常见焊条焊丝成分表
各种常见钢材的焊接焊条及焊接工艺选用一览表.docx
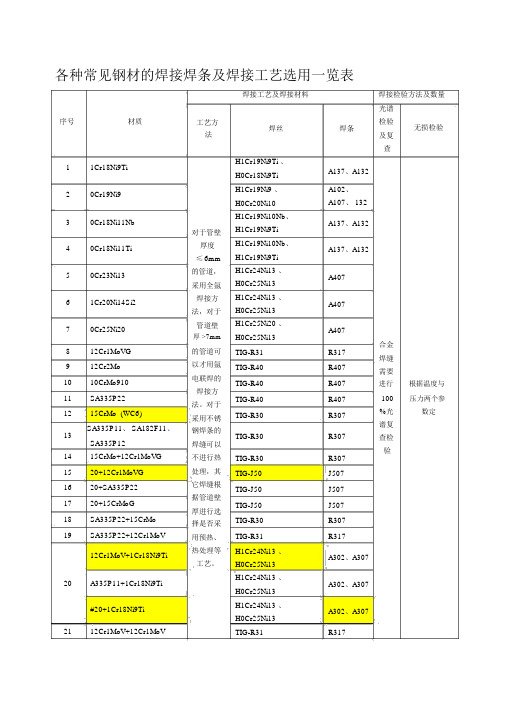
各种常见钢材的焊接焊条及焊接工艺选用一览表序号材质11Cr18Ni9Ti20Cr19Ni930Cr18Ni11Nb40Cr18Ni11Ti50Cr23Ni1361Cr20Ni14Si270Cr25Ni20812Cr1MoVG912Cr2Mo1010CrMo91011SA335P221215CrMo (WC6)SA335P11、 SA182F11、13SA335P121415CrMo+12Cr1MoVG 1520+12Cr1MoVG1620+SA335P221720+15CrMoG18SA335P22+15CrMo19SA335P22+12Cr1MoV12Cr1MoV+1Cr18Ni9Ti 20A335P11+1Cr18Ni9Ti#20+1Cr18Ni9Ti2112Cr1MoV+12Cr1MoV工艺方法对于管壁厚度≤6mm的管道,采用全氩焊接方法,对于管道壁厚 >7mm的管道可以才用氩电联焊的焊接方法。
对于采用不锈钢焊条的焊缝可以不进行热处理,其它焊缝根据管道壁厚进行选择是否采用预热、热处理等工艺。
焊接工艺及焊接材料焊丝焊条H1Cr19Ni9Ti 、H0Cr18Ni9TiA137、A132H1Cr19Ni9 、A102、H0Cr20Ni10A107、 132H1Cr19Ni10Nb、A137、A132H1Cr19Ni9TiH1Cr19Ni10Nb、A137、A132H1Cr19Ni9TiH1Cr24Ni13 、A407H0Cr25Ni13H1Cr24Ni13 、A407H0Cr25Ni13H1Cr25Ni20 、A407H0Cr25Ni13TIG-R31R317TIG-R40R407TIG-R40R407TIG-R40R407TIG-R30R307TIG-R30R307TIG-R30R307TIG-J50J507TIG-J50J507TIG-J50J507TIG-R30R307TIG-R31R317H1Cr24Ni13 、A302、A307H0Cr25Ni13H1Cr24Ni13 、A302、A307H0Cr25Ni13H1Cr24Ni13 、A302、A307H0Cr25Ni13TIG-R31R317焊接检验方法及数量光谱检验无损检验及复查合金焊缝需要进行根据温度与100压力两个参%光数定谱复查检验A335P11+12Cr1MoV TIG-R30R307#20+#20TIG-J50J50712Cr1MoV+12Cr1MoV TIG-R31R31722A335P11+12Cr1MoV TIG-R30R307 #20+#20TIG-J50J507H1Cr24Ni13 、12Cr1MoV+316H1Cr25Ni20 、A302、A307H0Cr25Ni13H1Cr24Ni13 、12Cr1MoV+316L H1Cr25Ni20 、A302、A307H0Cr25Ni13H1Cr24Ni13 、12Cr1MoV+1Cr18Ni9Ti H1Cr25Ni20 、A302、A30723H0Cr25Ni13H1Cr24Ni13 、#20+316H1Cr25Ni20 、A302、A307H0Cr25Ni13H1Cr24Ni13 、#20+316L H1Cr25Ni20 、A302、A307H0Cr25Ni13H1Cr24Ni13 、#20+1Cr18Ni9Ti H1Cr25Ni20 、A302、A307H0Cr25Ni13316+1Cr18Ni9TiH1Cr19Ni10Nb、A132、A137H1Cr19Ni9Ti24316L+316L H1Cr19Ni10Nb、A132、A137 H1Cr19Ni9Ti1Cr18Ni9Ti+1Cr18Ni9Ti H1Cr19Ni10Nb、A132、A137 H1Cr19Ni9Ti1Cr18Ni9Ti+1Cr18Ni9Ti H1Cr19Ni10Nb、A132、A137 H1Cr19Ni9Ti25H1Cr19Ni10Nb、316L+1Cr18Ni9Ti A132、A137H1Cr19Ni9Ti26TP316+316ss H1Cr19Ni9Ti A132 27316SS+1Cr18Ni9Ti H1Cr19Ni9Ti A13228T91+TP316镍基 182ENiCrFe-2 29TP316+TP316H1Cr19Ni9Ti A13230T91+1Cr18Ni9Ti镍基 182ENiCrFe-2 31T91+T91CM9-1G、 TGS-9cb E9015-B9 32TP316+A216Grade WCB H0Cr25Ni13A30233TP316+A105H0Cr25Ni13A30234TP316+A-182Grade F22H0Cr25Ni13A30235TP316+A-182Grade F91镍基 182ENiCrFe-2 36T91+A216Grade WCB TIG-R40R40737T91+A105TIG-R40R40738T91+A-182Grade F22TIG-R40R40739T91+A-182Grade F91CM9-1G E9015-B9 4012Cr1MoV+A216Grade WCB TIG-J50J507 4112Cr1MoV+A105TIG-J50J5074212Cr1MoV+A-182GradeTIG-R40R407 F224312Cr1MoV+A-182GradeTIG-R40R407 F9144T91+12Cr1MoV TIG-R40R407 4512Cr1MoV+TP316H0Cr25Ni13A302。
焊条、焊丝牌号、型号对照表

焊条牌号编制方法(大西洋牌)船用焊条除外) 一个焊条牌号由六部份组成。
例如CHE507CrNiFe13 可分割为:1. (CH) 二个字母,大西洋产品代号。
2. (E) 一个字母,焊条种类。
3. (50) 二个数字,熔敷金属强度或合金类型。
4. (7) 一个数字,药皮类型及电流种类。
5. (CrNi)1 ~2 字母,附加合金元素或焊条特性。
6. (Fe13) 字母+二个数字,焊条名义效率。
1. CH:大西洋产品代号2. 焊条种类:(见表1)④ 附加合金元素或焊条特性:⑴ 附加合金元素分别用该元素连接在药皮类型后,如Cu、Mo 等。
⑵ 焊条特性: (表4)⑤ 焊条名义效率表熔炼焊剂牌号编制方法一个熔炼焊剂牌号由五部份组成。
例如CHF131 可分割为:1. (CH) 二个字母,大西洋产品代号。
2. (F) 一个字母,焊剂产品代号。
3. (1)一个数字,这里是焊剂为无锰型。
牌号第一位数字表示熔炼焊剂中氧化锰的含量,其含量见表1 。
4. (3)一个数字,这里是焊剂为高硅低氟。
牌号第二位数字表示焊剂中二氧化硅与氟化钙的含量,其含量见表20,1,2,.. 9 顺序排5. (1)一个数字,牌号第三位数字表示同一类型焊剂中的不同牌号,并按列。
一个烧结焊剂牌号由四部份组成。
例如CHF131 可分割为:1. (CH) 二个字母,大西洋产品代号。
2. (F) 一个字母,焊剂产品代号。
3. (5) 一个数字,这里是焊剂渣系为铝钛型。
牌号第一位数字表示烧结焊剂的渣系,见表34. (01) 二个数字,牌号第二、三位数字表示同一渣系焊剂的不同牌号。
碳钢焊条低合金钢焊条不锈钢焊条堆焊焊条铸铁焊条镍及镍合金焊条气体保护焊、埋弧焊、气焊焊丝碳钢及低合金钢用焊剂不锈钢、有色金属及堆焊用焊剂。
fillarc合金焊条焊丝的化学成分及用途

ARCOS/FILLARC/SMC ERNiCrMo-3 焊丝符合:GB/T15620 ERNiCrMo-3AWS A5.14 ERNiCrMo-3一、特性与用途:ERNiCrMo-3焊丝是Inconel 625系列的焊材,耐腐蚀性优,有高强度的熔敷金属,应用于Inconel 625、Alloy904L焊接、异种材料焊接,广泛应用在多层焊接。
二、焊丝化学成分(%)C Mn Fe Si P S Ni Cu Mo Al Cr Nb Ti典型值0.07 0.34 2.1 0.15 0.0015 0.003 59.0 0.11 9.1 0.32 19.8 3.64 0.3保证值≤0.10≤0.5≤5.0≤0.50≤0.02≤0.015≥58.0≤0.58.0~10.0≤0.420~23 3.15~4.15≤0.4三、熔敷金属机械性能抗拉强度MPa 伸长率% 冲击值(J)A KV-196℃典型值780 42 145保证值≥760 -- --四、注意事项:1、所使用的氩气保护气体纯度要在99.997%以上且气体流量控制要适当。
2、施焊时必须有适当的防风措施,否则保护气体易受风的影响而致气体保护不良,使焊道恶化而发生气孔,打底时须背吹,防止产生不良焊道。
3、母材表面的铁锈、油污、灰尘等必须清除干净。
4、电源极性为DC-,道间温度建议在150℃以下。
5、为避免高温裂纹,必须降低热输入量。
ARCOS/FILLARC/SMC ERNiCu-7MONEL 400 合金自身的焊接;以及MONEL 400 合金与钢的焊接;用于钢的表面堆焊。
ERNiCu-7 MONEL 400 合金自身的焊接,以及MONEL 400 合金与钢的焊接;用埋弧焊方法对钢的表面进行堆焊;( 其缓冲层填充材料61 合金需用手工电弧焊方法熔敷) 成分:C≤0.15 Mn≤4.0 Fe≤2.5 P≤0.02 S≤0.015 Si≤1.25 Cu余量Ni≤62∽69 Co- A1≤1.25 Ti1.5∽3.0镍合金焊条的国标对照镍合金焊条型号GB/T:ENi-0说明:钛钙型药皮的纯镍焊条,具有较好的力学性能及耐热、耐腐蚀性,交、直流两用,采用直流反接。
常用焊接材料选用表

100~150℃
40公斤级
15MnVR
(J502)J507
H10MnSi(低档)
H08MnMoA(高档)
HJ431
δ≥32时
100~150℃
H08Mn2SiA
注(2)(3)
50公斤级
18MnMoNbR
J707
H08MnMoA(高档)
HJ250G
≥170℃
注(4)
铬钼钢
12CrMo
热207
H13CrMoA
日本钢号
SPV36
同上
日本钢号
碳锰镍钢
BHW-35
按18MnMoNbR选择焊材及预热温度
西德钢号
铬钼钢
13CrMo44
按15CrMo选择焊材及预热温度
西德钢号
1Cr-1/2Mo
同上
注5美国钢号
STBA22(钢管)
同上
日本钢号
2.25Cr-1Mo
热407
HCrMo910
HJ250G
≥200℃
注6美国钢号
H08A / H08MnA
奥302
奥132
1Cr18Ni9Ti+16Mn
J502 / J507
H10Mn2 / H10MnSi
奥302
奥132
0Cr17Ni13Mo2Ti+A3
J422 / J427
H08A / H08MnA
奥302
奥212
0Cr17Ni13Mo2Ti+16Mn
J502 / J507
H0Cr18Ni9Ti
0Cr17Ni13Mo2Ti
奥212
H0Cr19Ni12Mo2
HJ260
常用母材与焊材选用表

常用母材与焊材选用表珠光体耐热钢焊接时,如何正确地选用焊接材料?总的原则是根据化学成分的要求,即熔敷金属的化学成分应与母材相当来选用焊接材料。
具体选用,见表12。
中碳钢焊接时,如何正确地选用焊条?中碳钢的焊接目前大都采用手弧焊。
为提高焊接接头的抗裂性,应选用低氢型焊条。
个别情况下,也可采用钛钙型和钛铁矿型酸性焊条,但此时应采取严格的工艺措施,如焊前预热、减少熔合比(降低焊缝含碳量)等。
中碳钢手弧焊时焊条的选用,见表6。
特殊情况下,中碳钢焊接时可采用铬镍不锈钢焊条,如E0-19-10-16(A102)、E0-19-10-5(A107)、E1-23-13-16(A302)、E1-23-13-15(A307)、E2-26-21-16(A402)、E2-26-21-15(A407)等,因奥氏体焊缝金属的塑性良好,可以减小焊接接头应力,即使焊件焊前不预热,也可避免热影响区产生冷裂纹。
焊条的保管焊条保管的好坏对焊接质量有直接影响,尤其在野外工作时要特别注意。
每个焊工,保管员和技术人员都应该知道焊条存储、保管规则。
焊条和其它涂料在很多情况下会遭到破坏:1)运输、搬运、使用时受到损伤;2)被水浸泡或吸潮;3)受油或其它腐蚀介质污染。
1)损伤:虽然焊条在一般情况下具有抗外界破坏能力,但不能忽视由于保管不好很容易遭受损坏。
焊条是一种陶质产品,他不能象钢芯那样耐冲击,所以装货和卸货时不能摔他。
用纸盒包装的焊条不能用不能用挂钩搬运。
某些型号焊条如特殊烘干要求的碱性焊条涂料比正常焊条更要小心轻放。
2)吸潮:在焊条涂料中含有太高的水分时很危险的,由于很多工人不了解焊条是湿的,焊完时焊缝表面用肉眼不一定看得见气孔,但是经X射线检查就显示出气孔来。
当焊条出厂时,所有的焊条有某一含水量,它根据焊条的型号而变,这个含水量是正常的,即对形成气孔有一个含水量的安全系数,对焊缝质量没有影响。
所有得焊条在空气中都能吸收水分,在相对湿度为90%时,焊条涂料吸收水分很快,普通碱性焊条露在外面一天受潮旧很严重,甚至相对湿度为70%时涂料水分增加也较快,只在相对湿度为40%或更低时,焊条长期储存才不首影响。
各种焊丝特性
一、铝及铝合金焊接材料应用纯铝焊丝ER1100性能特点:纯铝焊丝,铝含量≥99.5%,有极好的抗腐蚀性能,很高的导热与导电性能,以及极好的可加工性能。
对经阳极化处理的材料,需要配色时十分理想,推荐用于焊接1000系列铝合金。
典型化学成份:Si≤0.03、Cu≤0.002、Zn≤0.013、Fe≤0.18 、Mn≤0.003,AL 余量用途广泛用于铁路机车、电力、化学、食品等行业。
铝硅合金焊丝ER4047性能特点:本品为含硅12%的合金焊丝,适合焊接各种铸造及挤压成型铝合金。
低熔点及良好的流动性使母材焊接变形很小。
典型化学成份:Si 12、Mg≤0.10、Fe≤0.80、Cu≤0.03、Zn≤0.20、Mn≤0.15,AL余量用途:焊接或堆焊轻质合金加工业。
铝硅合金焊丝ER4043性能特点:本品为含硅5%的合金焊丝,适合焊接铸铝合金典型化学成份:Si 5、Mg≤0.10、Fe≤0.04、Cu≤0.05 ,AL余量用途:船舶、机车、化工、食品、运动器材、模具、家具、容器、集装箱铝镁合金焊丝ER5356性能特点:本品为含镁5%的合金焊丝,是一种用途广泛的通用型焊材,适合焊接或表面堆焊5%镁的铸锻铝合金,强度高,可锻性好,有良好的抗腐蚀性。
本品也能为经阳极化处理的焊接提供良好的配色。
典型化学成份:Mg 5、Cr 0.10、(Fe+Si)0.3、Cu≤0.05、Zn 0.05、Mn 0.15、Ti 0.1,AL余量用途:自行车、铝滑板车等运动器材,机车车厢、化工压力容器、兵工生产、造船、航空等行业。
铝镁合金焊丝ER5183性能特点:本品为含镁3%的合金焊丝,适用于焊接或表面堆焊同等级的铝合金材料。
典型化学成份:Mg 3.5,Cr 0.2,Fe 0.15,Cu≤0.05, Zn 0.10,Mn 0.05,Ti 0.1,AL余量用途:化工压力容器、核工业、造船、制冷行业、锅炉、航空航天工业等三、CrMo耐热钢、低温钢焊接材料一、不锈钢手工焊条二、不锈钢药芯焊丝三、不锈钢实芯焊丝一、镍及镍合金焊材镍及镍合金焊材广泛应用于如离岸钻井平台,陆基或船基燃汽轮机,各种航天、航空发动机的高温燃烧室、核电、热电厂的相关设备、汽车的新型排气系统、军用武器装备以及石油精炼及各种化工设备等。
石化常用材料焊条(焊丝)选用表

8、复合材料
84 85 86 87 88 89 90 91 92 93 94 95 96 97 98 99 0Cr13/15CrMoR 0Cr13/15CrMoR 0Cr13/20R 0Cr13Al/16MnR 0Cr13Al/20R 0Cr18Ni9/20R 2205/20R 304L/16MnR 304L/20R 316L/16MnR 316L/16MnR 316L/20R 316L/20R 316L/20R 405/16MnR 405/20g R307、Ni337 WEL GTAW82、Ni337 J427、H08A-HJ431、A302、A102
第 2 页,共 10 页
常用焊接材料选用明细
序号
71 72 73 74 75 76 77 78 Incoloy 800H+P11 P22+TP304H SA333-6 T9 TP1 UNS N04400 ZG4Cr35Ni45Nb+Inconloy 800H ZG4Cr35Ni45Nb+ZG4Cr25Ni35Nb
第二部分:压力容器板材用焊接材料
1、Ⅰ类材料
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 15# 20#+20g 20#+20g 20g 20g 20g 20g 20R 20R 20R 20R 20R 25#+Q235-B Q235-A Q235-A Q235-A Q235-A Q235-B Q235-B SA516 Gr.60 J422、H08A+HJ431
常用焊接材料选用明细
序号 母材材质 焊接材料 备注
第一部分:压力管道用焊接材料
1、Ⅰ类材料
1 2 3 4 5 6 7 8 20 20 20 20 20 20 A106Gr.B A234WPB+A106Gr.B J422 H08Mn2Si TIG-J50 H08Mn2Si+J422 H08A TIG-J50+J427 H08Mn2SiA+J427 H08Mn2Si+J427
焊条牌号及主要化学成分

焊条牌号及主要化学成分(2009-02-16 12:43:45)表1表2c)类别代号后第三位数字,表示药皮类型和焊接电源类,见表3d)焊条有特殊性能和用途的,则在牌号后面加注起主要作用的元素或代表主要用途的符号,见表4表3表4②铬和铬钼耐热钢焊条牌号表示方法a)牌号前加“R”字,表示钼和铬钼耐热钢焊条的类别代号b)类别代号后第一位数字,表示焊缝金属主要化学成分等级,按表5规定编排表5c)类别代号后第二位数字,表示同一焊缝金属主要化学成分组成等级中的不号,对同一药皮类型焊条,可有10个牌号,按0、1、2、…9顺序编排。
d)类别代号后第三位数字,表示药皮类型和焊接电源种类,见表3。
③低温钢焊条牌号表示方法a)牌号前加“W”字,表示低温钢焊条的类别代号。
b) 类别代号后第一、第二数字,表示低温钢焊条工作温度等级,按表6编排。
c) 类别代号后第三位数字,表示药皮类型和焊接电源种类,见表3表6④不锈钢焊条牌号表示方法a)牌号前加“G”或“A”字各表示不锈钢焊条的类别代号。
b)类别代号后第一位数字,表示焊缝金属主要化学成分组成等级,按表7规定编排。
表7c)类别代号后第二位数字,表示同一焊缝金属主要化学成分组成等级中的不同牌号。
对同一药皮类型焊条,可有10个牌号,按0、1、2、…9顺序排列。
d)牌号第三位数字,表示药皮类型和焊接电源种类,见表3(2)我国药芯焊丝牌号表示方法如下:a) 牌号第一个字母“Y”表示药芯焊丝,第二个字母及后第一、第二、第三位数字与焊条编制方法相同。
b) 牌号“-”后的数字,表示焊接时的保护方法,见表8。
表8c)药芯焊丝有特殊性能和用途时,则在牌号后面加注起主要作用元素或主要用途的字母。
填充金属指气焊或钨极气体保护焊时送入热源(或电弧)熔化成焊缝金属一部分的丝、棒或板边料。
附加的填充金属指埋弧焊或熔化极气体保护焊时除当作电极的熔化金属丝(带)外,伸入电弧熔化成焊缝金属一部分的丝、棒或板边料。
焊条、焊丝型号大类与焊条、焊丝牌号大类对照表
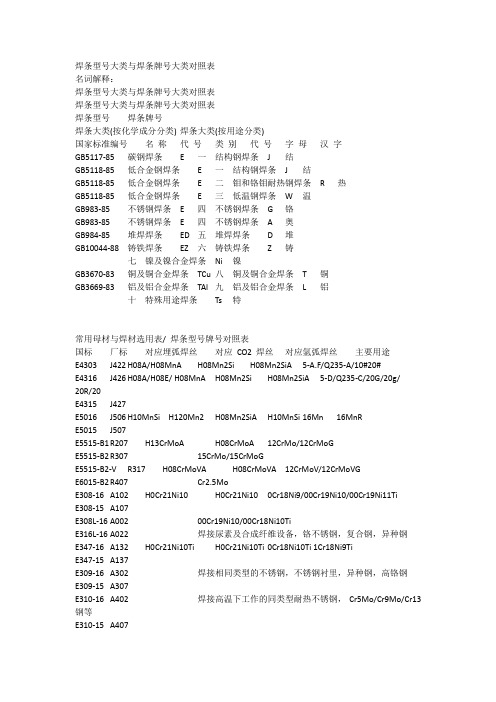
焊条型号大类与焊条牌号大类对照表名词解释:焊条型号大类与焊条牌号大类对照表焊条型号大类与焊条牌号大类对照表焊条型号焊条牌号焊条大类(按化学成分分类) 焊条大类(按用途分类)国家标准编号名称代号类别代号字母汉字GB5117-85 碳钢焊条 E 一结构钢焊条J 结GB5118-85 低合金钢焊条 E 一结构钢焊条J 结GB5118-85 低合金钢焊条 E 二钼和铬钼耐热钢焊条R 热GB5118-85 低合金钢焊条 E 三低温钢焊条W 温GB983-85 不锈钢焊条 E 四不锈钢焊条G 铬GB983-85 不锈钢焊条 E 四不锈钢焊条 A 奥GB984-85 堆焊焊条ED 五堆焊焊条 D 堆GB10044-88 铸铁焊条EZ 六铸铁焊条Z 铸七镍及镍合金焊条Ni 镍GB3670-83 铜及铜合金焊条TCu 八铜及铜合金焊条T 铜GB3669-83 铝及铝合金焊条TAl 九铝及铝合金焊条L 铝十特殊用途焊条Ts 特常用母材与焊材选用表/ 焊条型号牌号对照表国标厂标对应埋弧焊丝对应CO2 焊丝对应氩弧焊丝主要用途E4303 J422 H08A/H08MnA H08Mn2Si H08Mn2SiA 5-A.F/Q235-A/10#20#E4316 J426 H08A/H08E/ H08MnA H08Mn2Si H08Mn2SiA 5-D/Q235-C/20G/20g/20R/20E4315 J427E5016 J506 H10MnSi H120Mn2 H08Mn2SiA H10MnSi 16Mn 16MnRE5015 J507E5515-B1 R207 H13CrMoA H08CrMoA 12CrMo/12CrMoGE5515-B2 R307 15CrMo/15CrMoGE5515-B2-V R317 H08CrMoVA H08CrMoVA 12CrMoV/12CrMoVGE6015-B2 R407 Cr2.5MoE308-16 A102 H0Cr21Ni10 H0Cr21Ni10 0Cr18Ni9/00Cr19Ni10/00Cr19Ni11TiE308-15 A107E308L-16 A002 00Cr19Ni10/00Cr18Ni10TiE316L-16 A022 焊接尿素及合成纤维设备,铬不锈钢,复合钢,异种钢E347-16 A132 H0Cr21Ni10Ti H0Cr21Ni10Ti 0Cr18Ni10Ti 1Cr18Ni9TiE347-15 A137E309-16 A302 焊接相同类型的不锈钢,不锈钢衬里,异种钢,高铬钢E309-15 A307E310-16 A402 焊接高温下工作的同类型耐热不锈钢,Cr5Mo/Cr9Mo/Cr13 钢等E310-15 A407焊条目录[隐藏]焊条的组成焊条的要求焊条型号与牌号1 按用途分类电焊条大类的划分2 按熔渣的酸碱性分类(1)酸性焊条(2)碱性(低氢型)焊条焊条的组成焊条的要求焊条型号与牌号1 按用途分类电焊条大类的划分2 按熔渣的酸碱性分类(1)酸性焊条(2)碱性(低氢型)焊条? 3 按药皮主要成分分类? 4 按焊条性能分类焊条(covered electrode)气焊或电焊时熔化填充在焊接工件的接合处的金属条。
常用焊材推荐表
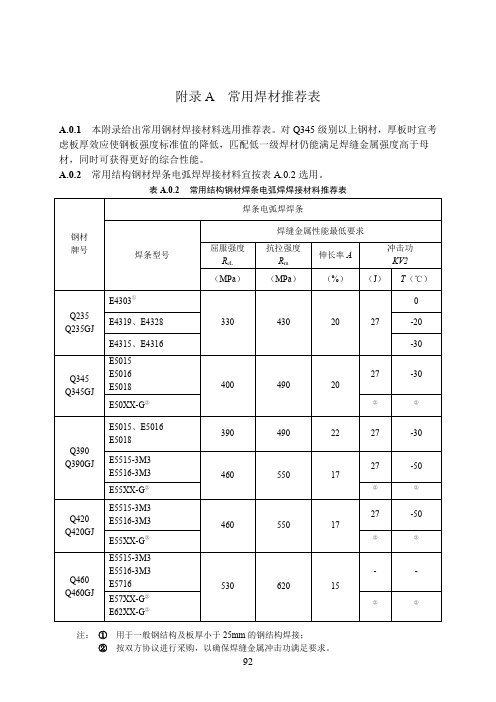
附录A常用焊材推荐表A.0.1本附录给出常用钢材焊接材料选用推荐表。
对Q345级别以上钢材,厚板时宜考虑板厚效应使钢板强度标准值的降低,匹配低一级焊材仍能满足焊缝金属强度高于母材,同时可获得更好的综合性能。
A.0.2常用结构钢材焊条电弧焊焊接材料宜按表A.0.2选用。
表A.0.2常用结构钢材焊条电弧焊焊接材料推荐表钢材牌号焊条电弧焊焊条焊条型号焊缝金属性能最低要求屈服强度R eL抗拉强度R m伸长率A冲击功KV2(MPa)(MPa)(%)(J)T(℃)Q235 Q235GJ E4303①33043020270 E4319、E4328-20 E4315、E4316-30Q345 Q345GJ E5015E5016E50184004902027-30 E50XX-G②②②Q390 Q390GJ E5015、E5016E50183904902227-30E5515-3M3E5516-3M34605501727-50 E55XX-G②②②Q420 Q420GJ E5515-3M3E5516-3M34605501727-50 E55XX-G②②②Q460 Q460GJ E5515-3M3E5516-3M3E571653062015--E57XX-G②E62XX-G②②②注:①用于一般钢结构及板厚小于25mm的钢结构焊接;②按双方协议进行采购,以确保焊缝金属冲击功满足要求。
A.0.3常用结构钢材实心焊丝C02气体保护焊焊丝宜按表A.0.3选用。
表A.0.3常用结构钢材实心焊丝C02③气体保护焊焊丝的推荐表钢材牌号CO2气体保护焊焊丝焊丝型号焊缝金属性能最低要求屈服强度R eL抗拉强度R m伸长率A冲击功KV2(MPa)(MPa)(%)(J)T(℃)Q235 Q235GJ ER49-1①3724902047④常温ER50-34205002227-20 ER50-2、-6、-7-30 ER50-G②②Q345 Q345GJ ER49-1①、3724902047④常温ER50-34205002227-20 ER50-2、-6、-7-30 ER50-G②②Q390 Q390GJ ER49-1①、3724902047④常温ER50-34205002227-20 ER50-2、-6、-7-30 ER50-G②②Q420 Q420GJ ER55-D2、ER55-D2-Ti4705501727-30 ER55-G②②②Q460 Q460GJ ER55-D2ER55-D2-Ti4705501727-29ER55-G②②②ER62-G②注:①用于一般钢结构及板厚小于25mm的钢结构焊接;②按双方协议进行采购,以确保焊缝金属性能满足设计或母材要求。
常用焊材化学成分表 夏海云

10.0-16.0
≥45
46
D517
EDCr-B-15
GB/T9812001
≤0.25 ≤1.0
10.0-16.0
≥45
47
D547
EDCrNi-A-15
GB/T9812001
≤0.18 4.8-6.4 0.6-2.0 ≤0.040 ≤0.030 15.0-18.0 7.0-9.0
(270-320)
49
D802
EDCoCr-A-03
GB/T9842001
0.7-1.4 ≤2.0
≤2.0
50
D812
EDCoCr-B-03
GB/T9842001
1.0-1.7 ≤2.0
≤2.0
51
D822
EDCoCr-C-03
GB/T9842001
1.75-3.0 ≤2.0
≤2.0
52
D842
EDCoCr-D-03
6 J507Mo E5015G GB/T5117-95 ≤0.12 ≤0.60 ≤0.90 ≤0.040 ≤0.035
0.4-0.6 ≤0.20
序 号
焊材牌号
焊材型号
焊材标准号
C
Si
Mn
钼和铬耐热钢焊条化学成分
P
S
Cr
Mo
V
7 R302 E5503-B2 GB/T5117-95 ≤0.12 ≤0.50 ≤0.90 ≤0.035 ≤0.035 1.0-1.5 0.4-0.65
常用焊材标准明细表
序 号
焊材牌号
焊材型号
焊材标准号
C
Si
Mn
P
结构钢焊条化学成分
S
常用焊材化学成分表 夏海云
10.0-16.0
≥45
46
D517
EDCr-B-15
GB/T9812001
≤0.25 ≤1.0
10.0-16.0
≥45
47
D547
EDCrNi-A-15
GB/T9812001
≤0.18 4.8-6.4 0.6-2.0 ≤0.040 ≤0.030 15.0-18.0 7.0-9.0
(270-320)
EDCr-A1-15
GB/T9812001
≤0.15
≤0.040 ≤0.030 10.0-16.0
≥40
44
D507Mo EDCr-A2-15
GB/T9812001
≤0.20
10.0-16.0 ≤6.0 ≤2.5
≤2.0 ≤0.50 ≥37
45
D512
EDCr-B-03
GB/T9812001
≤0.25 ≤1.0
序 号
焊材牌号
焊材型号
焊材标准号
C
Si
Mn
P
低温钢焊条化学成分
S
Ni
Ti
B
Cu
Mo
15 W607 E5015-G GB/T5117-95 ≤0.07 ≤0.50 1.2-1.7
0.6-1.0 ≤0.03 ≤0.003
16 W707 TW70-7Cu GB/T5117-95 ≤0.10 ≈2.0 ≈2.0
3 பைடு நூலகம்507
E5015 GB/T5117-95 ≤0.12 ≤0.75 ≤1.60 ≤0.040 ≤0.035 ≤0.20 ≤0.30 ≤0.30 ≤0.08
4 J507FeNi E5018-G GB/T5117-95 ≤0.08 ≤0.65 0.8-1.3
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
ER55-B2
珠光体耐
热钢焊丝
用于工作温度550℃以下的锅炉受热面管子蒸汽管道,高压容器,石油精练设备结构的焊接
THT55-B2V
ER55-G
用于工作温度550℃以下的锅炉受热面管子蒸汽管道,高压容器,石油精练设备结构的焊接
THT-307
THS-307
H09Cr21Ni9Mn4Mo
不锈钢焊丝
H10Cr17
用于腐蚀(硝酸)、耐热同类型不锈钢表面堆焊
THT-2209
THS-2209
H03Cr22Ni8Mo3N
用于含Cr22%双相不绣钢的焊接
碳钢焊条
牌号
型号
GB
熔敷金属化学成分(%)(≤)
熔敷金属力学性能(≥)
特点与用途
C
Mn
Si
S
P
其余
Rel/RP0.2
MPa
Rm
MPa
A
%
AKV
J
J421
THJ506NiCrCu
E5016-G
(TB)
0.10
1.25
0.60
0.020
0.025
Cu0.20/0.40
Cr0.30/0.80
Ni0.20/0.50
400
500
22
-40℃
60
用于50Kg级耐候钢的焊接
THJ506NH
E5016-G
0.10
0.50/1.30
0.40
0.020
0.030
Cu0.20/0.35
用于防弹钢、覆面不锈钢及碳钢异材的焊接
THT-307Si
THS-307Si
H10Cr21Ni10Mn6Si1
用于高锰钢、硬化性耐磨钢及非磁性钢的焊接
THT-308
THS-308
H08Cr21Ni10Si
用于308、301、304等不锈钢结构的焊接
THT-308L
THS-308L
H03Cr21Ni10Si
THJ506D
E5016
0.12
1.60
0.75
0.035
0.040
—
400
490
22
-30℃
27
专用于中碳钢及低合金钢结构的底层打底焊接,单面焊双面成形操作容易
THJ506X
E5016
0.12
1.60
0.75
0.035
0.040
—
400
490
20
-30℃
47
特别适用于立向下角焊缝和搭接焊缝,焊缝成形美观,低氢型药皮的立向下焊专用焊条
E309-16
E309-16
THR207
E5515-B1
E8015-B1
THA307
E309-15
E309-15
THR307
E5515-B2
E8015-B2
THG202
E410-16
E410-16
THR317
E5515-B2-V
—
—
—
—
THR407
E6015-B3
—
气保护
实芯焊丝
THQ-G2Si
EN440 G38 4MG2Si
E5010
E5011
0.20
0.50/
1.00
0.30
0.035
0.040
—
400
490
20
-30℃
27
焊接相应强度碳钢及低合金钢管环缝的全位置立向下焊接,底层焊时单面焊双面成形操作容易
THJ506
E5016
0.12
1.60
0.75
0.035
0.040
—
400
490
20
-30℃
27
适用于中碳钢及低合金钢结构的全位置焊接,焊缝具有良好的力学及抗裂性能
0.40
0.030
0.030
Cu0.20/0.50
Ni0.20/0.50
420
(例值)
535
(例值)
27
(例值)
-40℃
36
(例值)
耐候钢专用焊条,用于铁路耐候车辆的焊接
THJ502NiCrCu
E5003-G
(TB)
0.12
0.30/0.90
0.40
0.030
0.030
Cr0.20/0.50
Ni0.20/0.50
THJ506Fe
E5018
0.12
1.60
0.75
0.035
0.040
—
400
490
22
-30℃
27
用途同THJ506,可进行全位置焊接,药皮中含有铁粉,可提高熔敷率。
THJ506Fe13
E5028
0.12
1.60
0.90
0.035
0.040
—
400
490
22
-20℃
27
用途同THJ506,适用于平焊和平角焊接,药皮中含有铁粉,可提高熔敷效率
THS-309LMo
H03Cr24Ni13Mo2
用于异种钢的焊接或韧性较差的马氏体、铁素体不锈钢的焊接
THT-310
THS-310
H12Cr26Ni21Si
用于高温条件下工作的耐热钢以及1Cr5Mo、1Cr13等不能进行预热及后热处理的焊接
THT-312
THS-312
H15Cr30Ni9
用于异种母材不锈钢覆面、硬化性低合金钢以及焊接困难或易发生气孔情况的焊接
THJ506
E5016
E7016
THA107
E308-15
E308-15
THJ507
E5015
E7015
THA132
E347-16
E347-16
低
合
金
钢
焊
条
THJ506R
E5016-G
E7016-G
THA137
E347-15
E347-15
THJ507RH
E5015-G
E7015-G
THA202
E316-16
THJ506Fe16
E5028
0.12
1.60
0.90
0.035
0.040
—
400
490
22
-20℃
27
用途同THJ506,适用于平焊和平角焊缝,焊条熔敷率为160%左右
THJ507
E5015
0.10
0.85/
1.40
0.65
0.030
0.035
—
400
490
22
-30℃
47
适用于中碳钢及低合金钢结构的全位置焊接,焊接电源为支流反接。焊缝具有良好的力学性能和抗裂性能
用于304L、308L等不锈钢结构的焊接
THT-308LSi
THS-308LSi
H03Cr21Ni10Si1
用于改善填充金属的工艺性、焊接操作性及流动性
THT-309
THS-309
H12Cr24Ni13Si
用于异种钢的焊接,如碳钢、低合金钢与不锈钢的焊接
THT-309Mo
THS-309Mo
H12Cr24Ni13Mo2
THJ421Fe18
E4324
0.12
0.30/
0.60
0.35
0.035
0.040
—
330
420
17
0℃
47
适用于船体结构低碳钢和其他相应等级的普通低碳钢的平焊、平角焊
THJ422
E4303
0.10
0.32/
0.55
0.25
0.035
0.040
—
330
420
22
0℃
27
焊接较重要的低碳钢结构和强度等级相当的低合金钢结构,如09Mn2等。可全位置焊接
E4313
0.10
0.32/
0.55
0.30
0.030
0.035
—
355
440/
570
22
0℃
47
焊接低碳钢结构,特别适用于薄板小件及短焊缝的间断焊和盖面焊。可全位置焊接
THJ421X
E4313
0.10
0.32/
0.55
0.30
0.035
0.040
—
330
420
17
0℃
27
焊接低碳钢及镀锌板,特别适用于薄板的立向下焊及间断焊
E316-16
THJ557R
E5MoV-15
—
THA207
E316-15
E316-15
THJ606
E6016-D1
E9016-D1
THA212
E318-16
E318-16
THJ607
E6015-D1
E9015-D1
THA242
E317-16
E317-16
THW707Ni
E5515-ห้องสมุดไป่ตู้1
—
THA302
THJ422GM
E4303
0.10
0.32/
0.55
0.25
0.035
0.040
—
330
420
22
0℃
27
适用于海上平台船舶、车辆、工程机械等表面装饰焊缝的焊接
THJ423
E4301
0.10
0.32/
0.55
0.30
0.035
0.040
—
330
420
22