粉末涂料的粉体质量及其控制
粉末涂料过程控制计划
粉末涂料过程控制计划下载温馨提示:该文档是我店铺精心编制而成,希望大家下载以后,能够帮助大家解决实际的问题。
本文下载后可定制随意修改,请根据实际需要进行相应的调整和使用。
并且,本店铺为大家提供各种各样类型的实用资料,如教育随笔、日记赏析、句子摘抄、古诗大全、经典美文、话题作文、工作总结、词语解析、文案摘录、其他资料等等,如想了解不同资料格式和写法,敬请关注!Downloaded tips: This document is carefully compiled by the editor. I hope that after you download them, they can help yousolve practical problems. The documents can be customized and modified after downloading, please adjust and use it according to actual needs, thank you!In addition, our shop provides you with various types of practical materials, such as educational essays, diary appreciation, sentence excerpts, ancient poems, classic articles, topic composition, work summary, word parsing, copy excerpts, other materials and so on, want to know different data formats and writing methods, please pay attention!在现代制造业中,粉末涂料技术已经成为一种广泛应用的涂装方法。
粉末涂料生产控制要点1406
粉末涂料生产控制要点
粉末涂料属流程性生产,产品的工艺流程为:配料——
混合(质控点1.合格转入)——挤出——粉碎——
过筛(质控点2.合格转入)——成品包装(质控点3.合格入库)
、、混合时间的控制在5分钟以上,混料不能超过罐体的70%以上。
以充分保证混合均匀,还可先把流平剂树脂倒入罐内混合3分钟再将粉体填料倒入混合2分钟。
、、挤出属于二次分散混合的过程,不同厂家的设备和螺杆形状挤出的光泽也不一样。
要控制挤出机区间温度一般设定为100-
110度实际出料口的温度在140度左右,可以看物料的流动性控温。
主要控制挤出机的温度及转速,做高光时建议挤出温度调高转速调慢,做纹理时建议挤出温度调低转速调快。
、、磨机控制粉末粒径的粗细与进料量、付磨、引风有关。
进料量的大小调节在控制的电压范围内,付磨的转速越快粒径越小,引风越小粒径越小。
、、过筛,粒径的大小取决于粉末本身和粉碎时的调节并非筛子,过筛只是起到把粗粉和细粉分离的作用。
粉末涂料主要是调色和生产控制的过程,涂料行业年产1000万吨,粉末涂料年产120万吨。
粉体涂料年增长达到12-
15%,液体涂料年增长达到3-5%。
湖北来斯技术部 20140607。
粉末涂料质量保障措施

粉末涂料质量保障措施粉末涂料作为一种重要的涂料材料,其质量保障措施十分重要。
以下将从原材料的甄别和检测、生产过程的控制和设备的维护等方面介绍粉末涂料质量保障措施。
首先,原材料的甄别和检测是保证粉末涂料质量的基础。
在原材料供应商的选择上,需要选择具备良好声誉和资质的供应商,确保所采购的原材料符合相关国家标准和质量要求。
同时,在原材料进厂时进行严格检验,通过化学分析、物理性能测试等方式检测原材料的质量指标,确保原材料符合生产要求。
其次,在生产过程的控制方面,需要严格按照工艺流程进行操作,确保每个环节的质量可控。
在粉末涂料的生产过程中,要严格控制原材料的配方比例和添加剂的用量,确保每次生产的粉末涂料具有一致的性能和质量。
同时,要对生产过程进行全程监控和记录,及时发现异常情况并进行处理,确保产品的稳定性和可追溯性。
另外,设备的维护保养也是粉末涂料质量保障的重要环节。
设备的正常运行直接影响着产品的质量稳定性。
因此,要确保设备的定期检修和维护,及时清洗和更换易损件,保持设备的正常工作状态。
同时,要定期进行设备性能和粉末涂料物理性能的检测,确保设备的性能指标符合生产要求,避免因设备问题导致产品质量不稳定。
在生产过程中,还需要加强人员培训和质量意识的建设。
粉末涂料生产操作人员要经过专业培训,掌握粉末涂料生产工艺和操作规范,提高操作技能和质量意识。
同时,要建立健全的质量管理体系,制定严格的产品生产标准和质量检测方法,确保产品的一致性和可追溯性。
综上所述,粉末涂料质量保障措施包括原材料的甄别和检测、生产过程的控制和设备的维护等方面。
只有从源头上保证原材料的质量,严格控制生产过程,保养维护设备,并加强人员培训和质量管理,才能确保粉末涂料的质量稳定,满足客户的需求。
粉末涂料的粉体质量及其控制
我 国 丹东百 特 济 南微 纳 珠 海 欧 美 克 成 都 精 新 等 企业 以 及 英 国 马 尔文 美 国 贝 克曼 库尔 特 德 国 新 帕泰克 等 公 司 都 生 产 有 各 式 测 试 粒 度分 布 的 仪 器 符合
, 、 、
来测 定
。
这些 方法 在实 际应用 中 都 能取得 重现性 较
、
、
粉 体 质 量 的测 试
密度 国内一 般采 用
、
等 一些标 准还 引 人 体 积 电 阻 率 软化 温 度 磁 性 物
含 量 固 化时 间 等 参 数
、 、 、
,
、
、
。
其 中更 为密 切 相 关 的 参 数
、 、 、
目
一
《 工产 品密 化
是 密 度 流 出性 安 息 角 粒 度 径 分 布 流 动 性 上
、 、
密 度 或振 实密度 及 真 密度 即 理 论 密 度 的粉末 涂料 的密 度是 指其真 密度
。
,
一 般说
流平 剂 颜填 料 以 及各种 助剂 通过 高速 预混 熔 融挤 出 粉碎 筛 分制得 的 均匀 分散 的 颗 粒状 固态 物质 粉 末 涂 料 自上 世 纪
、 、 , 、
。
流 出性 是 指 单位 质 量 的 粉末涂 料从 测量 漏 斗 中 全部 自行 流 出所 需要 的 时 间
粒度 分 布是指粉 末涂 料 中粉体 颗粒 的大小 及其
分 布特 性 一般指 重量 或体积 分布
。
施 工 性能提 出了 更 高的要求
。
粉体 质 量技 术参 数
粉 体科 学 表 明 每一 个 单个 颗 粒 都 有 它 自身的 性 质 如 颗粒 的 体 相性 质 表 面性 质 表 面的润 湿 性 表 面 的动 电学等
粉末涂料过程控制计划
粉末涂料过程控制计划英文回答:Powder coating is a process used to apply a dry powder to a surface in order to create a protective and decorative finish. It is commonly used in industries such as automotive, furniture, and appliances. The process involves several steps, including surface preparation, powder application, curing, and quality control.Surface preparation is a critical step in the powder coating process. It involves cleaning the surface to remove any dirt, grease, or other contaminants that could affect the adhesion of the powder. This can be done through methods such as sandblasting, chemical cleaning, or mechanical cleaning. Once the surface is clean, it is important to ensure that it is dry and free of any moisture before applying the powder.The next step in the process is the application of thepowder. This is typically done using a spray gun or an electrostatic method. The powder is charged with anelectric current, which causes it to adhere to the surface. The thickness of the powder coating can be controlled by adjusting the voltage and the distance between the gun and the surface. It is important to apply the powder evenly and with the right thickness to ensure a smooth and durable finish.After the powder is applied, the coated surface is then cured. This is done by heating the surface to a specific temperature for a certain amount of time. The curing process allows the powder to melt and flow, creating a hard and durable finish. The temperature and time required for curing depend on the type of powder being used and the desired finish.Quality control is an essential part of the powder coating process. It involves inspecting the coated surface for any defects or imperfections, such as bubbles, runs, or uneven coating. This can be done visually or by using specialized equipment. Any defects found should beaddressed and corrected before the final product is considered complete.中文回答:粉末涂料是一种将干粉涂覆在表面上以达到保护和装饰效果的工艺。
粉末涂料生产和品质管控杂谈

粉末涂料生产和品质管控杂谈摘要:本文介绍了推行ISO、5S、EPR管控粉末生产和品质的一些细节,和环保控制的必要性,以及生产和品质控制的实例,致力推动行业的健康发展。
关键字:ISO-TS16949;5S;EPR ;环保控制;来料及成品检验1、前言粉末涂料这个新兴的环保涂料项目,自1965年在我国诞生以来,已经发展了四十多年。
由于其具有“四E”(Efficiency〈高效〉、Energy Saving〈节能〉、Environmental Friendly〈环境友好〉、Excellent finishing〈性能卓越〉)功效,发展非常迅猛。
2010年年销售量已达91万吨。
粉末涂料企业现在已经多到不胜枚举。
但是,在生产和品质管控能力上各企业是参差不齐的,特别是中小型企业都比较薄弱。
今就粉末行业的生产习惯和品质控制特点,探讨一下粉末涂料的生产和品质管控。
2、ISO管理体系的推行ISO(国际标准化组织International Organization for Standardization)是由各国标准化团体(ISO成员团体)组成的世界性的联合会。
ISO9000族和ISO14000族标准是ISO颁布的关于质量和环境管理方面的系列标准,是放之四海而佳准的质量和环境管理体系标准。
它可根据企业特点选用若干体系要素加以组合,加强从采购、设计开发、生产、检验、销售、使用全过程的质量管理活动,以及加强“绿色环保“管理活动。
并予以制度化、标准化,成为企业内部质量和环境工作的要求和活动程序。
在粉末涂料的生产企业中,中小型企业已获得ISO9001:2008质量管理体系认证和ISO14001:2004环境管理体系认证的已经很多。
但是,有相当部分企业认证只是一种迫于业务开发需要,应付客户,仅停留在只是一种形式主义的层面,没有真正在运营中推行,没有全方位得益ISO管理体系产生的附加值,这样的认证其实没有什么实际意义。
当然,获得ISO管理体系认证,并全面推行ISO管理的中小型企业也不少。
粉末涂料质量保障措施

粉末涂料质量保障措施粉末涂料质量保障措施1. 引言粉末涂料是一种常用的涂料类型,具有环保、经济、持久等优点,被广泛应用于建筑、汽车、家居等领域。
保证粉末涂料质量的稳定性是很重要的,本文将介绍粉末涂料的质量保障措施。
2. 原材料质量保证2.1 原材料选择:选择优质的原材料是保证粉末涂料质量的首要步骤。
通过与供应商建立稳定的合作关系,确保原材料的稳定供应,同时要求供应商提供原材料的质量检测报告,并与实验室进行对比检测。
2.2 原材料测试:对原材料进行严格的测试,包括外观、粒度分布、挥发物含量、耐热性、耐光性等指标。
通过测试,筛选出合格的原材料,排除不合格原材料的风险。
2.3 原材料储存:对原材料进行合理的储存和管理。
避免与其他有害物质接触,防止受潮、变色等问题。
储存期限到期的原材料要及时淘汰,以免影响生产质量。
3. 生产过程质量控制3.1 生产工艺:建立科学的生产工艺标准,确保操作流程的一致性和标准化,提高生产效率和产品质量的稳定性。
员工应经过培训和合格考核,熟悉生产工艺,并遵循操作规程。
3.2 生产设备:确保生产设备的正常运行,保证设备的性能稳定,通过定期检修和维护,避免设备故障对产品质量的影响。
3.3 质量检测:建立完善的质量检测体系,对生产过程中的关键环节进行全面监控。
按照ISO9000质量管理体系,建立质量控制流程,包括原材料检测、生产过程监控和成品检测等环节。
3.4 环境控制:确保生产环境的清洁和温度、湿度的控制。
定期清理生产车间和设备,防止灰尘和污染物对产品质量的影响。
4. 产品质量监控4.1 原材料检测:对每批原材料进行抽样和检测,确保原材料的质量符合要求。
建立原材料质量档案,记录每批原材料的供应商、批号、生产日期、检测结果等信息,以备查阅。
4.2 产品检测:对生产出的每批粉末涂料进行全面检测,包括外观检查、粒度分布、质量稳定性、附着力、耐腐蚀性等指标。
对不合格产品及时处理,追溯原因,并采取相应的纠正措施。
邯郸粉末涂料检验标准
邯郸粉末涂料检验标准
邯郸粉末涂料是一种环保、经济、美观、耐用的新型涂料材料。
为了保证邯郸粉末涂料的质量和性能,以及消费者的权益,需要有相
应的检验标准和流程。
以下是邯郸粉末涂料的检验标准。
1.外观质量:应无沉淀、结块、异物、气泡、裂纹等缺陷。
2.涂料颜色:应符合规定的色差范围。
3.密度:应符合生产厂家提供的技术规格书要求。
4.孔隙率:应符合生产厂家提供的技术规格书要求。
5.耐磨性:应符合生产厂家提供的技术规格书要求。
6.耐腐蚀性:应符合生产厂家提供的技术规格书要求。
7.附着力:应符合生产厂家提供的技术规格书要求。
8.硬度:应符合生产厂家提供的技术规格书要求。
9.光泽度:应符合生产厂家提供的技术规格书要求。
10.水分含量:应符合生产厂家提供的技术规格书要求。
以上是邯郸粉末涂料的主要检验标准,具体实施需要采用相应的
检验设备和流程,对涂料进行全方位的检测。
除此之外,还需要对涂
料的储存、包装等环节进行质量控制,确保涂料的稳定性和可靠性。
总之,邯郸粉末涂料的检验标准对于保证涂料的品质和应用效果
有着重要的意义。
生产企业需要在生产过程中严格依据标准要求操作,确保涂料的合格率和整体质量,为市场和消费者提供更加优质的涂料
材料。
粉末涂料喷涂常见问题和解决措施
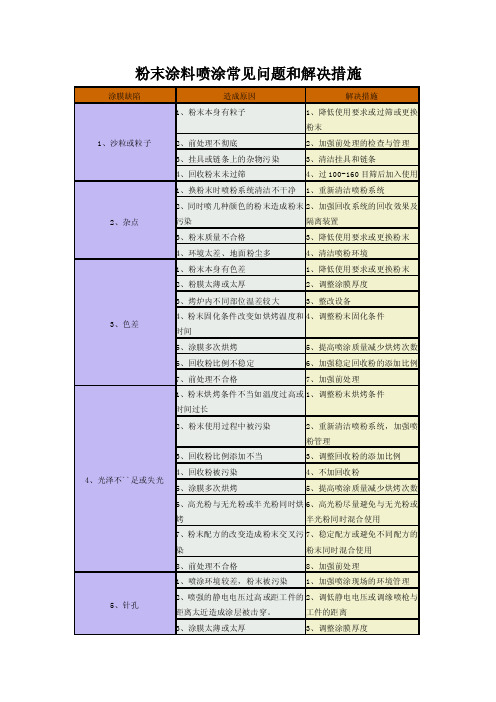
2、粉末使用 过程中 被污染
2 、重新清洁 喷粉系 统, 加强喷 粉管理
3、回收粉比 例添加 不当
3 、调整回收 粉的添 加比例
4、回收粉被 污染
4 、不加回收 粉
5、涂膜多次 烘烤
5 、提高喷涂 质量减 少烘烤 次数
6、高光粉与无光粉或半光粉同时烘 6、高光粉尽量避免与无光粉或
烤
半光粉同 时混合 使用
影响
查
1、粉末烘烤 升温太 快或太 慢
1 、调整烘烤 条件
2、粉末粒径 太粗
2 膜厚度 不当
3 、调整涂膜 厚度
4、粉末在烘 烤前受 热
4 、改善粉末 喷涂工 艺条件
5、粉末质量 不合格
5 、更换粉末 或降低 要求使 用
1、高压静电 不足
1 、检查高压 静电设 备,调 整静 电电压
结构
检查产品 的
量尺如直 尺和
如工件的 长短、大 小和结 构等是 否符 合产品 的工艺 要
工艺尺寸 机
游标卡尺 等
求
构
涂膜厚度 (um)
一般采用 磁性测 厚仪 ,操 作简单 、方 便、快捷 、精 确 测厚仪或杠杆 检测涂膜厚
度为 2um,分磁基(如铁等磁导体)和非磁基(如铜 千分尺 度
铝等非磁 导体) 两种。
粉末涂料喷涂常见问题和解决措施
涂膜缺陷 1、沙粒或粒 子
2、杂点 3、色差
4、光泽不`` 足或失 光 5、针孔
造成原因
解决措施
1、粉末本身 有粒子
1 、降低使用 要求或 过筛 或更换 粉末
2、前处理不 彻底
2 、加强前处 理的检 查与管 理
3、挂具或链 条上的 杂物污 染
3 、清洁挂具 和链条
粉末涂装中的涂膜弊病与控制技术
粉末涂装中的涂膜弊病与控制技术粉末涂装是一种环保的涂装方式,适用于各种材质如钢板、铝板、塑料、木材等表面涂装。
然而,在粉末涂装中,可能会出现一些涂膜弊病,如橘皮、桔皮、颗粒、针孔、咬底、露底、浮色等。
这些弊病会影响涂装质量,因此需要采取相应的控制技术。
以下是几种粉末涂装中的涂膜弊病与控制技术:1. 橘皮现象:这通常是由于流平时间不够或者被涂物表面有杂质造成的。
为了解决这个问题,需要确保粉末有足够的流平时间,并对被涂物进行前处理,以去除表面杂质。
2. 桔皮现象:这可能是由于粉末颗粒太粗或者混合不均匀造成的。
需要检查粉末的粒度,确保其符合要求,并对粉末进行充分混合。
3. 颗粒:这可能是由于粉末质量不好或者被涂物表面有油污造成的。
需要选择高质量的粉末,并对被涂物进行前处理,以去除表面油污。
4. 针孔:这可能是由于烘道温度过高或者被涂物表面有水分造成的。
需要检查烘道温度,确保其在粉末可以承受的范围内,同时对被涂物进行预烘干,以去除表面水分。
5. 咬底:这可能是由于涂层太厚或者涂料附着力不足造成的。
需要控制涂层厚度,选择合适的涂料,以增强其附着力。
6. 露底:这可能是由于被涂物表面不平整或者涂料不均匀造成的。
需要对被涂物表面进行处理,以确保其平整度,同时检查涂料是否均匀。
7. 控制工艺:合理的工艺流程是保证涂装质量的重要因素。
在粉末涂装中,通常采用多层涂装的方式,每层涂装都需要控制厚度、流平时间以及烘烤条件等参数,以确保涂膜的均匀性和附着力。
除了上述控制技术外,粉末涂料的配方和生产过程质量控制也是关键因素。
涂料配方应该根据被涂物的材质和表面状态进行选择和调整,以确保涂料能够充分附着在被涂物表面。
生产过程的质量控制包括粉末的粒度、混合均匀性、颜料含量等参数的控制,以确保涂料的质量和性能。
总之,粉末涂装中的涂膜弊病可以通过合理的工艺流程、涂料配方和生产过程质量控制等措施进行控制。
通过这些措施的实施,可以提高粉末涂装的品质和性能,满足客户的需求。
粉末涂料的质量控制
粉末涂料的质量控制
1、配、混料的质量控制:配料工序的配混料完成后,物料要经过打样试验来确定配料的质量情况。
打样物料的取样数量要视挤出机的情况而定,关键要消除前次打样物料及清机物料对颜色和配方结构所造成的影响。
打样制板后要对涂膜的颜色、光泽、流平性(或纹理)、不熔性粒子、耐冲击强度、柔韧性、粉末胶化时间、熔融流动性等方面进行检测,出现问题及时调整。
2、磨粉的质量控制:磨粉生产过程中首先要调控的是粉末的粒径分布。
不同的粉末涂料产品有不同的粒径分布要求,气候的变化对磨粉粒径分布的影响比较大,要随时测量粒径分布,随时调整ACM磨粉机控制参数。
粉末流动性是与粉末的粒径分布、抗结块助剂及粉末的比重相关的指标,在调整粉末粒径分布的同时还要通过调整抗结块剂的用量来控制粉末的流动性。
在磨粉的全过程当中,要随时用标准筛对粉末的筛余物进行监控,以防止漏筛、破筛的情况发生。
3、粉末后混的质量控制:涉及到后混的产品,每批投料都要进行打样制板检测,保证涂膜外观达到合格。
联系我们。
喷粉的质量控制点
喷粉的质量控制点
一、概述
喷粉作为一种常见的表面处理技术,广泛应用于各个行业。
为了确保喷粉的质量,必须对各个关键环节进行严格的质量控制。
以下是喷粉的质量控制点,主要包括粉末质量、供粉装置、喷枪调试、喷涂环境、涂层厚度等方面。
二、粉末质量
1.粉末的成分与性能应符合相关标准和设计要求,无杂质和颗粒物。
2.粉末的粒度分布应均匀,以保证涂层的均匀性和致密性。
3.粉末应具有良好的流动性和稳定性,以避免喷涂过程中出现结块或沉淀现象。
三、供粉装置
1.供粉装置应保持清洁,定期清洗和维护,防止粉末堵塞或污染。
2.供粉装置的流速应稳定,以确保喷涂过程中供粉的均匀性。
3.供粉装置应具备足够的容量,以满足连续喷涂的需求。
四、喷枪调试
1.喷枪的雾化效果应良好,粉末颗粒应均匀分散。
2.喷枪的出粉量应可调,以满足不同涂层厚度的要求。
3.喷枪的喷涂角度和距离应适当调整,以保证涂层的均匀性和平整度。
五、喷涂环境
1.喷涂环境应保持清洁,无灰尘和污染物,以避免对涂层质量产生影响。
2.喷涂环境的温度和湿度应符合工艺要求,以保证涂层干燥和固化过程的顺利进行。
3.喷涂环境中应有足够的通风,以降低粉末浓度,防止爆炸和职业病的发生。
六、涂层厚度
1.涂层厚度应符合设计要求,误差应在±20%以内。
2.涂层厚度应均匀一致,避免出现薄厚不均的现象。
3.涂层厚度应满足耐腐蚀、耐磨、绝缘等性能要求。
安顺粉末涂料检验标准

安顺粉末涂料检验标准安顺粉末涂料是一种常用的涂料,用于表面涂覆以增加材料的防腐、耐磨、耐腐蚀等性能。
为了确保涂层质量,需要进行严格的检验。
以下是安顺粉末涂料的检验标准,详述了涂料的物理性能、化学性能、附着力和耐磨性等方面的要求。
一、物理性能检验要求:1.外观检验:涂层应均匀致密,无麦粒、明显的空鼓、涂布不均匀等表面缺陷。
允许有轻微的气泡和颗粒痕迹。
2.色彩检验:涂料颜色应与标准色板一致。
3.厚度检验:涂层的厚度应符合设计要求,使用涂层厚度测量仪进行检测。
4.硬度检验:对涂层进行硬度测试,确保涂料硬度符合设计要求。
二、化学性能检验要求:1.干燥时间:对涂层进行干燥时间测试,确保在规定的时间内涂料能够完全干燥。
2.耐化学品性能:将涂料置于各类化学药品的环境下进行浸泡,检测涂料表面是否发生腐蚀或变色。
3.耐溶剂性能:将涂料涂布在试板上,用各种溶剂擦拭,观察涂料表面是否发生变化。
4.耐酸碱性能:将涂料涂布在试板上,用不同浓度的酸碱溶液进行浸泡,观察涂料表面是否发生腐蚀或变色。
三、附着力检验要求:1.涂层附着力测试:采用划格法进行涂层附着性测试,划格剂要求使用划不到基材为合格,划不开为极佳的涂料。
2.冲击性能测试:通过冲击试验,检测涂层在受到冲击时是否会脱落。
四、耐磨性检验要求:1.耐磨测试:通过磨损试验,检测涂层在受到磨损时的性能。
可采用湿磨法、磨粉法或扫描磨损法进行测试。
2.耐磨损性能评定:根据涂层表面的损坏程度,将涂料分为耐磨性优良、耐磨性良好、耐磨性一般和耐磨性差等等级。
综上所述,安顺粉末涂料的检验标准涵盖了物理性能、化学性能、附着力和耐磨性等方面的测试要求。
通过检验,可以确保涂料质量符合设计要求,提高涂层的使用寿命和性能。
同时,对涂料生产过程中的质量控制和商品检验提供了指导。
这些检验标准的执行,对于保障产品质量和提升客户满意度具有重要意义。
粉末涂料粉体质量控制方法

< 8 0
流 动 性 一 般
差
上粉率
上粉率反映的是工件表面沉积的粉末涂料 与喷 出的粉末量
之 比 ,是 一 种 比较 两 种 以上 粉 末 涂 料 一 次 上粉 差 异 或 优 劣 的 实
验方法 ,用百分率表示 。现场施工经验表明 ,新粉 的一次上粉
\
埒
。
。
Байду номын сангаас
l
7一
稠
在粉末涂料行业 ,衡量粉末质量 的主要技 术参数有外 观 、 密度 、流出性( 流度 ) 、挥发物含量 、筛余 物 、胶化时间、安息 角 、粒度分布 、流动性 及t粉率等 。一些标准还 引入体积 电阻
率 、软 化 温 度 、磁 性 物 含量 、固化 时 间 等 参数 作 为 对粉 末 涂 料 质 量 的 特 殊 要 求 。 其 中 ,与粉 末 粉 体 质 量 更 为 密切 相 关 的参 数 有 密 度 、流 出性 、安息 角 、粒 度 ( ) 布 、流度 、上 粉 率 。 径 分
在 生 产 中粒 度 测 试 的相 对 意 义大 于 绝 对 意 义 , 只要 测 试 结 果 是
稳定 的,仪器对生产和控制就有 了指导意义;第三 ,准确性的
粉 体 质 量 的 测 试
密度
粉末涂料的密度是粉末产品质量的基本数据 ,可 以用来分
析 产 品 中树 脂 与 颜 填料 的大 致 分 配 ,生 产 中 则 为粒 度 的调 控 提 供 技 术 参 考 ,所 以是粉 末 涂 料 粉 体质 量 控 制 的重 要 依 据 参 数 。 正 常 粉末 涂 料 的 密度 在 1 . 5—1 g m ,透 明 粉 在 1 ./ , 7c . 2~ 1 gc , . / ,含 有 大 量 金 属 颜 料 的产 品 ( 金 属 类 粉 末 涂 料 ) 度 4 m 如 密
贵阳粉末涂料检验标准

贵阳粉末涂料检验标准
1.外观质量:粉末涂料应呈现均匀的颜色,无结块、团聚、水印等缺陷,无异物和污染物。
2. 粒度分布:粉末涂料颗粒应符合规定的粒度分布范围,一般为10μm~100μm。
3. 色泽度:粉末涂料的色泽度应符合规定的色差范围,一般为ΔE≤1.5。
4. 耐热性:粉末涂料在高温条件下应有良好的耐热性能,一般应能承受200℃以上的高温。
5. 耐腐蚀性:粉末涂料应具有良好的防腐蚀性能,能够在各种腐蚀环境下长期使用。
6. 附着力:粉末涂料应具有良好的附着力,能够紧密附着在基材表面上,并能够长期保持稳定的附着力。
7. 硬度和耐划伤性:粉末涂料应具有较高的硬度和良好的耐划伤性,能够抵抗各种表面磨损和划伤。
8. 环保性:粉末涂料应符合国家相关环保标准,不含有害物质,不对环境造成污染。
以上是贵阳粉末涂料的检验标准,对于保障产品质量和用户安全具有重要意义。
- 1 -。
粉末涂料生产规章制度

粉末涂料生产规章制度第一章总则第一条为规范粉末涂料生产过程,保障生产安全,确保产品质量,制定本规章制度。
第二条本规章制度适用于粉末涂料生产过程中涉及的各项管理环节,包括原材料采购、生产加工、质量控制、产品检验等。
第三条所有从业人员必须遵守本规章制度,严格执行各项管理规定,不得违反操作规程,不得私自调整生产流程。
第四条粉末涂料生产工作由专人负责,生产设备定期维护,生产环境保持干净整洁。
第五条涉及粉末涂料生产过程中的各类记录必须真实准确填写,生产信息不得私自篡改。
第六条本规章制度由生产主管部门组织实施,对违反规定的人员给予相应的处罚。
第二章原材料管理第七条原材料采购必须按照质量标准进行选购,质量检验合格后方可入库。
第八条原材料仓库必须进行定期清点,确保原材料存储安全,避免受潮、变质。
第九条使用原材料时必须按照生产工艺要求进行配比,不得随意调整配方。
第十条原材料使用完毕后,必须做好库存记录,及时进行调整。
第十一条原材料包装必须完好无损,若有破损必须立即处理,并记录在案。
第三章生产加工第十二条粉末涂料生产过程必须按照标准操作流程进行,不得擅自更改。
第十三条生产设备必须定期进行维护保养,确保设备正常运转。
第十四条涂料生产过程中必须严格控制生产温度、湿度等环境参数,保证产品质量。
第十五条生产操作人员必须经过专业培训,持证上岗,熟练掌握操作技能。
第十六条生产过程中产生废弃物必须及时分类处理,不得乱倒乱扔。
第十七条生产车间必须保持整洁,防止生产杂物影响产品质量。
第四章质量控制第十八条粉末涂料生产过程中必须进行质量把关,确保产品符合国家标准。
第十九条每批产品必须进行质量抽检,未经抽检合格不得出厂。
第二十条完工产品必须进行包装封箱,确保产品的完好无损。
第二十一条产品包装标签必须真实准确,不得私自更改产品品名、规格等信息。
第五章产品检验第二十二条完工产品必须进行抽检,确保产品质量合格。
第二十三条产品外观检验必须符合标准要求,不得有划痕、起泡等缺陷。
粉末涂料生产过程中的控制

粉末涂料生产过程中的控制在粉末涂料生产过程中要控制减少不合格品,必须从生产过程的每一个环节加以控制,生产过程控制大致分为四大部分配方设计及管理——原材料的控制——生产过程控制——成品检验控制。
一、配方设计及管理1、确保产品配方的设计质量及综合性能试验配方设计的质量是直接影响产品质量的根本因素。
是生产产品的源头,也是第一个关口,如没有把好就会照成产品的先天性不足,后面用一些措施是很难弥补的,甚至无法弥补。
因此,配方设计的重要性要放在首位考虑。
在配方设计过程中要确保配方的质量应做到充分了解客户的需求及对原材料的全面综合性能试验,制定质量标准、工艺要求把配方设计与更改阶段中各种差错降到最低的程度,从而减少不合格品。
2、产品配方的管理有了质量保证的配方设计,也要有规范的配方管理。
如何做好配方管理首先配方设计部门必须确保配方设计的质量,配方的保存及整理,一些新的配方应得到重新确认并及时更新日期和做标识,旧的配方应及时回收。
保证输出生产部的配方是唯一的,避免由于配方管理环节疏忽导致的不合格品。
二、原材料的控制1、规范原材料的检验规程生产过程中原材料质量是否保持稳定将直接影响粉末涂料产品的质量,原料检测项目和质量指标应结合自身产品来制定,而不是根据供应商提供的检验报告来定出检验指标,有的质量指标过于宽松没有起到控制作用。
应根据生产使用情况通过数据积累和进行分析,制定合适质量要求加以控制来满足粉末涂料产品的质量要求。
2、加强对供应商管理与控制供应商可以分成两种,一种是直接生产厂家,另外一种是贸易商(包括代理商)代理商主要就是看其所供产品的来源是否正当可靠,代理商最起码要提供在有效期内的原厂代理授权书,而且一般代理证书只有一年有效期,原厂还会和代理商签定授权协议,必要的还可以通过代理商向原厂要求提供检验合格报告、ROHS符合性、CE认证报告等。
另外企业通过定期对供应商进行现场审核及时掌握供应产品来源,从而保证物料质量的可靠。
灵宝粉末涂料检验标准
灵宝粉末涂料检验标准
灵宝粉末涂料是指由聚合物树脂、助剂和颜料等组成的粉末涂料。
在使用前需要通过检验标准来确保其质量和性能符合要求,常用的灵宝粉末涂料检验标准如下:
1. 外观检验:包括色泽、光泽、平滑度、附着力等。
2. 粒度分布:粉末的颗粒大小应符合规定的范围。
3. 平均颗粒直径:按照规定的方法测定。
4. 熔融指数:按照规定的方法测定。
5. 热稳定性:在特定条件下进行热稳定性测试,评估其抗热性能。
6. 色牢度:按照规定的方法进行测试,评估其色牢度等。
7. 包装和贮存:检查包装是否合格,存放条件是否符合要求等。
以上为一般的灵宝粉末涂料检验标准,具体还需根据实际情况进行确定。