螺纹口玻璃瓶尺寸 玻璃瓶 玻璃罐 啤酒瓶 白酒瓶 检验制造标准
01玻璃瓶类质量验收标准

1.如检验外观指标的则按缺陷规定进行判定;
2.如检验规格及功能性测试,则A类指标中有一项不合格时,即将该批材料为不合格;如检验B类和C类指标时,当样本不合格数小于Ac即判为合格;当样本中不合格品大于或等于Re时,即判为不合格;
3.卫生指标:
每一批从不同箱中随机抽取10瓶,应全部合格(<10个/G);如不合格,则重新取样复检;如仍不合格,则该批判定为不合格;
3.理化性能、规格、功能性检测:采用特殊检查水平S-3。
4.批合格质量水平:
严重缺陷(A类) AQL=0.65
主要缺陷(B类) AQL=1.0
次要缺陷(C类) AQL=6.5
五.质量技术要求
Ⅰ外观检验:
缺陷名称
外观指标
规定
瓶口缺陷
口部尖利
不允许
瓶口磕碰、螺纹磕碰
不允许
结石
大于1mm或瓶口封合线上
不允许
2
瓶底部位≤1.5mm不多于(个)
2
其他部位
不允许
色斑或异色物
ф > 1mm的色斑或异色点
不允许
ф≤ 1mm的色斑或异色点(不在瓶体主要部位)
1-2
瓶体色泽
符合确认的瓶体色泽缺陷板
印刷文案
不符合封样
不允许
印标颜色
符合确认的印标颜色限度板
印标位置或套色位置公差
上下位置
±1.0mm
左右位置
±1.5mm
印标清晰度
B类
烫印牢度
OZM—PG—PC001-A。
B类
螺牙配合
配合顺畅,在规定扭力条件下无打滑。
必须具备
B类
配合间隙
0.2~0.9 mm
玻璃瓶、瓷瓶入厂检验标准
玻璃瓶、瓷瓶入厂检验标准
1、要求入厂玻璃瓶必须符合GB19778-2005标准,瓷瓶必须符合GB14147—93标准,供货方在供货时应随货出具该批产品的检验报告,无检验报告不准办理入库手续。
2、玻璃瓶、瓷瓶要求有较好的化学稳定性。
3、酒瓶容量必须与酒商标标注容量相符。
4、瓶体灯检无裂纹、气眼,内外无烧结残渣、无污垢,美观洁净。
玻璃瓶应透明度好,瓷瓶釉面光洁,质地均一,不应有扭歪变形。
5、瓶口边缘无破损、缺口,易密封,螺口瓶螺纹明显均匀。
6、瓶壁及瓶底内外均一、光洁,有一定的机械强度,承受一定的压力。
7、玻璃瓶和瓷瓶烤花商标应端正、无残缺。
商标内容符合GB10344—2005标准。
玻璃瓶检验标准

玻璃瓶检验标准1 范围本标准规定了白酒玻璃瓶的技术要求、试验方法、标志、包装和贮存。
2瓶口封合面上由于部分倾斜或波形而形成的垂直高度偏差,变形等。
3要求理化性能:参照国家标准执行规格尺寸容量:与产品图纸相符。
重量:与产品图纸相符。
瓶身外径:与产品图纸相符。
瓶高:与产品图纸相符。
瓶口螺纹外径:与产品图纸相符。
瓶口外径:与产品图纸相符。
瓶身圆椭圆度:瓶身直径最大值与最小值之差不大于3mm 瓶身厚度:应不小于1.4mm。
同一瓶底厚薄比:应不大于2:1 瓶口平行度:应不大于0.6mm 垂直轴偏差:应不大于2.2mm 瓶口平面度应不大于0.3mm,4 外观瓶口缺陷瓶口不许有尖刺、封合面上不许有影响密封性的缺陷。
瓶颈狭窄不许有。
裂纹不许有。
5 气泡破气泡和表面气泡不许有。
直径大于3mm的气泡不许有。
直径为1mm~3mm的气泡不多于3个。
1mm以下能目测的每平方厘米不多于5个。
6 结石直径大于1mm的结石不许有。
直径等于或小于1mm的结石不多于2个。
(结石周围无裂纹,直径≤0.5mm,允许1个;)封合面上不许有。
模缝线尖锐刺手不许有。
瓶口和初型模缝线凸出量大于0.3mm的不许有。
成型模缝线凸出量大于0.5mm的不许有。
内壁陷内壁粘料、玻璃搭丝不许有。
瓶身非贴标区明显的剪刀痕或剪刀花不许有。
(剪刀疤非密封性轻微允许1条。
)黑点:肉眼可辨的,清洗不掉的、影响内容物的不许有。
清洁度瓶身清洗不掉的水印、油光、斑痕、粉尘不许有。
7.外观检查a) 瓶壁厚度≥ 1.4 mmb) 瓶底中心厚度≥2.5mmc) 不允许存在明显的和影响使用的不透明砂粒、结石、气泡及合缝线d) 瓶口封合面平滑,不允许存在影响密封性的疵点e) 瓶口螺纹线上不允许存在气泡、沙粒、结石及明显合缝线,合缝线凸出量≤0.2mm ,手摸后无粗糙感。
f) 瓶体形状饱满,无变形g) 瓶身内外表面平整,无波纹、明显皱纹、明显絮状花纹及剪刀疤8称重看空瓶是否在要求的重量的正常范围之内。
玻璃瓶品质验货要求

一、瓶子容量尺寸检查:
1.容量:500ml及950ml
2.瓶子直径:(+ - 2)mm
瓶身总高度(不含盖子):(+ - 2)mm
瓶身厚度:(+ - 0.2)mm
瓶底厚度:(1)500ml瓶子:底部不低于1.5mm;(2)950ml瓶子:边缘10mm(+-2mm),中间厚度不低于1.5mm
做成的瓶子,不能超出以上尺寸范围,请在包装之前先用卡尺检查一遍再进行包装,不符合上面尺寸的需挑出
二、瓶子缺陷检查:
1. 检查瓶子是否擦拭干净,不干净需挑出,瓶身有无黑点,划痕,损坏;瓶内是否有玻璃碎屑。
2.瓶口是否平整,同时杯口不能有裂纹,锯齿,气泡。
3.瓶子底部是否平稳
4.瓶身模具纹不能太明显
5.高硼硅玻璃是可以瞬间耐-20 到 150 度温度的。
我们还需要测试
a 倒入开水瓶子是否完好;
b 装水放入冰箱(速冻那层)看是否完好
三、配件检查(硅胶套、布套、盖子、包装等)
1.每个盖子里面是否有硅胶圈,硅胶圈不能出现烂了的,同时检查硅胶圈有没有放正
2.盖子,硅胶套是否干净无划痕、损坏
3.每个盖子盖上去试下,看是否滑盖或者盖不上,另外瓶子装水后瓶
子倒过来不能漏水。
4.查看硅胶套或布套是否与瓶子匹配
5.硅胶套颜色图片:
6.盒子和外箱是否干净无脏污,盒子尺寸设计是否正确
四、logo检查
1.查看瓶身LOGO是否贴正,尺寸,颜色,位置是否正确
2.logo不能模糊,气泡,重影,缺失,脏污等。
玻璃容器(瓶)检验标准
******有限公司
质量管理体系文件
玻璃容器(瓶)检验标准
文件编号:
版本:
发放代号:
发布日期:
实施日期:
受控状态:
1、目的
为验证供应商提供的玻璃容器(瓶)符合公司规定的质量要求,确保不合格不投入使用,保证公司产品的品质。
2、适用范围
适用于本公司购进的玻璃容器(瓶)的进厂检验。
3、规范性引用文件
GB/T 24694-2009 玻璃容器白酒瓶
GB/T 2828.1-2003计数抽样检验程序第一部分:接收质量限(AQL)检索的逐批检验抽样计划GB 19778-2005 包装玻璃容器铅、镉、砷、锑溶出允许限量
GB/T 17449 包装玻璃容器螺纹瓶口尺寸
GB/T 20858 玻璃容器用重量法测定容量实验方法
4、质量要求
4.1外观要求见下表
4.1外观要求续前表
4.2理化性能见下表
4.3 铅、镉、砷、锑溶出允许限量见下表
4.4包装、运输
选用丝袋子或纸箱包装,包装干净卫生,无破损,严禁与有毒、有害及其它污染物混装。
运输中避免剧烈震动,防止玻璃容器破损。
4.5检验报告
4.5.1供应商每批随车携带出厂检验报告。
4.5.2要求厂商每半年提供一份当地具有检验资质的技术监督部门出具的检验报告。
5、检验规则与处罚
5.1组批:同一辆车、相同规格的产品为一批。
5.2判定合格的产品正常入库。
外观要求不合格,判定该批产品不合格,不合格的产品按照《不
合格品控制程序》执行。
5.3放宽允收的不合格产品,依据不合格程度处以该批次数量金额1%~20%额度的罚款或100
元以上5000元以下罚款。
玻璃瓶验收标准(化妆品企业产品包材文书资料)

玻璃瓶验收标准1.0目的:确保公司采购的包装材料符合规定的要求。
2.0适用范围:适用于各类玻璃瓶及其配套垫片、内塞、外盖的检验。
3.0质量标准:3.1外观检验项目3.1.1外观:3.1.1.1材质、颜色、形状不得有异品种混入;外包装标注与内容物相符;容器内侧不得有异物附着。
3.1.1.2所有部位不得有缺口、裂纹、破损。
3.1.1.3瓶体不得有毛刺、变形、擦伤、条纹,不得有明显气泡、亮点、黑点及锈迹、油迹等难以擦去的污迹;不能有明显划痕、条痕;底部不能出现明显网纹痕迹。
3.1.1.4瓶颈、瓶身无明显歪斜现象,瓶身和瓶底不得有明显发黄现象。
3.1.1.5瓶口螺纹:螺纹饱满圆整不得有中断、缺口和毛边现象。
3.1.2颜色:符合规定颜色,无明显色差,与封样一致。
3.1.3印刷及烫金(银):外盖烫金(银)应均匀,无漏烫、错位、叠烫及锯齿状。
3.1.4洁净度:内外洁净,无灰尘、油污、墨渍、污丝等。
3.2功能性检验项目3.2.1尺寸:见标样。
3.2.2密封性:瓶体与相应内外盖扣合严密,合缝线不得大于1mm,无滑扣、漏水、漏料等现象。
(配套以水为主,如有异常以料体为准)3.2.3附着力试验:烫金(银)部位脱落面积不得超过0.5mm2。
3.2.4瓶与盖、内塞配套性:瓶与内塞配套松紧适宜,与盖配套顺畅,手拧外盖不滑牙。
3.2.5容量:符合要求。
3.2.6耐热试验:试验后无漏水、碎裂等现象。
(如异常则以料体为准)。
4.0验收规则:4.1外观检验项目采用GB2828.1一般检查水平Ⅱ级一次抽样方案,见附件1。
外观测试的合格质量水平采用AQL值和缺陷种类注:若有新的缺陷种类可补充,以标样为准。
4.2功能性检测项目的抽样方案:4.2.1尺寸、容量、密封性、附着力试验、瓶体与盖配合力,每批10个样本数进行逐一实验。
4.2.2耐热试验按同一供应商第一批随机抽查,累计五批后再次随机抽查,每批10个样本,每一样品每一项目不得出现不合格项。
瓶口螺纹标准

瓶口螺纹标准
瓶口螺纹标准是指塑料瓶和玻璃瓶等容器的容器口部分所采用的螺纹标准,以确保不同品牌、不同型号的瓶盖能够相互兼容。
目前,常见的瓶口螺纹标准主要有以下几种:
1. GPI螺纹标准(Glass Packaging Institute):主要用于玻璃瓶和玻璃罐。
常见规格有13-415、15-415、18-400、20-400、22-400、24-400等。
2. PCO螺纹标准(Plastic Closure Only):主要用于矿泉水瓶和饮料瓶等塑料瓶。
常见规格有28mm、30mm和38mm等。
其中,28mm是最常用的规格,主要用于500ml、550ml、600ml等小瓶装,30mm和38mm常用于1.5L、2L大瓶装。
3. PCT螺纹标准(Plastic Closure Thread):主要用于药品瓶、化妆品瓶等小容量塑料瓶。
常见规格有18mm、20mm、22mm等,其中18mm 比较常用。
以上是几种常见的瓶口螺纹标准,实际上,不同的容器类型、规格和用途可能有不同的螺纹标准。
选用正确的瓶口螺纹标准对于产品的密封性和容器的稳定性都十分重要。
(仅供参考)玻璃瓶罐质量规格要求

瓶型号
表 1 瓶罐规格尺寸 六角形 RP30 9 fl oz
燕窝罐头产品净重
240 g
公称容量 ml
63
满口容量 ml 瓶高 mm
288±5 98.4±1.2
瓶口螺纹外径(“T”直径)mm
62.05±0.45
瓶口外径 (“E”直径)mm
58.90±0.45
瓶口内径 mm
53
重量 g
208±15
瓶身面 L x W inch
规格标准 - 玻璃瓶罐
文件号 版本
SPEC-01-PM-01 1 页 2/3
2.4 瓶罐外观质量 应符合表 2 规定。
表 2 瓶罐外观
项目名称
指标
色泽
无色或淡青色
瓶颈狭窄
不许有
裂纹
不许有
瓶口缺陷
瓶口尖刺 封合面上影响密封性的缺陷:口突、口陷。
不许有 不许有
气泡在口平面及封口螺纹线上
不许有
破气泡和表面气泡
≤ 2个 不许有 不许有 不许有 不许有
内壁缺陷
成型模缝线凸出量大于 0.5mm 的 内壁沾料、玻璃搭丝
不许有 不许有
封口线、封合面上影响密封的折皱
不许有
光洁度
严重的、明显皱皮及模具氧化斑
不许有
底突
不许有
2.5 理化性能 应符合表 3 的规定。
项目名称 指标
抗热震性 (温差℃)
≥42
表 3 理化性能 内应力 (级)
质量规格标准 玻璃瓶罐
文件号 版本 替代 生效
SPEC-01-PM-01 1 页 1/3 / 2010
1、引用《GB2828–1987 逐批检查记数抽样程序及抽样表》 《SN/T 0400.11-2002 出口罐头检验规程:玻璃容器》
螺纹口玻璃瓶检验规范
螺纹口玻璃瓶检验规范(ISO9001:2015)1 目的规范螺纹口玻璃瓶验收操作,为螺纹口玻璃瓶验收提供依据,确保螺纹口玻璃瓶质量得到有效控制。
2 适用范围各品项生产使用的螺纹口玻璃瓶验收。
3 职责3.1采购部负责按照本标准要求进行螺纹口玻璃瓶的采购;3.2 原料库负责储存及请检;3.3 原材料化验员负责取样、检验,并根据标准对批次作出判定。
4 术语(无)5 检验项目和技术要求5.1 检验项目外观、成型、规格尺寸、满口容量、卫生指标、理化指标。
5.2检验标准项目标准要求样品数判定组数Ac Re* 外观质量要求异物1.不许有锈迹、油迹、水迹等难以擦除的污染。
2.瓶内不许有纸屑、昆虫、毛发、碎玻璃、金属、灰尘等异物。
50 7 8光洁度1.瓶体无色透明。
2.不许有明显的皱纹、条纹、冷斑等严重影响外观的缺陷。
摩擦伤1.瓶身表面明显磨花不允许出现。
2.磨花长度不得大于5mm。
结石1.瓶口封合面及螺纹线上不允许出现。
2.结石直径≤1 mm,0.3-1.0mm结石不多于2个,且周围无裂纹。
裂纹 1.瓶口、螺纹及瓶身均不得有裂纹或破损气泡1.不允许有破裂气泡和表面气泡。
2.直径≥3mm的气泡不允许有。
项目标准要求样品数判定组数Ac Re成型*瓶口1.无大口、小口、实口,裂纹、破损、毛刺2.瓶颈无明显歪斜或移位,影响灌装及配合性50 7 8 螺纹 1.光滑平整,无变形、残缺、毛刺、粗糙等现象合模线1.不得有明显凸出2.无合模线错位及尖锐毛刺等影响安全及配合性的缺陷坐姿 1.瓶底无凹凸变形等影响平稳性的缺陷尺寸厚度1.同一只瓶瓶壁及瓶底厚薄比不大于2:12.瓶身最薄处不小于1.5mm / / / 瓶口*外径1. 828ml、1L、1.5L玻璃瓶瓶口外径范围:30.8±0.03mm2. 330ml、368ml玻璃瓶瓶口外径范围:27.9±0.03mm20 0 1满口容量1.5L玻璃瓶:1560±15ml828ml玻璃瓶:860±12ml368ml玻璃瓶:390±8ml330ml玻璃瓶:340±8ml5 0 1卫生指标铅、镉、砷、锑的溶出允许限量满足GB 19778的有关规定。
玻璃瓶检验标准
玻璃瓶检验标准1 目的为了规范公司产品用玻璃瓶验收标准,确保所采购此类包材符合公司需求,且有效避免不合格品流入本公司或下一道工序,特制定本检验标准。
2 范围本检验标准适用于公司产品用所有玻璃瓶的样品、进货、库存及在线检验。
本标准属通用标准,涉及具体工艺参数及内容详见单标、样板或图纸。
3 规范性引用文件3.1QB/T 1685 化妆品产品包装外观要求3.2GB/T 2792 压敏胶粘带180°剥离强度试验方法3.3 GB/T 2828.1 计数抽样检验程序第1部分:按接收质量限(AQL)检索的逐批检验抽样计划3.4GB/T 15172 运输包装件抽样检验3.5GB 4544 啤酒瓶4 要求4.1外观要求4.4具体技术要求见表2。
5.检验方法5.1外观将待检样品在自然光或40W白炽灯光下,距离样品300mm,以90º角光源、45º视角目测鉴定,并与签样进行比较。
表2:技术要求5.2图案偏移测量试样左右(或上下)任一对称部位的空白处宽度(精确度0.1mm),然后按下列公式计算出成品图案位置偏差:δ=(d1-d2)/2 5.3套印误差将试样放在5.1.2光源下,用精度为0.01mm的20倍计数放大镜分别测量试样主要部位和次要部位任二色间的套印误差各3点,分别取其最大值,作为该试样的主要部位和次要部位的套印误差。
5.4规格测试5.4.1 克重测试用感量为0.1g电子秤测量。
5.4.2 高度测试用高度尺进行测量。
5.4.3 配合间隙测试将对应的盖子(泵头)盖(锁)紧,用厚薄进行测量。
5.4.4 满口容量测试a、用感量为0.1g的电子秤称皮重m0,然后用水将瓶灌满,用电子秤称量m1;b、计算:满口容量=m1- m0单位:ml(不考虑温度对水的密度的影响)。
5.4.5 有效容量测试测试方法与5.4.4相同。
5.5 耐热耐寒测试*将等量的水装入待测容器中,放入(50±2)℃的恒温箱内静放48h;再放入(-5℃~-15℃)的冰箱中冷冻48h后观察。
玻璃瓶质量标准
[重点]玻璃瓶质量标准包装物质量标准——玻璃瓶罐1范围本标准规定了各种玻璃瓶罐的技术要求、试验方法、检验规则和标志、包装、运输、贮存。
本标准适用于我厂的玻璃酒瓶与玻璃酒杯的检验。
下列单项项目范围:圆度:适合于瓶身横截面为圆形的酒瓶、酒杯;表面平整度:适合于瓶身纵轴截面为相互平行并垂直于底部水平面的酒瓶、酒杯,不适合于瓶身纵轴截面为椭圆形或其他异形的就酒瓶、酒杯。
2引用标准下列标准所包含的条文,通过在本标准中引用而构成为本标准的条文(以下标准以最新版本为准)。
GB/T24694玻璃容器白酒瓶;GB/T4545玻璃瓶罐内应力检验方法;GB/T6552玻璃瓶罐抗机械冲击试验方法;GB/T4547玻璃容器抗热震性和热震耐久性实验方法;GB/T4548玻璃容器内表面耐水侵蚀性能测试方法及分级;GB19778包装玻璃容器铅、镉、砷、锑溶出允许限量;3.1玻璃瓶质量标准3.1.1材质尺寸应符合下表要求项目指标不合格限材质尺寸材质尺寸符合设计图纸要求,以样为准0%3.1.2卫生指标铅、镉、砷、锑的溶出允许限量满足GB19778的有关规定。
3.1.3理化性能应符合下表规定项目指标不合格限抗热震性耐急冷温差42?无爆裂耐水性应符合GB/T4548中HC3的要求0%内应力真实应力小于等于4级抗冲击/J应符合GB/T6552中的方法试验,?0.6J3.1.4海王酒、鹿龟酒等中高档系列产品玻璃瓶外观质量应符合下表规定项目指标规定不合格限内棱应光滑圆角,封合面上不允许有影响密封性的皱褶及破裂现象;口部缺陷1%螺纹线皱褶长度不长于1cm口部尖刺不允许有单边口模合缝线凸出量不大于0.12mm模缝线单边凸出量不大于0.2mm1%尖锐刺手的不允许有大于3mm(圆形)或4mm(长不允许有形);破气泡和表面气泡;不允许有泡点2%直径在?1mm以下,能目测;每平方厘米不多于6个圆形直径0.3,3mm,能目测;不多于3个表面平整,无明显凹凸不平现象。
玻璃瓶检验操作规程
口内径
29
瓶身厚度
30
瓶底厚度
编制:
审核:
批准:
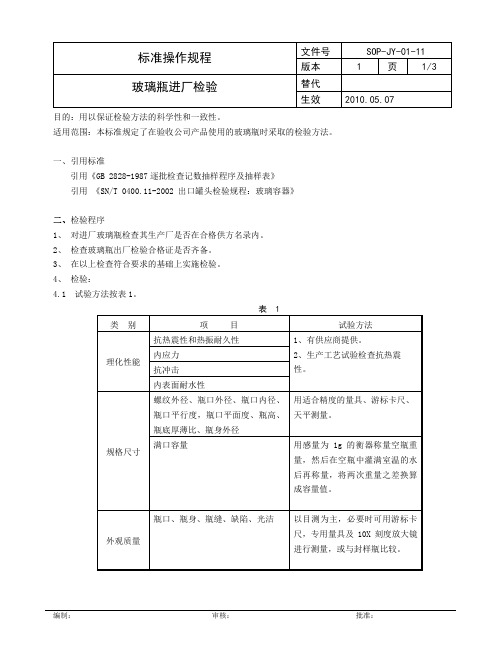
标准操作规程 玻璃瓶进厂检验
文件号 版本 替代 生效
SOP-JY-01-11
1
页
1/3
2010.05.07
目的:用以保证检验方法的科学性和一致性。 适用范围:本标准规定了在验收公司产品使用的玻璃瓶时采取的检验方法。
一、引用标准 引用《GB 2828-1987 逐批检查记数抽样程序及抽样表》 引用 《SN/T 0400.11-2002 出口罐头检验规程:玻璃容器》
螺纹外径、瓶口外径、瓶口内径、 用适合精度的量具、游标卡尺、
瓶口平行度,瓶口平面度、瓶高、 天平测量。
瓶底厚薄比、瓶身外径
满口容量 规格尺寸
用感量为 1g 的衡器称量空瓶重 量,然后在空瓶中灌满室温的水
后再称量,将两次重量之差换算
成容量值。
瓶口、瓶身、瓶缝、缺陷、光洁 外观质量
以目测为主,必要时可用游标卡 尺,专用量具及 10X 刻度放大镜 进行测量,或与封样瓶比较。
编制:
审核:
批准:
标准操作ห้องสมุดไป่ตู้程 – 玻璃瓶进厂检验
文件号 版本
SOP-JY-01-11
1
页
2/3
4.2 外观检查 (1)观察瓶子是否光洁,有无气泡、杂质、裂纹及污迹等现象。 (2)观察瓶口有无口突、口陷,瓶身有无变形,瓶底有无底突等现象; (3)观察瓶缝是否完好,有无合缝差错、合缝裂及合缝粗等现象。 (4)检查玻璃瓶的螺纹线是否均匀,有无螺牙断裂、欠缺、变形等现象。 (5)测量瓶口外径,
二、检验程序
1、 对进厂玻璃瓶检查其生产厂是否在合格供方名录内。
瓶口螺纹标准

.418
70 46
8
1.3 1.3
.38
38
1.476 1.452
.418
82 58
8
1.4 1.4
.38
40
1.580 1.550
.418
86 65
8
1.5 1.5
.38
43
1.654 1.624
.418
60 30
8
1.6 1.6
.38
45
1.740 1.710
.418
46 16
8
1.7 1.7
.38
瓶口螺纹标准
——仅供参考
S=Thread Start H=Finish Height T=Major Diameter E=Minor Diameter I=Hole Diameter
T - Outside diameter of the continuous thread E - Outside diameter of the finish shaft excluding thread I - The inside diameter of the finish at the smallest possible point S - The distance between the top of the finish to the top of the thread L - The distance between the top of the finish to the top of the transfer bead?? (optional) H - Height from the top of the finish to the bottom where it intersects with the shoulder W - The thickness of the transfer bead (optional)
瓶子、瓶盖检验标准

38.0~38.6mm
32.1~32.5mm
39.6~40.4mm
3.3~3.7mm
29.2~29.6mm
2.0~2.5mm
2.35~3.00mm
1.1~1.5mm
1.1~1.6mm
0.5~0.7g
0.6~0.8g
29.7~30.1mm
37.3~37.7mm
0.9~1.1mm
0.9~1.1mm
印有嘉士多 标识
13
0
1
281~500
13
0
1
501~1200
20
0
1
1201~3200
32
0
1
3201~1000 010001~350 0305001~150 000
32 50 80
0 0 0
1 1 1
内有14层叠 3.2~4.0g
盖子和瓶身的联结线无断裂GB/T17876-1999 12个脚,印有嘉士多标识的瓶盖填充片和密封铝箔,内有14层叠 5.8~6.8g
22.3~22.9mm
23.25~24.25mm
17.1~17.5mm
18.0~18.8mm
36.5~36.9mm
45.8~46.2mm
30.1~30.5mm
印有嘉士多 标识
可旋转但是不会脱落
可旋转但是不会脱落
无泄漏,盖子无裂缝无掉落
无泄漏,盖子无裂缝无掉落
备注
1 *号为进货验收项目
2 3
供应商需要提供每一批的 质在量 新检产验品证开书发,和包日括常外评观价\ 时,所有项目必须测试
4 入厂验收时可接受度
批次大小 样品数
接受
拒绝
91~150
玻璃瓶质量验收标准
主
要
缺
陷
瓶体尺寸(外径、高度)
±0.3mm偏差
参照样品,采用0.02mm游标卡尺测量
只
2.5
空瓶重量
均匀,±10g
参照样品,采用电子称称重
只
盖重、内塞重量
均匀,±1g
参照样品,采用电子称称重
只
瓶体厚薄均匀度
均匀
采用目测
只
瓶体间溶量大小
均匀
盛装等量液体,置于同一平面,目测各液面高度是否一致
只
瓶体气泡
无
采用目测
只
次要
缺陷
瓶体洁净度
表面光洁,无尘
采用目测
只
6.5
供货包装方式
编织袋定量包装,包装袋必须扎牢
采用实际点数及目测
袋
制定: 核 准: 审 核:
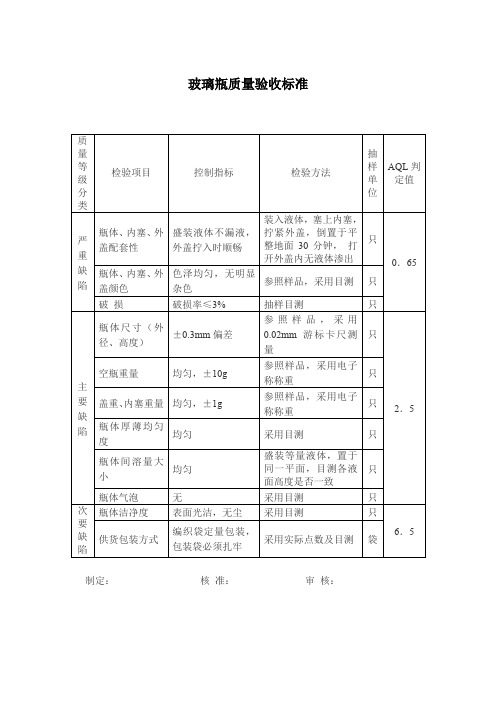
玻璃瓶质量验收标准
质量等级分类
检验项目
控制指标
检验方法
抽样单位
AQL判定值
严
重
缺
陷
瓶体、内塞、外盖配套性
盛装液体不漏液,外盖拧入时顺畅
装入液体,塞上内塞,拧紧外盖,倒置于平整地面30分钟, 打开外盖内无液体渗出
只
0.65
瓶体、内塞、外盖颜色
色泽均匀,无明显杂色
参照样品,采用目测
只
破 损
破损率≤3%
抽样目测
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
前
言
本标 准 对 螺纹玻璃瓶口尺寸系列做了规定,其中防盗螺纹玻璃瓶口尺寸非等效采用了 ISO 9056: 1990《玻璃容器— 防盗瓶口系列— 尺寸》,单头螺纹玻璃瓶口参考了英国标准 BS1 918P art1 - 1978《玻璃容器瓶口 第1部分 连续螺纹瓶口规格》,多头螺纹玻璃瓶口结合了国内实际情况。
模 型滚刀
图 2 形式 2
图 3 形式 3
Gs/T 17449- 1998 图 4 多头螺纹玻璃瓶口
图 5 单头螺纹玻璃瓶口
注 尺 寸 应根据瓶口的形状,按图 1至图5及附表所示选定。所有未注公差尺寸为公称尺寸,瓶口厚度应满足正常
操 作
4.3 螺旋升角(滚刀引入角)的计算见式(1)
尸
t0 d,+ d,
2
式 中 13 一螺旋升角(滚刀引入角),’
尸— 螺距 ,mm;
叭 一螺纹外径,mm; 法 一瓶口外径,tntno
本 标 准 规定了螺纹玻璃瓶 口的定 义、分类 、尺寸 本标 准 适 用于盛装非充气物的螺纹瓶口玻璃容f
2 定义
本 标 准 采用下列定义
2.1 防盗螺纹玻璃瓶口 pilferproofth readfi nisho fg lass
在开 启 之 前需要拧断瓶盖的螺纹玻璃瓶口。
2.2 多头螺纹玻璃瓶口 multiple-startth readf inisho fg lass
中华 人民 共和 国国家标 准
包装 玻璃容器 螺纹瓶 口尺寸
Packaging-Glassc ontainers-Threadf inishd imensions
参考资料:
GB /T 17449一 1998 neqI SO 9056:1990
1 范围
纂承
彗友
雪 民貂蕊器 用哭况用导母 军
彭攀 沈 吕 忍 念 食 畏 食 路
R 禁
节
咯赢
习成
凳握
蝴 苗
令板侧哪 口 田 品 哭 蒸 器 昆 鸽 用 需 霉 李 霉
鸽启
2找
坦 、, N 召
7,11
GS/T 17449 一1998
x -x 0 Y
模型滚 刀
图 1 形式
X-X
口1 C
-H
睁 闷
飞
哪
曰公
魂卜
口
撰
s 才
舅
。带
。i
尊盆 二 姿已 姿奏蓦M姿葵秦写 导 霉 写 品 次 忿
成
、塑
甲
J二
坏
好
岛
蜻
0
!v 泪
。干
嘉
。i
。丫
裂乏品
0下
赢 吸
口
睡 场 断 水
镜 1眨
粥
国
赢 睽
本标 准 由 中国包装总公司提出。 本标 准 由 全国包装标准化技术委员会玻璃容器分技术委员会归口。 本标 准 负 责起草单位:北京市玻璃产品质量监督检验站。
本标 准 参 加起草单位:山西杏花村汾酒厂股份有限公司,北京玻璃集团公司,北京玻璃六厂,福建莆
田金匙玻璃制品有限公司。 本标 准 主 要起草人:李美英、康健、刘光华、朱琳娣。
翩
洲
碧
盆甫
逻
菜
袭
tK-a 霎
二
a
目
翎赞
匆 赢
Cs}' 臼 写 圈 吕 貂 蕊 胃 品
魏霉写军蓉蕊 胡沈忿 忍 2
留
吸
和
心
议 口
v }sId
0
摸必 傅之
苗髦
侧
口Hale Waihona Puke 樱端黔tCstl} - 卜 臼 出 巴 蕊 哭 昆
岑 fpd
。下
众 次巳貂 毖念
N
喇
日
出用
. . …
国家质量技术监督 局 1998一08一10批准
1999一10一01实 施
GB/T 17449-1998
翎 匆 欲 吸 和 叹 口 星 解 侧 端 转 州 趣 T 粥
入 .毛,
GB/T 17449-1998
昌 ai
鬓。
魂
侧
}qd
帼 映
蔺毫
坦
口
樱
革。
荡盆 三
巴 吕留蕊胃窝男冷胃导写 写
玲盆侧
魂
恒
4a
根据 用 途 分为 A,B,C三类,即标准类、深口类、超深口类。各类又分 1至 3个形式,详见图 l,图2、 图 3 对于公称直径为30m m的超深型瓶口有两种凹入方式 3.2 多头螺纹玻璃瓶口系列详见图 40 13 单头螺纹玻璃瓶口系列详见图 5
4 尺寸
4.1 防盗螺纹玻璃瓶口尺寸应符合表 1规定 4.2 多头、单头螺纹玻璃瓶口尺寸应符合表 2规定。
接 「f螺 旋 之间为间断式的螺纹玻璃瓶日。
2.3 单头螺纹玻璃瓶口 one-startth readf inisho fg lass
接 口螺 旋 之间为连续式的螺纹玻璃瓶 口。
2.4 形式 shape 螺纹 玻 璃 瓶口的形状、结构
3 分类
按 使 用要 求分为三个系列 。 11 防盗螺纹玻璃瓶口系列