APQP量具重复性和再现性XR分析报告(均值和极差法)
重复性及再现性分析报告
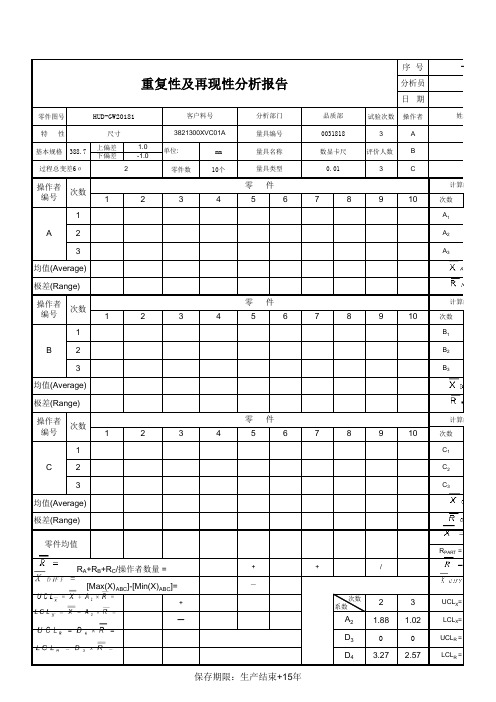
数显卡尺
评价人数
利用研究零件间变差代替
0.01
3
过程变差计算
RPART =
TV=过程 总变差
基于过程变差的分析
重复性 - 设备变差(EV) EV = EV =
再现性 - 操作
AV = AV =
重复性和再现性 (R & R) R&R R&R= =
零件间 变差
基于过程
PV =
RPART × K3
总变差的
PV =
————
次数 2 3 nr
人数 2 3
K1 0.8862 0.5908
K2 0.7071 0.5231
零件数 K3 2 0.7071 3 0.5231 说明: 4 0.4467 5 0.4030
—>PV= #VALUE! 6 0.3742
%EV
=
100 × [ EV / TV
%EV =
%AV
=
100 × [ AV / TV
%AV =
%R&R 100 × [ %R&R= R&R /
=
%PV
=
100 × [ PV / TV
%PV =
总变差 (TV)
TV = TV =
重复性 和再现
基于过程 总变差的
——— —
————
—>TV= 0.333
低于 测量系统 10介%: 于 可 基接 于受 应。 用 10%到 的重要
极差 1
2
3
4
5
6
7
8
9
10
受控 TRUE
否
零件
评价人A
评价人B
评价人C
重复性和再现性分析报告

Part CertificationNON DESTRUCTIVE TEST 非破坏性试验PLEASE SPECIFY THE FOLLOWING PARAMETERS AND COMPLETE THE FORM ACCORDINGLY PARAMETERS AREK 1Number of Trials 试验次数Must be either 2 or 3必须为2或33OK K 2Number of Operators 操作人数Must be either 2 or 3必须为2或33OKK 3Number of Parts 零件数Can be any value between 2 and 10可以2和10之间的任意数10OK '01 PSW''01 PSW'!A6'01 PSW'!A21'01 PSW'!A54'01 PSW'!H54MUST ENTER RPN #Part number 零件号Part name 零件名称Plant 厂家Characteristic 特性 平面度Gage number 量具编号 I0409131Coord by Tolerance0.03Gage name 量具名称Phone #Tolerance (Tol)公差/6Gage ECL/revisionDate 日期2013.1.10OPERATOR P A R T RESULTSTRIAL #12345678910AVG A 10.020.020.010.020.020.020.020.020.010.01A 10.0191020.020.020.010.020.020.020.020.020.010.01A 20.0186030.020.020.010.020.020.020.020.020.010.01A 30.01850Average 均值0.022670.018670.013670.021670.0230.023330.018330.019670.013670.01267X A 0.01873Range 极差0.0030.0010.0010.0020.0030.0010.0010.0020.0010.001R A0.00160B 10.020.020.020.020.020.010.010.020.020.01B 10.0190020.020.020.020.020.020.010.010.020.020.01B 20.0188030.020.020.020.020.020.010.010.020.020.01B 30.01860Average 均值0.0230.022670.021330.021670.018670.013670.012330.021330.0220.01133X B 0.01880Range 极差0.0030.0010.0010.0030.0010.0010.0010.0010.0020.001R B0.00150C 10.020.020.020.020.020.020.020.020.020.01C 10.0193020.020.020.020.020.020.020.020.020.020.01C 20.0186030.020.020.020.020.020.020.020.020.020.01C 30.01920Average 均值0.021330.018670.017670.021330.021330.022670.018670.0180.018670.012X C 0.01903Range 极差0.0010.0010.0010.0010.0010.0010.0010.0020.0010.002R C0.00120Part Avg 0.022330.020.017560.021560.0210.019890.016440.019670.018110.012x PART =0.01886Part RangeR PART =0.01033R =R A + R B + R C / No. of operators =0.00160+0.00150+0.00120/3R =0.00143X DIFF =[Max (X )ABC ] - [Min (X )ABC ] =0.01903-0.01873X DIFF =0.00030UCL R =R *D 4 =0.00143* 2.570UCL R =0.00368LCL R =R*D 3 =0.00143*0.000LCL R =0.00000OPERATOR NAMENOTE : It has been statistically proven that the Tolerance Method is better A chan to determine measurement equipment reliability. Even with negativeB lee Kurtosis data sets, the recorded measurements will be less than 1% awayC zhangfrom the true value if GR&R is below 30%. Contact Quality Group if you GOOD UNTIL GAGE ECL/revision CHANGEneed more information.FROM DATA SHEET:R =0.00143X DIFF =0.00030R PART =0.01033Measurement Unit Analysis 测量数据分析Based on the TOLERANCE Method 采用公差法Repeatibility - Equipment Variation (EV)重复性-设备变差EV =R * K 1% EV = 100[EV/Tol]EV =0.00085TrialsK 1% EV =25.2130.5908Reproducibility - Appraiser Variation (AV)再现性-评价人变差AV= [ ( X DIFF * K 2)2 - (EV 2 / nr)](n parts, r trials)% AV = 100[AV/Tol]AV=0.00003OperK 2% AV =0.8030.5231Repeatibility & Reproducibility (R & R)重复性和再现性% R&R = 100[R&R/Tol]R&R= (EV 2 + AV 2)% R&R =25.22R&R=0.00085Part Variation (PV)零件变差% PV = 100[PV/Tol]PV=R PART * K 3Parts K 3% PV =96.77PV=0.00325100.3146ndc =(1.41PV/R&R)Total Variation (TV)总变差0.3146 ndc = 5.41017702TV= (R&R 2 + PV 2)#REF!Gage may be accepted, see next pageTV=0.00336温岭市正茂汽车零部件有限公司三坐标2L 168316-51 T846010038 缸盖Part CertificationNON DESTRUCTIVE TEST 非破坏性试验PLEASE SPECIFY THE FOLLOWING PARAMETERS AND COMPLETE THE FORM ACCORDINGLY PARAMETERS AREK 1Number of Trials 试验次数Must be either 2 or 3必须为2或33OKK 2Number of Operators 操作人数Must be either 2 or 3必须为2或33OKK 3Number of Parts 零件数Can be any value between 2 and 10可以2和10之间的任意数10OK '01 PSW''01 PSW'!A6'01 PSW'!A21'01 PSW'!A54'01 PSW'!H54MUST ENTER RPN #Part number 零件号Part name 零件名称Plant 厂家Characteristic 特性 平面度Gage number 量具编号 I0409131Coord by Tolerance0.03Gage name 量具名称Phone #Tolerance (Tol)公差/6Gage ECL/revisionDate 日期2013.1.10温岭市正茂汽车零部件有限公司三坐标2L 168316-51 T846010038 缸盖。
量具重复性和再现性分析报告

6
0.020 0.014 0.000
7
0.000 0.014 0.000
8
0.010 0.014 0.000
9
0.000 0.014 0.000
2
3
4
5
6
7
8
9
10
1
析图)
10
112.3133 112.318 112.307
3
4
5
6
7
8
9
10
112.3133 112.3100 112.3167 112.3067 112.3200 112.3200 112.3000 112.3133
%R&R
=
100 R&R
[ /
TV
= 9.75
%PV
=
100 [ PV / TV ]
= 99.52
1.41(PV/ ndc = R&R)
14.38633 =
注:当实验次数为2次时D4=3.267,A2=1.880;为3次时D4=2.575,A2=1.023;实验次数小于7时,D3 均为0
评价结论: □ %R统是可接受的;
量具可接 □ 10%≤%R&R≤30%,且数据级数ndc大于5,分析原因,参考过程能力并与客户商
受
定;
评价人: □ %R&R>30%,或数据级数ndc小于5时,系统不能接受,必须进行改进。
XXX
日期:
XXX
1
2
112.3100 112.3167
112.318 112.318
112.307 112.307
1
112.31
112.32 112.31 112.31 112.32 112.30 112.32 112.32
五大工具培训考试题卷1
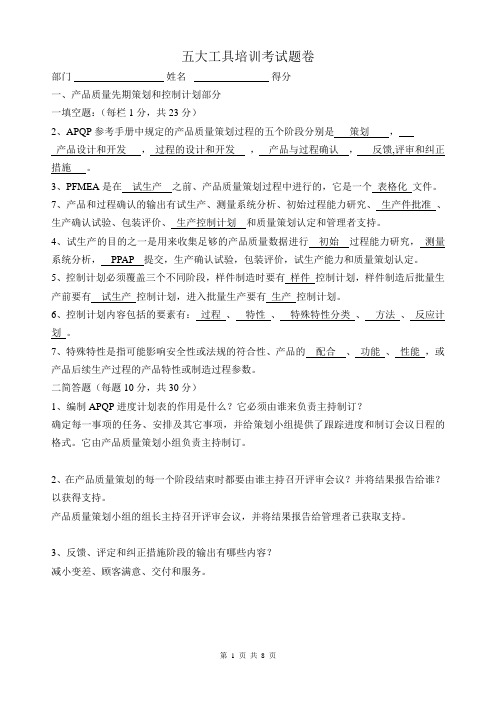
五大工具培训考试题卷部门姓名得分一、产品质量先期策划和控制计划部分一填空题:(每栏1分,共23分)2、APQP参考手册中规定的产品质量策划过程的五个阶段分别是策划,产品设计和开发,过程的设计和开发,产品与过程确认,反馈,评审和纠正措施。
3、PFMEA是在试生产之前、产品质量策划过程中进行的,它是一个表格化文件。
7、产品和过程确认的输出有试生产、测量系统分析、初始过程能力研究、生产件批准、生产确认试验、包装评价、生产控制计划和质量策划认定和管理者支持。
4、试生产的目的之一是用来收集足够的产品质量数据进行初始过程能力研究,测量系统分析,PPAP 提交,生产确认试验,包装评价,试生产能力和质量策划认定。
5、控制计划必须覆盖三个不同阶段,样件制造时要有样件控制计划,样件制造后批量生产前要有试生产控制计划,进入批量生产要有生产控制计划。
6、控制计划内容包括的要素有:过程、特性、特殊特性分类、方法、反应计划。
7、特殊特性是指可能影响安全性或法规的符合性、产品的配合、功能、性能,或产品后续生产过程的产品特性或制造过程参数。
二简答题(每题10分,共30分)1、编制APQP进度计划表的作用是什么?它必须由谁来负责主持制订?确定每一事项的任务、安排及其它事项,并给策划小组提供了跟踪进度和制订会议日程的格式。
它由产品质量策划小组负责主持制订。
2、在产品质量策划的每一个阶段结束时都要由谁主持召开评审会议?并将结果报告给谁?以获得支持。
产品质量策划小组的组长主持召开评审会议,并将结果报告给管理者已获取支持。
3、反馈、评定和纠正措施阶段的输出有哪些内容?减小变差、顾客满意、交付和服务。
二、生产件批准程序部分(100分)一、填空题:(每栏2分,共50分)1、用于生产批准件的产品必须取自重要的生产过程。
该过程必须是 1 小时到8 小时的生产,且规定的生产数量至少为300 件连续生产的部件,除非顾客授权的质量代表另有规定。
2按照生产件批准程序提交的检验和试验必须由有资格的试验室进行,除非获得由顾客认可的试验室进行。
测量系统重复性和再现性分析报告
均值图123 Nhomakorabea4
5
6
7
零件 极差图
UCL LCL
0.537 0.537 0.537
0
0
0
0.537 0
0.537 0
0.537 0
2
3
4
5
6
零件
注:
分析报告
使用公差法 使用零件间变差
XH-JS-CHY-001
XDL-B测厚仪 0.001μm
8
12.114 12.089 12.358 12.187 0.269 11.866 11.843 12.049 11.919 0.206 12.051 12.238 11.985 12.091 0.253 12.066
零 5
14.622 14.532 14.398 14.517 0.224 14.348 14.066 14.135 14.183 0.282 14.531 14.387 14.615 14.511 0.228 14.404
件 6
11.109 11.089 11.014 11.071 0.095 10.991 11.018 11.101 11.037 0.110 10.946 11.212 10.979 11.046 0.266 11.051
日 期:
零件名称
特 性 公差(容差)
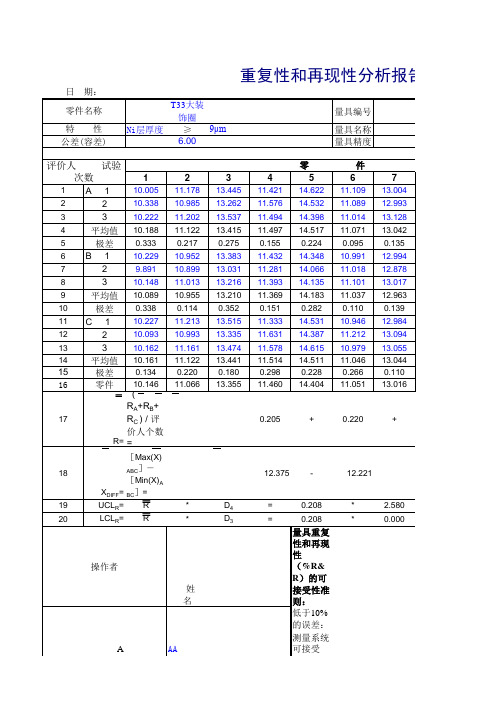
重复性和再现性分析报告
T33大装 饰圈
Ni层厚度 ≥ 9μm 6.00
量具编号
量具名称 量具精度
评价人 试验
次数
1
1 A1
10.005
2
2
10.338
3
3
10.222
4
平均值 10.188
测量系统重复性和再现性分析作业指导书
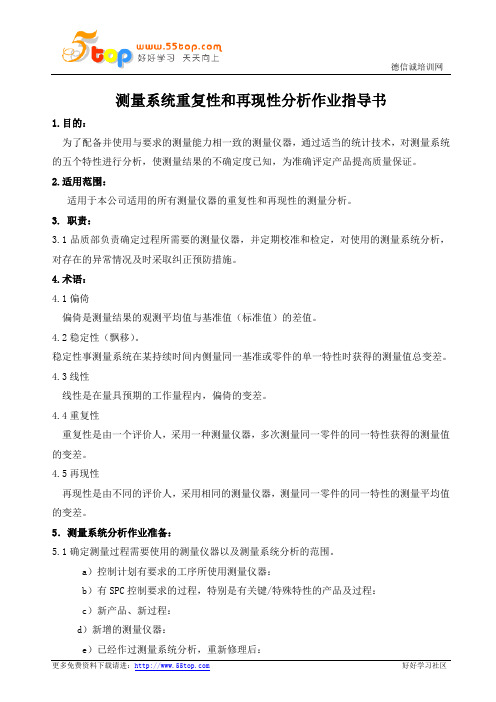
测量系统重复性和再现性分析作业指导书1.目的:为了配备并使用与要求的测量能力相一致的测量仪器,通过适当的统计技术,对测量系统的五个特性进行分析,使测量结果的不确定度已知,为准确评定产品提高质量保证。
2.适用范围:适用于本公司适用的所有测量仪器的重复性和再现性的测量分析。
3.职责:3.1品质部负责确定过程所需要的测量仪器,并定期校准和检定,对使用的测量系统分析,对存在的异常情况及时采取纠正预防措施。
4.术语:4.1偏倚偏倚是测量结果的观测平均值与基准值(标准值)的差值。
4.2稳定性(飘移)。
稳定性事测量系统在某持续时间内侧量同一基准或零件的单一特性时获得的测量值总变差。
4.3线性线性是在量具预期的工作量程内,偏倚的变差。
4.4重复性重复性是由一个评价人,采用一种测量仪器,多次测量同一零件的同一特性获得的测量值的变差。
4.5再现性再现性是由不同的评价人,采用相同的测量仪器,测量同一零件的同一特性的测量平均值的变差。
5.测量系统分析作业准备:5.1确定测量过程需要使用的测量仪器以及测量系统分析的范围。
a)控制计划有要求的工序所使用测量仪器:b)有SPC控制要求的过程,特别是有关键/特殊特性的产品及过程:c)新产品、新过程:d)新增的测量仪器:e)已经作过测量系统分析,重新修理后:5.2公司按GB/T10012标准要求,建立公司计量管理体系,确保建立的测量系统的可靠性。
5.3品质部对测量仪器按规定的权限进行校准和调整,除使测量仪器的偏倚、稳定性、线性等符合规定要求之外,还应确认以下条件:a)确定量具检验的零件质量特性为技术型数据还是计量性数据。
针对批量生产(一般≥300件)的零件,其统计特性为计量型数据的采用R&R分析,针对计数型数据采用小样法分析。
b)确定测量系统中的变差只是由变差的普通原因引起的,而不是特殊原因引起的(可采取SPC技术)。
5.4操作步骤和方法5.4.1确定产品的特殊特性和关键特性和质量特性值和对应的测量仪器。
重 复 性 和 再 现 性 分 析 报 告

文件号:零件名称芯片推力量具编号量具名称>100g 量具精度评价人试验次数123456781 A 1180.500110.000260.000130.500100.200100.200110.200120.60022180.200120.200260.200130.800100.300100.300110.200120.50033180.300120.300260.500130.900100.800100.200110.500120.200180.333116.833260.233130.733100.433100.233110.300120.4330.30010.3000.5000.4000.6000.1000.3000.4006 B 1180.500120.400250.900130.700100.900100.500110.800120.40072170.500110.500250.800130.600100.200100.600110.500120.40083150.600110.600300.000130.800100.200100.800110.300120.500167.200113.833267.233130.700100.433100.633110.533120.43329.9009.90049.2000.2000.7000.3000.5000.10011C 1180.900130.000280.000130.800100.500100.500110.600120.300122190.200130.500280.500120.900100.600100.600110.200120.800133180.500140.000280.800130.900100.800100.700110.600120.700183.867133.500280.433127.533100.633100.600110.467120.6009.70010.0000.80010.0000.3000.2000.4000.500177.1333#######269.3000129.6556100.5000100.4889110.4333120.488917R= ( R A +R B +R C ) / 评价人个数 =3.3600+10.1000+ 3.240018X DIFF =[Max(X)ABC ]-[Min(X)ABC ]=139.900-135.55019UCL R =R *D 4= 5.567*2.58020LCL R =R *D 3= 5.567*0.000 姓 名量具重复性和再现性(%R&R )的可接受性准则:A低于10%的误差: 测量系统可接受B10%至30%的误差: 根据应用的重要性。
量具再现性和重复性分析
如何正确理解量具可重复性&再现性(GR&R)如何正确理解量具可重复性&再现性(GR&R)如何正确理解量具可重复性&再现性(GR&R)对于过程控制系统来说,量具的可重复性及再现性(以下称量具R&R)研究十分重要。
下面就学习下如何正确的实施研究并解释结果。
任何一个真正称得上专业人士的质量人都深知:R&R研究报告是成功实施过程控制系统的关键部分。
但是令人吃惊的是,很多人却不知道如何正确地进行可重复性及可重现性研究,也不知该如何解释研究结果。
质量专业人士知道,测量产品对满足客户公差要求至关重要。
此外,测量产品对于统计过程控制系统的必要性——统计过程控制系统的价值在于改进制造过程本身。
但他们容易忽视:只有测量系统本身完善且准确,数据才有价值。
量具R&R研究目的不仅在于告诉评价人测量系统是否能实现其应实现的用途,还揭示测量系统的哪一部分引起的测量波动最大,从而帮助评价人有计划地改进系统。
测量系统中的波动主要来自于三个方面:产品本身、实施测量的人员,以及用于测量的设备。
量具研究的意义之一就是揭示这三个因素分别对波动所产生的影响。
如果测量系统够完善,那么大部分波动应该来自产品本身。
而如果波动绝大部分是由评价人或测量设备造成的,那么这个系统可能就不合适了。
量具研究包括数个零件,多个评价人重复测量这些零件。
虽然零件和评价人的数量可变,但是大多数研究需使用10个零件,3个评价人来对每个零件至少测三次。
重复的测量叫作试验。
测量完成后的计算结果将决定评价人之间,零件之间和跨试验的波动水平。
这里没有必要讲解实际计算方法,因为有很多软件和模板可以帮助评价人计算。
因此我们应更关注于如何开展合理的研究及如何解释结果。
选择零件样本也许是实施一次成功研究的最重要的步骤——同时也是最易误解的地方。
用于量具研究的零件样本应该能反映生产过程的真实波动。
在我们实施研究中往往多建议选择尽可能相似的样本,甚至一些量具研究的指导书规定样本必须来自同一批。
APQP量具重复性和再现性X-R分析报告
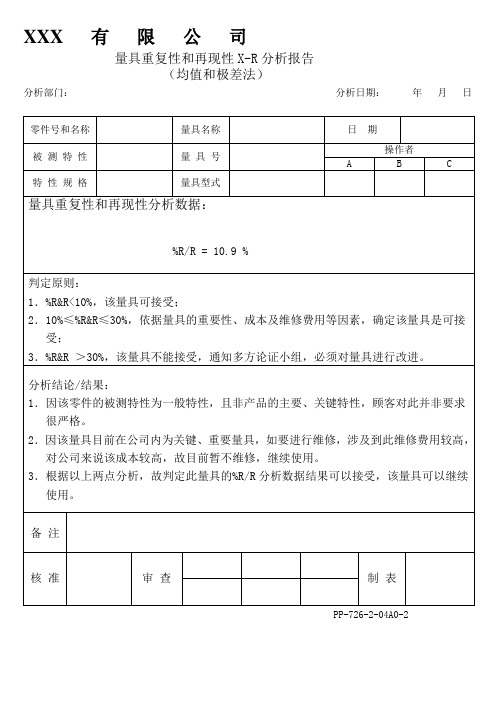
3.%R&R >30%,该量具不能接受,通知多方论证小组,必须对量具进行改进。
分析结论/结果:
1.因该零件的被测特性为一般特性,且非产品的主要、关键特性,顾客对此并非要求
很严格。
2.因该量具目前在公司内为关键、重要量具,如要进行维修,涉及到此维修费用较高,
对公司来说该成本较高,故目前暂不维修,继续使用。
3.根据以上两点分析,故判定此量具的%R/R分析数据结果可以接受,该
审 查
制 表
PP-726-2-04A0-2
XXX有限公司
量具重复性和再现性X-R分析报告
(均值和极差法)
分析部门: 分析日期: 年 月 日
零件号和名称
量具名称
日 期
被 测 特 性
量 具 号
操作者
A
B
C
特 性 规 格
量具型式
量具重复性和再现性分析数据:
%R/R =10.9 %
判定原则:
1.%R&R<10%,该量具可接受;
2.10%≤%R&R≤30%,依据量具的重要性、成本及维修费用等因素,确定该量具是可接
量具重复性和再现性分析报告

重复性和再现性分析报告公差法过程变差法非破坏性试验'[1204442'[1204442528.xls]01'[1204442528.xls]01'[1204442528.xls]01'[1204442528.xls]01GAGE APPROVED, USE IT 零件压板零件号CL3202020单位名称*****有限公司特性6±0.15量具号LQT-101组织人公差0.3单位mm量具名称千分尺电话过程0.04547量具精度0.01日期2020/4/10操作P A R T 结果TR IA 12345678910AVG A 1 6.010 6.040 6.000 5.980 5.960 6.030 6.020 6.070 5.925 6.055A 1 6.0092 6.010 6.040 6.000 5.990 5.960 6.030 6.020 6.060 5.925 6.055A 2 6.00936.005 6.030 6.000 5.990 5.950 6.035 6.030 6.070 5.925 6.060A 36.010Av er 6.008 6.037 6.000 5.987 5.957 6.032 6.023 6.067 5.925 6.057X A 6.009Ra ng 0.0050.0100.0000.0100.0100.0050.0100.0100.0000.005R A0.007B 1 6.005 6.030 6.010 5.980 5.960 6.035 6.030 6.070 5.930 6.060B 1 6.0112 6.000 6.030 6.000 5.990 5.960 6.030 6.030 6.070 5.925 6.060B 2 6.0103 6.000 6.035 6.000 5.980 5.960 6.030 6.030 6.060 5.925 6.055B 36.008Av er 6.002 6.032 6.003 5.983 5.960 6.032 6.030 6.067 5.927 6.058X B 6.009Ra ng 0.0050.0050.0100.0100.0000.0050.0000.0100.0050.005R B0.005C 1 6.005 6.050 6.000 5.990 5.960 6.035 6.030 6.080 5.925 6.060C 1 6.0142 6.010 6.050 6.000 5.980 5.970 6.040 6.020 6.080 5.925 6.055C 2 6.0133 6.0106.050 6.010 5.980 5.960 6.040 6.030 6.070 5.930 6.055C 36.014Av er 6.008 6.050 6.003 5.983 5.963 6.038 6.027 6.077 5.927 6.057X C 6.013Ra ng0.0050.0000.0100.0100.0100.0050.0100.0100.0050.005R C0.007PART 6.006 6.0396.0025.984 5.9606.034 6.027 6.070 5.926 6.057R PART =0.144R =R A + R B + R C /0.007+0.005+0.007/3R =0.006X DIFF =[Max (X )ABC ] 6.013- 6.009X DIFF =0.004UCL R =R*D 4 =0.006* 2.580UCL R =0.016LCL R =R*D 3 =0.006*0.000LCL R =0.000UCL X =6.015LCL X =6.006O PENAMENOTE :It has A 罗艳艳todetermin B 于鹏淼Kurtosis data C 李志from the true GOOD UNTIL GAGE ECL/revision CHANGEneed moreFR O M DA TA SH EE T:R =0.006X DIFF =0.004R PART =0.144Me as ur em ent Un it An aly sisBase on PART TO PART VariationUsing TOLERANCE methodUsing Part to Part variation重复性和再现性分析报告公差法过程变差法非破坏性试验'[1204442'[1204442528.xls]01'[1204442528.xls]01'[1204442528.xls]01'[1204442528.xls]01GAGE APPROVED, USE IT 零件压板零件号CL3202020单位名称*****有限公司特性6±0.15量具号LQT-101组织人公差0.3单位mm量具名称千分尺电话过程0.04547量具精度0.01日期2020/4/10Using TOLERANCE methodUsing Part to Part variation重复性和再现性分析报告公差法过程变差法非破坏性试验'[1204442'[1204442528.xls]01'[1204442528.xls]01'[1204442528.xls]01'[1204442528.xls]01GAGE APPROVED, USE IT 零件压板零件号CL3202020单位名称*****有限公司特性6±0.15量具号LQT-101组织人公差0.3单位mm量具名称千分尺电话过程0.04547量具精度0.01日期2020/4/10Using TOLERANCE methodUsing Part to Part variation重复性和再现性分析报告公差法过程变差法非破坏性试验'[1204442'[1204442528.xls]01'[1204442528.xls]01'[1204442528.xls]01'[1204442528.xls]01GAGE APPROVED, USE IT 零件压板零件号CL3202020单位名称*****有限公司特性6±0.15量具号LQT-101组织人公差0.3单位mm 量具名称千分尺电话过程0.04547量具精度0.01日期2020/4/10Using TOLERANCE methodUsing Part to Part variation量具重复性和再现性的()的可接受性准则:低于的误差测量系统可接受;的误差应根据应用的重要重复性和再现性分析报告公差法过程变差法非破坏性试验'[1204442'[1204442528.xls]01'[1204442528.xls]01'[1204442528.xls]01'[1204442528.xls]01GAGE APPROVED, USE IT 零件压板零件号CL3202020单位名称*****有限公司特性6±0.15量具号LQT-101组织人公差0.3单位mm量具名称千分尺电话过程0.04547量具精度0.01日期2020/4/10Using TOLERANCE methodUsing Part to Part variationRange Chart by appraiser重复性和再现性分析报告公差法过程变差法非破坏性试验'[1204442'[1204442528.xls]01'[1204442528.xls]01'[1204442528.xls]01'[1204442528.xls]01GAGE APPROVED, USE IT 零件压板零件号CL3202020单位名称*****有限公司特性6±0.15量具号LQT-101组织人公差0.3单位mm量具名称千分尺电话过程0.04547量具精度0.01日期2020/4/10Using TOLERANCE methodUsing Part to Part variation重复性和再现性分析报告公差法过程变差法非破坏性试验'[1204442'[1204442528.xls]01'[1204442528.xls]01'[1204442528.xls]01'[1204442528.xls]01GAGE APPROVED, USE IT 零件压板零件号CL3202020单位名称*****有限公司特性6±0.15量具号LQT-101组织人公差0.3单位mm量具名称千分尺电话过程0.04547量具精度0.01日期2020/4/10Using TOLERANCE methodUsing Part to Part variation。
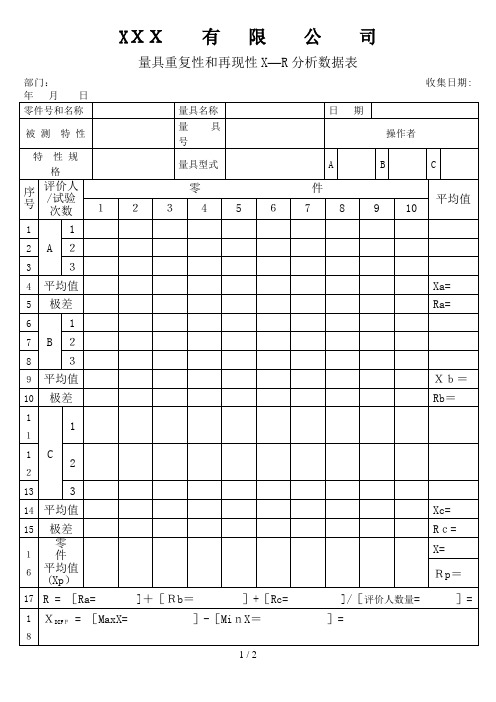
APQP量具重复性和再现性X-R分析数据表
11
C
1
12
2
13
3
14
平均值
Xc=
15
极差
Rc=
16
零件
平均值
(Xp)
X=
Rp=
17
R = [Ra= ]+[Rb= ]+[Rc= ]/[评价人数量= ]=
18
XDIFF= [MaxX= ]-[MinX= ]=
19
UCLR= [R= ]*[D4= ]=
20
LCLR= [R= ]*[D3= ]=
XXX 有 限 公 司
量具重复性和再现性X—R分析数据表
部门: 收集日期: 年 月 日
零件号和名称
量具名称
日 期
被 测 特 性
量 具 号
操作者
特 性 规 格
量具型式
A
B
C
序
号
评价人/试验次数
零 件
平均值
1
2
3
4
5
6
7
8
9
10
1
A
1
2
2
3
3
B
1
7
2
8
3
9
平均值
Xb=
10
极差
备注
1.D4=3.27(两次试验), D4=2。58(三次试验);D3=0(不大于7次试验).UCLR代表单个R的限
值,圈出那些超限值的值,查明原因并纠正;同一评价人采用最初的仪器重复这些超限读数或
者剔除这些超限值,由剩余观测值再次平均并计算R和限值。
核 准
审 查
制 表
PP-726-2—03A0
量具重复性和再现性X-R分析数据表

]/[评价人数量= ]=
]=
]-[MinX=
更多免费资料下载请进:
德信诚培训网
备 注
1.D4=3.27(两次试验) , D4=2.58(三次试验) ;D3=0(不大于 7 次试验) 。UCLR 代表单个 R 的限 值,圈出那些超限值的值,查明原因并纠正;同一评价人采用最初的仪器重复这些超限读数或 者剔除这些超限值,由剩余观测值再次平均并计算 R 和限值。
核
准
审
查
制
表
更多免费资料下载请进:
好好学习社区
德信诚培训网
量具重复性和再现性 X-R 分析报告(均值和极差法)
分析部门: 零件号和名称: 被 测 特 性: 特 性 规 格: 根据数据表:R = 测 量 系 统 重复性—设备变差(EV) EV = R×K1 = × = 试验次数 2 3 K1 4.56 3.05 量具名称: 量 具 号: 量具型式: XDiff = 分 析 分析日期: 日 期: 操作者: A B Rp = % 总 变 % EV = 100[EV / TV] = 100[ = % / ] 年 月 日
德信诚培训网
量具重复性和再现性 X-R 分析数据表
部门: 零件号和名称 被 测 特 性 特 性 规 格 量具名称 量 具 号 量具型式 A B 收集日期: 日 期 操作者 C 年 月 日
序 评价人 /试验 号 次数
1 2 3 4 5 6 7 8 9 10 11 12 13
零 1 2 3 4 5 6
件 7 8 9 10
平均值
1 A 2 3 平均值 极差 1 B 2 3 平均值 极差 1 C 2 3 Xc= Rc= X= Rp= ]+[Rb= ]*[D4= ]*[D3= ]+[Rc= ]= ]=
重复性和再现性分析

结果分析——图示法
使用图表工具是很重要的,使用哪种特定的 图示取决于用于收集数据的实验设计。在进 行其它的统计分析之前,应该使用图表工具 对数据进行系统地筛选,从而找出变差的明 显的特殊原因。
下面是一些被证明为有用的分析技术(另参 见变差数分析法)。
从测量系统分析中得到的数据可通过控制图 画显示出来。通过使用控制图来回答与测量 系统有关的问题,这一见解已被Western Electric所采用(见参考文献表中“AT&T Statistical Quality Control Handbook”)。
使用这方法能够潜在的检测出测量系统为不 可接受的概率是:对于抽样次数是5的情况下, 机率为80%;对于抽样次数为10的情况下, 机率为90%。
用极差法进行研究时通常选用两个评价 人与五个零件。在这种研究中,两个评 价人测量每个零件一次。由评价人A测量 的每个零件的极差与由评价人B测量的每 个零件的极差是决然不同的。计算极差 之和以及极差的平均值(R):总测量变 差即为极差的平均值乘以1/d2*,d2*可在 附录C中查到,取m=2,且g=零件的数 量。
如果某个评价人是在控制限之外,则说明他 使用的方法与其它人不一致。
如果所有的评价人均有一些超出控制范围的 点,则说明该测量系统对评价人的技巧较敏 感,需要进行改进以获得有效的数据。
图表应该不是显示数据对于评价人或零件关系的图 形。
极差不是对数据的排序。不能像一般控制图趋势分 析来使用,即使画出来的数据点是用线条连接的。
进行研究 尽管评价人的人数、测量次数及零件数量 均可会不同,但下面的讨论呈现进行研究 的最佳情况。参见图12中的GRR数据表, 详细的程序如下:
1)取得一个能代表过程变差实际或预期范围的样 本,为n>5个零件的样本。
新产品开发测量系统分析报告--重复性和再现性

ndc
)
+
)
8 9 10
表格中理论和常数信息参见 MSA 参考手册,第三版
量具重复性和再现性 X-R 分析报告
(均值和极差法)
表码: JY/QR-7.1A-049/01
零件号和名称 被 测 特 性 特 性 规 格 量具重复性和再现性分析数据:
量具名称 量 具 号 量具型式
日 A
期 操作者 B C
%R/R =
判定原则: 1.%R&R<10%,该量具可接受;
%
2.10%≤%R&R≤30%,依据量具的重要性、成本及维修费用等因素,确定该量具是可接受; 3.%R&R >30%,该量具不能接受,通知多方论证小组,必须对量具进行改进。 分析结论/结果: 1. 因该零件的被测特性为一般特性,且非产品的主要、关键特性,顾客对此并非要求很严格。 2.因该量具目前在公司内为关键、重要量具,如要进行维修,涉及到此维修费用较高,对公司 来说该成本较高,故目前暂不维修,继续使用。 3.根据以上两点分析,故判定此量具的%R/R 分析数据结果可以接受,该量具可以继续使用。
K2
%EV = 100[EV/TV] = 100[ / = % %AV ) ) = 100[AV/TV] = 100[ / = %
]
AV
]
) 2-(
2
2
/(
3
×
0.7071
0.5231
n =
r = 重复性和再现性(GRR) GRR = √ EV 2 + AV 2 =√( =
2
2
%GRR
2
+
)
K3 0.7071 0.5231 0.4467 0.4030 0.3742 0.3534 0.3375 0.3249 0.3146
计量型(重复性、再现性)报告

顾 客:量具名称:规范结论:零件号:量具编号:上限:11日期:特 性:量具类型:下限:9编制:评价人12345678910均值10.29(0.56) 1.340.47(0.80)0.020.59(0.31) 2.26(1.36)0.19420.41(0.68) 1.170.50(0.92)(0.11)0.75(0.20) 1.99(1.25)0.16630.64(0.58)1.270.64(0.84)(0.21)0.66(0.17)2.01(1.31)0.211测量系统分析均值0.447-0.607 1.2600.537-0.853-0.1000.667-0.227 2.087-1.307XBARA 0.190极差0.3500.1200.1700.1700.1200.2300.1600.1400.2700.110RBARA0.1840.199评价人 B姓名:0.23012345678910均值10.08(0.47) 1.190.01(0.56)(0.20)0.47(0.63) 1.80(1.68)0.0010.30420.25(1.22)0.94 1.03(1.20)0.220.55(0.08) 2.12(1.62)0.09930.07(0.68)1.340.20(1.28)0.060.83(0.34)2.19(1.50)0.089零件变差(PV ): 1.104均值0.133-0.790 1.1570.413-1.0130.0270.617-0.350 2.037-1.600XBARB 0.063总变差 (TV):1.145极差0.1800.7500.4001.0200.7200.4200.3600.5500.3900.180RBARB0.497ndc:% TOLERANCE 评价人 C姓名:5VARIATION (TOL)12345678910均值10.04(1.38)0.880.14(1.46)(0.29)0.02(0.46) 1.77(1.49)-0.223% EV:17.35 5.962(0.11)(1.13) 1.090.20(1.07)(0.67)0.01(0.56) 1.45(1.77)-0.256% AV:20.08 6.903(0.15)(0.96)0.670.11(1.45)(0.49)0.21(0.49)1.87(2.16)-0.284% R & R:26.549.12均值-0.073-1.1570.8800.150-1.327-0.4830.080-0.503 1.697-1.807XBARC -0.254% PV:96.4133.12极差0.1900.4200.4200.0900.3900.3800.2000.1000.4200.670RBARC0.328极差控制图XBARp0.169-0.851 1.0990.367-1.064-0.1860.454-0.3601.940-1.571# PARTS 10M (FOR EV(K1) = # OF TRIALS)(FOR AV(K2) = # APPR AND G=1)(FOR PV(K3) = # OF PARTS AND G=1)UCL-R 0.8660.8660.8660.8660.8660.8660.8660.8660.8660.866OP1?1d22345678910LCL-R0.0000.0000.0000.0000.0000.0000.0000.0000.0000.000OP2?11 1.410 1.910 2.240 2.480 2.670 2.830 2.960 3.080 3.180RBARBAR 0.3360.3360.3360.3360.3360.3360.3360.3360.3360.336OP3?12 1.280 1.810 2.150 2.400 2.600 2.770 2.910 3.020 3.130XBARBAR 0.0000.0000.0000.0000.0000.0000.0000.0000.0000.000# OPER 33 1.230 1.770 2.120 2.380 2.580 2.750 2.890 3.010 3.110UCL-XBAR 0.34373570.34373570.34373570.34373570.34373570.34373570.34373570.34373570.34373570.3437357# TRIALS (M)34 1.210 1.750 2.110 2.370 2.570 2.740 2.880 3.000 3.100LCL-XBAR -0.344402-0.344402-0.344402-0.344402-0.344402-0.344402-0.344402-0.344402-0.344402-0.344402(G)30.000G5 1.190 1.740 2.100 2.360 2.560 2.730 2.870 2.990 3.100d2A(EV)= 1.128d2(EV)= 1.6936 1.1801.7302.090 2.350 2.560 2.730 2.870 2.9903.100d2(PV)= 3.180d2(AV)= 1.910均值控制图7 1.170 1.730 2.090 2.3502.550 2.7202.870 2.9903.100COUNTD4D3A23/d2SIZEA2D3D43/d2TOLERANCE XDiff (Ro):0.4458 1.170 1.720 2.080 2.350 2.550 2.720 2.870 2.980 3.0903 2.5740 1.023 1.7722 1.880 3.2682.65920Rp:3.5119 1.160 1.720 2.080 2.340 2.550 2.720 2.860 2.980 3.0903 1.0230 2.574 1.7720.1917AV1:0.05410 1.160 1.720 2.080 2.340 2.550 2.720 2.860 2.980 3.09040.7290 2.282 1.457AV2:0.00111 1.160 1.710 2.080 2.340 2.550 2.720 2.860 2.980 3.09050.5770 2.1141.2912 1.150 1.7102.070 2.340 2.550 2.720 2.850 2.9803.090G13 1.150 1.710 2.070 2.340 2.550 2.710 2.850 2.980 3.09014 1.150 1.710 2.070 2.340 2.540 2.710 2.850 2.980 3.08015 1.150 1.710 2.070 2.340 2.540 2.710 2.850 2.980 3.080>15 1.1281.6932.059 2.3262.534 2.7042.847 2.9703.078% 过程变差 (TV)所有计算的理论和常数信息见MSA 参考手册,第三版。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
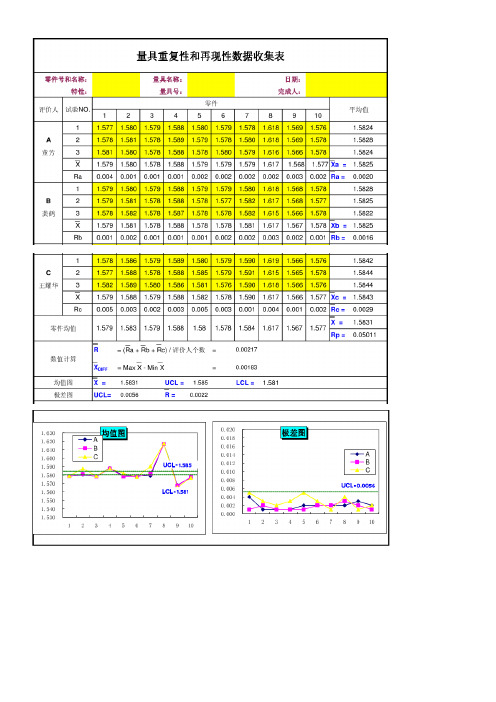
量具重复性和再现性X-R分析报告(均值和极差法)
分析部门:分析日期:年月日
零件号和名称:量具名称:日期:
被测特性:量具号:操作者:
特性规格:量具型式:ABC
根据数据表:R=XDiff=Rp=
测量系统分析
%总变差(TV)
重复性—设备变差(EV)
EV=R×K1
=×
%EV=100[EV/TV]
=100[/]
=
%R&R=100[R&R/TV]
=100[/]
=%
%PV=100[PV/TV]
=10p×K3
=×
=
分析结论:
□%R&R<10%,该量具可接受;
□10%≤%R&R≤30%,依据量具的重要
性、成本及维修费用等因素,确定该
量具是可接受;
□%R&R>30%,该量具不能接受,通知
=%
=
试验次数
K1
2
3
4.56
3.05
再现性—评价人变差(AV)
AV=√[(XDIFF×K2)2—(EV2/nr)]
=√[()2—(2/×)]
=
%AV=100[AV/TV]
=100[/]
=%
n=零件数量
r=试验次数
评价人
2
3
K2
3.65
2.70
重复性和再现性(R&R)
R&R=√(EV2+AV2)
=√(2+2)
多方论证小组,必须对量具进行改
进。
总变差(TV)
TV=√(R&R2+PV2)
=√(2+2)
=
1.所有计算均基于预计5.15σ(正态分布曲线下99.0%的面积)。
2.K1=5.15/d2,式中d2取决于试验次数(m)和零件数目与操作者数量之积(g),g假定大于15;d2值来自表2。
3.AV—如果平方根符号下为负值运算,评价人变差(AV)缺省为零(0)。
4.K2=5.15/d2,式中d2取决于评价人数量(m)和(g),g=1因为只有单极差计算。
5.K2=5.15/d2,式中d2取决于零件数量(m)和(g),g=1因为只有单极差计算。
6.d2来源于表2,参见表D3,“质量控制和工业统计”,A.J.Duncan。
核准
审查
制表
PP-726-2-04A0-1