磁粉检测物理基础
磁粉检测(1~2)

1 磁粉检测基础知识
2磁粉检测的物理基础
2.1磁现象和磁场
2.1.1 磁的基本现象 通常称磁针指向北的一端为北极(N),指向南的一端为 南极(S) 同性磁极相互排斥,异性磁极相互吸引。 地球的南极是地磁场的北极(N),地球的北极是地磁场 的南极(S) 磁极间相互排斥和相互吸引的力称为磁力。 使原来没有磁性的物体得到磁性的过程叫磁化
磁 粉 检 测
武汉信正检测技术有限公司 刘 平 RT-Ⅲ UT-Ⅲ MT-Ⅲ PT-Ⅲ TOFD-Ⅱ
TSG Z8001-2013
1 磁粉检测基础知识
1.1 漏磁场检测分类 漏磁场检测:是利用铁磁性材料或工件被磁化后,在表面和近表面 如有不连续性(材料的均质状态即致密性受到破坏)存在 则在不连续性处磁力线离开工件和进入工件表面发生局部畸变产生磁 极,并形成可检测的漏磁场进行检测的方法。 漏磁场检测包括:磁粉检测和利用检测元件探测漏磁场。 其区别在于,磁粉检测是利用铁磁性粉末-磁粉,作为磁场的传感器, 即利用漏磁场吸附施加在不连续性处的磁粉聚集形成磁痕,从而显示 出不连续性的位置、形状和大小。 利用检测元件探测漏磁场的磁场传感器有磁带、霍尔元件、磁敏二极 管和感应线圈等。
2.3.3磁化曲线
磁化曲线是表征铁磁性材料磁特性的曲线,用以表示外加磁场强度H与 磁感应强度B的变化关系。
2.3.4磁滞回线 剩余磁感应强度 BR 矫顽力 HC
铁磁性材料的特性:
高导磁性 磁饱和性 磁滞性
根据矫顽力HC大小分为软磁材料(HC<100A/M)和硬磁材 料(HC≥100A/M)。
软磁材料与硬磁材料的特征
2磁粉检测的物理基础
磁感应强度:
将原来不具有磁性的铁磁性材料放入外加磁场内,便得到磁化 ,它除了原来的外加磁场外,在磁化状态下铁磁性材料本身还产 生一个感应磁场,这两个磁场叠加起来的总磁场,称为磁感应强 度B。 单位是T (SI)和Gs (CGS)(1T=10000Gs)。 磁感应强度是矢量,有大小和方向,可用磁感应线来表示,磁 感应强度的大小等于穿过与磁感应线垂直的单位面积上的磁通量 ,所以磁感应强度又称为磁通密度。 磁感应强度不仅与外加磁场有关,还与被磁化的铁磁性材料的性 质有关,B=μH。
磁粉探伤

3.磁化电流
目前磁粉探伤常用的磁化电流:交流电、直 流电、整流电和冲击电流等几种。
3.磁化规范
3.1磁化电流大小的确定 磁化电流的大小对磁粉探伤灵敏度有决定性的影响。确定 磁化电流的原则是使工件表面或近表面规定深度和大小的缺 陷得到清晰显示。具体确定方法有几种:一是根据工件材料 的磁化曲线来确定,一般以使工件表面的磁感应强度达到饱 和磁感应的80%为宜。这样既可防止磁化不足引起漏检;又 可防止过渡磁化,产生杂乱显示。二是利用灵敏度试片进行 试验来确定所需的磁化电流值,这种方法较可靠。三是利用 一些成功的经验公式或理论公式来确定磁化电流值,这种方 法简便可行。
2. 引用标准与依据
检验依据: GB 50205-2001《钢结构工程施工质量验收 规范》 引用标准:
JB/T 6061-2007《焊缝磁粉检测方法和缺陷磁痕的 分级》 JB4730.4-2005 《承压设备无损检测 磁粉检测》
3. 作业准备
3.1 仪器准备 3.2 磁粉准备 按使用方法分类为:a按磁痕的观察方法分:荧光磁 粉和非荧光磁粉;b按分散介质不同分:干磁粉和湿磁粉。 3.3 探伤面准备 在探伤前必须准备好要探伤的探伤面,清除工件表面 的油污、铁锈、毛刺、氧化皮、金属和砂粒等;使用水磁 悬液,表面要认真除油;使用油磁悬液时,工件表面不应 有水分;干法检验时,工件表面应干净和干燥。有非导电 覆盖层的工件,在电磁化时,必须将与电极接触部位的非 导电覆盖层打磨掉。装配件一般应分解后探伤。若工件有 盲孔和内腔,磁粉液流进后难以清洗,探伤者应将孔洞用 费研磨性材料封堵。如果磁痕和工件表面颜色对比度小, 可在探伤前先在工件表面涂敷一层反差增强剂。
无
损
探
伤
磁 粉 探 伤
磁粉检测全部+讲解学习
磁粉检测全部+讲解学习第⼀章绪论1.1、能形成磁粉显⽰的零件结构或形状上的间断叫做---------不连续性1.2、磁粉检测与渗透检测元件检测主要区别是---------检测原理不同1.3、以下关于磁敏元件检测法的叙述中,正确的是--------- 磁敏元件检测法获得不连续性(包括缺陷)深度的信息。
1.4、磁粉检测在下列哪种缺陷的检测不可靠--------埋藏的很深的⽓孔,⼯件表⾯浅⽽宽的划伤,针孔状的缺陷和延伸⽅向与磁感应线⽅向夹⾓⼩于20度⾓的缺陷。
1.5、磁粉检测优于涡流检测的地⽅--------能直观的显⽰出缺陷的位置、形状、⼤⼩和严重程度-。
1.6、磁粉检测优于渗透检测的地⽅---------能检出表⾯夹有外来材料的表⾯不连续性;对单个零件检测快,可检出近表⾯的不连续性。
1.7、承压设备对铁磁性材料⼯件表⾯和近表⾯缺陷的检测宜优先选择磁粉检测,主要是因为---------磁粉检测对铁磁性材料攻坚的表⾯和近表⾯缺陷具有很⾼的灵敏度,可发现微⽶级宽度的⼩缺陷。
1.8、对检测有⾊⾦属管⼦表⾯缺陷最合适的⽅法是---------涡流法。
1.9、被磁化的⼯件表⾯有⼀裂纹,使裂纹吸引磁粉的原因是------漏磁场。
1.10、漏磁场检测的试件必须具备的条件是--------- 试件有磁性。
1.15、通常把影响⼯件使⽤的不连续性称为缺陷,所以不连续性和缺陷的概念不是不同的。
1.16、磁粉检测和检测元件检测都属于漏磁场检测。
1.17、磁粉检测的基础是不连续性处漏磁场与磁粉的磁相互作⽤。
1.18、磁粉检测可以检测沉淀硬化不锈钢材料,不能检测奥⽒体不锈钢材料1.19、采⽤磁敏元件检测⼯件表⾯的漏磁场时,探测的灵敏度和检查速度及⼯件⼤⼩⽆关。
1.20、如果被磁化的试件表⾯存在裂纹,使裂纹产⽣漏磁场的原因是磁⼒线的不连续性导致磁⼒线发⽣弯曲。
1.21、磁粉检测对铁磁性材料表⾯开⼝⽓孔的检测灵敏度要低于渗透检测。
第四章 磁粉检测 无损检测技术及缺陷评价

磁粉检测方法视频
,如材料存在不 连续性(或缺陷), 则会在材料表面产生 漏磁场,利用漏磁场对 磁粉的吸附,可显 示漏磁场的存在 ,从而实现对材料表面 及近表面缺陷的无损检测。
1.1 磁粉探伤原理
磁力线
磁粉
漏磁
裂纹
1.2 实现磁粉探伤的条件 1.2.1 材料--铁磁性介质;
The magnetic field distribution in and around a hollow conductor of a magnetic material carrying alternating current
横向通电磁化
穿棒法
用于检查中空零件内外表面的纵向缺陷 和端面的径向缺陷。
磁介质的分类 1) 顺磁性材料 χm>0; μr> 1。 2) 抗磁性材料 χm<0; μr< 1。 3) 铁磁性材料 χm=102-103; μr ≥1。
1.2 实现磁粉探伤的条件
1.2.1 材料--铁磁性介质; 1.2.2 磁化装置
(装置类型,激磁电流,H--I 的关系); 1.2.3 磁粉
显示介质(干法,湿法,荧光非荧光 ) Fe3O4, Fe2O3。
MT 历史: 磨削加工裂纹 ,特征网状或细条状裂纹。
1.3 MT 特点(适用性和局限性)
检查 铁磁性材料 的表面和近表面 (取 决于方法,一般1~2mm) 缺陷;
显示直观 ,灵敏度高 (磁痕有放大作 用);
设备简单 ,操作方便 ,费用低 ,效率高 (大型设备与要求有关)。
2.磁粉检测的物理基础
高。 磁化电流与工件直径成正比。 (H=I/2 πR,I=πDH,H=B/μ)
直接通电磁化
通电圆柱体内外磁场
磁粉检测-第一章 物理基础-3

B1 图1-24 磁场的合成
第一章 磁粉检测的物理基础 2020年11月1日
星期日
磁路和磁路定理 铁磁性材料磁化后不仅产生附加磁场,而且能把大部分磁 通(磁感应线)约束在一定的闭合路径上,路径周围空间由于磁 导率太小而磁通很少。这种磁感应线通过的闭合路径叫磁路。 如图1-25所示。在磁粉检测中,使工件在适当的磁路中得到 必要的磁化,是磁粉检测工作的一个主要内容。
磁场。 如果在材料中出现了
不连续,将引起磁场的畸 变,形成磁感应线的折射 形成磁极,产生漏磁场, 如图1-31所示,这也是 磁粉检测的基础。
漏磁场 图1-31 缺陷形成的漏磁场
第一章 磁粉检测的物理基础 2020年11月1日
星期日
在实际检测中,材料不连续 处的漏磁场形成的磁痕显示的宽 度要比缺陷的实际宽度大数倍至 数十倍,也就是说磁痕对缺陷有 放大作用,从而将目视不可见的 缺陷变成可见的磁痕显示。
是与试件轴向一致(或平行)的磁场
条形磁铁、U形磁铁的磁场以及螺管线圈的磁场都是纵向磁 场。磁场方向遵循螺管线圈右手法则,沿试件轴线通过。
第一章 磁粉检测的物理基础 2020年11月1日
星期日
试件被周向磁场磁化叫周向磁化;被纵向磁场磁化叫纵
向磁化。周向磁化一般无磁极产生,即没有退磁场,而纵向
磁化一般都有磁极产生。
这种折射现象与光或声波的传播现 象相似,遵从折射定律:
tan 1 1 tan 2 2
μ1、μ2分别为两种介质的磁导率。
β1 μ1 μ2
β2
图1-30 磁感应线的折射
第一章 磁粉检测的物理基础 2020年11月1日
星期日
漏磁场 在磁路中,如果出现两种以上磁导率差异很大的介质时,
磁粉检测物理基础
这温40K(769℃),硅钢为963K,钴为
1393K, 镍为 631K
要使得铁磁质的剩磁去掉,,还有两个办法 1、利用退磁原理 2、外界的冲击和振动
在磁场中, 铁磁体的磁 感应强度与 磁场强度的 关系可用曲 线来表示, 曲线的斜率 是材料的
永久磁铁中的磁畴,在一个方向上占优势,因而形成N和 S极,能显示出很强的磁性。
磁化机理
(1)未加外加磁场时,磁畴磁矩杂乱无章,对外不显示宏观磁性,如图 (a) (2)在较小的磁场作用下,磁矩方向与外加磁场方向一致或接近的磁畴体积
增大,而磁矩方向与外加磁场方向相反的磁畴体积减小,畴壁发生位移, 如图 (b)。 (3)增大外加磁场时,磁矩转动畴壁继续位移, 最后只剩下与外加磁场方向 比较 接近的磁畴,如图 (c)。 (4)继续增大外加磁场,磁矩方向转动,与外加磁场方向接近,如图 (d)。 (5)当外加磁场增大到一定值时,所有磁畴的磁矩都沿外加磁场方向有序排 列, 达到磁化饱和,相当于一个微小磁铁或磁偶极子,产生N极和S极,宏观上 呈现 磁性,如图 (e)。
设管内外半径分别为R1和R2,通直流电 磁化,由安培环路定律得
H 0
rR
H I(r2 R12)
2r(R22 R12)
R1 rR2
钢管中心导体法磁化
钢管中心导体法磁化时,在通电中 心导体内、外磁场分布与实心棒 相同,由于中心导体为铜棒, 其 r 1 ,所以只存在H。在钢 管上由于 r 1,所以能感应 产生较大的磁感应强度。并且钢 管内壁的磁场强度和磁感应强度 都比外壁大。
二、磁感应强度和磁通量 1、磁感应强度
铁磁性材料置于磁场中,能够被强烈地磁 化,除了外加磁场外还产生很强的附加磁 场,这两个磁场叠加起来的总磁场就是工 件得到的真正的磁场,这个磁场称为磁感 应强度。
磁粉检测技术概述
南昌航空大学
1
磁粉检测
目录
3 磁粉检测基础理论
3.1 概述 3.2 物理基础 3.3 磁化方法和规范
4 设备与器材
5 检测工艺与应用
南昌航空大学
2
磁粉检测
§3.1 概述
南昌航空大学
3
磁粉检测
一、磁粉检测检测原理
铁磁材料被磁化后,由于不连续性的存在,使工件表 面和近表面的磁力线发生局部畸变而形成漏磁场,吸 附施加在工件表面的磁粉,在适当的光照下形成目视 可见的磁痕,从而显示不连续性的位置、大小、形状 和严重程度。
9
南昌航空大学
磁粉检测
南昌航空大学
10
磁粉检测
陶旺斌,宋凯,标准环形试块的漏磁场和磁粉受 力分析,无损检测,2007.6 康宜华, 数字化磁性无损检测技术,机械工业出 版社,2006.10. 徐章遂,裂纹漏磁定量检测原理与应用,国防工 业出版社,2005.9
南昌航空大学
11
磁粉检测
南昌航空大学
4
磁粉检测
部分检测结果
非荧光法
非荧光法
南昌航空大学
荧光法
5
荧光法
磁粉检测
二、磁粉检测的发展简史
早在春秋战国时期,我国劳动人民就发现了磁 石吸铁现象,并在此基础上发明了指南针,最 早应用于航海业。
南昌航空大学
6
磁粉检测
1922年,美国人Hoke发现被磨削下来的铁屑经 常在工件(磁性夹具夹持)上形成一定的花样 ,花样总是与工件上的表面裂纹形状一致。他 提出了利用这一现象检验工件表面裂纹。 左图为1928年英国 Equipment and Engineering 公司设计的检测设备
磁粉检测的物理基础副本_OK
铁磁性材料内部自发磁化的大小和方向基本均匀一致的小区域称 为磁畴,其体积约为10-5cm3 ,在这个小区域内,含有大约 1012~1015个原子,各原子的磁化方向一致,对外呈现磁性。
15
铁磁性材料的磁畴方向 a)不显示磁性; b)磁化 c)保留一定剩磁
当把铁磁性材料放到外加磁场中去时,磁畴就会受到外加磁场的 作用,一是使磁畴磁矩转动,二是使畴壁发生位移,最后全部磁畴 的磁矩方向转向与外加磁场方向一致,铁磁性材料被磁化,显示出 很强的磁性。
23
2.3电流的磁场
2.3.1通电圆柱导体的磁场
磁场方向:与电流方向有关,用右手定则确定。
磁场大小:安培环路定律计算
H dl I
根据上式,通电直长导体表面的磁场强度为:
H
I
2R
24
H--磁强强度(A/m)
I--电流强度(A)
R--圆柱导体半径(m)
导体外r处(r>R)和导体内部r处(r<R)磁场强度:
磁场强度H A/m Oe
磁通量 Φ
Wb Mx
磁感应强度 B T Gs
1Oe
1
4
103 A / m 80A / m
1Wb 108 Mx
1T 104 Gs
5
2 磁粉探伤的物理基础
2.1 磁粉探伤中的相关物理量
2.1.1 磁的基本现象
磁性、磁体、磁极、磁化
磁性:磁铁能够吸引铁磁性材料的性质叫磁性。
尔元件检测法、磁敏二极管探测法。
2
1.2 磁粉探伤
Magnetic Particle Testing,简称 MT
基本原理是:
铁磁性材料和工件被磁化后,由于 不连续性的存在,使工件表面和近表 面的磁力线发生局部畸变而产生漏磁 场,吸附施加在工件表面的磁粉,形 成在合适光照下目视可见的磁痕,从 而显示出不连续性的位置、形状和大
磁粉检测物理基础
L1
B d l 0 I 2 I 3
南昌航空大学
B d l 0 I1 I 2
L2
12
磁粉检测
三、磁介质的磁场
1、 磁介质的分类
磁介质——能与磁场产生相互作用的物质 磁化——磁介质在磁场作用下所发生的变化 B B B 附加磁场
15
磁粉检测
3、磁化强度
v 材料处于磁场中,分子内部电流取向发生变化, 影响磁场分布,称为磁化,用磁化强度 M 描述, M 与磁场强度关系为:
M m H
m
—— 磁化率
H
B
0
M
B 0 ( H M ) (1 m )0 H r 0 H H
S V
磁感应强度的散度 磁场是无源场。
divB B divB 0 或 B 0
高斯定理的微分形式
南昌航空大学
7
磁粉检测
3、毕奥---萨伐定律应用
① 载流直导线的磁场
0 ( I1dl1 r 0 ) dB 2 4 r Y
0 Idl sin dB 2 4 r 0 Idl sin B dB 2 4 r
0 IR 0 IR 0 IR 2 dl 2R 3 3 4r 4r 2( R 2 x 2 )3 2
10
南昌航空大学
磁粉检测
③ 螺线管磁场
B
0 IR 2
2( R 2 x 2 )3 2
μ
L
l R cot
S
. . .. . . . . .. . . . . ..
② 圆型电流轴线上的磁场
0 Idl dB 2 4 r
磁粉检测I级题库4栏

× )减小退所× )交流电比周向(×)但× )在外侧× ) )的磁场。
○ )( ○ )漏磁○ )( × )左右时,( ○ )( ○ )被( ×(○)所以荧( × )即( ○ )○ )由于○ )○ )○ )○ )(×)50μm,。
( ○ )倍。
( ○ )A型灵C其参数更○ )痕显示。
而伪如( ○ )× )铁锈等附则应( ○ )具有 ( ○ )○ )○ )标标四个1.5mm。
标)标( × )标× )标,黑光的,中心× )标○ )标标(×)标除另有标( × )标)标通.居里点.转向点.磁矩.畴壁会.抗磁性.铁磁性磁滞回线感应曲线( C )程度:软磁材料( D ) .高剩磁高磁导率低磁导率.剩磁场峰值;平均值.交流电( B ) 内部缺陷( D ).直流电磁粉数目沉淀浓度错误陷漏检过度背景是否适M1型M型A1-15/50( D )要( D )误的是:1~3来自)或铝棒纵向退磁关闭电流磁粉前粉过程中标,检测500~600A 400~500A标范公式用于:圈磁化标下列可获标14×1200mm,根据至少应为:636A.424A标所用.500LxμW/cm2标通.1000Lx而且越标连,其1s~标准应进应进标准件可用交流电退磁。
D. 无论哪种退磁方法,退磁时电流与磁场的方向和大小的变化必须换向和衰减同时进行。
9.39 下列关于退磁的叙述中,不符合JB/T4730.4-2005标准的是:( D )A. 采用交流退磁时,可将交流电直接通过工件并逐步将电流减到零。
B. 采用直流退磁时,应不断改变电流方向,并逐渐减小到零。
C. 大型工件可采用缠绕电缆线圈分段退磁。
D. 退磁是否达到要求,应按产品技术条件规定,若没有规定具体数值,则剩磁应不大于140A/m。
9.40 对在用承压设备进行磁粉检测时,JB/T4730.4-2005标准没有规定应进行荧光磁粉检测的情况是:( A )A. 表面比较粗糙的部位B. 制造时采用高强钢材料C. 采用对裂纹敏感的材料D. 有可能发生应力腐蚀裂纹的场合9.41 对在用承压设备进行磁粉检测时,JB/T4730.4-2005标准规定了应采用荧光磁粉检测的情况,下面所列原因中错误的是:( D )A. 承压设备表面清理困难,工件表面色泽与非荧光磁粉对比度低。
磁粉检测

2.2 磁粉检测方法分类
图3-8 荧光法
2.2 磁粉检测方法分类
按介质种类分类
图3-9 非荧光法
2.2 磁粉检测方法分类
(1)干法 干法采用特制的干燥磁粉,利用空气作分散介质,将磁 粉施加在已被磁化的工件表面,工件上的缺陷漏磁场将吸附磁粉 形成缺陷的磁粉显示图像,如图3-10所示。 (2)湿法 湿法检测过程中将磁悬液分布在工件表面上,利用载液 流动和漏磁场对磁粉的吸引,显示出缺陷形状和大小,如图3-11所 示。
图3-17 磁粉检测工艺流程图
3 磁粉检测装置
1 磁粉检测设备的分类 2 磁粉检测设备的主要组成 3 磁粉 4 磁悬液 5 标准试块 6 测量设备与器材
1 磁粉检测设备的分类
1.固定式磁粉检测机
图3-18 固定式磁粉检测机
1 磁粉检测设备的分类
2.移动式磁粉检测机 便携式磁粉检测机
图3-19 移动式磁粉检测机
2 磁粉检测方法
2.1 磁化电流的选择 2.2 磁粉检测方法分类 2.3 磁化方法 2.4 磁粉检测的工艺流程
2.1 磁化电流的选择
表3-1 磁化电流峰值与磁化电流表指示换算关系
1.交流电检测特点 2.整流电检测特点
2.2 磁粉检测方法分类
1.按施加磁粉的时机分类 (1)剩磁法 剰磁法是在停止磁化后将磁悬液施加到工件上,利用 工件中的剩磁进行检测的方法。
图3-10 干法
2.2 磁粉检测方法分类
图3-11 湿法
2.3 磁化方法
1.周向磁化
图3-12 周向磁化法
MT讲义

1. 磁化电流
磁化电流-为了在工件上形成磁场而采用的电流。 七种电流: 交流电 整流电(单相全波、单相半波、三相全波、 三相半波) 直流电(发现缺陷最深,但电流不易产生) 冲击电流(钽电容,只适用于剩磁法)
电流的换算关系
I-有效值、Im-峰值、Id-平均值 交流电在任一瞬间的电流最大值叫峰值,用Im表示 有效值I是根据电流的热效应来规定的。 交流电通过电阻在一周期内所发的热量和直流电 通过同一电阻在相同时间内发出的热量相等时,这 样的交流电流值称为有效值 交流电在半个周期(T/2)范围内各瞬间的算术平 均值称平均值
MT基础—缺陷处
地球表面在赤道 处的磁场约为 0.3*10-4T, 在两极处约为 0.6*10-4T.
大型电磁铁可激 发2T的磁场。
1T=104Gs
磁感应线的特性
1、磁感应线是具有方向性的闭合曲线 2、磁感应线互不相交 3、磁感应线可表示磁场的大小和方向 4、磁感应线沿磁阻最小的路径通过
方法 原理
适用材质
检出缺陷 显示缺陷的器材 缺陷显示 灵敏度 检测速度
铁磁性材料
表面和近表面 磁粉 直观 高 较快
非多孔性材料
表面开口缺陷 渗透液和显像剂 直观 较高 慢
导电材料
表面及近表层 记录仪、示波器 或电压表 不直观 较高* 很快(可自动化)
第一章思考题
1、什么是漏磁场? 2、磁粉检测原理? 3、漏磁场检测分类? 4、磁粉检测的优点? 5、磁粉检测的局限性?
磁粉检测程序
预处理 磁化 施加磁粉或磁悬液 磁痕的观察与记录 缺陷评级 退磁 后处理
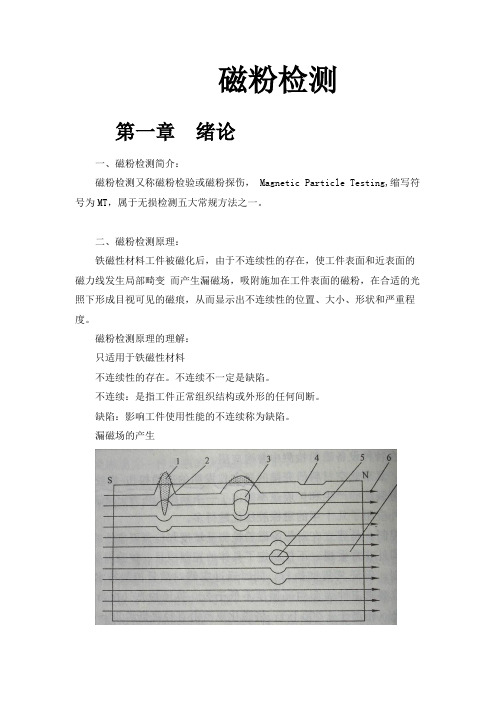
不连续处漏磁场的分布
图中: 1-漏磁场 2-裂纹 3-近表面气孔 4-划伤 5-内部气孔 6-磁感应线
磁粉检测
磁粉检测第一章绪论一、磁粉检测简介:磁粉检测又称磁粉检验或磁粉探伤, Magnetic Particle Testing,缩写符号为MT,属于无损检测五大常规方法之一。
二、磁粉检测原理:铁磁性材料工件被磁化后,由于不连续性的存在,使工件表面和近表面的磁力线发生局部畸变而产生漏磁场,吸附施加在工件表面的磁粉,在合适的光照下形成目视可见的磁痕,从而显示出不连续性的位置、大小、形状和严重程度。
磁粉检测原理的理解:只适用于铁磁性材料不连续性的存在。
不连续不一定是缺陷。
不连续:是指工件正常组织结构或外形的任何间断。
缺陷:影响工件使用性能的不连续称为缺陷。
漏磁场的产生磁痕有放大作用:磁痕显示宽度大于缺陷宽度。
磁粉检测的基础是:不连续处漏磁场与磁粉的相互作用。
磁粉检测是漏磁场检测的一种。
漏磁场检测分磁粉检测、检测元件检测。
检测元件有:磁带、霍尔元件、磁敏二极管、感应线圈。
三、磁粉检测适用范围适用于检测铁磁性材料表面和近表面缺陷四、磁粉检测优点可检出铁磁性材料表面和近表面缺陷;能直观地显示缺陷的位置、形状大小和严重程度;具有很高的检出灵敏度,可检测微米级宽度的缺陷;放大作用、对比度。
单个工件检测速度快,工艺简单;采用合适的磁化方法,几乎可以检测工件表面各部位、各方向上的缺陷;基本不受工件大小、几何形状的限制。
重复性好。
成本低廉;污染少。
五、磁粉检测缺点只使用于铁磁性材料,不适用于非铁磁性材料。
只有铁、钴、镍才是铁磁性材料。
不适用于奥氏体不锈钢、奥氏体不锈钢焊条焊接的焊缝、铜、铝、镁、钛;只能检测表面、近表面缺陷。
检测灵敏度与检测方法、磁化方法有很大关系。
垂直于磁力线的缺陷检出灵敏度最高,与磁化方向夹角小于20°的缺陷很难检出。
受几何形状的影响,易产生非相关显示。
若工件表面有覆盖层,将对检测产生不良影响。
通电法、触头法磁化,易产生电弧,烧伤工件。
具有较大剩磁的工件需进行退磁处理。
六、磁化检测程序:七个步骤。
磁粉检测(MT)的I级、II级考试总复习要点
磁粉检测(MT)的I级、II级考试总复习要点第1章钢铁工艺及无损检测概论1、冶金学知识按化学成分,钢的分类方法是什么?(答案:非合金钢、合金钢)碳钢的分类方法是什么?(答案:高、中、低合金钢)合金钢的分类方法是什么?(答案:高、中、低碳钢)钢材经冷轧后的表面硬度如何变化?(增加)轧制会产生哪些缺陷?(答案:分层、折叠)金属材料的使用性能(或工艺性能)有哪些?(答案:力学性能、物理性能、化学性能)钢材热处理的目的是什么?(答案:改变组织结构,进而改变机械性能)钢材的热处理应力有哪些?(答案:热应力、组织应力)不连续性的定义是什么?(答案:钢材正常组织结构或外形的间断)不连续性(缺陷的正式称谓)对材料的影响体现在哪些方面?(答案:材料的使用性能)材料的使用性能包括哪些性能?(答案:力学性能;物理性能;化学性能)材料的使用性能的重要性体现在哪些方面?(材料的应用范围、使用安全可靠性和使用寿命)2、五大常规方法超声波的频率范围是什么?(20Hz~20kHz)超声探伤的原理是基于金属的什么性质?(传声性)压电晶片的作用是什么?(将电能转换为机械能、将机械能转换为电能)超声检测适用于哪些金属材料?(几乎所有金属材料)射线探伤法的应用范围是什么?(几乎所有固体材料)射线照相的清晰度与哪些因素有关?(焦距:焦距越大,清晰度越差)射线法容易检出哪些缺陷?(焊缝中未焊透、棒材中气孔、锻钢中夹杂物等)射线法不易检出哪些缺陷?(钢板中分层、工件表面很小缺陷)涡流检测的原理是什么?(电磁感应)涡流检测的特点是什么?(不使用耦合剂、非接触)涡流检测可以用来干什么?(答案:①探伤;②测量涂层厚度;③分钢)漏磁探伤的原理是什么?(铁磁金属被磁化在缺陷处产生漏磁场)漏磁探伤的检测范围是什么?(表面近表面)漏磁探伤可否用于高温状态?(温度达到居里点以上时,否)渗透探伤的原理是什么?(毛细现象)渗透探伤适于检测哪些缺陷?(表面开口缺陷)渗透探伤的四个基本过程是什么?(渗透、清洗、显像和观察)渗透液粘度与其渗入缺陷能力的关系是什么?(粘度越小,渗入缺陷的能力越强)电磁超声检测的最大特点是什么?(无需使用耦合剂)电磁超声的换能机理是什么?补充:无损检测公知常识常用无损检测方法及其英文缩写是什么?(补充:目视VT)目视检测主要包括哪些方法?(答案:放大镜、直接目视、内窥镜)探测深度最大的无损检测方法是哪种方法?(超声)一般可探缺陷的最小深度是多深?(为保证探伤信噪比达到10dB,一般认为可检出缺陷深度是表面不平度的3倍)3、无损检测概论无损检测技术在国民经济中地位是由什么决定的?(安全性、可靠性、经济性)无损检测的应用特点有哪些?(正确选择NDT方法、正确选择NDT时机、综合应用各种NDT方法)影响无损检测可靠性的因素是什么?(操作方法的选择、被检对象的情况、无损检测装置)无损检测1级和2级人员职责是什么?(参照GB/T 9445-2008)《冶金无损检测人员资格鉴定与认证规则》是依据什么原则制定的?(GB/T 9445(等同ISO 9712))冶金无损检测人员证书的有效期为多长?(5年)无损检测人员的资格鉴定能证明什么?它代表操作授权吗?(①能力;②否)第2章磁粉检测物理基础磁铁的二个磁极具有何种性质?(不可分开性)铁磁材料三大特点是什么?(磁滞性、磁饱和性、高导磁性)磁力线如何描述磁场强度?(磁力线密集处的磁场强、磁力线切线方向表示磁场方向)磁力线的特征有哪些?(彼此不相交;磁极处最稠密;具有最短路径;是封闭的环)磁场强度和磁感应强度是什么量?(矢量:具有强度和方向)磁场强度和磁感应强度分别用什么符号表示?(H、B)磁场强度与磁感应强度的关系式是什么?(H=B/μ)磁场强度在国际单位制中和在工程上的单位分别是什么?(A/m,奥斯特)奥斯特与A/m的换算关系是什么?(1 A/m=4π×l0—3奥斯特)计算磁场强度的术语是什么?(安匝数)电流方向与磁场方向的关系如何确定?(右手定则)铁磁性材料中磁感应线与电流方向的关系如何?(成90°角)熟练使用教材P25上(2-36)式计算圆柱导体表面的磁场强度。
无损检测磁粉第二章铁磁质
五、磁力线
地球的磁力线
地球的磁性
地磁轴与自转轴夹 角为11.5° 地磁两极的位置经 常变化, 纬度每十年增加 0.04°, 经度每十年增加 0.07°。
磁力线的两个约定条件
磁力线的切线方向与磁场的方向相一致 磁力线的疏密程度反映磁场的强弱。
磁力线的特点
• 在磁体内,磁力线从S极指向N极;在磁 体外,磁力线从N极指向S极。
• μ-H曲线 • Br-H曲线
用幅值不同的外加磁场反复磁化一周就得 到一系列大小不等的磁滞回线,每个磁滞回 线对应一个Br,将这些Br与其对应的磁滞回
线顶点的H作图→ Br-H曲线
2.3 铁磁质
三、铁磁材料的特点
• 高导磁性 • 磁饱和性 • 磁滞性 根据矫顽力Hc大小分为 软磁材料(Hc<=400A/m) 硬磁材料(Hc>=8000A/m)
关于磁滞回线
• 当铁磁材料被磁化到饱和后,外加磁场逐 渐减小时,磁感应强度B并不沿原来的磁 化曲线下降,而是沿另一条曲线比较缓慢 地下降。B的变化落后于H的变化。
• 当磁化场作周期的变化时,材料经历磁化、 退磁、反向磁化、反向退磁、正向磁化等 过程形成一个循环,将此过程形成的闭合 曲线称为磁滞回线。
B
H
当全部磁畴都沿外磁场方向时,铁 磁质的磁化就达到饱和状态。
居里点 Tc :当温度升高时,热运动会 瓦解磁畴内磁矩的规则排列;在临界 温度(相变温度Tc )时,铁磁质完全 变成了顺磁质。
2.3 铁磁质
• 二、磁化曲线
装置:环形螺绕环; 铁磁质Fe,Co,Ni及
稀钍族元素的化合物,能被强烈地磁化
原理:励磁电流 I; 用安培定理得H
H NI
2R
实验测量B,如用磁通计测量;
磁粉基础-PPT精选
时取负值。
对于“无限长”载流直导体,则取
1
2
2
2
则上式变为
B4 0a I si2 nsi n2)( 2 0a I
(3)载流圆线圈轴线上的磁场
电流元所激发的磁感应强度
式中,dl表示在载流导体上沿电流方向所取的 线元,I为导线中的电流,r是从电流元所在点到P 点的矢量r的大小,
0 4107 H/m,称为真空磁导率,dB的 方向垂直于Idl与r组成的平面,指向为由Idl经小 于π的角度转向r时右螺旋前进的方向, 如上图所
示。
(2)载流长直导体的磁场
小。如图1-1所示。
磁粉探伤的适用性:
磁粉探伤适用于检测铁磁性材料表面和近表面尺寸很 小、间隙极窄(如可检测出长0.1mm、宽为微米级的 裂纹),目视难以看出的不连续性。
磁粉检测可对原材料、半成品、成品工件和在役的零部件检测探 伤,还可对板材、型材、管材、棒材、焊接件、铸钢件及锻钢件进 行检测。
马氏体不锈钢和沉淀硬化不锈钢具有磁性,可进行MT。 MT可发现裂纹、夹杂、发纹、白点、折叠、冷隔和疏松等缺陷。
• 磁感应线互不相交。 • 磁感应线可描述磁场的大小和方3 真空中的恒定磁场
1 磁感应强度B :
设一电量为q的电荷在磁场中,以速度υ运动,其受到的最大磁力为Fm,
则该点磁感应强度的大小为:
B Fm q
磁感应强度B为矢量,其方向为该点处小磁针N极的方向,可以用右手螺旋法 则来确定:由正电荷所受力Fm的方向,沿小于π的角度转向正电荷运动速 度υ的方向,这时螺旋前进的方向便是该点B的方向,如图2-7所示;