会出现条码,然后点上面的“文本”按扭,会出现文本,然后在右侧属性,选择“绑定字段名”,密耳值自动设为10(根据实际需求设定),附加属性中添加一个分隔方式(此项可填可不填)。
第五步:通过这里可以设置打印条码纸张的宽度和高度,还可以确定条码的位置,然后单击保存。
注意:1、编码和名称为必填项。
2、不要填写相同的编码和名称,否则系统会给出相应的提示。
3、附加属性->分隔方式。
例如:针对药检码每5位用两个空格分隔,则输入“5; ”分隔符(中间有一个半角空格),如每5位用“-”分隔,则输入“5; -”。
1.3 包装规则管理简介:每种产品对应一种或多种包装规则,生产前在系统中建立每种产品的包装规则,即有几级包装,每一包装中包括多少小包装,并且在包装规范管理中按级别定义相同的监管码的打印数量和打印模板。
在生产任务中,需要指定所生产产品的对应的包装规则。
生产过程中根据产品对应的包装规则,显示屏幕会指导现场包装人员进行包装作业,并控制各级包装层次的监管码关联。
包装规则数据项包括:规则编码,规则名称,包装级数和包装比例等。
●增加操作第一步:单击监管码规则列表上的“增加”按钮,界面自动切换到包装规则界面,添加规则编码、规则名称、包装级数,包装比例是根据下面的数量自动添加。
在规则明细中显示包装级数的行数,单码打印数量默认每个级别都是1,数量默认都为1,打印模板可通过选择按钮选择(必输项)。
如图所示:第二步:单击“保存”按钮,输入框显示新添加的包装规范信息,同时在下面就会自动增加对应数量的行数。
注:1、包装比例为系统自动生成(不需要用户自己填写),状态为下拉项可以选择(默认为使用),每一个级别的数量都必须定义。
2、不要填写相同的包装编码,否则系统会提示“已有相同的包装规范!”。
3、包装级别:只能填写1-9之间的数字。
4、数量:只能填写正整数,最高级别只能为1。
5、单码打印数量:只能填写正整数,最高级别只能为1。
●修改操作注:1、包装比例为系统自动生成,产品编码也为不可修改项,其余项可按照需要进行修改。
2、在已审核状态的任务中被使用的包装规则,不可以再修改,修改按钮自动置灰。
●删除操作注:如果包装规则信息在生产任务中使用且任务状态为已审核,则该包装规则信息不能被删除,程序会给出准确的提示。
如:“该包装规则信息在生产任务中使用,请先删除该生产任务,然后再删除该包装规则信息”。
(删除操作和业务操作中的生产任务相联系,在下面会有详细介绍)●查询操作第一步:规则编码、规则名称、包装级数和包装比例都可作为查询条件。
第二步:输入条件后,单击“查询”,则会返回符合条件的包装规则信息。
例如:要查询规则编码为010的包装规则信息(一个符合条件的查询)步骤1:在规范编码输入框输入010。
步骤2:单击“查询”按钮,则会返回规则编码为010的包装规则信息。
注:1、输入一个或多个符合条件的查询,返回的是符合条件的包装规则信息。
2、输入部分符合部分不符合的,则查询不到此包装规则信息。
3、输入条件为空时,返回数据库中所有包装规则的信息。
4、满足模糊查询条件。
1.4 功能码打印简介:本模块维护系统中所有使用到的特殊操作条码,即功能码。
通过扫描功能码能够完成相应操作或者改变相应的操作状态。
现有的功能码包括:确认,取消,废弃监管码,取消已扫描数据,设置为零箱,设置为散装,设置当前工位为拼箱,显示当前计数,验证包装关系,移除未完成包装,切换扫描枪工位,设为二次扫描,取消设为二次扫描,查询码状态,顺序移除和整包移除。
用户码即操作人员码,任务开始时,操作人员首先扫描一下自己的用户码。
初始状态图:●打印功能码操作第一步:选中要打印的功能码(勾选,可多选,也可单击“全选”按钮),单击“打印”按钮,切换到打印功能码界面,如图所示:第二步:填入要打印功能码的份数,选择打印机的类型(驱动打印机或数据库配置),单击打印模板查看按钮,选择功能码模板,单击“打印”按钮完成功能码打印。
●打印用户码操作第一步:点击“用户码打印”,勾选所要打印的用户码,如图所示:第二步:点击“打印”,弹出如图的打印对话框,填入要打印用户码的份数,选择打印机的类型(驱动打印机或数据库配置),单击打印模查看按钮,选择功能码模板;单击“确定”按钮完成了用户码打印的功能。
●查询操作第一步:用户名、登录名和组织机构可作为查询条件。
第二步:输入条件后,单击“查询”,则会返回符合条件的用户信息。
第三步:不输入任何条件,单击“查询全部”则会返回所有用户信息。
1.5 自定义码规则简介:本模块可以根据生产商的内部需求,自定义企业内部的托盘码。
初始状态图:●增加操作第一步:在监管码规则列表区,单击“添加规则”按钮,规则编码、规则名称、长度为必输项,使用状态默认为使用。
第二步:单击“保存”按钮,可继续添加码段信息,在码段列表中单击“添加码段”按钮,进入码规则界面,规则编码、规则名称、长度、未分配长度为默认项,不需添加;码段规则处,码段长度(必填项)、生成类型、补位方式、补位字符都为可编辑项,如码段长度小于未分配长度,单击“保存”后,仍可继续添加码段(按钮状态为添加码段),如码段长度等于码规则中的长度,则不可再添加码段(按钮状态为测试)。
注:1、码段长度不能大于未分配长度。
2、生成类型选择为流水号、随机数时不需其他设置,生成类型选择为类结构时,要选择取值来源,生成类型选择为日期时,要选择日期格式。
3、单击行按钮“选择”后,会在码段列表中显示此规则对应的码段信息。
●测试第一步:可以在增加码段后,在码段列表中单击“测试”按钮,进入如下图:第二步:在生成数量处输入要生成码的数量,每行显示数量,选择一个生产任务,单击“生成测试”按钮,如图所示:第三步:如果在生成类型时,选择类结构,在测试生成监管码时,需要选择一个生产任务,单击“生成测试”按钮,如图所示:注:码段信息:前8位生成码为随机数,不会重复,后12位,生成类型为类结构,取值来源为生产线编码,左补位,补位字符为0,长度为12(2为生产线编码,不够12位,则用0补位)。
二、生产前管理2.1 工控机管理简介:工控机管理,主要是对生产中所有工控机的管理,在增加生产线的时候选择增加的工控机后,在这个生产线上的创建的任务,只能在选择的工控机上显示。
●增加操作第一步:在工控机列表中,单击“添加”按钮,依次填入每项信息。
编码、名称为必填项,IP 地址输入格式必须正确,状态默认为使用。