连续热镀锌生产线的简化与数学建模
大盘重连续化高效节能热镀锌生产线

第32卷 第4期金 属 制 品2006年8月 Vol132 No14Steel W ire Pr oducts August2006大盘重连续化高效节能热镀锌生产线张鸿云 唐成宽(马鞍山市鼎泰科技有限责任公司 243011)摘 要 介绍热镀锌钢丝预处理-拉丝和表面处理-热镀锌两条生产线的构成和特点。
预处理-拉丝生产线与原生产线相比,拉拔速度由4.2m/s提高到8m/s,单机能耗由241k W降低到120k W,辅料消耗由275元/t降低到140元/t;表面处理-热镀锌生产线具有节锌、节能和降低劳动力成本的优势,且生产环境显著改善。
关键词 大盘重;钢丝热镀锌;内加热;节能中图分类号 TG356.27Con ti n uous H i gh Eff i c i ency and Energy Sav i n g Ga lvan i z i n gby D i pp i n g Producti on L i n e w ith Heavy Co ilZhang Ho ngyun Tang C hengkuan(M aanshan D ingtai Science and Technology Co.,L td. 243011)Abstract To intr oduce components and characteristics of p retreat m ent2wire dra wing and surface treat m ent2galvanizing by di pp ing t w o p r oducti on lines of steel wire galvanizing by di pp pared with original p r oducti on line,dra wing s peed of p retreat m ent2wire dra wing p r oducti on line is increased fr om4.2m/s t o8m/s,energy consu mp ti on of single machine is de2 creased fr om241k W t o120k W,consu mp ti on of auxiliary material is decreased275yuan/t t o140yuan/t.Surface treat2 ment2galvanizing by di pp ing p r oducti on line has such advantages as Zn saving,energy saving and labor cost reducing and p r oducti on envir on ment is i m p r oved re markably.Keywords heavy coil;steel wire galvanizing by di pp ing;inner heating;energy saving1 工艺和设备1.1 工艺流程选择钢丝拉拔和热镀锌采用的工艺流程:(1)进料→放线→乱线停车→剥壳→断线停车→高压水洗→电解酸洗→水洗→热水洗→涂硼→烘干→拉拔→工字轮收线(大盘);(2)工字轮放线(大盘)→分线→电解碱洗→高压水洗→电解酸洗→高压水洗→涂溶剂→烘干→热镀(风冷、水冷)→计米→收线。
连续热镀锌工艺进展与展望
连续热镀锌工艺进展与展望随着科技进步经济发展,连续热镀锌技术已经在各行业中被广泛应用。
文章对连续热镀锌工艺的发展现状进行介绍,对比国内外近年来连续热镀锌工艺的进展及差距,主要包括热镀锌工艺方法、工艺流程。
为了改进提高连续热镀锌工艺,针对目前热镀锌工艺存在的能源消耗量大的关键问题,提出相应的几点改进方法,优化连续热镀锌工艺,促进热镀锌行业发展。
标签:连续热镀锌;工艺过程;设备;优化引言目前,在世界市场上对于镀锌带钢的的需求量越来越多,我国对于热镀锌钢的需求也是相当大的,市场上热镀锌钢供不应求,这种市场需求极大地推动了连续热镀锌技术的出现和发展。
现在,较为落后的单张镀锌已经远远不能满足经济发展的需求,技术成熟的连续热镀锌不仅工艺稳定,而且使用寿命长,成本低,具有远远优于单张镀锌的镀层性能,在各大领域被广泛应用。
1 连续热镀锌工艺及发展现状1.1 连续热镀锌的工艺方法及工艺流程目前,带钢连续热镀锌主要有三种工艺方法,其中森吉米尔法和改良森吉米尔法加热都直接采用火焰进行的,对于带钢表面质量有一定影响,但这两种工艺方法的工艺简单,产品成本低。
美钢联法能够将钢带表面的油污全部去除,同时加工出来的带钢表面锌层质量较好,但这一工艺方法工艺复杂,同时热效率较低。
相比较而言,为了提高带钢质量,目前更多的是采用美联钢法。
目前,现代冷轧钢带连续热镀锌的典型工艺流程为:上料—开卷—夹送、矫直—焊接—清洗—入口活套—退火—镀锌—(合金化)—冷却—中间活套—平整—拉矫—后处理—出口活套—检查卷取。
这里,中间活套的作用是在平整机更换工作辊时能够使机组工艺段正常运行,在保证产量的同时,恒定的机组速度还能够有助于控制镀层厚度,保证其均匀性。
另外,中间活套在平整机工作辊更换时也很有使用必要。
1.2 国内外发展状况现在国际上具有500多条的大型宽带钢连续热镀锌线,其总生产能力能够达到1到2亿吨的产量。
随着科技进步,连续热镀锌工艺发展的越来越完善,新近投产的热镀锌机组或旧热镀锌机组改造后的生产能力都进一步提高了,产品质量也越来越高,我国的在连续热镀锌工艺方面还需进一步学习发展,目前我国的几条主要热镀锌生产线基本上是从国外引进的。
连续热镀锌生产线中锌层重量的精确控制研究
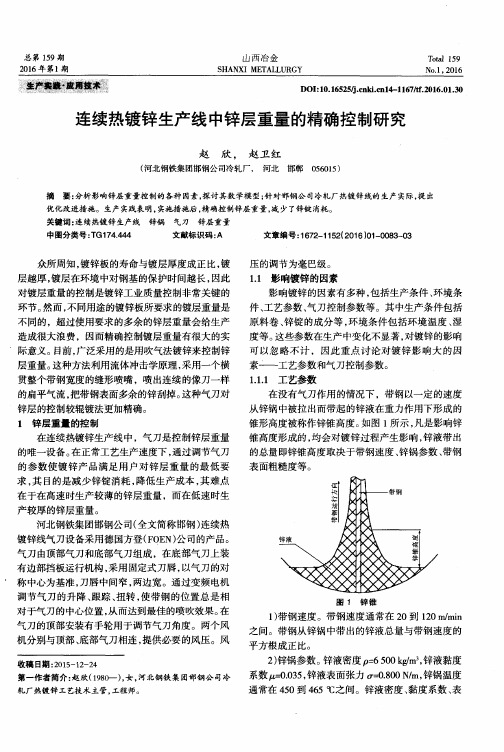
1)带 钢速 度 。带钢 速 度通 常 在 20到 120 m/min 之 间 。带钢 从 锌锅 中带 出的锌液 总 量 与带 钢速 度 的 平 方根 成正 比 。
2)锌锅参数。锌液密度 p=6 500 kg/m3锌液黏度 系 数 /x=0.035,锌液 表面 张力 =0.800 N/m,锌锅温 度 通常在 450到 465℃之间。锌液密度 、黏度系数 、表
中图分类号 :TG174.444
文献标识码 :A
文章编号 :1672—1152(2016)01—0083—03
众所周知 ,镀锌板的寿命与镀层厚度成正 比,镀 层越厚,镀层在环境中对钢基的保护时间越长 ,因此 对镀层重量 的控制是镀锌工业质量控制非常关键的 环 节 。然 而 ,不 同用 途的 镀锌板 所 要求 的镀层 重量是 不 同的,超过使用要求的多余 的锌层重量会给生产 造 成很 大浪 费 ,因而 精确 控 制镀 层重 量有 很 大 的实 际意义 。目前 ,广泛采 用 的是用 吹气 法镀 锌来 控制锌 层重量 。这种方法利用流体冲击学原理 ,采用一个横 贯整个带钢宽度的缝形喷嘴 ,喷出连续 的像刀一样 的扁平气流 ,把带钢表面多余的锌刮掉 。这种气刀对 锌 层 的控 制 较辊镀 法更 加精 确 。 l 锌 层重量 的控 制
以上两 个特 征 关 系对 实 际操作 有 着重 要 的指 导
制有 很 大 的影 响 。
意义 ,特别是当带钢厚度变化引起工艺生产速度变化
3)带钢表面粗糙度。表面粗糙度越大 ,带钢从锌 时 ,仍然可以精确地控制镀层重量 ,保证在生产规格
锅 中带 出的锌 液越 多 。
变 化之后锌 层重量 仍然 能够满 足用 户 的使用 要求 。
15万吨连续热镀锌生产线设备技术协议

(t)
速度
(m/min)
小时产量
(t)
附件二:设备技术规格书
序号
名称
主要功能
数量
入口段设备
开卷机至张紧机1#间构成第一张力区,张力设定为0.4-0.6Kgf/mm2,截面不同,板材中的拉力也相应不同;张紧机1#至张紧机2#间构成第二张力区,张力设定为1.2-1.5Kgf/mm2。
1
开卷机
主轴可以涨缩,将标准钢卷固定。设备带有动力,用于带张力展开成卷的板材。
喷流式陶瓷感应锌锅,容锌能力140吨。
1
35
三辊六臂
包括沉没辊、定位辊、稳定辊及其安装桨臂、横梁、基座。用以将带钢导入锌液内部,完成热镀过程。
1
36
气刀
由气刀本体、气刀调整机构、气刀预调节承放架等部件组成。系统还包括多级离心风机及供风管道、调节系统。
1
镀后处理
镀后处理包括风冷、水冷、光整、拉矫、铬化(钝化)、静电涂油。
120.0
21.1
0.35mm
120.0
15.7
120.0
19.7
120.0
24.6
0.4mm
120.0
18.0
120.0
22.5
105.8
24.8
0.5mm
112.9
21.1
105.8
24.8
97.0
28.4
0.6mm
107.3
24.1
98.8
27.7
88.1
30.9
0.7mm
101.6
26.6
91.7
·钢板宽度800-1250mm
·能源水、电、蒸汽
·工艺方法美钢联法
连续热浸镀锌线控制系统设计与实现

连续热浸镀锌线控制系统设计与实现
热镀锌是最常用的钢材防腐技术之一,其产品广泛用于工业、农业、建筑业等领域。
近些年来。
热镀锌板市场不断扩大,我国也成为热镀锌生产的重要生产国,但亚洲在发
展镀锌产业的同时,锌冶炼厂数量稀少,锌矿开采能力有限,所以导致锌市场紧张,这样就要求各大镀锌产线要致力于提高生产效率。
由于现代的镀锌工艺都是连续高速生产的,连续热浸镀锌线的自动控制要求也逐步提高,各大钢铁企业竞相开
发热浸镀锌线来满足日益增长的市场需求。
本文以鞍钢连续热浸镀锌线为背景,在了解镀锌线生产技术发展的基础上,
对镀锌线的结构、工艺、控制流程和工作原理进行了分析,将整个系统分为入口段、工艺段和出口段分别进行设计,基于高性能控制器C80-HPCI完成了硬件选型、组态和配置,设计了通讯网络;同时,根据系统功能需求进行了软件设计和HMI设计,应用ALSPAP80i软件完成了相关软件功能。
物料跟踪功能是保证整条产线安全连续的运行关键核心。
本文从钢卷跟踪和焊缝跟踪两个部分对镀锌线物料跟踪功能进行了深入的
研究。
钢卷跟踪主要是对钢卷的位置、处理过程、处理设置、钢卷的物理参数等钢卷参数进行全面监控。
焊缝跟踪是完成随着带钢的移动,焊缝到达不同的位置的记录。
焊缝跟踪不仅可以准确定位钢卷的运行位置和产线的运行情况还可以保护产线的安全,当焊缝经过每一个特定位置时,需要准确了解焊缝的位置,针对不同的位置在焊缝经
过时进行特殊的处理,以防止处理不当,导致生产线故障。
同时,对物料分区、计算、标定及数据存储等功能进行了分析。
从系统运行
效果来看,连续热浸镀锌线运行良好,各个指标均达到设计要求。
扁铁(多条)热镀锌连续生产线的制作技术

本技术公开了一种扁铁(多条)热镀锌连续生产线,包括上料设备、退火还原炉、封闭式张力调节机、锌锅、引上机、冷却及钝化烘干装置、下料设备、液压传动部分和电控部分,扁铁热镀锌是以酸洗后的钢带为基带,在整条生产线上根据镀锌扁铁的宽度规格通过上料设备,然后进入退火还原炉退火还原,再进入锌锅镀锌,扁铁出锌锅后四面全部有锌层,由引上机输送经过冷却及钝化烘干装置,最后由下料设备跟踪横剪通过电脑控制按定尺长度横向剪断,横向剪断后的镀锌扁铁落在输送辊道上,达到一包后由输送辊道向前输送至打包位置,打包入库。
本技术具有提高了镀锌扁铁产品的防腐效果及产能,大大的降低了生产成本的优点。
技术要求1.一种扁铁(多条)热镀锌连续生产线,包括上料设备、退火还原炉、封闭式张力调节机、锌锅及气刀部分、引上机、分料导向机构、冷却装置、分料机构、钝化装置、分料机构、钝化烘干装置、下料设备、液压部分和电控部分,其特征在于:镀锌扁铁是以酸洗后的钢带为基带,在整条生产线上根据镀锌扁铁的宽度规格通过上料设备当中的纵剪机组将基带纵向裁开成多条扁铁,然后进入退火还原炉进行退火还原工序,再由封闭式张力调节机调节扁铁张力使进入锌锅前的扁铁的长度基本一致后进入锌锅镀锌,扁铁出锌锅后四面全部有锌层,扁铁出锌锅后先由气刀部分吹掉扁铁表面多余的锌液再由引上机向下料设备-矫平机引送,在此过程中镀锌扁铁经过分料机构、冷却装置、分料机构、钝化装置、分料机构及钝化烘干装置,引上机把扁铁输送至下料矫平机,引上机的工作完成。
此时由上料设备当中的纵剪机组、上料矫平机与下料设备当中的下料矫平机实现联动功能,以工艺速度牵引镀锌扁铁向下料方向行走,镀锌扁铁在行走的过程中由下料设备跟踪横剪机以扁铁的行走速度对其进行跟踪,当跟踪到扁铁的长度达到成品扁铁定尺长度时,通过电脑控制跟踪横剪进行横向剪断工序,横向剪断后的镀锌扁铁落在输送辊道上,达到一包后由输送辊道向前输送至打包位置,打包入库。
带钢连续热镀锌层厚度预测模型研究_张清东

带钢连续热镀锌层厚度预测模型研究张清东 黄 河 常铁柱北京科技大学,北京,100083摘要:推导了在冲击气流作用下锌层厚度与带钢表面压力场的关系模型,采用数值模拟方法计算不同工艺和结构参数下带钢表面压力分布,综合解析计算和数值模拟结果建立了以宝钢1550热镀锌机组为例的带钢连续热镀锌层厚度预测模型。
模型中考虑进气压力、气刀距带钢表面距离、刀唇开口度以及带钢速度等工艺因素。
模型计算值与实测值吻合较好,可用于锌层厚度预设定。
这种解析与数值相结合的方法可灵活地应用于其他结构形式的气刀。
关键词:气刀;热浸锌;锌层厚度;数学模型中图分类号:T G174.4 文章编号:1004—132X (2009)14—1746—03Prediction Model of Coating Thickness in H ot -Dip G alvanizingZhang Qingdong Huang He Chang TiezhuUniversity of Science and Technology Beijing ,Beijing ,100083Abstract :A zinc coating weight model was developed to predict t he coating weight in 1550C G L.The model developed as f unctions of jet p ressure (P 0),impingement distance (Z ),slot gap (D )and st rip velocity (U s ).The mean p ressure and shear st ress dist ribution was calculated t hrough numerical simulation.The calculated result s show good agreement wit h measured data ,which can be used as a p re -setting model.The semi -analytic and semi -numerical met hod can used for ot her air knife flexibly.K ey w ords :air knife ;hot -dip galvanizing ;coating t hickness ;p rediction model收稿日期:2008—10—200 引言热镀锌板主要应用于建筑、汽车和家电行业,是最近十几年发展最快的钢材品种之一。
连续热镀锌生产工艺及现状分析

连续热镀锌生产工艺及现状分析发布时间:2022-01-21T01:03:01.988Z 来源:《中国科技人才》2021年第30期作者:杜维国[导读] 主要对生产工艺、常见的热镀锌生产技术、国内外技术对比等展开研究,以期在未来对于技术的改进可以提供一定的理论支撑。
马鞍山钢铁股份有限公司安徽省马鞍山市 243000摘要:本文结合实际工业应用情况进行分析,对于连续热镀锌技术的不断发展,本文针对现阶段的连续热镀锌生产工艺的现状作为切入口进行研究,主要对生产工艺、常见的热镀锌生产技术、国内外技术对比等展开研究,以期在未来对于技术的改进可以提供一定的理论支撑。
关键词:连续热镀锌;现状;生产工艺热镀纯锌产品(GI)及其合金(GA)具有优异的耐腐蚀性和相对较低的成本,随着耐火材料的发展,其表面质量几乎与电镀产品相当。
目前,日本汽车主要使用GA板作为外板,欧美汽车工业不断提高耐火钢板的生产能力和利用率。
在我国,由于其工艺先进、工艺稳定、生产成本低、涂层性能好、使用寿命长等特点,广泛应用于建筑、家电、汽车制造等领域。
1 带钢连续热镀锌生产工艺分析1.1 热镀锌工艺带钢连续热镀锌方法现阶段主要分为三种,如下简介。
(1)森吉米尔是一个简单而高效的过程。
退火炉有两部分组成,一个是氧化炉,另一个是还原炉,两者在退火炉设备中都是不可或缺的,主要是由于氧化炉中的带钢直接有充足的氧气可以使加热更加充足,对于还原炉主要是针对高温下的化学反应进行还原,保证带钢的表面质量不受到一定影响。
(2)改良森吉米尔法,在原来的方法的基础上,进行改进创新,这种方法的主要的亮点是把森吉米尔法中的氧化炉和还原炉,由一个截面积较小的过道连接起来,使得预热炉、还原炉和冷却段在整个退火炉内构成一个有机整体。
但在生产中采用这种方法常常会出现锌层附着性差的问题。
(3)美钢联法,90年代以后制造的大多数火硬化钢丝均采用美国的组合模式制造,并已得到改进。
还引入了立式退火炉,以缩短炉长、加快机组速度、提高质量和降低成本。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
2 2 第2 总 1期 机 械 研 究 与 应 用 ・ 0 年 期( 第1 )・ 1 8
连 续 热 镀 锌 生 产 线 的 简 化 与 数 学 建 模
王 洋 ,李 勇 许 飞 文。 徐 培 民 , ,罗 ,
(. 1 安徽工业 大学 机械 工程学院, 安徽 马鞍 山 2 3 3 ; 4 0 2 2马鞍 山钢铁股份有 限公 司, 安徽 马鞍山 2 30 4 00)
收 稿 日期 :0 2 0 — 7 2 1 — 2 1
作者 简介 : 王
・
洋 (9 6 )男 , 18 一 湖北武汉 人 , 硕士 , 研究 方向 : 机械 没备动力学 。
1 ・ 2
・
机械 研 l 与 应 用 ・ 0 年 期 ( 第1 期) 究 21 第2 总 1 2 8
研究与分析
2 系 统 的 简 化
镀 锌 生产 线是 一个 复杂 而庞大 的 系统 , 含前处 包
理段 、 工艺 段 和后 处 理段 。我 们要研 究 的是气 刀处带
向辊 和 8个 弹簧支 承 ( 拟 4个转 向辊 的软支 承 ) 模 。
钢 的大 幅抖 动 的原 因 , 出锌锅 段 带 钢 的动 特性 , 即 影
行 建模 , 以期得 到整个 系统的控制方程。此项研究可为混杂 系统建模提供一种新参考 。
关键 词 : 系统简化 ; 牛顿第二定律 ; 动力学方程 ; 耦合振动 ; 附加 惯性载荷 中图分类号 : F0 T31 文献标识码 : A 文章编 号:0 7 4 1 (0 2 0 一 0 2 0 10 — 4 4 2 1 )2 O 1 — 4
车发 动机 平 带驱 动 系统模 型 的简化方 法 , 可对 这个子
图 1 连续热镀锌 系统 的力学模 型
力 场 中竖 直放 置 的轴 向运动 弦线 的横 向振动 问题 , 用
牛顿第二定律建立 动力学方程 。这些 简化和建模方 法都没有考虑相邻段带钢和辊子支 承运 动对 出锌锅
段 带 钢 的动 力学 影 响 , 而在 特 定 情 况 下 , 钢 与辊 子 带
含 镀锌 工艺 段 的子 系统 , 对 热镀 锌线 工艺 段 带 钢跨 针 度大 、 向辊支 承 刚度 低 等 特 点 , 虑 辊 子 支 承 弹性 转 考
Ke r s y tm i l iai n;n w o e o d l w;d n mi e u t n ;c u ld vb ain;a d t n n ai o d y wo d :s se smp i c t f o e t n s c n a y a c q ai s o pe i rt o o d io a ie a la s i l l
响这 段 带钢 的 动特 性 的 主要 因素 是 相邻 段 带 钢 以及 支 撑这 三段 带钢 的辊 子 和钢结 构 的振动 , 生产 线其他 设备 对 这段 带钢 的影 响较 小 , 以只需取 生产 线上从 所
热 张紧 辊到 下行 段转 向辊 之 间的带 钢 、 子和 钢结构 辊 组成 的热 镀 锌工 艺 段 子 系统 作 为研 究 对象 。参考 汽
置 以及 带轮 的振 动耦合 , 实 际平 带驱 动 系统 简化 为 将 包 含所 有必 需 部 件 的典 型 的 “ 轮 模 型 ” 该 模 型 较 三 , 好 描述 了现 实 中平带 驱动 系统 的振 动 特性 , 后 利用 最 H mio a l n原理 建 立起 系统 的 动 力 学 方 程 。 与 平 带 驱 t 动系统 的简 化 相 比 , 红 发 L 考 虑 了 带 钢 的 横 向振 朱 5 动 与辊子 的运 动及 冷却 塔振 动 的相互 耦 合作 用 , 将整 个镀锌 生 产线 简化 为 一 个 仅 包 含 带 钢 、 没 辊 、 沉 塔顶 辊 和下行 段转 向辊 的 比较 简单 的混 杂 系统力 学 模 型 , 然后 基 于 H mln原 理 建 立 系 统 的 数 学 模 型 ; 没 a io t 但 有 考虑 出锌 锅段 带 钢 和相 邻 段 带 钢 的耦 合 振 动 以及
沉 没辊 、 向辊柔 性支 承 的影 响 。 转 笔 者先 将带 钢连 续热 镀锌 生 产线 简化 , 到 只包 得
动的原因 , 先将连续热镀锌生产线系统进行简化以得 到 最 简 力学 模 型 , 而 建 立 系 统 的数 学 模 型 , 进 为后 续 系统 线 性分 析 、 线 性 分 析 以及 其 他研 究 打好 基 础 。 非 Km… 研究 了轴 向张 力 作 用 下 两 端 固 支 轴 向运 动 镀 i
Si p i c to a a he a i a o lng o o tnuo s ho a v ii n m lf a i n nd m t m tc lm dei fc n i i u tg l an zng l e i
W a g Ya g n n ,L Yo ,Xu Fe ,L o W e ,Xu Pe —mi i ng i u n i n
锌板 的参数 共 振 , 将两 塔 顶辊 简单 支 承下轴 向运 动带 钢 简化 为 轴 向拉 力作 用下 的轴 向运 动 弹性 矩形 板 , 给
出薄板 的横 向振 动 运 动 微 分 方 程 。王 军 将 带 钢 连 续 热镀 锌 生 产线 出锌 锅 段 带钢 的抖 动 问题 简 化 为 重
2 .Manhni n& s e cr rt nLd Ma nh nA h i 2 30 C i ) asa o r t lo oai t , asa nu 4 00, hn e p o a
Ab t a t n t i p p r n o d r oi v sia et e r a o f a g i r t n o e s e tmea e r h i k i ,t e d n mi s r c :I hs a e ,i r e n e tg t h e s n o r ev b ai f h h e t n a e a r nf t l o t l t e h y a c mo e fa c n iu u o - i av n z g l e i e t bih d T e w oe l e i o lx lr e s se ,t e e o e i mu tb d lo o t o s h t d p g l a ii i s sa l e . h h l i sa c mpe a g y tm n n n s n h r f r t s e smp i e o ame h n c d lo y r y t m h c o ti sa tn i n rn r a sr n a n ai gs ci n i k rl r i l d t c a i a mo e fah b d s se w ih c n an e s o e , t p i n e n e t ,a sn ol , i f l i o i l o e a u g i g s p e r i g f m e h a n ic p t o o e ,a d w g ig sr p on t me g n r t e t g zn o ,at p r H r o n on t p,a se r g r l ra d es ts r g s p o t i r o h i i te n ol n i h p i u p rs i e n b f r t e t a d l g F rt h i l e y r y tm s dv d d i t e e a u mo e s ,t e sr e so s a d e o e ma h mai l mo ei . is ,t e smp i d h b d s s c n i f i e i ii e n o s v r s b d l l h t p tnin n i t e a dt n n rilla sa e u e o r p a e t e b u d r o d t n .a d t e h s u d l r d l y Ne t n h d i o a ie t o d r s d t e lc h o n a y c n i o s n h n t e e s b mo e s ae mo ee b w o i l a i d s c n a e v e g v r i g e u t n f h h l y tm.T e rs ac i p p r a r vd e d l g me h e o d l w t d r e t o e n n q a i so e w o es se o i h o t h e e h i t s a e n p o i e a n w mo ei t - r nh c n d fr a h b d s se o o y r y t m. i
摘
要: 为研 究气刀处的带钢 大幅抖动原 因, 试对 带钢连 续热镀锌 系统进行 动 力学建模 。整个镀锌 生产 线是 一个 复 杂的大 系统 , 力学建模 时必须对其进行适 当简化 , 动 以得到一个仅 包含热 张紧辊 、 火段带钢 、 退 沉没辊 、 出锌锅 上行段 带钢 、 塔顶辊 、 下行 段带钢 、 转向辊和八个弹簧支承的 比较简单的混杂 系统力 学模型 。先将 简化 后的混 杂 系统 分成 多个子模型 , 用带钢张力和附加 惯性载荷代替边界 条件 , 然后 基 于牛顿第二定 律对这 些子模 型进
作软支承 , 用竖直和水平两个方向上的线弹簧来模拟 该约束 作用 。这样 就 得 到 如 图 I所 示 的 带 钢混 杂 系 统力学 模 型 , 该模 型包括 了熟 张紧 辊 、 鼻子 段带带钢 、 塔顶 辊 、 行 段 带 钢 、 下 转
并 用带 钢 张力 和 附加惯 性载 荷 ( 动量 ) 为力 的边 界 作 条 件 , 每 个子 模 型 应 用牛 顿 第 二 定律 进 行 建模 , 对 结 合 弦 的控 制方 程 , 到整 个混 杂系统 的动力学 方程 。 得
(. colfm ca i l n i e n , n u u i rt o cnlg , asa n u 2 3 3 C i ; 1 Sho o eh nc gn r g A h i nv sy ft hooy Ma nh n h i 4 02, hn ae ei e i e A a